
![Fasen und Anfasen: Leitfaden zur industriellen Kantenvorbereitung [2026]](https://resizeweld.com/wp-content/uploads/2026/04/0-1024x683.webp)
Ein Nachschlagewerk für Ingenieure, Fertigungsbetriebe und Einkaufsteams. Unterstützt AWS-, ASME-, API- und ISO-Spezifikationen sowie eine 8-Punkt-Fasen-Entscheidungsmatrix, die Sie auf anderen Seiten nicht finden.
Kurzspezifikationen: Abschrägen und Fasen
| Üblicher Fasenwinkelbereich | 15° bis 75° (einseitig); 30°, 37.5°, 45° sind in der industriellen Schweißnahtvorbereitung am häufigsten anzutreffen. |
| Gemeinsamer Fasenwinkel | 45° symmetrisch (auch 30° und 60° für spezielle Werkzeuggeometrien) |
| Gesetzliche Standards | AWS D1.1 (Strukturen), ASME B31.3 / B16.25 (Prozessleitungen), API 1104 (Pipelines), ISO 9692-1 (internationale Schweißvorbereitung) |
| Schnittqualitätsstandard | ISO 9013 : 2017 — Rechtwinkligkeitstoleranzbereich 1 (engste Stufe) bis Bereich 5 |
| Winkelgenauigkeit der Ausrüstung | CNC ±0.5° · Tragbares elektrisches Gerät ±1° · Pneumatisches Gerät ±1-2° · Manuelles Gerät ±2-3° |
| Faustregel für die Wandstärke | ≤6 mm einfache Fase · 6-15 mm V-Nut · 15-40 mm J-Nut · >40 mm Verbund- oder U-Nut |
| Kostenstrafe für mangelhafte Kantenvorbereitung | Bis zu 84% Steigerung der Schweißmetallnutzung (Reddy, 2014) |
Fasen und Anfasen entfernen beide eine (typischerweise) 90°-Kante durch das Schneiden einer abgewinkelten Fläche, sind aber nicht austauschbar. Wer den Unterschied nicht versteht, riskiert hohe Kosten: Schweißer, die die falsche Nutgeometrie anwenden, benötigen bis zu 84 % mehr Schweißzusatzwerkstoff (Reddy, 2014), und eine Verwechslung von Fasenwinkel und eingeschlossenem Winkel kann den gesamten Bauablauf einer Pipeline um Wochen verzögern.
Diese Entscheidungsmatrix vereint Normen, Verbindungsgeometrie, Werkzeuggenauigkeit und Materialkenntnisse, die für Fertigungsbetriebe, Rohrleitungsbauer und CNC-Werkstätten unerlässlich sind. Sie ist als Kurzübersicht konzipiert: Die Entscheidungsregeln und Tabellen sollten wiederholt verwendet und nicht nur einmal gelesen werden.
Was ist der Unterschied zwischen Abschrägen und Anfasen?
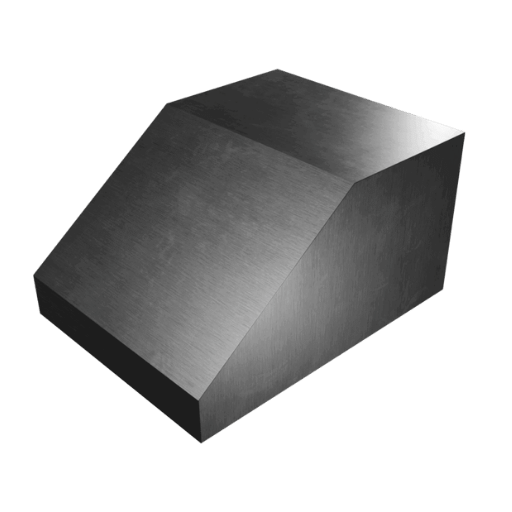
Eine Fase beseitigt eine scharfe 90°-Kante. Eine Schräge formt eine Kante um. Die falsche Anwendung beider Verfahren beeinträchtigt die Schweißnahtdurchdringung. Eine leicht zu merkende Aussage fasst das alltägliche technische Problem zusammen, aber sehen wir uns die Details der Formgebung genauer an.
Eine Fase ist ein symmetrischer, flacher Schnitt, der zwei Flächen verbindet. Sie wird üblicherweise im 45°-Winkel ausgeführt, um eine scharfe 90°-Ecke zu entfernen, die Beschädigungen, Verletzungen oder ein Versagen der Befestigung verursachen könnte. Eine Schräge ist ein geneigter Schnitt, der sich über die gesamte Dicke einer Platte oder die Breite eines Rohres erstrecken kann und in einem Winkel von 15° bis 75° zur Senkrechten verlaufen kann. ISO-9692 1: 2013– ein internationaler Standard für die Schweißnahtvorbereitung – betrachtet die Fase optimistisch als rein strukturelle Formanforderung, während die Fasengeometrie als Teil des Kantenbearbeitungsprozesses völlig außer Acht gelassen wird.
Beide Verfahren verfolgen denselben Zweck: eine scharfe 90°-Kante, die im Betrieb versagt, in eine kontrollierte Form umzuwandeln, auf der der nächste Arbeitsschritt zuverlässig aufbauen kann. Obwohl die beiden Formen bei entsprechender Planung austauschbar sind, findet man sie in Werkstattzeichnungen häufiger nebeneinander: eine 45°-Naht für ein Bolzenloch, eine 30°-Schrägnaht für die nachfolgende Schweißung.
| Abmessungen | Fase | Fase |
|---|---|---|
| Geometrie | Flache, symmetrische, zwei Flächen, die sich in einem festen Winkel treffen | Schräge Kante, kann asymmetrisch sein, oft durchgehend |
| Typischer Winkel | 45° (auch 30°, 60° für Werkzeuge) | 15°-75° (meistens 30°, 37.5°, 45°) |
| Material entfernt | Nur ein kleiner Teil des Randes | Entfernt mehr Material; kann die gesamte Kantenlänge umfassen |
| Hauptzweck | Sicherheit, Montagevorbereitung, Ästhetik, Entgraten | Schweißnahtvorbereitung, strukturelle Anpassung, Rohrendvorbereitung |
| Immer schneiden? | Ja – die Fase ist ein maschinell gefertigtes Merkmal. | Nein – eine Fase kann auch ein Formgebungsmerkmal sein (gegossen, gewalzt). |
| maßgeblicher Standard | ASME Y14.5 Dimensionsbezeichnung | ISO 9692-1, AWS A2.4, ASME B16.25 (Schweißgeometrie) |
So interpretieren Sie die Tabelle: Beachten Sie, dass jede Fase eine Schräge ist, aber nicht jede Schräge eine Fase. Eine Fase ist eine klar definierte, kleine Schräge mit geringer Tiefe, die zur Kantenbearbeitung verwendet wird; der Begriff Schräge ist umfassender und schließt Schweißnahtvorbereitung, strukturelle Änderungen und die visuelle Gestaltung ein. Dieser Unterschied in der Terminologie spielt keine Rolle mehr, sobald das Bauteil seinen endgültigen Bestimmungsort erreicht hat.
Die Angabe „Fase“ in einer Zeichnung begrenzt üblicherweise die Schenkellänge (z. B. „0.5 45“). Bei der Angabe „Kante“ bezieht sich die Maßbeschränkung auf den eingeschlossenen Winkel, der zur besseren Kontrolle mit einer Angabe der Wurzelfläche kombiniert werden kann. Lesen Sie die Funktionsbeschreibung, bevor Sie das Werkzeug auswählen – geringfügige Unterschiede in der Terminologie können das Endergebnis beeinflussen.
Standardwerte für Fasenwinkel und Abschrägungswinkel (15°-75°)
Es gibt keinen „Standard“-Fasenwinkel. Der erforderliche Winkel wird durch die verwendete Schweißnorm, das qualifizierte Schweißverfahren (WPS) und die Wandstärke bestimmt. Einfach bei jeder Verbindung 37.5° zu schneiden, nur weil man es „immer so macht“, führt nicht selten dazu, dass vorqualifizierte Arbeiten beim Prüfer durchfallen.
Fasenwinkel vs. eingeschlossener Winkel: Der 50,000-Dollar-Fehlinterpretationsfehler
Der Fasenwinkel ist der Winkel, der auf einer Seite des Schnitts gemessen wird. Der eingeschlossene Winkel ist der Gesamtwinkel der V-Nut, die zwischen zwei abgeschrägten Kanten entsteht, von der ursprünglichen scharfen 90°-Ecke bis zur vollständig offenen Präparation. Ein Fasenwinkel von 37.5° ergibt einen eingeschlossenen Winkel von 75° (37.5° × 2). Wenn in einer Zeichnung „75°-Nut“ angegeben ist, kann damit entweder der eingeschlossene Winkel oder der Fasenwinkel auf jeder Seite gemeint sein. Ein Lesefehler kann die Präparation entweder verdoppeln oder halbieren – genau der Fehler, der zu der bekannten Geschichte einer Nachbearbeitung im Wert von 200,000 US-Dollar bei einem Pipeline-Auftrag führte, nachdem die Werkstatt bei einer API-1104-Verbindung 37.5° auf jeder Seite geschnitten hatte, obwohl 30° pro Seite vorgeschrieben waren. Klären Sie immer mit dem Zeichnungsinhaber ab: Fasenwinkel oder eingeschlossener Winkel?
| Code | Abschrägungswinkel | Toleranz | Wurzelgesicht | Notizen |
|---|---|---|---|---|
| ASME B31.3 | Gemäß WPS | Gemäß WPS | Gemäß WPS | Für die Geometrie der Stirnseitenvorbereitung wird ASME B16.25 als Referenz verwendet. |
| ASME B16.25 | 37.5 °C. | ± 2.5 ° | 1.5 mm typisch | Standardwandstärke ≤22 mm |
| AWS D1.1 Voll-Anschluss | 45 °C. | ± 5 ° | 0-3 mm | Vorqualifizierte Verbindungen, Tabelle 3.4 |
| AWS D1.1 PJP | 30° min | ± 5 ° | - | Teilweise Gelenkdurchdringung |
| API 1104 Mainline | 30 °C. | ± 5 ° | 1.6mm ±0.8 | Bau einer Pipeline über das ganze Land |
| API 1104-Anlage | 37.5 °C. | ± 2.5 ° | 1.6mm ±0.8 | Anschlüsse, Stationsleitungen |
Das 30-37.5-45-Fasenwinkel-Trio
Betrachtet man die vier wichtigsten Schweißnormen, so machen drei Fasenwinkel 70 % aller industriellen Schweißnahtvorbereitungen aus:
- 30 – Hauptleitung (API 1104), teilweise Nahtdurchdringung (AWS D1.1)
- 37.5 – Prozessrohrleitungen (ASME B16.25), Rohrleitungsanschlüsse, Stumpfschweißnähte an Druckbehältern
- 45 – Stahlbau-CJP (AWS D1.1), Dünnblechschweißen, allgemeine Fertigung
Wählen Sie zunächst einen der drei Winkel. Weichen Sie nur dann davon ab, wenn die Schweißanweisung (WPS), die Wandstärke oder das Verfahren (Orbital-GTAW, Schmalspalt-UP) dies erfordern.
Checkliste zur Auswahl des 5-stufigen Fasenwinkels
- ✔
Ermitteln Sie den entsprechenden Code (AWS D1.1, ASME B31.3, API 1104 oder ISO 9692-1). - ✔
Lesen Sie die WPS und die Zeichnung gemeinsam. Überprüfen Sie jeden Winkel, jede Wurzelfläche und jede Wurzelöffnung. - ✔
Ermitteln Sie, ob in der Zeichnung ein Schrägwinkel (eine Seite) oder ein eingeschlossener Winkel (beide Seiten zusammen) angegeben ist. - ✔
Die Toleranz prüfen. ASME Section IX schreibt eine erneute Qualifizierung bei einer Verringerung des Nutwinkels um mehr als 5° vor. - ✔
Überprüfen Sie die Fase nach dem Schnitt mit einer Lehre an den Positionen 12, 3, 6 und 9 Uhr am Rohr.
Schweißnaht-Fasenverbindungen: 8-Punkt-Entscheidungsmatrix
„Welchen Fasenverbindungstyp soll ich verwenden?“ ist eine ganz andere Frage als „Welchen Fasenwinkel soll ich verwenden?“. Der Verbindungstyp – einfache Fase, doppelte Fase, einfache V-Fase, doppelte V-Fase, J-Fase, U-Fase, Aufweitung, Verrundung – muss anhand der Wandstärke, der Zugänglichkeit, der Eigenspannungstoleranz und des erforderlichen Füllstoffverbrauchs ausgewählt werden. AWS A2.4:2020 erkennt alle acht als unterschiedliche Schweißsymbole an; ISO 9692-1:2013 beschreibt die Geometrie jedes einzelnen Symbols für verschiedene Lichtbogenschweißverfahren.
| Gelenkart | Geometrie | Wandstärke | Typischer Winkel | Gemeinsamer Prozess | Wann wählen? |
|---|---|---|---|---|---|
| Quadratisch (ohne Fase) | 90°-Kante, nur Spalt | ≤3 mm | N / A | GTAW, GMAW | Dünnes Blech, Kehlnähte, Verbindungen mit geringer Spannung |
| Einzelfase | Eine Seite abgeschrägt | 3-12 mm | 30 45 ° ° - | SMAW, GMAW | Zugang nur von einer Seite |
| Single V. | Beidseitig abgeschrägt, V-Nut | 6-20 mm | 37.5° pro Seite (75° eingeschlossen) | SMAW, GTAW, GMAW | Allgemeine Fertigung, Rohrstumpfschweißungen |
| Doppel V. | V-förmige Nut auf beiden Seiten (X-Form) | 15-40 mm | 30°-37.5° pro Seite | SAW, FCAW | Zweiseitiger Zugriff, geringere Verzerrung als bei einem einzelnen V |
| Single J (J-Präp.) | Gebogene Wurzel, schmale Rille | 15-40 mm | 15°-25° (Seitenwand) | GTAW, SMAW | Reduziert den Füllstoffbedarf um 30-40 % im Vergleich zu einem einzelnen V-Profil bei dickwandigen Wänden |
| U-Nut | Gebogene Wurzel, beidseitig | ≥ 25 mm | 10°-20° Seitenwand | SMAW, SAW, FCAW | Dickwandige Druckbehälter, geringster Füllstoffverbrauch |
| Aufweitungsfase | Gebogenes Bauteil trifft auf flaches oder gebogenes Bauteil | Variiert | Gemäß AWS A2.4 | GMAW, SMAW | Rohr-Platten-Verbindungen, Bewehrungsstahl, Winkelprofile |
| Komposit-Fase | Zwei Winkel auf einer Vorbereitungsfläche (steil + flach) | ≥ 25 mm | 37.5° Wurzel + 10° Seitenwand | GTAW-Wurzel + SMAW-Füllung | Hochdruckleitungen, Ausgleichsöffnungen und Füllkörper |
📐 Technischer Hinweis
Die Nutbreite ist proportional zur Wandstärke tan(Fasenwinkel). Bei einer Wandstärke von 8 mm und einer Fase von 37.5° ergibt sich: 8 tan(37.5°) = 8 / 0.767 = 6.1 mm Nutbreite pro Seite, inklusive 12.2 mm. Die Verwendung einer J-förmigen Nutvorbereitung bei derselben 8-mm-Fuge reduziert das Volumen typischerweise um 30–40 %. Dies erklärt, warum Hersteller dickwandiger Profile die J-förmige Nutvorbereitung auch bei Wandstärken ab 15 mm vorschreiben, selbst wenn eine V-förmige Nut möglich ist.
Muss das Teil geschweißt werden oder für tragende Anwendungen verwendet werden?
Wenn die Antwort „Ja“ lautet, ist die Fase ein tragendes Element – keine bloße Oberflächenbehandlung. Die Nahtgeometrie muss es dem Schweißer ermöglichen, die Wurzel zu erreichen, beide Seitenwände zu verschmelzen und keine Schweißnahtfehler zu verursachen, die bei der Ultraschall- oder Röntgenprüfung negativ auffallen würden. Eine mangelhafte Kantenvorbereitung ist alles andere als ein kosmetisches Problem; eine 2014 auf ResearchGate veröffentlichte Studie zeigte, dass eine unzureichende Kantenvorbereitung den Schweißgutverbrauch um bis zu 84 % erhöhen kann, was sich als Folge in Eigenspannungen und Verzug äußert (Reddy, 2014).
Bei tragenden, strukturellen Verbindungen nach AWS D1.1 ist eine reine Kehlnaht selten; bei über 6 mm ist in den meisten normgerechten Verbindungen eine CJP-Kehlnaht mit vorgegebener Fase erforderlich.
AWS D1.1 stuft eine Schweißnaht ohne Gegenschweißung oder Rückausfugen als nicht vorqualifiziert ein. Darauf haben Ingenieure auf Eng-Tips bereits mehrfach hingewiesen. Das scheinbar kleine Detail, das Weglassen des Rückausfugens bei einer einfachen V-Naht, kann dazu führen, dass die Arbeit nicht mehr vorqualifiziert, sondern verfahrensqualifiziert wird.
Rohr- vs. Plattenkantenvorbereitung

Die Fasenbearbeitung von Blechen verläuft geradlinig. Bei Rohren ist die Fasenbearbeitung umlaufend; der Winkel muss über den gesamten Umfang gleich bleiben, und der Innen- und Außendurchmesser begrenzen die Zugänglichkeit. Die Normen unterscheiden sich auf dieser Grundlage: API 1104 befasst sich mit Rohrleitungen; AWS D1.1 mit Stahlblechen.
| Aspekt | Plattenrandvorbereitung | Rohrkantenvorbereitung |
|---|---|---|
| Schnittpfad | Gerade, linear | Umfangsmäßig, kontinuierlich |
| Regierendes Gesetzbuch | AWS D1.1 (strukturell) | API 1104 (Pipeline), ASME B16.25 (Prozess) |
| Referenzwinkel | 45° CJP vorqualifiziert | 30° Hauptleitung / 37.5° Anbindungen |
| Verification | Schrägenlehre entlang der Kantenlänge | Winkelmesser bei 12, 3, 6, 9 Uhr |
| Häufiger Defekt | Winkelabweichung über die Länge | Fischmaul-Fasen, ungleichmäßiger Umfangswinkel |
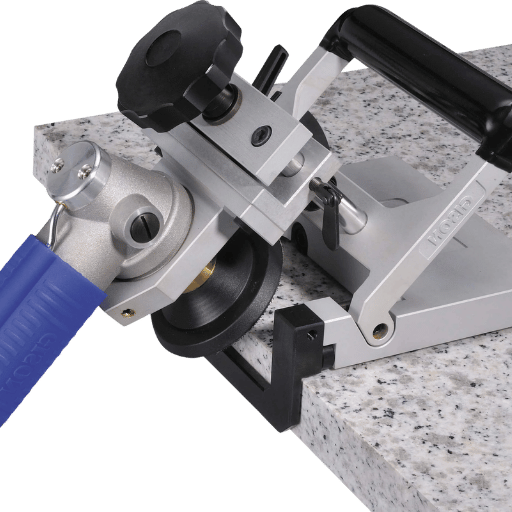
| Typische Ausstattung | Blechfasenmaschine, Fräs- und Fasenkopf | Rohranfasgerät (Innen- oder Außengewindemontage), tragbarer Kaltabschneider |
„Fischmaul“-Fasen sind ein häufiger Fehler von Anfängern im Rohrverlegen – der Winkel verändert sich, wenn der Bediener das Rohr umdreht, wodurch die Fasen in einem Quadranten tief und in einem anderen flach ausfallen. Die Lösung ist mechanisch: Man kann eine außenliegende Fasenfräse einspannen, die einen festen Winkelbezug zur Rohrwand hat – wesentlich einfacher als das Freihandschleifen. Industrielle Rohrfasenfräsmaschinen mit selbstzentrierendem Dorn machen die Bedienungsfertigkeit bei großen Stückzahlen überflüssig.
Eine detailliertere Beschreibung der Geräte (einschließlich der Auswahlkriterien zwischen Kaltbearbeitungs- und Fräsmaschinen) finden Sie unter Rohrschneid- und Anfasanleitung.
Werkzeuge und Methoden: Handwerkzeuge, tragbare Werkzeuge, CNC-Maschinen, industrielle Werkzeuge
Unterschiedliche Ausrüstungsoptionen führen zu Unterschieden in Winkelgenauigkeit, Wiederholgenauigkeit und Kosten. Jede der vier Stufen des Werkzeugbestands hat einen spezifischen Genauigkeitsbereich.
| Tier | Werkzeugtyp | Winkelgenauigkeit | Kantenbreitenkapazität | Richtpreis | Am besten geeignet, |
|---|---|---|---|---|---|
| Tier 1 | Handschleifer, Fasenmesser | ±2°-3° | Bis zu ~6 mm | 200 - 1,500€ | Ausbesserungen, Reparaturen, sehr kleine Mengen |
| Tier 2 | Pneumatischer Anfaser | ±1°-2° | Bis zu ~15 mm | 1,000 - 3,500€ | Gefahrenbereiche (keine Funken), beengte Räume |
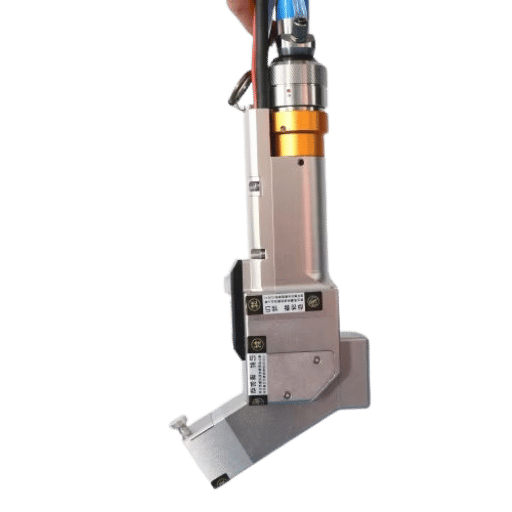
| Tier 3 | Tragbare elektrische Fräs- und Fasenfräse | ± 1 ° | Bis zu ~21 mm | 2,000 - 10,000€ | Feldarbeit, Fertigung vor Ort, mittelgroße Produktionsstätten |
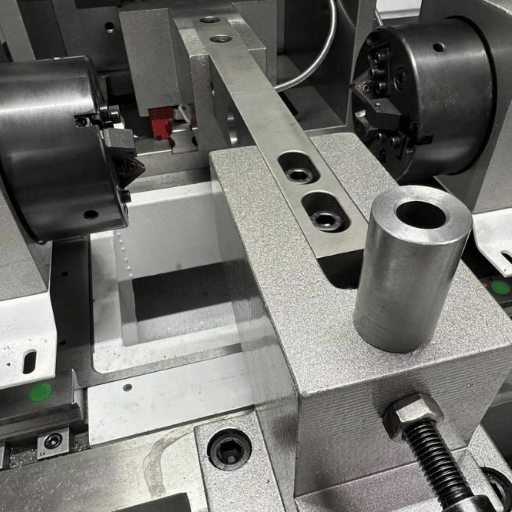
| Tier 4 | CNC-Industriefräs- und Fasenmaschine | ± 0.5 ° | Bis zu ca. 35 mm (typisch) | $ 10,000- $ 50,000 + | Serienfertigung, normkritische Arbeiten, wiederholbare Toleranzen |
✔ Industrielles CNC-Anfasen
- ±0.5° Wiederholgenauigkeit über Tausende von Gelenken
- Mehrstufige, zusammengesetzte Fasen in einem Arbeitsgang
- Die Bedienererfahrung aus der Toleranzgleichung entfernt
- Zykluszeit für die Produktionsplanung vorhersagbar
⚠ Einschränkungen industrieller CNC-Maschinen
- Kapitalkosten; ROI erfordert nachhaltigen Durchsatz
- Erforderliche Stellfläche für die Werkstückaufnahme
- Nicht tragbar – für Reparaturen vor Ort werden weiterhin Handwerkzeuge benötigt.
- Programmierzeit für Kleinserienaufträge
Die Gewinnschwelle für eine Werkstatt, die zwischen einer tragbaren Fräsmaschine der Stufe 3 und einer CNC-Maschine der Stufe 4 wählt, liegt bei 3,000–5,000 Verbindungen pro Jahr mit normaler Geometrie. Darunter ist die tragbare elektrische Fräsmaschine für die meisten Anwendungen ausreichend; darüber hinaus amortisiert sich die CNC-Maschine selbst bei erhöhtem Ausschuss. Weitere Optionen für industrielle Fasenmaschinen finden Sie hier: Alternativen für industrielle Fasenmaschinen.
CTA-Entscheidung: Eine schnelle Methode zur Abschätzung des Beschaffungsbedarfs besteht darin, den anspruchsvollsten Code in der Warteschlange des Shops (üblicherweise AWS D1.1 CJP oder API 1104) zu nehmen, die Winkeltoleranz zurückzurechnen und eine Stufe darüber zu wählen. Die Wahl derselben Stufe wie die Toleranz lässt keinen Spielraum für Werkzeugverschleiß.
Vergleich von Industrie-Fasenmaschinen →
Materialverträglichkeit: Stahl, Edelstahl, Aluminium, Verbundwerkstoffe
Das Material bestimmt nicht die Fasengeometrie selbst – hier kommen die Wandstärke und der Schweißprozess zum Tragen. Die Materialspezifikation legt die Schnittparameter (Schnittgeschwindigkeit, Vorschub, Schmierung) und die Kriterien für die Oberflächengüte fest. ISO 9013:2017 unterteilt thermische Schnitte in die Bereiche 1 bis 5 der Rechtwinkligkeitstoleranz, wobei die maximal zulässige Toleranz mit der Materialstärke zunimmt – 5 mm haben eine andere maximale Abmessung als 50 mm.
Wie kann man eine perfekte Fase anbringen?
„Perfekt“ hängt vom nachfolgenden Schweißprozess ab. Bei Edelstahlrohren benötigt eine WIG-Wurzellage eine saubere, kontaminationsfreie Kante mit einer kontrollierten Wurzeloberfläche (2,5 mm ± 0.5 mm); bei Kohlenstoffstahlblechen verträgt eine SMAW-Fülllage eine größere Wurzelöffnung und höhere Oberflächenrauheit. Passen Sie den Schnitt an den nächsten Prozess an – es gibt keine allgemeingültige perfekte Spezifikation, die eine bessere Schweißnaht und geringere Kosten garantiert.
| Material | Bevorzugte Fasenmethode | Achten Sie auf | Oberflächenbeschaffenheit Standard |
|---|---|---|---|
| Kohlenstoffstahl | Kaltschneiden, Plasmaschneiden, Autogenschneiden für dicke Bleche | Wärmeeinflusszone bei thermischen Schnitten >25 mm | ISO 9013 Bereich 2-3 |
| Edelstahl | Kaltschneiden (ohne Kohlenstoffverunreinigung) | Vermeiden Sie Schleifscheiben aus Kohlenstoffstahl (Kreuzkontamination). | ISO 9013 Bereich 1-2; 3-A Sanitär aus hygienischen Gründen |
| Aluminium | Kaltfräs-Anfasvorrichtung mit Hartmetallfräser | Oxidschicht am Rand – vor dem Schweißen reinigen. | AWS D1.2 (Aluminium-Schweißnorm) |
| PVC-/Thermoplastrohr | Handfaswerkzeug, Kunststoffrohr-Anfaswerkzeug | Hitze vermeiden – Reibungsschmelzen verformt die Kante. | Gemäß den Vorgaben des Rohrherstellers für Lösungsmittelschweißungen |
| Verbundwerkstoffe (FRP, CFRP) | Diamantbestückte Oberfräse, Wasserstrahl | Faserherausziehen, Delamination am Rand | Gemäß Spezifikation des Paneelherstellers |
Hygienische Edelstahlrohre für Lebensmittel, Getränke und Pharmazeutika sind abgedeckt durch EHEDG und den Hygienevorschriften der Stufe 3-A entsprechen. Die Oberflächenbeschaffenheit der Fase muss so fein sein, dass sich keine Bakterienherde am Schweißnahtübergang bilden können – da das Orbitalschleifen der typische nachfolgende Prozess ist, muss die Fase eine saubere Materialzufuhr gewährleisten.
Warum Fasen und Anfasen wichtig sind (Industrielle Anwendungsfälle)

Die Kantenbearbeitung ist die wichtigste Sicherheitsmaßnahme. Die eigentliche Arbeit findet vor dem Schweißen statt, und die Qualität der Bearbeitung entscheidet darüber, ob die Bleche den Normen entsprechen oder ob es in zwei Wochen zu einer negativen Abnahme kommt. Die Bedeutung von Genauigkeit ist nicht so gering, wie viele in der Stahlindustrie annehmen.
Welchen Zweck hat das Anfasen?
Das Anfasen bietet vier sehr praktische Vorteile: Es beseitigt die scharfe 90°-Kante, an der man sich in die Finger schneiden und Handschuhe beschädigen kann; es bietet eine Führungsfläche, sodass sich Befestigungselemente tendenziell gerade eindrehen lassen; es verhindert Spannungsspitzen an Ecken, die sonst zu Ermüdungsrissen führen könnten; und es verbessert die Optik der sichtbaren Kanten. Bei CNC-Bearbeitung ist ein Anfaswinkel von 0.5° 45° der Standardwert für Durchgangsschrauben – dies ist montagetechnisch und nicht ästhetisch begründet.
Im Vergleich zum Anfasen ist das Abschrägen für den Schweißer, nicht aber für den Monteur von Vorteil. Es dient dazu, sicherzustellen, dass die Schweißablagerungen an den richtigen Stellen erfolgen, die Seitenwandverschmelzung vollständig und korrekt ist und die endgültige Wurzelqualität erreicht wird. Wird das falsche Verfahren anstelle des richtigen angewendet, kann die Schweißnaht, obwohl sie optisch einwandfrei erscheint, im Betrieb versagen.
Häufiger Irrtum bei Typ D: „Die Fase dient nur der Optik“
Bei Konstruktions- oder Druckschweißarbeiten ist das Anfasen die einzige Möglichkeit, dem Schweißer eine fachgerechte Schweißnaht zu ermöglichen. Eine Kantenvorbereitung – beispielsweise durch einen technischen Bericht von DTIC über die Merkmale einer guten Kante – beeinflusst sowohl die Lebensdauer der Beschichtung über der Schweißnaht als auch die Qualität der Schweißnaht selbst. Eine rein ästhetische Fase hätte vor Jahren möglicherweise nicht ausgereicht.
„Die meisten Betriebe glauben, die AWS D1.1-Fasenvorgaben zu verstehen. Dann fällt die Röntgenprüfung durch, und die Schuld wird sofort dem Schweißer zugeschoben. Man sollte das Problem an der Basis beheben, angefangen bei der Fasenbildung selbst.“
| Anwendungsfall | Warum die Vorbereitung der Kanten wichtig ist | Typische Branche |
|---|---|---|
| Schweißvorbereitung | Definiert Eindringtiefe und Fusionsqualität | Schiffbau, Druckbehälter, Öl- und Gaspipelines, Stahlkonstruktionen |
| Montagepassung | Die Einlaufgeometrie führt die Teile in die passenden Bohrungen/Buchsen. | Automobil-, Luft- und Raumfahrtindustrie, Herstellung von Verbindungselementen |
| Sicherheitsgratentfernung | Entfernt scharfe Kanten, an denen man sich schneiden, Kleidung beschädigen oder Dichtungen verhaken kann. | Alle Metallbearbeitungsprodukte; insbesondere Handprodukte |
| Spannungsumverteilung | Glättet Übergänge, reduziert Spannungskonzentrationen an Ecken | Strukturelle Bauteile, Kfz-Bremsbeläge, Zahnradkanten |
| Dichtfläche | Bietet eine kontrollierte Auflagefläche für Dichtungen und O-Ringe. | Hydrauliksysteme, pharmazeutische / Lebensmittel-Rohrleitungen (EHEDG, 3-A) |
Anfasen, Entgraten, Verrunden: Verwechseln Sie die Verfahren nicht.

Im Fachjargon werden vier Kantenbearbeitungsverfahren synonym verwendet: Anfasen, Abschrägen, Entgraten und Verrunden. Jedes dieser Verfahren bewirkt etwas anderes, und anstatt alternativ eingesetzt zu werden, werden sie oft nacheinander angewendet.
| Prozess | Geometrie erzeugt | Hauptzweck | Reihenfolge im Arbeitsablauf |
|---|---|---|---|
| Fase | Abgeschrägte Kante, variabler Winkel, oft durchgehend | Schweißnahtvorbereitung, strukturelle Passung | Vorschweißen, definiert durch WPS |
| Fase | Flacher, schräger Schnitt an der Ecke, typischerweise 45° | Montageeinführung, Kantenschutz | Nachbearbeitung, vor dem Entgraten |
| Entgraten | Entfernt lose Metallrückstände, kein definierter Winkel | Oberflächensicherheit, Lackhaftung, Dichtungsschutz | Nach dem Anfasen, letzter Arbeitsschritt vor der Montage |
| Filet (rund) | Gebogene Kante, definierter Radius | Stressabbau, flüssiger Fluss, ergonomisches Gefühl | Entworfen in CAD; hergestellt durch Werkzeugbau oder Nachbearbeitung |
„Anfasen ist dasselbe wie Entgraten.“ Das stimmt nicht. Beim Anfasen wird ein definierter und tolerierter Winkel erzeugt, beispielsweise 0.5 × 45°. Entgraten hingegen ist der Prozess, bei dem nach der Bearbeitung verbleibendes, ungleichmäßiges und ungebundenes Metall entfernt wird, ohne dass eine definierte Geometrie entsteht. Obwohl beim Anfasen als Nebeneffekt auch entgratet werden kann, werden die beiden Vorgänge bei spezifikationsorientierten Arbeiten als separate Arbeitsgänge betrachtet, da sie unterschiedlichen Prüfungen unterliegen.
Bei einer herkömmlichen CNC-Maschine ist die typische Reihenfolge: Hohlbeitel bearbeiten, die Fase an allen Kanten bearbeiten, die verbleibenden Kanten bearbeiten und anschließend auf scharfe Ecken prüfen. ISO 13715 Kantentoleranzklasse. Die Verrundung scheint nur in einigen CAD-Systemen ein Merkmal zu sein, da sie während der Bearbeitung mit einem Eckradiuswerkzeug erzeugt wird – nicht nachträglich.
Branchenausblick 2025–2026: CNC-Automatisierung und Normenentwicklung
Die Branche für Kantenbearbeitung wird in den Jahren 2025–2026 voraussichtlich von drei Hauptfaktoren beeinflusst: Präzisionsautomatisierung, zunehmender Einsatz mobiler Anfasgeräte und Normenänderungen. Diese Faktoren werden durch Suchtrenddaten gestützt. Laut den aktuellsten US-amerikanischen Google-Suchvolumendaten für Kantenbearbeitung hat sich der Suchbegriff zwischen Juni und September 2025 etwa verfünffacht. Ein ähnlicher Anstieg wurde im gleichen Zeitraum beim Suchvolumen für Anfasen beobachtet, was darauf hindeutet, dass Beschaffungsteams mögliche Verbesserungen prüfen.
Trend 1: Präzisionsautomatisierung wird zum Standard in der Massenproduktion
CNC-Fräs- und Fasenmaschinen mit einer Winkelgenauigkeit von ±0.5° entwickeln sich von High-End-Investitionsgütern zu Standardausrüstung für normkritische Arbeiten. Der Grund ist einfach: Angesichts der Toleranzbereiche von ±5° nach AWS D1.1 und ±2.5° nach ASME B16.25 nutzt eine CNC-Maschine nur 10–20 % des zulässigen Bereichs, wodurch ausreichend Spielraum für den Werkzeugverschleiß bleibt. Im Gegensatz dazu verschleißen manuelle und pneumatische Werkzeuge mit einer Genauigkeit von ±2–3° aufgrund stumpfer Schneidwerkzeuge und überschreiten die Toleranzgrenze bereits nach dem ersten Einsatz. Sie beanspruchen 40–60 % des Toleranzbereichs.
Trend 2: Mobiles Vor-Ort-Fasen erweitert
Tragbare elektrische Fräs- und Fasenmaschinen erfreuen sich zunehmender Beliebtheit bei Reparaturen im Schiffbau, an Pipelines sowie bei Öl- und Gasanlagen. Treiber dieser Entwicklung ist die messbare Winkelgenauigkeit. Während Fasenmaschinen Kanten mit einer Abweichung von bis zu einem Grad erzeugen können, erreichen werkseitig mit Autogenschweißen und anschließendem Handschleifen hergestellte Kanten selten die geforderten Normen. In den meisten Anwendungsbereichen können tragbare elektrische Fasenmaschinen anstelle von funkenfreien pneumatischen Fasenmaschinen eingesetzt werden, die in bestimmten explosionsgefährdeten Bereichen weiterhin vorgeschrieben sind.
Trend 3: Überarbeitung der Normen (ISO 9013:2017 und AWS A2.4:2020)
Die 2017 überarbeitete ISO 9013 ersetzte die Ausgabe von 2002 und führte engere Toleranzbereiche für die Rechtwinkligkeit ein. Veraltete Schweißanweisungen (WPS) verwenden möglicherweise noch die älteren Werte von 2002. Die AWS A2.4:2020 (8. Ausgabe) führte erläuternde Anwendungsregeln für Bördelnahtschweißungen ein, deren Festlegung zuvor im Ermessen der Konstrukteure lag. Rechnen Sie mit Widerstand seitens der Prüfer, wenn Ihr Betrieb Schweißsymbole von vor 2020 verwendet.
Was Sie für 2026 planen sollten
Für Betriebe, die 2026 Investitionsvorhaben planen, empfiehlt es sich, Maschinen mit einer Genauigkeit zu wählen, die eine Stufe über der strengsten Anforderung der jeweiligen Warteschlange liegt. Das heißt, eine tragbare elektrische Fräs- und Fasenmaschine mit einer Genauigkeit von 1 mm als Mindestanforderung und eine CNC-Maschine mit 0.5 mm als Höchstanforderung. Pneumatische und manuelle Werkzeuge sollten nur für Spezialanwendungen verwendet werden. Für Betriebe, die Arbeiten nach AWS D1.1 und ASME B16.25 ausführen, bedeutet dies, dass eine tragbare Kaltfräs- und Fasenmaschine mit nachgewiesener Genauigkeit von 1 mm den Einstieg und nicht die Aufrüstung darstellt.
Häufige Fragen zum Großhandel mit Lebensmitteln und Getränken
F: Was ist eine abgeschrägte Fase?
Antwort anzeigen
F: Wird das Anfasen als Abschrägen bezeichnet?
Antwort anzeigen
F: Wann ist eine Fasenkante erforderlich und wann eine Anfasung?
Antwort anzeigen
F: Was sind die Vorteile des Abschrägens von Bauteilen?
Antwort anzeigen
F: Warum ist hochpräzises Anfasen so wichtig?
Antwort anzeigen
Referenzen & Quellen
- AWS D1.1/D1.1M Schweißnorm für Stahlkonstruktionen — Amerikanische Schweißergesellschaft
- ASME B31.3 Prozessrohrleitungsnorm — Amerikanische Gesellschaft der Maschinenbauingenieure
- API 1104 Schweißen von Rohrleitungen und zugehörigen Anlagen — Amerikanisches Erdölinstitut
- ISO 9013:2017 Thermisches Schneiden — Klassifizierung thermischer Schnitte — Internationale Organisation für Normung
- ISO 9692-1:2013 Schweißen und verwandte Verfahren – Arten der Nahtvorbereitung — Internationale Organisation für Normung
- AWS A2.4:2020 Standardsymbole für Schweißen, Löten und zerstörungsfreie Prüfung — Amerikanische Schweißergesellschaft
- Reddy et al., „Eine Studie über die Auswirkungen der Naht- und Kantenvorbereitung auf die Kostenreduzierung und verzugsfreie Schweißnähte“ — Nationales Schweißseminar / IIT (Forschungsarbeit)
- DTIC-Bericht ADA452427: Der Einfluss der Kantenvorbereitung auf die Beschichtungslebensdauer — US Defense Technical Information Center
- TWI-Fachwissen: Schweißkosten (Fortsetzung) — Das Schweißinstitut
- Europäische Hygienic Engineering and Design Group (EHEDG) — Verband für Hygienetechnik
- 3-A Sanitary Standards, Inc. — Organisation für Hygienestandards
- ISO 13715:2017 Kanten undefinierter Form — Angabe und Bemaßung — Internationale Organisation für Normung
Über diese Analyse zur Vorbereitung auf industrielle Wettbewerbsvorteile
Dieser Leitfaden vereint die Anforderungen von AWS, ASME, API und ISO mit einer ResearchGate-Studie aus dem Jahr 2014 zur Wirtschaftlichkeit von Schweißgut und den Genauigkeitsbereichen von im Feld getesteten Geräten industrieller Fasenmaschinenhersteller. Die 8-Punkt-Matrix in Abschnitt 3 wurde durch Querverweise auf AWS A2.4:2020, ISO 9692-1:2013 und veröffentlichten Wandstärkenrichtlinien erstellt – sie stammt nicht aus einer einzelnen konkurrierenden Quelle. Die Preisstufen in Abschnitt 5 spiegeln die Listenpreise für Fräs- und Fasenmaschinen auf dem US-amerikanischen und chinesischen OEM-Markt für 2025/2026 wider.
Geprüft vom RESIZE-Entwicklungsteam RESIZE fertigt Fräs- und Anfasmaschinen, Schweißpositionierer, Rotatoren, Manipulatoren, Spannfutter, Plasmaschneidanlagen und Produktionslinien für Windkraftanlagen. Die technische Überprüfung basiert auf Inbetriebnahmedaten aus der Fertigung für Glas-, Rohr- und tragbare Anfasmaschinen (Schnitttiefe 0–25 mm, Winkel 15°–75°, 2.8 kW Leistung, 2,000–6,000 U/min).
Ähnliche Artikel
- Was ist eine Fasenmaschine? — Grundlagen der Ausrüstung
- Was ist der Standard für das Abschrägen? — ausführliche Code-Referenzen
- Die richtige Rohranfasmaschine auswählen — Geräteauswahl nach Rohrgröße
- Fräs- und Fasenmaschine — Säule — vollständiges Geräteprogramm und Spezifikationen







![Leitfaden für Tischschweißpositionierer: Spezifikationen, Typen & Auswahlkriterien [2026]](https://resizeweld.com/wp-content/uploads/2026/05/0-8.webp)

{kind=link}
{kind=link}
{kind=link}
{kind=link}