
Eine CNC-Plasmaschneidanlage ist das Portal- und Arbeitstischsystem, das einen handgeführten Plasmaschneider in eine industrielle, digital gesteuerte Schneidplattform verwandelt. Die Auswahl der idealen Anlage hängt selten von Markentreue ab – vielmehr spielen Tischverfahrweg, Portalsteifigkeit, Software und Auslastungsverteilung ebenso eine Rolle wie die Projektkosten. Diese Einführung behandelt Aufbau, Dimensionierung, Kosten und Prognosen für industrielle Fertigungsbetriebe bis 2026. Ergänzt werden die Informationen durch Daten von OSHA, NIOSH, FMA und Future Market Insights sowie durch praktische Kundenerfahrungen aus Forenbeiträgen von Practical Machinist.
Kurzspezifikationen: Industrieller CNC-Plasmaschneidtisch
| Gemeinsamer Zuschnittumschlag | 4×8 Fuß (Industriehalle) / 5×10 Fuß (Schwerlasthalle) |
| Schnitt von Baustahl, Powermax 85 SYNC | 1¼ Zoll (32 mm) einschneiden / ¾ Zoll (19 mm) durchstechen |
| Schnitt für Baustahl, Powermax 125 | 1½ Zoll (38 mm) einschneiden / 1 Zoll (25 mm) durchstechen |
| Wiederholgenauigkeit der Positionierung | ±0.005 Zoll bei typischen Industrieservos; Herstellerangaben reichen bis zu ±0.001 Zoll. |
| Mindestluftzufuhr | 15 CFM bei 90 PSI (60-80-Gallonen-Tank, 5-PS-Motor) |
| Preisband für industrielle 4×8-Systeme | 18 $ Basistisch → 35-45 $ mit 125 A Plasma + Nesting + Lufttrockner (2025-Q3) |
Was ist eine CNC-Plasmaschneidanlage?
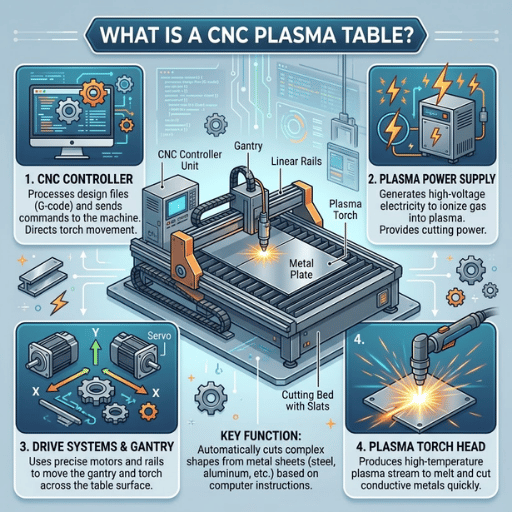
Ein CNC-Plasmaschneidtisch ist die Werkstückführungseinrichtung in einer digital gesteuerten Plasmaschneidanlage. Das Plasmaschneiden selbst ist die Energiequelle; der Tisch besteht aus Portal, Antriebssystem und Lamellen-, Wasser- oder anderer Arbeitsfläche, die den Brenner gemäß einer CAD-Zeichnung über dem Werkstück positioniert. Computernumerische SteuerungIn diesem Zusammenhang bedeutet dies, dass die Bewegungen des Portals in der XY-Achse und die Höhe des Brenners in der Z-Achse von einer Steuerung gesteuert werden, die eine Werkzeugwegdatei einliest, und nicht von einer menschlichen Hand.
Diese Unterscheidung ist bei der Anschaffung einer Maschine wichtig. Eine 65-Ampere-Hypertherm-Powermax-Stromquelle kann 1-Zoll-Stahl anfasen, egal ob sie an einem Schweißgerät oder auf einem CNC-Portal montiert ist – die darunterliegende CNC-Maschine bestimmt die Wiederholgenauigkeit. Die Montage derselben Plasmaquelle an einer günstigen Hobby-CNC-Maschine oder an einer industrietauglichen, geschweißten Stahl-CNC-Maschine führt zu grundlegend unterschiedlichen Werkstücken.
Falls Sie die Grundlagen des Plasmaschneidens noch auf Ihre (potenzielle) Werkstatt übertragen, empfehlen wir Ihnen unseren Begleitartikel zum Thema Plasmaschneiden. Plasmaschneidmaschine und ihre Funktionsweise Dieser Abschnitt behandelt die physikalischen Grundlagen. Er widmet sich der Kaufentscheidung für einen CNC-Plasmaschneidtisch: Was zeichnet einen industrietauglichen Tisch aus und wie viel sollte er kosten?
„Man kann fast immer weitere Schienen hinzufügen, aber man kann die Maschine nicht breiter machen, sobald sie gebaut ist.“
Gängige Anwendungsgebiete für das Plasmaschneiden
CNC-Plasmaschneidanlagen sind das Rückgrat von Projekten, bei denen leitfähige Metallplatten in großen Mengen durch die Werkstatt bewegt werden. Laut FMA Fabrinomics-Ausblick Laut dem Verband der Hersteller und Fertigungsunternehmen (Fabricators & Manufacturers Association) waren die Erholung der Automobilindustrie, die anhaltende Nachfrage im Luft- und Raumfahrtsektor sowie die rege Bautätigkeit im Nichtwohnungsbau die Haupttreiber der Nachfrage nach Fertigungsbetrieben in den USA bis 2024-2025.
Wo industrielle CNC-Plasmaschneidanlagen ihre Einsatzmöglichkeiten bewähren:
- Stahlbaufertigung – Träger, Winkelprofile, Knotenbleche und Stützenverbindungen aus bis zu 1 mm dickem Blech. Ein 5 x 10 mm großes Gehäuse dominiert diesen Marktbereich, da es den Durchlauf des gesamten Blechs ermöglicht und somit nachträgliche Zuschnitte vermeidet.
- Blechverarbeiter – HLK-Kanäle, Schilder, Treppenwangen, in Stärken von 16 ga bis ¼ in. Dieser Sektor ist in der Regel der kostengünstigste, um seine erste CNC-Plasmaschneidanlage zu erwerben.
- Automobil- und Motorsport-Komponentenhersteller – Chassis-Halterungen, Überrollkäfige, Fertigung von Karosserieteilen aus Baustahl und 4130 Chromoly.
- Schwere Maschinen und landwirtschaftliche Handhabungssysteme – Verschleißplatten, Traktorteile, Anbauhalterungen in ⅜ bis ¾ Zoll. Oft in Kombination mit einer nachgelagerten Abkantpresse.
- Schiffbau und Waggonfertigung – Grobblech ≥1 Zoll, angetrieben von 200-A-Plasmaquellen auf 6×12 oder größeren Portalen.
- Herstellung von Druckbehältern und Tanks – Vorbearbeitung der Schweißplatten durch den Benutzer, oft kombiniert mit Fasenschneidköpfen bei modernen Systemen.
Ein wichtiges Signal, das die FMA-Prognose übersieht, ist der Zeitpunkt. FABTECH 2024 Branchenpanel Es wird ein starkes Wachstum der Metallverarbeitung bis in die zweite Hälfte des Jahres 2025 prognostiziert, und das Suchvolumen in den USA für „CNC-Plasmaschneidanlage“ stieg im September 2025 um etwa 50 % gegenüber dem Basiswert für das erste und zweite Quartal 2025 – weit über dem jährlichen Marktwachstum von etwa 5 %, was darauf hindeutet, dass die Suchabsicht der Käufer schneller steigt als die installierte Kapazität.
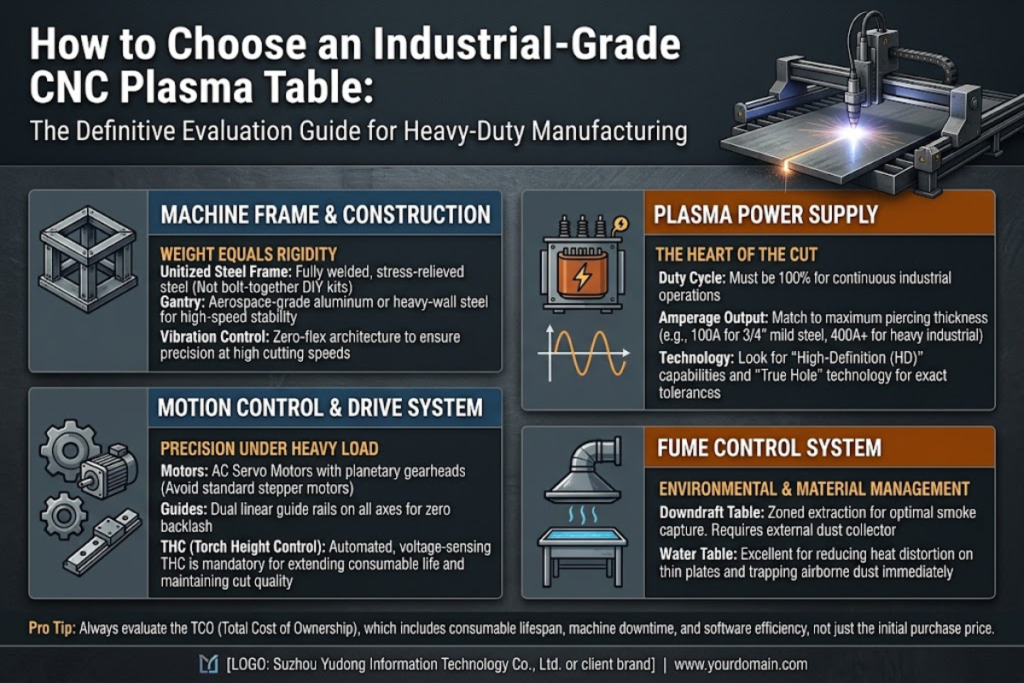
Anatomie: Wichtige Komponenten eines industriellen CNC-Plasmaschneidtisches

Industrietische unterscheiden sich von Hobbytischen nicht durch ihre Ausstattung, sondern durch die Leistung ihrer einzelnen Komponenten im Dauerbetrieb. Die sechs Komponenten, die die Schnittqualität bestimmen, sind unten aufgeführt, und darunter die Ausfallmechanismen, die Käufer oft unterschätzen.
1. Portal und Rahmen
Ein geschweißter Stahlrahmen widersteht Verformungen bei schnellen Richtungswechseln, ein verschraubter Rahmen aus Aluminiumprofilen hingegen gibt nach. Diese Flexibilität äußert sich in unsauberen Schnittkanten und Maßabweichungen bei langen Schnitten. Industrielle Rahmen sind umlaufend aus mindestens 9,5 mm dickem Stahlblech verschweißt, während Hobbytische in der Regel aus 80/20-Aluminiumprofilen bestehen. Die Rahmensteifigkeit ist eine dauerhafte Investition – die Stabilität des Rahmens lässt sich nicht nachträglich erhöhen.
2. Antriebssystem
Servomotoren mit Planetengetriebe und Zahnstangenantrieb bewegen die XY-Achsen, eine Kugelumlaufspindel in Z-Richtung die vertikale Bewegung. Schrittmotoren sind bei Einsteigertischen weit verbreitet, verlieren jedoch beim Beschleunigen ohne Regelungsregelung Schritte, was bei längeren Programmen zu Positionsdrift führt. Die industrielle Wiederholgenauigkeit liegt typischerweise bei 0.13 mm (0.005 Zoll); einige Hersteller geben eine Positioniergenauigkeit von bis zu 0.025 mm (0.001 Zoll) an – ein Marketing-Bestwert und keine verlässliche Messung im realen Arbeitsablauf.
3. Brennerhöhenregelung (THC)
Die Brennerhöhenregelung arbeitet mit einem geschlossenen Regelkreis, der die Lichtbogenspannung misst und den Abstand Z so anpasst, dass dieser bei Verformung des Blechs durch Hitzeeinwirkung konstant bleibt. Das THC-Profil von Hypertherm reduziert das Lichtbogenspannungssignal mittels eines 25:1-Spannungsteilers, bevor die Steuerung eingreift. Die Lichtbogenspannung bei Baustahl liegt üblicherweise im Nennbereich von 100–150 V, abhängig von Stromstärke und Blechdicke. Ohne THC leidet die Schnittfugenqualität bei verzogenem oder öligem Blech; mit THC verbessert sich die Standzeit der Verschleißteile messbar.
📐 Technischer Hinweis – THC und Konsumgüter
Die Spezifikationen für die Lebensdauer der Hypertherm-Verschleißteile basieren auf einem Nennspannungsbereich von 100–150 V. Eine Abweichung von mehr als ca. 5 % vom Sollwert der Schnitttabelle deutet in der Regel auf verschlissene Düsen, erodierte Elektroden oder eine verzogene Platte hin, die den Brenner zu hoch hält. Stellen Sie sicher, dass Ihr THC-Spannungsteiler anhand der Schnitttabelle für Ihre spezifische Plasmaquelle und Stromstärke kalibriert ist – der Betrieb einer 85-A-Schnitttabelle mit einer 65-A-Quelle führt zu vorzeitigem Verschleiß der Verschleißteile.
4. Plasmaquelle
Die Hardware für die Plasmaquelle ist selten im Lieferumfang der Schweißanlage enthalten. Die meisten Industrieschweißer verwenden für die Portalschweißanlage eine Hypertherm Powermax 65/85/125 SYNC oder eine MaxPro 200; ESAB und Lincoln bieten ähnliche Industrieoptionen an. Wählen Sie die Stromstärke entsprechend Ihrer üblichen Blechdicke, nicht der maximalen. Der Kauf einer 200-A-Quelle für Arbeiten mit regelmäßig 10-Gauge-Blechen führt zu unnötigem Materialverbrauch, während eine 45-A-Quelle für gelegentliche Arbeiten mit 1-Zoll-Blechen nicht ausreicht.
5. Arbeitsfläche – Lamellen (Absaugung nach unten) vs. Wassertisch
Die Wahl der Arbeitsfläche hat Auswirkungen auf die Belüftung und die Indexierung. OSHA 29 CFR 1926.353 Beim Schneiden chromhaltiger Metalle – was beim Schneiden von Edelstahl oder verzinktem Material täglich vorkommt – ist in geschlossenen Räumen entweder eine allgemeine mechanische oder eine lokale Absaugung erforderlich. Ein Absaugtisch mit Lamellen saugt die Rauchgase durch die Arbeitsfläche zu einem Filterabscheider; ein Wassertisch taucht den Schneidbereich unter und hält die Rauchwolke mechanisch zurück. Wassertische reduzieren zudem die reflektierende UV-Strahlung, die zur Ermüdung des Bedieners beiträgt. Ein Kompromiss, der sich nicht durch Kosten lösen lässt: Das Positionieren eines Blechs auf einem Wassertisch ist ohne Überflutung nicht möglich, und hochauflösendes Plasmaschneiden bietet nicht die für das Positionieren auf einem Wassertisch erforderliche Portalgenauigkeit. NIOSH-Veröffentlichung 2013-128 OSHA empfiehlt, den Grenzwert für sechswertiges Chrom weiter zu verschärfen; kleinere Betriebe sollten ihre Belüftungsinfrastruktur im Hinblick auf zukünftige Grenzwertsenkungen ausbauen. CDC-NIOSH-Leitfaden zu Gesundheitsgefahren beim Schweißen und Schneiden weist darauf hin, dass Arbeiten in beengten Räumen die Exposition des Bedieners gegenüber Metalldämpfen stark erhöhen – das gleiche Prinzip gilt für geschlossene Plasmaschneidkabinen ohne lokale Absaugung.
6. CNC-Steuerung und Software-Stack
Die Steuerung bildet die Firmware-Schicht zwischen dem vom CAM-System generierten Werkzeugweg und den Motorantrieben. Industrielle Steuerungen (Hypertherm EDGE Connect, ESAB Vision, FANUC) schließen den Regelkreis der Motor-Encoder und integrieren die THC- und Gassteuerung. Hobby-Steuerungen (Mach3 unter Windows, LinuxCNC) funktionieren zwar, verursachen aber zusätzliche Latenz und schließen den THC-Regelkreis selten nativ. Schweißpositioniergerät Die Steuerung in Ihrem Betrieb wird auf ähnliche Weise mit der nachgelagerten Bewegungssteuerungslogik verbunden – wählen Sie eine Steuerungsfamilie, die Sie über einen Zeitraum von fünf Jahren mit Ersatzteilen und Schulungen unterstützen können.
Ein oft übersehener Aspekt bei Schweißgeräten: die Erdung. Forenberichte bestätigen, dass Erdungsprobleme die häufigste Ursache für unbemerkte Fehler sind – Symptome sind zitternde Motorbewegungen, spontan auslösende Sensoren und der Ausfall des Controllers mitten im Schweißvorgang. Abhilfe schafft ein separater Erdungsstab am Tisch, isoliert von Generatoren und HF-Schweißgeräten, die dieselbe Werkstatterdung nutzen.
Welche Materialien und Materialstärken kann eine CNC-Plasmaschneidanlage schneiden?
Plasma schneidet leitfähige Materialien wie Baustahl, Edelstahl, Aluminium, Kupfer und Messing. Holz, Kunststoff, Keramik und Glas lassen sich damit nicht schneiden; für nichtleitende Materialien benötigt man eine CNC-Fräse, einen Faserlaser oder eine Wasserstrahlschneidanlage. Die Kapazität in Ihrer Werkstatt hängt von der Stromstärke der Plasmaquelle im Verhältnis zum Portal ab.
Die Schnitttabellen von Industrial Hypertherm geben pro Stromstärkeklasse zwei Werte an: die Schnittkapazität (die Materialstärke, die die Quelle bei Produktionsgeschwindigkeit sauber durchtrennt) und die Durchstoßkapazität (die Materialstärke, bei der ein zuverlässiger Schnitt mit einem stationären Brenner möglich ist). Die Durchstoßkapazität ist immer der niedrigere Wert. Arbeitsabläufe, bei denen erst gestochen und dann geschnitten wird, schlagen fehl, wenn Kunden die Schnittkapazität angeben und dann versuchen, Material mit dieser Stärke zu durchstechen.
| Plasmaquelle | Baustahl — Zuschnitt | Baustahl — Durchstechen | Edelstahl — Zuschnitt | Aluminium — Zuschnitt |
|---|---|---|---|---|
| Powermax 45 XP | 1 in (25 mm) | ½ Zoll (12 mm) | ⅜ Zoll | ¼ Zoll |
| Powermax 65 SYNC | 1 in (25 mm) | ⅝ Zoll (16 mm) | ½ Zoll | ⅜ Zoll |
| Powermax 85 SYNC | 1¼ Zoll (32 mm) | ¾ Zoll (19 mm) | ⅝ in | ½ Zoll |
| Powermax 125 | 1½ Zoll (38 mm) | 1 in (25 mm) | in | ⅝ in |
| MaxPro 200 | 2 in (50 mm) | 1¼ Zoll (32 mm) | 1 in | 1 in |
Quelle: Hypertherm Powermax SYNC Schnitttabellen (810500MU R4) und maschinenseitiges Referenzhandbuch.
Kann eine CNC-Plasmaschneidanlage Aluminium schneiden?
Ja, Aluminium ist leitfähig und lässt sich mit Plasma sauber schneiden – die Schnittqualität ist jedoch geringer als bei Stahl. Aluminiumschlacke haftet hartnäckig an der Schnittunterseite, und die Kantenoberfläche ist rauer, da das geschmolzene Aluminium wieder erstarrt, bevor die Luftunterstützung es abführt. Die meisten Fertigungsbetriebe, die Aluminium-Serienteile schneiden, wechseln bei Materialstärken unter 12,7 mm (½ Zoll) aus Gründen der Oberflächengüte zu Faserlaser oder Wasserstrahlschneiden. Bei Materialstärken über 12,7 mm (½ Zoll) ist Plasmaschneiden hinsichtlich Investitions- und Betriebskosten weiterhin die kostengünstigste Lösung. Wenn Sie gelegentlich Konstruktionsaluminium und nicht nur kosmetisches Aluminium schneiden, ist eine Powermax 85 SYNC an einem 122 x 244 cm (4 x 8 Fuß) großen Industrietisch eine zufriedenstellende Lösung.
Die Kapazität wird oberhalb von 25 mm differenzierter. Mehrere Fachzeitschriften (wie zum Beispiel die …) Esprit Automation Laser- vs. Plasma-Vergleich) bestätigen, dass die Leistungsfähigkeit von Faserlasern bei etwa 25 mm in Baustahl ein Plateau erreicht, wobei Plasma im Bereich von 50 mm vor der Eignung für Wasserstrahlschneiden dominiert. Unsere Vergleich der Vor- und Nachteile von Laser, Plasma und Wasserstrahl Dieser Übergang wird weiter beschrieben. Ein Gegenargument lautet: Auf PracticalMachinist gibt ein erfahrener Fertigungsbetrieb, der sowohl eine 5×10-HD-Plasmaschneidanlage als auch einen 4.5-kW-Faserlaser einsetzt, an, den Laser selbst dann zu wählen, wenn Plasma theoretisch den Vorteil des größeren Schnittbereichs bietet. Der Grund: Der Aufwand für die Reinigung der Schlacke bei Serien von 1,000 Edelstahlteilen übersteigt die Kostenanalyse pro Stück. Der Übergang findet also in der Produktion statt, ohne dass sich dies auch auf die Investitionskosten auswirkt.
Die richtige Schnittfläche wählen: 4×4 vs 4×8 vs 5×10

Die Investitionskosten (Capex) sind der einzige Parameter, der nach seiner Festlegung nicht mehr ohne Ersatz geändert werden kann. Wählen Sie die Abmessungen, die zu Ihrem üblichen Blechmaterial plus 15 cm Spielraum in jeder Achse passen, nicht die Abmessungen, die zu Ihrer Stellfläche passen.
| Umschlag | Grundfläche mit Freiraum | Plattenmaterialpassung | Am besten geeignet, |
|---|---|---|---|
| 2×4 Fuß | ca. 5×7 Fuß | Halbbogen | Prototyping, Beschilderung, Kunst |
| 4×4 Fuß | ca. 6×7 Fuß | Halbblatt (Indexierung) | Kleines Fabrikat, Halterungen – aber siehe Warnung unten |
| 4×8 Fuß | ca. 7×13.5 Fuß | Vollständiges Standardblatt ✓ | Häufigste Industrieböden |
| 5×10 Fuß | ca. 8×13 Fuß | Ganzes Blatt + Verschnitt | Schwerlast-/Struktur-/Landwirtschafts-/ |
| 6×12+ Fuß | 9×15+ Fuß | Übergroßer Teller | Werft, große Struktur |
Welche Größe muss meine CNC-Plasmaschneidanlage haben?
Die erfahrenen Fertigungsbetriebe auf PracticalMachinist sind sich einig: Verwenden Sie keine Abmessungen unter 4×8 Fuß, es sei denn, Ihre Werkstatt bietet dafür absolut keinen Platz. Für Größenoptionen, die gängigen Produktionsvorgaben entsprechen, stöbern Sie in unserer Spezifikationen für industrielle PlasmaschneidmaschinenEin erfahrener Metallbauer auf PracticalMachinist stellt nüchtern fest: „Gute Steuerungen, Antriebe und Plasmaschneidtische kosten für 4×4-Platten genauso viel wie für 5×10-Platten.“ In der Praxis ist der Markt für industrielle 4×4-Platten jedoch strukturell unterlegen, da die Materialliste für eine solche Anlage nahezu identisch mit der einer 4×8-Anlage ist, während der Wiederverkaufswert und die operative Flexibilität einer 4×8-Anlage deutlich höher sind. Werden ganze 4×8-Platten zugeschnitten, verursacht das Umrüsten auf einen kleineren Tisch bei jedem Auftrag zusätzliche Arbeitskosten, beeinträchtigt die Wiederholgenauigkeit des hochauflösenden Plasmaschneidens und ist nicht mit einem Wassertisch kompatibel.
Rechnen Sie an jeder Achse der Tischfläche einen 24–30 cm breiten Servicegang hinzu, zuzüglich des Schwenkradius der Prozessorschranktür und des Freiraums für die Materialhandhabung, um das nächste mit einem Gabelstapler geladene Blech aufzunehmen. Viele Betriebe unterschätzen dies und haben am Ende einen Tisch, der zum Beladen oder Warten zu eng ist. Die zu berechnende Fläche sollte etwa das 1.5-fache des Schnittbereichs auf jeder Seite betragen.
CAD/CAM-Software und Bewegungssteuerung
Die CNC-Steuerungssoftware einer industriellen Plasmaschneidanlage besteht aus drei Schichten. Die Kombination von Schichten inkompatibler Herstellerfamilien stellt eine versteckte Kostenfalle dar.
- CAD – die Designsoftware-Bibliothek. AutoCAD, Fusion 360, SolidWorks, QCAD, Inkscape. Exportformate: DXF, DWG oder native parametrische Dateien.
- CAM und Verschachtelung – die Teileanordnung und Werkzeugwegebene. Handelsnamen: SheetCAM, FastCAM, Hypertherm ProNest, Lantek, SigmaNEST. G-Code oder M-Code.
- CNC-Controller-Firmware – die Bewegungsausführungsschicht. Hypertherm EDGE Connect, ESAB Vision, FANUC, Mach3 (Hobbyist), LinuxCNC. Liest den nachbearbeiteten Code und steuert die Antriebe.
Zwischen CAM-Software und Steuerung befindet sich ein Postprozessor – ein herstellerspezifischer Übersetzer, der den neutralen G-Code der CAM-Software in die von der Steuerung verwendete Sprache umwandelt. Ein im Lieferumfang der Steuerung enthaltener Postprozessor ist selten; die meisten werden vom CAM-Softwarehersteller speziell für Ihre Maschinenkonfiguration entwickelt oder erworben.
Die Effizienz der Verschachtelung ist der Punkt, an dem sich die Industriesoftware auszahlt. Manuelle Layouts auf einem 4×8-Blech führen üblicherweise zu einem Materialverlust von 15–20 %. Veröffentlichte Fallstudien von ProNest, Lantek und SigmaNEST zeigen eine Materialrückgewinnung von 8–15 % allein durch automatische Verschachtelung. Die Produktveröffentlichungen der drei Anbieter aus den Jahren 2024–2025 beinhalten maschinelles Lernen für die Verschachtelung, wodurch der Ausschuss weiter reduziert wird. Für eine industrielle 4×8-Stahlschneidemaschine, die täglich auf einer Powermax 85 arbeitet, können diese 8–15 % nach den Verbrauchsmaterialien den größten Kostenfaktor darstellen. Unser Überblick über die Grundlagen der Plasmaschneidmaschine geht auf die vorgelagerten Überlegungen ein.
Industrietische vs. Hobbytische: Wie Sie die richtige Wahl treffen

Die Entscheidung zwischen Hobby- und Industriegerät wird oft fälschlicherweise als Ja/Nein-Entscheidung missverstanden, da sie fälschlicherweise angenommen wird, es handle sich um ein Budget-Segment. Das ist jedoch nicht der Fall. Es geht um Auslastungsgrad, Toleranzen und Lebenszykluskosten.
Lohnt sich eine CNC-Plasmaschneidanlage für ein kleines Unternehmen?
Einfache Rechnung: Wenn Ihre Werkstatt derzeit Zuschnitte im Auftrag anderer fertigt und die Kosten für diese Auslagerung etwa 3,000 US-Dollar pro Monat übersteigen, amortisiert sich ein 4×8 industrieller CNC-Plasmaschneidtisch auf einer Powermax 85 in der Regel in 18 bis 30 Monaten – inklusive der Abschreibung von Verbrauchsmaterialien, Software und Bedienerschulung. Esprit Automation Branchenvergleich Laut Berichten amortisiert sich die Investition in Plasmaanlagen im Durchschnitt innerhalb von zwei bis drei Jahren, im Vergleich zu etwa fünf Jahren bei Faserlaseranlagen mit vergleichbarer Kapazität. Liegen Ihre Kosten für ausgelagerte Schneidarbeiten unter 1,500 US-Dollar pro Monat, bleibt ein Schneidtisch ungenutzt und die Investition rechnet sich nicht.
Der Drei-Fragen-Test für Investitionen in industrielle Plasmatechnologie
Eine von uns entwickelte binäre Filterfrage für Käufer, die Industrieanlagen mit Marketingversprechen von Einsteigergeräten vergleichen:
- Betriebsdauer – wird der Tisch länger als zwei Stunden pro Schicht laufen? Wenn ja, reichen die Lager- und Motorspezifikationen von Einstiegsmodellen für diese Belastung nicht aus. Verstärkte Portalrahmen und industrielle Servoantriebe sind erforderlich.
- Toleranz – Werden die Teile nachgelagerten Schweiß-, Bearbeitungs- oder Montageprozessen zugeführt, bei denen eine Positionsabweichung von mehr als 0.020 Zoll Nacharbeit erfordert? Wenn ja, erfüllen die schrittmotorgesteuerten Einlauftische die Spezifikation nicht.
- Lebenszykluskosten – ist die Tabelle für eine Produktionszeit von fünf oder mehr Jahren ausgelegt? Wenn ja, sind Rahmensteifigkeit, Ersatzteilversorgungsnetz und Garantieabwicklungsort weitaus wichtiger als der Listenpreis.
Wenn zwei von drei Fragen mit „Ja“ beantwortet werden, ist ein Tisch in Industriequalität gerechtfertigt. Bei nur einer positiven Antwort reicht ein Einsteigermodell für 18–24 Monate aus, bevor Sie sich erneut für einen Tisch entscheiden müssen. Bei keiner positiven Antwort kaufen Sie einen Hobbytisch.
✔ Industriequalität
- Geschweißter Stahlrahmen, geringe Portaldurchbiegung bei hohen Geschwindigkeiten
- Servoantrieb mit Planetengetriebe, Wiederholgenauigkeit ±0.005
- THC-Standard mit geschlossener Spannungsrückkopplung
- Konzipiert für den zuverlässigen Betrieb im Zweischichtbetrieb
- Die Lieferkette für Verbrauchsmaterialien im Garantiefall, genannt OEM
⚠️ Hobbyisten-Tier-Beschränkungen
- Verschraubte Aluminiumprofile geben bei Richtungsänderungen nach.
- Schrittmotorantriebe, Ausfallrisiko, typische Drift ±0.020
- THC oft optional, ohmsche Heizplatten nur bei günstigeren Modellen.
- Konzipiert für zwei bis vier Stunden Schneidezeit pro Woche.
- Risiko von Verschleißteilen, die nur im Aftermarket erhältlich sind, langsamer Teileaustausch
Ein Risiko, das kein Online-Shop aufzeigt: veraltete Lagerbestände und Lieferengpässe bei Ersatzteilen. Ein Artikel von PracticalMachinist aus dem Jahr 2024 beschreibt den Fall eines Käufers, der eine kleine CNC-Plasmaschneidanlage erwarb und einen Servomotor aus dem Jahr 2009 erhielt. Daraufhin musste er monatelang auf Ersatz warten, verlor einen Auftrag und musste einen Mitarbeiter entlassen. Der Hersteller war bekannt, die Klausel zum Ausschluss von Rechtsstreitigkeiten im Garantiefall machte eine Klage unwirtschaftlich, und die veralteten Lagerbestände waren offenbar typisch für den Hersteller. Die Gesamtkosten über die gesamte Lebensdauer hängen nicht vom Listenpreis ab, sondern von der Verfügbarkeit von Ersatzteilen. Zum Vergleich: Unsere Aufschlüsselung Vergleich von Laserschneiden und Plasmaschneiden Behandelt ähnliche Fragen, die sich durch das gesamte Leben ziehen, auch im Bereich der Lasertechnologie.
Was bestimmt den Preis einer CNC-Plasmaschneidanlage?
Der angegebene Listenpreis einer CNC-Plasmaschneidanlage unterschätzt die tatsächlichen Kosten am Ende ihrer Nutzungsdauer um 30–60 %. Die Kenntnis der einzelnen Kostenpunkte ermöglicht vergleichbare Angebote und vermeidet Überraschungen nach der Anzahlung.
- Grundtisch – Portal, Antriebe, Arbeitsfläche. Die Entscheidung zwischen geschweißter und schraubengelagerter Verbindung ist hierbei der wichtigste Faktor.
- Netzteil für Plasma-Laser – oft nicht im Basispreis enthalten. Ein Powermax 65 SYNC kostet zusätzlich 4,500–5,000 US-Dollar; ein Powermax 125 kostet zusätzlich 9,500–11,000 US-Dollar (OEM-Listenpreis).
- Subsystem zur Steuerung der Brennerhöhe (THC) – oft serienmäßig bei Industriemodellen, bei Einsteigermodellen jedoch nur gegen Aufpreis (800-2,500 US-Dollar).
- CAD/CAM- und Nesting-Software – SheetCAM Einzelplatzlizenz kostet etwa 400 US-Dollar; ProNest LT Unlimited kostet etwa 3,500 US-Dollar (lebenslange Lizenz); Lantek und SigmaNEST Industrielizenzen kosten mehrere tausend US-Dollar pro Jahr.
- Druckluftversorgung – Industriekunden kalkulieren Kompressoren oft zu schwach. Rechnen Sie mit einem 60-80-Gallonen-Tank und einem 5-PS-Motor mit einer Fördermenge von mindestens 15 CFM bei 90 PSI sowie einem Lufttrockner (Tsunami-Klasse, Aufpreis 1,500-2,000 US-Dollar) für saubere Schnitte.
- Rauchgasreinigung – eine Absauganlage kostet zusätzlich 3,000 bis 8,000 US-Dollar; die Wasserplatten-Flüssigkeitsreinigung ist die günstigste Einstiegsoption, schränkt aber die Indexierung wie oben beschrieben ein.
- Fracht und Verpackung – lokale Verpackung 800-2,500 US-Dollar; internationale Seefracht 15-20 % des Listenpreises, zuzüglich Zollgebühren.
- Installation und Bedienerschulung – 1,500–5,000 US-Dollar, abhängig von Reiseaufwand und Dauer des Einsatzes vor Ort.
- Verbrauchsmaterialien im ersten Jahr – Elektroden, Düsen, Wirbelringe, Schutzvorrichtungen. Planen Sie im ersten Jahr 1,500–3,000 US-Dollar für einen Produktionstisch von einem einzigen Hersteller ein.
| Tier | Umschlag | Komplett (mit Plasmaquelle) | Typischer Käufer |
|---|---|---|---|
| Einsteiger / Hobbyist | 2×2 bis 4×4 | $5,000 - $ 15,000 | Selbstgemachtes, Kunstgeschäft, Prototyp |
| Profi / Leichtindustrie | 4×4 bis 4×8 | $18,000 - $ 45,000 | Lohnfertigung, Reparatur, Leichtbau |
| Logistik | 4×8 bis 6×12 | $ 45,000 - $ 120,000 + | Fertigung, Struktur, Automobil |
| Schwerindustrie | 6×12+ mit Fase | $ 120,000 - $ 400,000 + | Werft, schwere Ausrüstung, Schiene |
Die Kosten basieren auf US-Marktdaten für das dritte Quartal 2025, können aber vom aktuellen Markt abweichen – fordern Sie jetzt ein Angebot an. Um die aktuellen Fertigungsoptionen zu vergleichen, besuchen Sie unsere Website. industrielle CNC-Plasmaschneidlösungen.
Branchenausblick: Trends, die das CNC-Plasmaschneiden in den Jahren 2025-2026 prägen

Drei Trendrichtungen beeinflussen die Investitionsentscheidungen für CNC-Plasmaanlagen im Zeitraum 2025–2026. Die Kenntnis dieser Trends vor der Anzahlung entscheidet über die gewählte Konfiguration.
Rückverlagerung und Auswirkungen von Zöllen auf die Nachfrage
Der globale Markt für CNC-Plasmaschneidmaschinen liegt bei 707.5 Millionen US-Dollar im Jahr 2025 und voraussichtlich 1,163.5 Millionen US-Dollar bis 2035 – ein durchschnittliches jährliches Wachstum von 5.1 % Laut Future Market Insights liefern die Suchvolumendaten die eigentliche Aussage: Die Suchanfragen nach „CNC-Plasmaschneidanlage“ stiegen in den USA im September 2025 im Vergleich zum Ausgangswert des ersten und zweiten Quartals um etwa 50 % – deutlich schneller als der Gesamtmarkt. Dies deutet auf ein erhöhtes Suchvolumen hin, das auf eine verstärkte Digitalisierung kleinerer Betriebe und die Rückverlagerung der Metallverarbeitung in die USA als Reaktion auf die jüngsten Zolländerungen zurückzuführen ist. Daraus lässt sich schließen, dass die Produktionskapazitäten, angetrieben durch die Rückverlagerung, tatsächlich schneller aufgebaut werden als in den öffentlichen Marktdaten angegeben. Für zukünftige Industriemodelle ist daher mit längeren Lieferzeiten zu rechnen.
Positionierung von Plasma- vs. Faserlaser an der Dickengrenze
Faserlaser gewinnen im Bereich des Plasmaschneidens bei dünnen und mittelstarken Blechen unter 25 mm Dicke in Leichtstahl zunehmend an Bedeutung. Oberhalb von 25 mm ist Plasmaschneiden nach wie vor günstiger in Bezug auf Investitions- und Betriebskosten, wobei Wasserstrahlschneiden oberhalb dieser Grenze eine Alternative darstellt. Im Jahr 2025 wird die Entwicklung weniger offensichtlich sein und sich auf die Produktivität konzentrieren: Fertigungsbetriebe, die beide Technologien einsetzen, berichten, dass sie sich selbst bei Produktionsläufen, bei denen Plasmaschneiden kostengünstiger wäre, konsequent für den Laser entscheiden. Der Grund dafür ist, dass der Aufwand für die Schlackenentfernung bei großen Stückzahlen (insbesondere bei Edelstahl) die Hardwarekosten pro Teil deutlich übersteigt. Betriebe, die beide Technologien nutzen, sind mittlerweile weit verbreitet. Wenn Sie Serienteile aus 12-Gauge- bis ¼-Zoll-Edelstahl fertigen, sollten Sie den Aufwand für die Schlackenentfernung explizit in Ihre Kalkulation einbeziehen, bevor Sie sich ausschließlich für Plasmaschneiden entscheiden.
KI-gestützte Verschachtelung und Integration mehrerer Tabellen
ProNest, Lantek und SigmaNEST haben 2024/2025 maschinelles Lernen für die Verschachtelung eingeführt. Im Betrieb führt dies zu einer um 8–15 % höheren Lagerausbeute im Vergleich zur automatischen Verschachtelung ohne maschinelles Lernen – eine dauerhafte Senkung der Betriebskosten. Wenn Sie in diesem Jahr Investitionen planen, fragen Sie die Anbieter, ob die maschinelle Lernfunktion für die Verschachtelung im Konfigurator enthalten oder als Upgrade verfügbar ist. Bis 2027 wird sie wahrscheinlich Standard sein und keine Premium-Funktion mehr darstellen. Auch nachgelagerte Prozesse wie das Schweißen profitieren von saubereren Teilekanten – unsere Übersicht dazu finden Sie hier. nachgelagerte Schweißprozesse erörtert die Weitergabe der Nestqualität.
Häufig gestellte Fragen

F: Wozu wird eine CNC-Plasmaschneidanlage verwendet?
Antwort anzeigen
F: Kann eine CNC-Plasmaschneidanlage Aluminium schneiden?
Antwort anzeigen
F: Was ist die maximale Plattendicke, die eine CNC-Plasmaschneidanlage schneiden kann?
Antwort anzeigen
F: Was kostet eine industrielle CNC-Plasmaschneidanlage?
Antwort anzeigen
F: Ist ein Wassertisch oder ein Lamellentisch (mit Absaugung nach unten) besser?
Antwort anzeigen
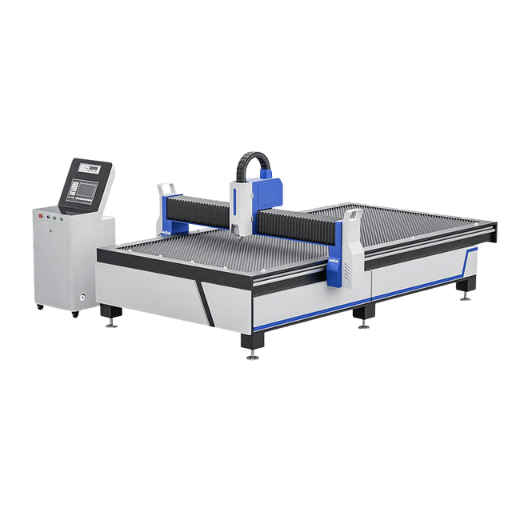
Wählen Sie den passenden CNC-Plasmaschneidtisch für Ihre Werkstatt.
RESIZE stellt industrielle CNC-Plasmaschneidlösungen für Fertigungs-, Konstruktions- und Schwermaschinenbaubetriebe her.
Fordern Sie ein Angebot für industrielle CNC-Plasma-Lösungen an →
Über diese Analyse
Zu den Quellen dieses Artikels gehören die Schnittdiagramme von Hypertherm Powermax, die OSHA-Richtlinie 1926.353 und die NIOSH-Richtlinien zu sechswertigem Chrom, der FMA Fabrinomics-Ausblick, der Marktbericht „Future Market Insights 2025“ zum CNC-Plasma-Schneidprozess sowie ein Thread in einem Forum für Fertigungsbetriebe auf PracticalMachinist, in dem Erfahrungsberichte zum Kauf von CNC-Plasmaschneidanlagen dokumentiert werden. Die Preisgestaltung basiert auf dem US-Markt im dritten Quartal 2025 und wurde vom RESIZE-Ingenieurteam hinsichtlich des Nutzens für industrielle Fertigungsbetriebe geprüft.
Ähnliche Artikel
- Plasmaschneiden vs. Laserschneiden – die richtige Schneidmethode wählen
- Laserschneiden vs. Plasmaschneiden vs. Wasserstrahlschneiden – Vergleich dreier Technologien
- Was ist eine Plasmaschneidmaschine – Grundlagen und Verfahren
- Der ultimative Leitfaden für Schweißmanipulatorgeräte
- Der ultimative Leitfaden zum Schweißen von Rotatoren
Referenzen & Quellen
- OSHA 29 CFR 1926.353 — Belüftung und Schutz beim Schweißen, Schneiden und Erhitzen — US-Arbeitsministerium, Arbeitsschutzbehörde
- NIOSH-Veröffentlichung 2013-128 — Kriterien für einen empfohlenen Standard: Berufliche Exposition gegenüber sechswertigem Chrom — US-Zentren für Krankheitskontrolle und -prävention
- Gesundheitsgefahren beim Schweißen und Schneiden – NIOSH-Leitfaden — US-Zentren für Krankheitskontrolle und -prävention
- Computer Numerische Steuerung – Enzyklopädieeintrag - Wikipedia
- Makroökonomische Einblicke für 2024 (Fabrinomics) — Verband der internationalen Hersteller und Verarbeiter
- FABTECH 2024 Rückblick – Expertengremium der Metallverarbeitungsindustrie blickt auf das Jahr 2025 — Der Fabrikator
- Marktprognose für CNC-Plasmaschneidmaschinen 2025–2035 — Einblicke in zukünftige Märkte
- Laser- vs. Plasmaschneiden – Vergleich für industrielle Erstausrüster — Esprit Automation









{kind=link}
{kind=link}
{kind=link}
{kind=link}