
Ein industrieller Plasmaschneider ist etwas ganz anderes als das 0-Ampere-Gerät in der Garage eines Hobbybastlers. Für einen Stahlbaubetrieb mit über 200 Betriebsstunden pro Monat legt die Wahl zwischen 65 A und 125 A, zwischen einem 48- und einem 510-mm-Schneidtisch und zwischen Anbieter A und Anbieter B die Betriebskosten für fünf bis sieben Jahre fest. Dieser Leitfaden bietet eine Entscheidungshilfe für diese Anschaffung – basierend auf Berechnungen der Stromstärkeklassen, den OSHA-Infrastrukturvorschriften 1910.252, einem Fünfjahres-TCO-Modell und einer 12-Punkte-Checkliste zur B2B-Anbieterprüfung.
Kurzübersicht – Industrieplasmaschneider auf einen Blick
| B2B-Produktionsstrombereich | 45 A – 200 A+ (die meisten Fab-Shops liegen zwischen 65 A und 105 A) |
| Produktionskapazität für Baustahl reduziert | 1/2″ (45 A) bis 2″ Produktionsschnitt (125 A+) |
| Typischer Luftbedarf (65 A-Klasse) | 6–7 SCFM bei 80–90 PSI, kontinuierlich, getrocknet |
| obligatorische Belüftung | Mindestens 2,000 cfm/Schweißer pro Schweißer OSHA 29 CFR 1910.252(c)(2)(ii) |
| Cape× (schlüsselfertige Industrieanlage) | 15 bis 200 US-Dollar, abhängig von der Stromstärkeklasse und der Tischgröße |
| Nutzungsdauer der Anlage (mechanischer Rahmen) | 10–20 Jahre (Verbrauchsmaterialien sind Verschleißteile, nicht die Maschine) |
| Globale Marktgröße (2025) | ~811 Mio. USD, mit einem jährlichen Wachstum von 5.9 % pro Jahr Global Market Insights |
Warum Stahlverarbeitungsbetriebe einen anderen Einkaufsansatz benötigen

Ein Industriekunde bewertet eine Plasmaschneidanlage anhand anderer Kriterien als ein Einzelunternehmer. Die Auslastung entscheidet darüber, ob die Maschine den Produktionslauf am Dienstag übersteht. Die Wirtschaftlichkeit der Verbrauchsmaterialien bestimmt, ob die Kosten pro Meter den Auftrag rentabel machen. Der Kundendienst entscheidet darüber, ob ein Brennerausfall am Freitagnachmittag das ganze Wochenende kostet.
Die fünf Kaufkriterien, die B2B-Systeme von umgelabelten Verbrauchersystemen unterscheiden:
- Einschaltdauer bei Produktionsstromstärke, nicht bei Spitzenstromstärke – eine „100%ige Einschaltdauer“ bei 50 A ist nutzlos, wenn Sie mit 80 A schneiden.
- Die Lieferzeit für Ersatzteile – Lieferung am selben Tag vs. vier Wochen – unterscheidet einen B2B-Lieferanten von einer umgelabelten Verbrauchermarke.
- Wirtschaftlichkeit der Verbrauchskosten – Nennkosten für Durchstiche, Lebensdauer der Elektroden unter der tatsächlichen Stromstärke.
- Umfangreiche Unterstützung durch den Anbieter – inklusive veröffentlichter Schnitttabellen, namentlich genannter Anwendungstechniker und Schulungen vor Ort.
- Konformitätsdokumentation – UL/CE-Zertifizierung, Daten aus Rauchgasemissionsprüfungen, AWS/OSHA-Referenzen im Handbuch.
Wenn das Angebot des Anbieters diese fünf Aspekte nicht schriftlich behandelt, verhandeln Sie mit einem Wiederverkäufer und nicht mit einem B2B-Lieferanten. Der Rest dieses Leitfadens beschreibt, wie Sie jeden einzelnen Aspekt vor der Bestellung überprüfen und wie Sie ein Produktionsprofil, die passende Stromstärke und eine Lieferantenbewertung erstellen, die auch dem direkten Kontakt mit der Produktion standhalten.
Definieren Sie zuerst Ihr Produktionsprofil

Fast jede Fehlplanung bei der Plasmaschneidanlage beginnt mit der Frage: „Wie dick darf die Platte maximal sein, die sie schneiden kann?“ Dahinter verbergen sich vier wichtigere Fragen. Bevor Sie mit Anbietern sprechen, erstellen Sie ein Produktionsprofil.
Das Produktionsprofil-Arbeitsblatt
- Durchschnittliche tägliche Schnittstärke – die Dicke, bei der 80 % Ihrer Arbeit tatsächlich liegen (mm oder Zoll).
- Maximale Dicke im 90. Perzentil – die dicke Schicht, die man gelegentlich spritzt, nicht die einmal im Jahr durchgeführte Exzeption.
- Materialmischung in Prozent – Baustahl, Edelstahl, Aluminium, andere leitfähige Stoffe.
- Monatliche Lichtbogenstunden – gesamte Schneidezeit, nicht „Werkstattstunden“.
- Die größte Plattenstärke, die Sie verarbeiten, bestimmt die Tischgröße, nicht das „größte Teil, das Sie herstellen möchten“.
- Die Qualifikationsstufe des Bedieners (Lehrling / Geselle / Senior) ist entscheidend für die Varianz des Verbrauchs von Verbrauchsmaterialien.
Welche Stahldicke kann ein 60-Ampere-Plasmaschneider durchtrennen?
Ein 60-Ampere-System ist für einen empfohlenen Produktionsschnitt von 20 mm (3/4″) Baustahl ausgelegt, mit einer Trennkapazität von ca. 32 mm (1-1/4″) und einer Stanzkapazität von ca. 12 mm (1/2″). Bei Edelstahl und Aluminium reduziert sich diese Kapazität um ca. 15–25 %. Dieselbe Maschine, die zuverlässig 20 mm (3/4″) Baustahl trennt, eignet sich am besten für Edelstahl/Aluminium mit einer Stärke von 16 mm (5/8″). Die Angabe „Trenndicke“ im Datenblatt ist irreführend – sie bezeichnet die maximale Schnittstärke, nicht die Dicke der Teile, die mit zufriedenstellender Schnittqualität und Vorschubgeschwindigkeit gefertigt werden können.
Auswahl der Stromstärkeklasse: Die 4-Variablen-Leistungsklassenregel

Die Leistungsklasse ist bei dieser Anschaffung ausschlaggebend. Die pauschale Annahme, man solle vorsichtshalber mehr kaufen, als man benötigt, ist der teuerste Fehler, den ein Werkstattbesitzer begehen kann, da eine Stromstärke über 95 % der Nennleistung der Düse die Lebensdauer der Verschleißteile langfristig drastisch reduziert. Verwenden Sie stattdessen die 4-Variablen-Regel.
- Produktionsklasse – was Ihr täglicher Haarschnitt im 80. Perzentil wirklich erfordert.
- Maximale Penetration – was für einen dicken Auftrag im 90. Perzentil bei hoher Geschwindigkeit erforderlich ist.
- Einschaltdauer bei Produktionsstromstärke – Läuft das System bei Ihrer täglichen Kursanzahl zu 100 %?
- Wirtschaftlichkeit der Verbrauchsmaterialien – ab welcher Stromstärke sinkt die Lebensdauer von Elektroden/Düsen rapide?
Wählen Sie die niedrigste Klasse, die alle vier Kriterien erfüllt – nicht die höchste Klasse, die Ihr Budget zulässt.
| Amperezahl | Produktionskürzung | Serverkapazität | Optimale Bildschirmwahl |
|---|---|---|---|
| 45 A | 1 mm (2/12 ") | 7 mm (8/22 ") | Blech, Beschilderung, Leichtbau |
| 65 A | 3 mm (4/20 ") | 1-1 / 4″ (32 mm) | Allgemeine Fab, gemischte tägliche Arbeit |
| 85 A | 1″ (25 mm) | 1-1 / 2″ (38 mm) | Schweres Stahlbau, Strukturplatte |
| 105 A | 1-1 / 4″ (32 mm) | 2″ (50 mm) | Industrielle Produktionslinien |
| 125 A | 1-3 / 4″ (45 mm) | 2-1 / 2″ (63 mm) | Mehrschichtbetriebene Schwerindustrie |
| 200A+ | 2″+ bei Produktionsgeschwindigkeit | 3″+ (75 mm+) | Schiffswerft, Stahlträger, Windkraftanlagen |
Branchenleitfäden empfehlen üblicherweise die Stahlklassen 65 A oder 85 A für Betriebe, deren tägliche Produktion sich auf Stahlbleche mit einer Stärke von 6,35 mm bis 19 mm konzentriert – was auf die meisten Stahlverarbeiter zutrifft. Die höheren Preise der Klassen 105 A und 125 A rechtfertigen sich erst bei einer regelmäßigen Produktion von Blechen mit einer Stärke von über 25,4 mm. Eine detailliertere technische Erläuterung der Lichtbogenphysik und ihrer Teilsysteme beschreibt die Gründe für diese Haltepunkte.
Wenn Sie eine 125-A-Anlage kaufen, um einmal pro Quartal 1-3/4″-Blech zu schneiden, und sie dann täglich mit 65 A betreiben, verdoppelt sich Ihr Verbrauch an Betriebsstoffen im Vergleich zu Teilen, die eine 65-A-Anlage kostengünstiger pro Meter geschnitten hätte. Passen Sie die Spezifikationen an den täglichen Arbeitsaufwand an, nicht an die Annahme, dass es nur einmal pro Quartal vorkommt. Lagern Sie gelegentlich dickere Bleche aus oder steigen Sie auf Ölbrennstoff um.
Materialschneidleistung nach Metallart

Plasma kann alle elektrisch leitfähigen Metalle schneiden, die im Datenblatt angegebene Schnittleistung bezieht sich jedoch auf Baustahl. Edelstahl und Aluminium reduzieren diesen Wert; Kupfer und Messing verringern ihn nochmals. FHWA-HRT-20-056 Bewertung von plasmageschnittenen Löchern behandelt das wiederholbare Fasen- und Kantenverhalten bei Baustahl; die gleiche Physik reduziert die Tragfähigkeit von Nichteisenmetallen in der untenstehenden Tabelle.
| Material | Tragfähigkeit im Vergleich zu Baustahl | Empfohlenes Gas | Rand-/Schlackennotizen |
|---|---|---|---|
| Baustahl / Kohlenstoffstahl | 100 % (Grundlinie) | Druckluft oder O₂ | Im Zuschnitt für die meisten Anwendungen schweißbar |
| Edelstahl | ≈85–90 % | N₂/H₂ oder Luft | Leichte Verfärbung der Wärmeeinflusszone; an kritischen Stellen kann eine Passivierung erfolgen. |
| Aluminium (5xxx, 6xxx) | ≈75–85 % | N₂/H₂ oder Luft | Klebrige Schlacke am unteren Rand; Reinigungsschritt erforderlich |
| Kupfer / Messing | 70% | N₂ oder Luft | Reflektierend; schmales Arbeitsfenster |
Standardmäßige Plasmaschnitte erzeugen eine 1°–4°-Fase senkrecht zur Schnittebene mit einer Schnittfugenbreite von ca. 1.5–3 mm. Die „gute Seite“ (abgewandt von der Gasströmungsrichtung) bleibt dabei im Produktionsprozess unter 2°. Wenn das Teil entlang der Schnittkante geschweißt werden soll, muss die „gute Seite“ zur Schweißnaht hin ausgerichtet werden. Bei Aluminiumbearbeitungen ist ein nachfolgender Bearbeitungsschritt (z. B. Abtragen oder Schleifen) erforderlich – planen Sie Ihren Arbeitsablauf entsprechend. Gas, Einstellungen und Aluminiumdicke für Plasmaschneider beschreibt detailliert die in dieser Arbeit verwendeten Verbrauchsmaterialien.
Tischgröße und Zellenlayout für Ihre Werkstatt
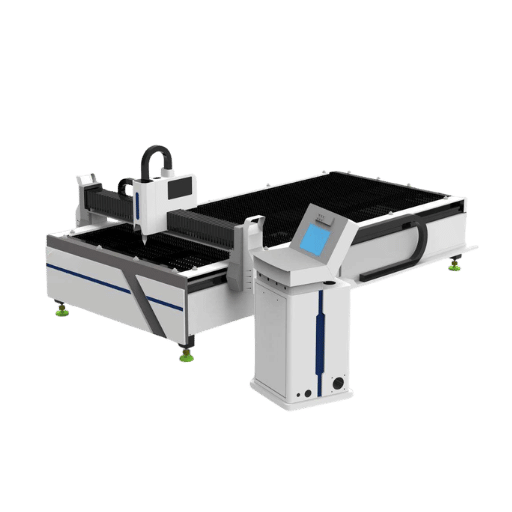
Die Tischabmessungen richten sich nach dem Blechmaterial, nicht nach der Teilegröße. Ein 44 Fuß langer Tisch kann ein halbes Blech mit 48 Zoll Durchmesser ohne erneutes Einspannen aufnehmen – gut für den Schnitt, aber problematisch für den Arbeitsablauf.
| Tisch | Plattenmaterialpassung | Grundfläche | Am besten geeignet, |
|---|---|---|---|
| 4×4 Fuß | Halbe Bogen, Schildrohlinge | ca. 8×8 Fuß | Kleiner Laden, gemischte Arbeiten |
| 4×8 Fuß | Ganze 4'×8'-Platte (1220×2440 mm) | ca. 8×14 Fuß | Branchenstandard – 80 % der Fertigungsarbeiten |
| 5×10 Fuß | 5'×10' Platte, große Halterungen | ca. 10×16 Fuß | Schwerfertigung, Stahlbauwerkstatt |
| 6×12 Fuß+ | Überdimensionierte Bleche, Trägerflansche | ~12×18 Fuß+ | Werft, Windturm, Bauwerk |
Unter den Lamellen gibt es zwei Unterkonstruktionsmöglichkeiten. Ein Wassertisch taucht das Werkstück ein, reduziert Rauch und Lärm und verkleinert die Wärmeeinflusszone – hier gilt: „Wasser, Edelstahl und Aluminium“. Ein Absaugtisch saugt die Rauchgase durch eine Filterkabine ab – hier gilt: „Baustahl, Reinraum“ Auswahl einer industriellen CNC-Plasmaschneidanlage – Schritt für Schritt erläutert den Zeitplan für den Austausch der Lamellen und die Wirtschaftlichkeit der Wasseraufbereitung, die sich aus den technischen Daten allein nicht ergeben.
Für das Einlegen der Bleche auf jeder Seite des Tisches sollten mindestens 4 m Arbeitsfläche und ein breiter Durchgang zum Zuführen der Bleche über den Tisch vorhanden sein. Die Installation von Druckluft- und Elektroleitungen vor der endgültigen Anordnung ist die aufwendigste Methode, eine Fertigungszelle nach sechs Monaten Produktionsbetrieb umzugestalten.
Luft- und elektrische Infrastruktur: Was Käufer vergessen
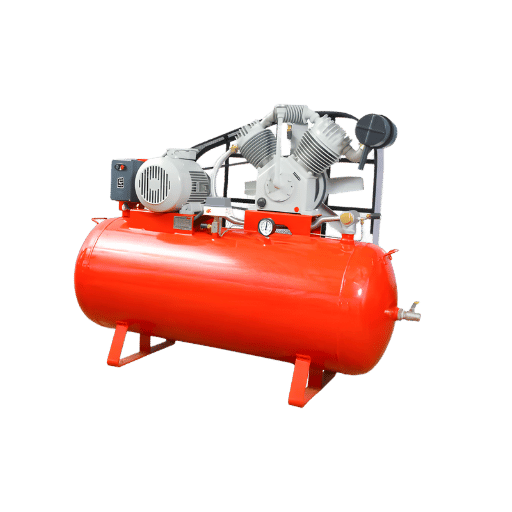
Druckluft ist der am meisten unterschätzte Kostenfaktor bei der Auswahl eines Plasmaschneiders. Anbieter erstellen zwar ein Angebot für den Schneider, doch der Käufer stellt dann innerhalb von drei Wochen fest, dass er zusätzlich einen Kompressor und einen Trockner für 15 bis 30 US-Dollar benötigt. Planen Sie die Druckluftanforderungen direkt in Ihre Fertigungszellenplanung ein, nicht in die Probleme nach dem Kauf und der Gewährleistung.
| Leistungsklasse | Luftbedarf | Kompressor (Dauerbetrieb) | Elektrischer Service |
|---|---|---|---|
| 45 A | ~5 SCFM bei 80 PSI | 5 PS einstufig min. | 220 V einphasig / 30 A |
| 65 A | ~6–7 SCFM bei 85 PSI | 7.5 PS zweistufig | 220 V einphasig / 50 A oder dreiphasig |
| 85 A | ~7–8 SCFM bei 90 PSI | 10 PS zweistufig | 3-phasig 220 V / 480 V |
| 125A+ | 10+ SCFM bei 90 PSI | 15–25 PS zweistufiger Verstärker + Empfänger | 3-phasig 480 V / 60+ A |
Kompressoren mit Nennleistung sind oft trügerisch. Ein einstufiger Kompressor mit 14 CFM und der Kennzeichnung „55 % Betriebsdauer“ liefert diese 14 CFM nur kurzzeitig und pendelt sich dann bei längerem Leistungsabfall auf 65 % des Spitzenwerts ein. Für den Plasmaschneider ist ein konstanter Luftdurchsatz (CFM) bei der Reglereinstellung erforderlich – wählen Sie daher einen Kompressor mit kontinuierlicher Leistung, nicht mit dem auf dem Typenschild angegebenen Spitzenwert. Verwenden Sie zum Kompressor einen Kältemittel- oder Adsorptionstrockner sowie einen Koaleszenzabscheider; Ölnebel und Wasser im Luftstrom halbieren die Kapazität der Verschleißteile. Wie man einen Luftkompressor für einen Plasmaschneider dimensioniert geht die Gleichung für den Empfängertank durch.
Gemäß 29 CFR 1910.252(c)(2)(ii) ist in kleinen Werkstätten (unter 10,000 Quadratfuß) mit einer Deckenhöhe unter 16 Fuß eine mechanische Belüftung mit einem Mindestluftvolumenstrom von 2,000 Kubikfuß pro Minute pro Schweißer erforderlich. Eine Fertigungszelle mit fünf Arbeitsplätzen benötigt mindestens 10,000 cfm – eine Klimaanlage im Wert von 20 bis 40 US-Dollar, die die meisten Plasma-Käufer bei der Budgetplanung außer Acht lassen. Und Plasmaschneiden… fällt in der OSHA-Verordnung unter „Schneiden“, während die prozessbasierte Rauchabsaugung weiterhin unterstützt wird. AWS Z49.1-2021 Sicherheit beim Schweißen, Schneiden und verwandten Verfahren.
Plasma vs. Laser vs. Sauerstoff-Brennstoff: Wann Plasma gewinnt
Nicht alle Schneidaufgaben lassen sich mit Plasma optimal bewältigen. Ab einer Materialstärke von ca. 6 mm verschiebt sich das Kräfteverhältnis: Unterhalb von 6 mm ist der Faserlaser dem Plasma in Schnittqualität und Geschwindigkeit überlegen; bei leitfähigen Metallen von 6 mm bis 50 mm – was Klebstoff, Ausschuss und die Kosten für die Fertigstellung des Auftrags betrifft – herrscht ein klarer Wettbewerb, und Plasma ist hinsichtlich der amortisierten Kosten pro Meter und der Investitionskosten im Vorteil; ab 50 mm bei Kohlenstoffstahl behauptet sich das Autogenschneiden hinsichtlich der Schneidkosten weiterhin, obwohl die Schnittqualität noch verbesserungsbedürftig ist.
- 6–50 mm leitfähige Metalle — bester Preis pro Fuß
- Anlagen zur gemischten Blechbearbeitung – Stähle mit niedrigem bis hohem Kohlenstoffgehalt, Edelstähle und Aluminium ohne dedizierte Laserbearbeitung
- Investitionssensible Käufer unter 200 US-Dollar
- Produktionsumgebungen, die schnelles Durchstechen erfordern
- Faserlaser mit einem Durchmesser unter 16 ga (~1.5 mm) sind sauberer und schneller.
- Toleranzen enger als ±0.5° Fase
- Nichtleitende Materialien (Kunststoff, Glas, Glasfaser)
- Extrem große Innenradien / Plasmaschneiden von Löchern, die kleiner als die Plattendicke sind
- Welche Werkstoffgüte dominiert? Unter 6 mm mit hohen Anforderungen an die Schnittkanten bei Faserlasern. 6–50 mm leitfähiges Plasma. Über 50 mm Kohlenstoffstahl für Autogenschweißen.
- Wie hoch ist die maximale monatliche Archon-Zeit? Weniger als 200 Stunden/Monat im Bereich der Plasma-Kollektoren. Mehr als 200 Stunden/Monat im Bereich der Faserlaser mit abgeschriebenen Kosten pro Fuß.
- Wie hoch ist der Anteil nichtmetallischer Werkstoffe? Über 30 % bei hoher Nachfrage am Rand des Faserlaserverfahrens. Unter 30 % bei flexiblerem Plasmaverfahren.
In Beiträgen von Practical Machinist zur Auswahl von Schneidwerkzeugen wird routinemäßig Oberflächenplasma als kostengünstige Option für Arbeiten ab 6 mm empfohlen – die Situationen, in denen Faserlaserbesitzer den Kauf bereuen, betreffen in der Regel Betriebe, deren tatsächliche Materialdicke den optimalen Arbeitsbereich des Lasers überstieg. Ein direkter Vergleich von Plasma- und Laserschneiden mit Kantenproben visualisiert den Zielkonflikt.
Welcher Plasmaschneider bietet das beste Preis-Leistungs-Verhältnis?
„Am besten“ hängt von der Anwendung ab, nicht von einer einzelnen Rangliste. Für einen allgemeinen Fertigungsbetrieb, der 6,35 mm bis 19 mm dicken Baustahl mit 100 bis 200 Betriebsstunden pro Monat schneidet, liegt ein System der Klasse 85A mit einem 121,4 cm langen Tisch eines führenden Industrieherstellers typischerweise im Bereich von 20.000 bis 45.000 US-Dollar und amortisiert sich durch eine Leistungsfähigkeit von 50.000 bis 80.000 US-Dollar. Die falsche Antwort ist das günstigste Gerät, das „38,1 mm Material trennen kann“ – die Trennleistung ist eine Marketingkennzahl, keine Angabe zur Produktionskapazität.
Gesamtbetriebskosten: Mehr als nur der Listenpreis
Die Investitionskosten des Vorschlags betragen etwa die Hälfte der Gesamtkosten über fünf Jahre. Die andere Hälfte entfällt auf Verbrauchsmaterialien, Druckluft, Strom und Ausfallzeiten. Industrielle Plasmaschneidanlagen haben eine Lebensdauer von 10 bis 20 Jahren; die Verbrauchsmaterialien müssen alle paar Betriebsstunden ausgetauscht werden.
Die von Werkstattbesitzern in Foren für Plasmaschneiden veröffentlichten Kostenkalkulationen liefern einen nachvollziehbaren Richtwert. Branchenexperten kalkulieren die Kosten für Plasmaschneiden typischerweise mit ca. 0.33 $ pro Schnittzoll + 0.15 $ pro Durchstich + 1.67 $ pro Schneidminute. Der Preis pro Durchstich beinhaltet den Austausch von Elektrode und Düse. Laut publizierten Kostenrechnern der Branche liegen die Kosten für einen Durchstich in Baustahl bei einer Anlage für den leichten Industriebereich unter 0.07 $. Die tatsächlichen Kosten in den Betrieben variieren je nach Bedienererfahrung und Luftqualität.
„Die beste Schnittqualität und die längste Lebensdauer der Teile werden in der Regel erreicht, wenn die Stromstärke auf 95 Prozent der Nennstromstärke der Düse eingestellt ist. Ist die Stromstärke zu niedrig, wird der Schnitt unsauber. Ist sie zu hoch, verkürzt sich die Lebensdauer der Düse.“
— Branchenübliche Richtlinien zur Lebensdauer von Verbrauchsmaterialien, zusammengefasst aus technischen Serviceunterlagen von Tier-1-OEMs.
Branchenexperten berichten häufig von über 1,500 Durchstichen mit einer Kupfer-Plus-Elektrode beim Schneiden von 6,35 mm (1/4″) dicken Blechen innerhalb von etwa 3 Stunden Brennerbetriebszeit – deutlich über dem spezifizierten Bereich von 600–1,500 Durchstichen. Eine auf 3,8–50,8 mm (1.5–2″) empfohlene Schnitthöhe und trockene Druckluft sind die steuerbaren Variablen, die die Lebensdauer der Verschleißteile um das Zwei- bis Dreifache verlängern. All dies findet sich nicht im Datenblatt, hat aber einen erheblichen Einfluss auf die Gesamtbetriebskosten (TCO) über fünf Jahre.
Eine nachvollziehbare Fünfjahres-TCO-Übersicht für ein System der Klasse 85A bei typischer Nutzung in einer Halbleiterfertigung (200 Std./Monat Lichtbogenbetrieb, 250 Tage/Jahr):
- Amortisierte Investitionskosten – 30 $ schlüsselfertig, 5 Jahre = 6,000 $/Jahr
- Verbrauchsmaterialien – durchschnittlich ca. 0.10 $ pro Piercing, ca. 200 Piercings/Tag, 250 Tage = 5,000 $/Jahr
- Luft (Kompressorleistung + Trocknerwartung) — ca. 1,800 €/Jahr
- Elektrische Anlagen (Plasma + Hilfseinrichtungen) — ca. 2,200 €/Jahr
- Geplante Wartung plus Ausfallzeiten – ca. 1,500 €/Jahr
- Durchschnitt von Jahr 1 bis Jahr 5 – ca. 16,500 $/Jahr, ca. 82,500 $ über fünf Jahre
Die Investitionskosten (Capex) betragen ca. 36 % der Gesamtkosten über fünf Jahre; Verbrauchsmaterialien 30 %; die restlichen 34 % entfallen auf Infrastruktur und bedienerbedingte Kosten. Entscheidender Faktor ist die Disziplin des Bedieners (Einstichhöhe, Luftqualität, Stromstärkeregelung) als die Auswahl des Anbieters.
B2B-Anbieterbewertung: Die 12-Punkte-Checkliste für Angebotsanfragen
Es existiert keine öffentlich zugängliche, branchenübliche Checkliste für B2B-Anbieter von Plasmaschneidanlagen. Diese Lücke schließt dieser Abschnitt. Nutzen Sie die folgenden zwölf Punkte als Filter für jedes Angebot; gewichten Sie jeden Punkt mit 1 bis 5 und geben Sie einen binären Nachweis (schriftlich vorhanden/nicht vorhanden) an.
Die 12-Punkte-Checkliste zur B2B-Lieferantenverifizierung
- Betriebsdauer bei Produktionsstromstärke – siehe veröffentlichte Tabelle, nicht einfach „60 % bei 100 A“. Fordern Sie die Betriebsdauer bei der Stromstärke an, die Sie tatsächlich verwenden werden.
- Schnitttabelle für Ihre drei Hauptmaterialien - Geschwindigkeiten, Gas, Verbrauchsmaterialmatrix in schriftlicher Form für Baustahl + Edelstahl + Aluminium bei Ihren Dicken.
- Lieferzeit für Verbrauchsmaterialien – Versand am selben Tag vs. 4-Wochen-Bestellung? Lassen Sie sich die Service-Level-Vereinbarung (SLA) schriftlich geben.
- Lokales Ersatzteillager oder autorisierter Servicepartner – innerhalb von 4 Stunden Fahrzeit von der Werkstatt? Bitte namentlich nennen und die Kontaktdaten angeben.
- UL- und/oder CE-Zertifizierung – vollständiges Prüfzeichen, nicht nur „UL-gelistete Komponenten“. Die Versicherung verlangt dies.
- Die Dokumentation zur Einhaltung der Vorschriften enthält Querverweise auf OSHA 1910.252 und AWS Z49.1-2021 für Richtlinien zu Rauchen und Heißarbeiten.
- Bedienerschulung inklusive – vor Ort oder im Werk, festgelegte Stundenzahl, Zertifikat wird ausgestellt.
- Garantiebedingungen – separate Abdeckung für Stromquelle, Brenner und Verbrauchsmaterialien; Teile und Arbeitsleistung, nicht nur Teile.
- Zugang für einen Anwendungstechniker – ein namentlich genannter Ansprechpartner, der Ihre Teiledateien prüfen und Schnittparameter empfehlen kann, keine Warteschlange für eine 1-800-Hotline.
- Referenzen aus Ihrer Branche – drei funktionierende B2B-Installationen Ihrer Größe und mit Ihrem Materialmix, die Sie kontaktieren können.
- Inzahlungnahme-/Upgrade-Option – was passiert im 5. oder 7. Jahr, wenn man auf eine höhere Amperezahlklasse umsteigt?
- Cybersicherheitsstrategie (CNC-Steuerung) – für vernetzte Systeme, grundlegende Passwortrichtlinie, Firmware-Update-Kanal, Anleitung zur Netzwerksegmentierung.
Bewerten Sie jeden Anbieter mit 0–60 Punkten (maximal 12 Punkte, Gewichtung 5). Bei einem Kauf im Wert von 50 US-Dollar sollte bei einer Punktzahl unter 40 entweder das Angebot neu verhandelt oder der Anbieter ausgeschlossen werden. Tier-1-Industriehersteller und ihre autorisierten Distributoren erreichen meist 45 Punkte oder mehr; die größten Unterschiede liegen im Bereich Verbrauchsmaterialien, Support und Schulungen, nicht im Netzteil selbst. Markenhersteller mit eigenem Logo und nicht autorisierte Händler scheitern typischerweise an den Punkten 3, 4, 7, 9 und 11 – der Supportinfrastruktur, die sie nicht aus einem Lager replizieren können.
Im Zweifelsfall die Angebotsanfrage weiterleiten ein Anbieter, dessen industrielle Plasmaschneidmaschinenlinie mit Schweißrotatoren und -positionierern kombiniert ist vom selben Lieferanten – die Verantwortlichkeit eines einzigen Lieferanten vereinfacht die Punkte 4 und 9 erheblich. Kombination von Plasma mit Schweißrotator- und Positioniergeräten Auf der nachgelagerten Seite entscheidet sich, ob die meisten Stahlwerkszellen in puncto Durchsatz stehen oder fallen.
Marktausblick für CNC-Plasmaschneiden bis 2026
Wenn Sie Ihre Kapitalbeschaffung für 2026 an der Annahme ausrichten, dass Faserlaser Plasma ersetzen werden, sprechen die Marktdaten gegen ein Abwarten. Mehrere unabhängige Analysten sind sich einig, dass der Markt für Plasma im Bereich von 6–50 mm leitfähigen Metallen wächst und nicht schrumpft.
Laut Global Market Insights wird der Markt für Plasmaschneidmaschinen im Jahr 2025 einen Wert von über 811.4 Millionen US-Dollar erreichen und bis 2034 mit einer durchschnittlichen jährlichen Wachstumsrate (CAGR) von 5.9 % wachsen. Mordor Intelligence Er prognostiziert ein jährliches Wachstum von 4.23 %, wobei der Markt bis 2031 ein Volumen von 2.32 Milliarden US-Dollar erreichen wird. Unterschiedliche Analysemethoden erklären die Größenunterschiede; beide Analysten sind sich jedoch in der Richtung einig.
Drei technologische Umbrüche prägen die Kaufentscheidungen im Jahr 2026:
- X-Definition / HD Plasma schließt die Lücke in der Kantenqualität mit Faserlasern bei mitteldickem Baustahl und erhält die Wirtschaftlichkeit des Plasmas pro Fuß oberhalb von 6 mm aufrecht.
- IoT und vorausschauende Wartung haben sich von Premium-Systemen in Systeme der Mittelklasse verlagert – moderne Steuerungen melden Verbrauchsmaterialzyklen, Lichtbogenspannung und Tastverhältnis-Telemetriedaten an Anlagenwartungswerkzeuge.
- Im Vergleich zu früher werden automatisierte Fasenköpfe immer kleiner und rücken vom High-End- zum Mittelklassebereich für die Fertigung von Strukturen und Druckbehältern, wo für 5-Achs-Fasenarbeiten bisher offiziell eine separate Maschine benötigt wurde.
Zeitliche Betrachtung: Wenn die Abweichungen im Bereich der zulässigen Abweichungen für 2026 überwiegend auf mittelstarken Baustahl zurückzuführen sind, sollten Sie den Einsatz einer Plasmaanlage der HD-Klasse einplanen. Falls die gestrige Ankündigung eher dünne Bleche als mittelstarke Bleche betraf, sollten Sie die Zahlen für Faserlaser ermitteln und Ihre Investitionskostenkalkulation überprüfen, bevor Sie auf Plasma umsteigen. Rechnen Sie damit, dass Sie eine Überprüfung des Luftsystems und der Belüftung in Auftrag geben müssen, noch bevor die Schneidemaschine geliefert wird – die Einhaltung der OSHA-Vorschriften bei der Luftversorgung und der Abluft sind die beiden wichtigsten Investitionskriterien für jede Plasmaanlage.
Häufig gestellte Fragen
F: Welche Stromstärke (Ampere) benötigt ein Plasmaschneidgerät für eine Stahlbauwerkstatt?
Antwort anzeigen
F: Wie lange halten die Verbrauchsmaterialien bei einem industriellen Plasmaschneider?
Antwort anzeigen
F: Wie hoch sind die Gesamtkosten über einen Zeitraum von 5 Jahren für den Besitz eines industriellen Plasmaschneiders?
Antwort anzeigen
F: Wie kann ich überprüfen, ob ein Anbieter von Plasmaschneidgeräten B2B-Qualität hat und nicht nur eine umgelabelte Verbrauchermarke ist?
Antwort anzeigen
F: Welche Größe muss der Luftkompressor für einen industriellen Plasmaschneider haben?
Antwort anzeigen
F: Lohnt sich die industrielle Plasmatechnik im Jahr 2026 angesichts sinkender Faserlaserpreise noch?
Antwort anzeigen
F: Kann ein industrieller Plasmaschneider neben Baustahl auch Edelstahl und Aluminium bearbeiten?
Antwort anzeigen
Über diesen Einkaufsführer
Dieser Einkaufsführer für industrielle Plasmaschneidanlagen enthält Entscheidungsdaten für Industriebetriebe, die auf folgenden Grundlagen basieren: (1) den Normen OSHA 1910.252 und AWS Z49.1-2021, (2) Marktforschung von Global Market Insights und Mordor Intelligence sowie (3) von Anwendern in Plasmaschneidforen gemeldeten Betriebskosten. Verfügbare Kapazitäts- und Stromstärkekategorien für Industriemaschinen sind definiert; für jede Anwendung sollten spezifische Kombinationen aus Maschine, Multifunktionswerkzeugen und Material ausgewählt werden. Geprüft vom Resizeweld-Entwicklungsteam im Mai 2026.
Referenzen & Quellen
- OSHA 29 CFR 1910.252 — Schweißen, Schneiden und Hartlöten — US-Arbeitsministerium, Arbeitsschutzbehörde
- OSHA-Normenindex für Schweißen, Schneiden und Löten — US-Arbeitsministerium
- FHWA-HRT-20-056 — Bewertung von Löchern, die mittels Plasmaschneiden hergestellt wurden — US-Bundesstraßenverwaltung
- NIST-Sonderveröffentlichung 847 – Bearbeitung von Hochleistungswerkstoffen — US Nationales Institut für Standards und Technologie
- AWS Z49.1 — Sicherheit beim Schweißen, Schneiden und verwandten Verfahren — Amerikanische Schweißergesellschaft
- ANSI Z49.1-2021 Schweißsicherheitsnorm – Referenz — Amerikanisches Nationales Normeninstitut
- Marktgröße und Prognosebericht für Plasmaschneidmaschinen 2026–2035 — Globale Markteinblicke
- Marktgröße, Marktanteil und Wachstumstrends für Plasmaschneidmaschinen bis 2031 — Mordor-Geheimdienst
Ähnliche Artikel
- CNC-Plasmaschneider – Funktionsweise, Spezifikationen und industrielle Anwendungen — die technische Ergänzung zu diesem Einkaufsführer
- Auswahlhilfe für industrielle CNC-Plasmaschneidanlagen — Tischunterkonstruktion, Latten, Wasser- vs. Fallwind
- Wie Sie den richtigen Luftkompressor für Ihren Plasmaschneider dimensionieren — Berechnung des Empfängerbehälters und Auswahl des Trockners
- Plasmaschneiden vs. Laserschneiden — Vergleich von Schnittqualität, Geschwindigkeit und Kosten pro Meter
- Plasmaschneider für Aluminium – Gas, Einstellungen und Dickenleitfaden — Umgang mit Nichteisenmetallen
- Schweißpositioniersysteme — nachgelagerte Fab-Zellenausrüstung zur Kombination mit Plasmaschneiden









{kind=link}
{kind=link}
{kind=link}
{kind=link}