
![Mathey Dearman Fasenmaschine: Modelle, Spezifikationen & CNC-Alternativen [2026]](https://resizeweld.com/wp-content/uploads/2026/05/0-5-1024x683.webp)
Mathey Dearman gilt seit den 1930er Jahren als Branchenstandard für das Brennschneiden von Rohren. Ihre Sattelmaschinen, Bandschneidmaschinen und EZ Pipecut-Werkzeuge sind im nordamerikanischen Rohrleitungsbau weit verbreitet – und das aus gutem Grund. Jede Maschine von Mathey Dearman arbeitet jedoch mit Autogen- oder Plasmaschneiden, wodurch eine Wärmeeinflusszone entsteht, die von bestimmten Normen und Baustellenbedingungen nicht toleriert wird. Dieser Leitfaden listet alle aktuellen Mathey Dearman-Modelle mit Preisen zertifizierter Händler auf, beschreibt die tatsächlichen Anforderungen der Normen für den Fasenwinkel (einschließlich der in den meisten Leitfäden fehlenden Zwei-Winkel-Spezifikation) und bietet eine einfache Entscheidungsmatrix, um festzustellen, wann das Kaltfasen, mechanische Fasen sinnvoller ist.
Was ist die Mathey Dearman Fasenmaschine?

Mathey Dearman ist ein in Tulsa, Oklahoma, ansässiger Hersteller, der in den 1930er Jahren gegründet wurde und zum Portfolio der SFE Group gehört. Das Unternehmen konzentriert sich ausschließlich auf Werkzeuge zum Schneiden, Anfasen und Ausrichten von Rohren, die für den mobilen Einsatz auf Baustellen konzipiert sind – nicht für die Automatisierung in Gießereien. Heute bietet das Unternehmen drei Produktserien an:
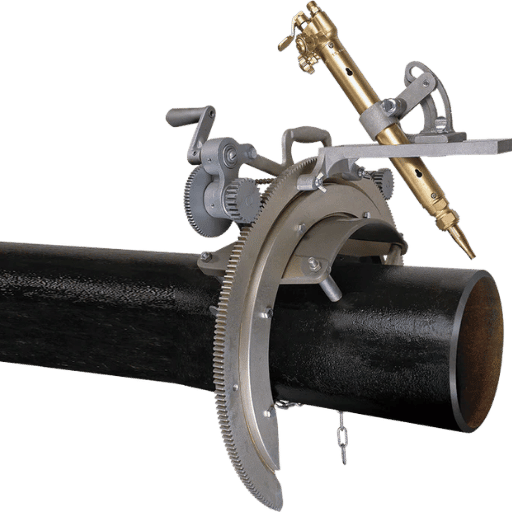
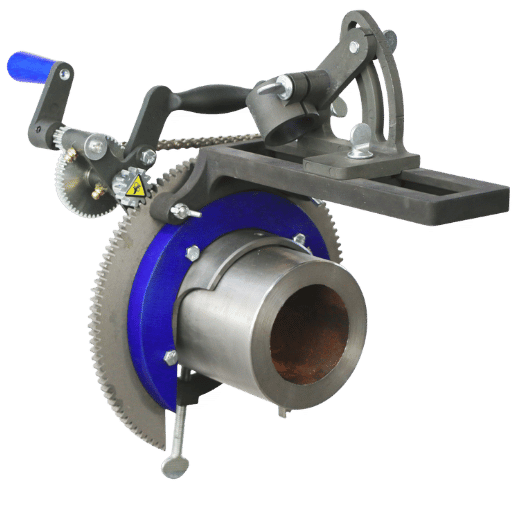
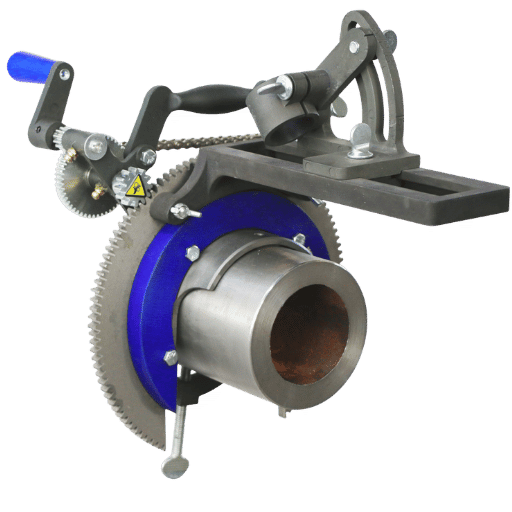
- Sattelschweißmaschinen – eng anliegende, orbitale Schweißwagen, die den Schweißbrenner umschließen und um 90° drehen können, um eine Schweißnaht an beliebiger, mehrteiliger Rohrverbindung zwischen den Rohrreihen zu erzeugen. Genau diese Mathey-Dearman-Maschine meinen moderne Rohrleitungsschweißer, wenn sie sagen, sie bräuchten eine „Mathey Dearman“. Da beim Sattelschweißen kein Zugang zum Rohrinneren erforderlich ist, eignet es sich auch für korrodierte oder leicht unrunde Rohre.
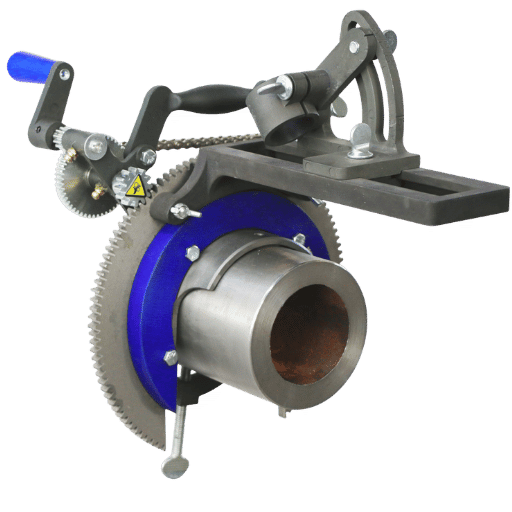
- EZ Pipecut-Serie – Leichte, handliche Brennerträger für kleinere Rohre (4.5″–24″ Außendurchmesser). Erhältlich sind manuelle, automatische motorisierte und selbstfahrende magnetische Ausführungen. Letztere fixieren den Brennerkörper magnetisch an der Rohrwand, ohne dass Befestigungselemente erforderlich sind – ein Vorteil bei bereits verlegten Rohren.
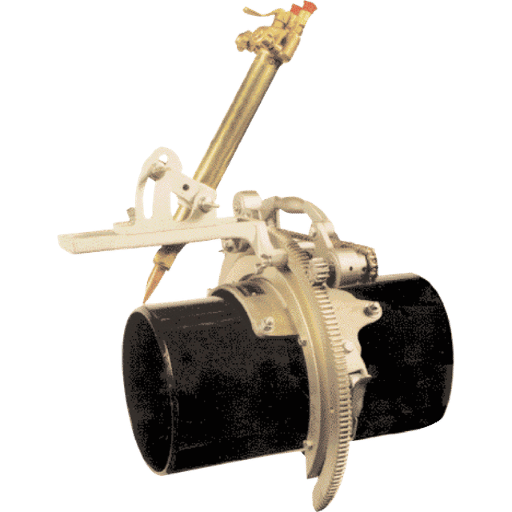
- Band Crawler – Eine automatische, mit Edelstahl angetriebene Bandschweißmaschine mit einer maximalen Verfahrgeschwindigkeit von 36 Zoll pro Minute für Rohre mit großem Durchmesser (10″ bis 60″ Außendurchmesser), die gleichzeitig Plasma- oder Brennschneidbrenner aufnehmen kann. Schulter-zu-Schulter-Schweißungen an einem Rohr mit 48″ Durchmesser können abgeschlossen werden, sobald ein Mitarbeiter die Strecke mit dem Brennerrad zurückgelegt hat.
Alle drei Maschinenfamilien verfolgen die gleichen Konstruktionsziele: Mobilität, Unabhängigkeit und einfacher Transport vor Ort. Die Maschinen werden ohne Brennerzubehör und Verbrauchsmaterialien verkauft; Brennerkörper und Gas werden vom Bediener bereitgestellt. Dies führt zu den leichtesten Sattelgeräten (das manuelle MSA wiegt inklusive Zubehör 12 kg) und einer eleganten, einfachen Wartung im Feld.
Mathey Dearman konzentriert sich in seinem gesamten Produktsortiment ausschließlich auf thermische Verfahren – Autogen-, Autogen-Propan- und Plasmaschneidgeräte. Geräte zum Kaltschneiden oder Kaltfasen gehören nicht zum Portfolio von Mathey Dearman. Diese Entscheidung ist entscheidend, sobald die Rohrgüte, die Wandstärke oder die Gegebenheiten vor Ort das Material außerhalb des Bearbeitungsbereichs der thermischen Werkzeuge liegen lassen.
Alle Mathey Dearman Modelle und Rohrgrößenbereiche
Die folgende Tabelle listet alle aktuell im Einsatz befindlichen Anfasmaschinen von Mathey Dearman (Stand: 2025) auf. Die UVP entspricht den aktuellen Preisen des nordamerikanischen Vertriebspartners rigweldersupply.com, einem autorisierten Mathey Dearman-Händler, und beinhaltet nur die Maschine – ohne Werkzeugkörper.
| Modell | Familie | Rohr-Außendurchmesserbereich | Rohraußendurchmesser (mm) | Methodik | Tuning | Listenpreis (USD) |
|---|---|---|---|---|---|---|
| MSA Sattel — Handbuch | Sattel | 1.5″–4″ | 38-102 | Die Flamme | Keine Präsentation | $1,485 |
| MSA-Sattel — Motorisiert (PLASMASPEED) | Sattel | 1.5″–4″ | 38-102 | Flamme + Plasma | 110 / 230 VAC | $3,887 |
| 1SA-Sattel – Bedienungsanleitung | Sattel | 3″–8″ | 76-203 | Die Flamme | Keine Präsentation | $1,547 |
| 1SA mit Stufenabstandshaltern | Sattel | 3″–8″ | 76-203 | Die Flamme | Keine Präsentation | $1,765 |
| 2SA-Sattel – Bedienungsanleitung | Sattel | 6″–12″ | 152-305 | Die Flamme | Keine Präsentation | $2,265 |
| 3SA-Sattel – Bedienungsanleitung | Sattel | 12″–20″ | 305-508 | Die Flamme | Keine Präsentation | $4,310 |
| EZ Pipecut – Handbuch | EZ Pipecut | 4.5″–24″ | 114-610 | Die Flamme | Keine Präsentation | Angebot auf Anfrage |
| EZ Pipecut — Auto | EZ Pipecut | 4.5″–24″ | 114-610 | Flamme (motorisiert) | Die elektrische | Angebot auf Anfrage |
| EZ Pipecut — Magnetisch | EZ Pipecut | 9″–48″ | 229-1219 | Die Flamme | Keine Präsentation | Angebot auf Anfrage |
| Band Crawler — Modell 4SA | Band Crawler | 20″–26″ | 508-660 | Flamme (manuell) | Keine Präsentation | Angebot auf Anfrage |
| Band Crawler — Modell 8SA | Band Crawler | 40″–48″ | 1016-1219 | Flamme / Plasma | Die elektrische | Angebot auf Anfrage |
| Sattel — Motorisiert (Monarch Band, 24″) | Sattel + Band | 24″+ (mit Monarch-Band) | 610+ | Flamme / Plasma | 110 / 230 VAC | 1,085 $ (nur Band) |
Welche Rohrgrößen kann die Mathey Dearman Sattelmaschine verarbeiten?
Die Sattelserie deckt mit vier Modellen Außendurchmesser von 1.5″ bis 20″ ab. Mithilfe von Distanzstücken – im Lieferumfang der Sattelsets enthalten oder separat erhältlich – lassen sich alle Durchmesserbereiche ohne zusätzliches Zubehör abdecken. Die 1SA kann mit Distanzstücken Rohre von 3″ bis 8″ aufnehmen; alternativ kann ein Team eine Maschine und einen Satz Distanzstücke erwerben und ist mit dieser Halterung bestens ausgestattet.
Mit der EZ Pipecut-Serie (bis zu 24 Zoll) oder dem Band Crawler (bis zu 60+ Zoll mit dem flexiblen Monarch-Band) lassen sich Rohrdurchmesser von über 20 Zoll realisieren. Das Modell 8SA mit Band Crawler erreicht eine Geschwindigkeit von 36 Zoll pro Minute und kann einen Brennerwagen mit 53 Zoll pro Minute an Rohren mit einem Außendurchmesser von 20 bis 26 Zoll drehen – die schnellste Maschine von Mathey Dearman für große Hauptleitungsprojekte.
Die digitale Motorsteuerung PLASMASPEED – serienmäßig beim motorisierten MSA, aber auch als Nachrüstsatz für 3,000 US-Dollar für den 1SA erhältlich – regelt die Fahrgeschwindigkeit und schaltet den Motor automatisch ab. Dadurch werden Abweichungen beim Start und Stopp des Bogens minimiert, die zu ungleichmäßigen Fasenwinkeln beim Beginn und Ende jedes Umfangsschnitts führen. Für dünnwandige Rohre mit einem Wandstärkenverhältnis von weniger als ¼ Zoll (Schedule) ist eine digitale Drehzahlregelung erforderlich.
Wie das Brennschneiden eine Fase erzeugt: Prozess, Geschwindigkeit und Oberflächenqualität
Beim Autogenschneiden wird die Oberflächentemperatur des Rohrs auf den Zündpunkt des Kohlenstoffstahls (ca. 870 °C) erhöht. Anschließend wird ein Hochdruck-Sauerstoffstrahl darauf gerichtet, um das Material vor dem Autogenbrenner zu oxidieren und wegzublasen. Der Brenner ist in einer Mathey-Dearman-Sattelmaschine montiert, die sich mit einer vom Antriebssystem vorgegebenen, gleichmäßigen Geschwindigkeit um das Werkstück dreht. Diese Geschwindigkeit gewährleistet einen gleichmäßigen Fasenwinkel, der durch den Neigungswinkel des Brennerkopfes eingestellt wird.
Brennschneiden: Wann es gut funktioniert
- Schneidet jedes Kohlenstoffstahlrohr, ohne Zugang zum Rohrinneren zu benötigen – der OD-Montagesattel greift nur an der Rohraußenseite.
- Griffe an korrodierten, mit Kalk bedeckten oder leicht unrunden Rohren, die von Werkzeugen zur Innenmontage nicht gegriffen werden können.
- Niedrige Verbrauchskosten bei Standard-Kohlenstoffstahl A106/A53: nur Gas und Brennerdüse
- Manuelle Sattelmaschinen benötigen keinen Strom – nur Gasanschluss.
- Seit über 80 Jahren im Einsatz beim Bau von Pipeline-Hauptleitungen in Nordamerika bewährt.
Brennschneiden: Reale Grenzen
- Erzeugt eine gehärtete Martensit-Oberflächenzone (Wärmeeinflusszone) an der Stirnfase (schnell abgeschreckter Bereich)
- Die Oberflächenrauheit beträgt typischerweise Ra 12–25 µm; AWS D1.1:2020 Abschnitt 5.15.4.3 begrenzt die maximale Rauheit von Fasenflächen auf 1,000 µin (25 µm).
- Eine Abweichung des Fasenwinkels von ±1–3° über den Umfang ist typisch und auf die Neigung des Brenners sowie auf Änderungen der Vorschubgeschwindigkeit zurückzuführen.
- Eine Abweichung der Wurzeloberfläche von 1-2 mm entlang der Schweißnaht ist sehr häufig; Schweißer müssen daher ständig die Stromstärke anpassen.
- Verboten in explosionsgefährdeten Bereichen gemäß OSHA 29 CFR 1910.252(a)(2)(vi)(C).
Was AWS D1.1 tatsächlich über das Schleifen aussagt: Der Code verbietet keine flammgeschnittenen Fasenflächen an Kohlenstoffstahl. Abschnitt 5.15.4.3 erlaubt thermisch geschnittene Oberflächen, sofern die Rauheit innerhalb von 1,000 µin (25 µm) bleibt. Mit ordnungsgemäß gewarteten Maschinen, die Standardrohre aus A106 oder API 5L schneiden, erzeugt eine Mathey Dearman Sattelschneidmaschine in gutem Zustand Oberflächen innerhalb dieser Grenze – erfahrene Rohrleitungsschweißer bestätigen dies aus der Praxis. Schleifen ist erforderlich, wenn: die Oberflächenrauheit bei der Inspektion den Grenzwert überschreitet; sichtbare Schleifspuren, Riefen oder Schlackeneinschlüsse vorhanden sind; es sich beim Rohrmaterial um eine Legierung handelt; oder die Projektspezifikation strengere Oberflächenanforderungen als die D1.1-Basisnorm vorschreibt.
Fasenwinkelnormen, die jeder Rohrschweißer kennen muss
Der „Standard“-Fasenwinkel ist abhängig von der Norm, der Rohrwandstärke und der Verbindungsart. Verwendet man den falschen Winkel oder misst man von der falschen Bezugsebene aus, spielt man mit dem Feuer bei der Röntgen- oder Ultraschallprüfung – ist die Nut zu flach, ist die Wurzel nicht vollständig durchdrungen; ist sie zu steil, wird zu viel Füllmaterial verwendet, um eine bündige Wurzel zu erzielen.
Welcher Standard-Fasenwinkel wird beim Rohrschweißen verwendet?
Es gibt keine Universallösung. ASME B16.25:2017, die Norm, die allen Spezifikationen für die Stumpfschweißvorbereitung zugrunde liegt, gibt 37.5 für Rohrwandstärken von 22.5 mm (ca. 0.875 Zoll) und 19 für Wandstärken über 22.5 mm an. Die meisten Praxishandbücher und Schulungen konzentrieren sich auf den Wert 37.5 und orientieren sich dabei an den übrigen 80–90 % der Anwendungen von Rohren der Wandstärken 40/80. Bei dickwandigen Druckrohrleitungen wird die 19er-Kombinationsfase verwendet, um den Wärmeeintrag gering zu halten, die Wurzelverstärkung zu minimieren und die Materialkosten im Rahmen zu halten.
| Standard | Abschrägungswinkel | Steghöhe | Primäre Anwendung |
|---|---|---|---|
| ASME B16.25:2017 | 37.5° (Wandstärke ≤ 22.5 mm) / 19° (Wandstärke > 22.5 mm) | 1.6 mm ± 0.8 mm | Stumpfschweißenden, Flanschen, Formstücken |
| AWS D1.1:2020 | Maximal 45° für Standard-V-Nut; variiert je nach vorqualifizierter Verbindungsdetails | Gelenkdetails | Baustahlschweißen |
| ASME B31.3:2022 | 30°–37.5° typisch; gemäß qualifizierter WPS | 0 – 3.2 mm | Prozessrohrleitungen – Chemie, Raffinerie, Pharmazie |
| API 1104:2021 | Gemäß qualifizierter Schweißverfahrensspezifikation (typischerweise 30°–37.5°) | Gemäß WPS | Onshore- und Offshore-Pipeline-Rohrleitungsschweißen |
In den Standardempfehlungen werden zwei Punkte genannt, die Schweißingenieure häufig als in ihrer praktischen Ausbildung fehlend bemängeln:
- Der eingeschlossene Winkel wird von der Rohrachse aus gemessen, nicht von der Rohroberfläche. Halber Winkel 37.5°, vollständiger eingeschlossener Winkel 75°, um ein spiegelbildliches Ergebnis auf beiden Seiten zu erzielen. Achten Sie beim Auswerten der Anweisungen des Brennerherstellers oder der Maschineneinrichtungsanleitungen darauf, dass die Neigungs- oder Tiefencodes für die Brennereinführung auf die Achse und nicht auf die Oberfläche bezogen sind.
- Die Gleichmäßigkeit der Wurzeloberfläche ist wichtiger als ein exakter Fasenwinkel. Eine 38°-Fase mit einer Wurzeloberflächenabweichung von 0.3 mm über den Umfang liefert bessere Röntgenergebnisse als ein Lehrbuch-Winkel von 37.5° mit einer Abweichung von 2 mm. Brennschneidmaschinen weisen typischerweise eine Wurzeloberflächenabweichung von 1–2 mm auf; Kaltpresswerkzeuge bleiben innerhalb von 0.3 mm. Diese Abweichung ist der wichtigste Faktor, der die Fähigkeit des Schweißers bestimmt, eine gleichmäßige Schweißgeschwindigkeit und Stromstärke beim Wurzelschweißen beizubehalten oder ob er dies spontan anpassen muss.
Stellen Sie beim Justieren einer Mathey Dearman Sattelmaschine den Neigungswinkel des Brennerkopfes auf den in Ihrer WPS angegebenen Winkel ein; nicht auf einen angenommenen „Standard“. Ihre WPS ist das maßgebliche Dokument; die obige Abbildung dient lediglich als Richtlinie.
Mathey Dearman vs. H&M vs. RESIZE: Ein direkter Vergleich
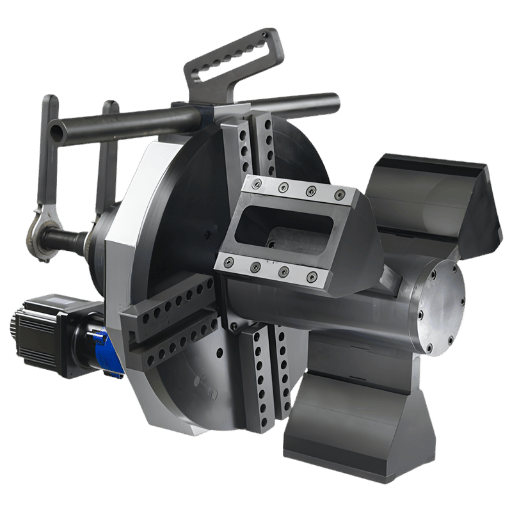
Beim Vergleich von Rohranfasmaschinen für neue Aufträge kristallisieren sich drei führende Marken heraus: Mathey Dearman (mit einer starken installierten Basis im nordamerikanischen Pipelinebau), H&M (verbreitet in der allgemeinen Industrie und im Maschinenbau) und RESIZE (Verfahren mit kaltmechanischen Hartmetalleinsätzen, vorherrschend bei hochlegierten Stählen). Es handelt sich dabei nicht um gleichwertige Maschinen, die dasselbe Problem lösen; sie decken vielmehr unterschiedliche Bereiche der Rohranfasung ab.
| Faktor | Mathey Dearman | H & M | Größe ändern |
|---|---|---|---|
| Schneidverfahren | Oxyfuel-Flamme / Plasma (thermisch) | Oxyfuel-Flamme (thermisch) | Fräsen mit Hartmetalleinsätzen (kaltmechanisch) |
| Rohrgrößenbereich | 1.5″–60″ Außendurchmesser (vollständige Sattel- + Band-Kriechleine) | 1.5″–8″ Außendurchmesser (Standard-Sattellinie) | 0.5″–24″ (Rohrmontagemodelle mit Innendurchmesser) |
| Wärmeeinflusszone | Vorhanden; die Tiefe variiert je nach Fahrgeschwindigkeit und Spitzenzustand | Anwesend; gleiches thermisches Verfahren | Null – es wird keine Wärme erzeugt |
| Nachschleifen der Fasen erforderlich? | Nicht erforderlich bei Standard-Kohlenstoffstahl, der den Ra-Grenzwert nach AWS D1.1 erfüllt; erforderlich für legierte Stahlsorten. | Gleiche Bedingungen wie bei Mathey Dearman | Nein – die Oberfläche ist maschinenschweißfertig, Ra 3.2–6.3 µm |
| Konsistenz des Fasenwinkels | ±1–3° typischerweise über den Umfang | ±1–3° typisch | ±0.5° (mechanisch bedingte Geometrie des Einsatzes) |
| Wurzeloberflächenkonsistenz | ±1–2 mm entlang des Umfangs | ±1–2 mm | ± 0.3 mm |
| Funktioniert in explosionsgefährdeten Bereichen? | Nein – offenes Feuer verboten gemäß OSHA 1910.252(a)(2)(vi)(C) | Nein – das gleiche Verbot gilt. | Ja – funkenfrei, keine offene Flamme |
| Geeignet für P91/P22 Chrom-Molybdän? | Eingeschränkt – die meisten Projektspezifikationen verbieten oder fordern eine Wärmebehandlung nach dem thermischen Schneiden. | Eingeschränkt – gleiche Beschränkung | Ja – keine thermischen Auswirkungen auf die Rohrmetallurgie |
| Einstiegspreis (Basismaschine) | 1,485 $ (MSA-Handsattel) | ~1,200–1,300 $ geschätzt (Felddaten 2017) | 1,565 $ (tragbares Rohrmodell, Basis) |
| Herstellungsland | USA (Tulsa, Oklahoma) | USA (Tulsa, Oklahoma) | China (Fabrik für spezialisierte Schweißgeräte) |
Die 3-Fragen-Bevel-Methode-Entscheidungsmatrix
Dieses Rahmenwerk ordnet Entscheidungen im Zusammenhang mit Rohrabschrägungslösungen den einzelnen Kategorien zu. Jedes Element der Reihe stellt eine eindeutige Hürde dar – eine klare „Ja“-Antwort liefert eine endgültige Antwort, ohne dass die nächste(n) Frage(n) auf der Liste weiter geprüft werden müssen.
- Befindet sich die Rohrleitung in einer aktiven oder kürzlich gespülten brennbaren oder explosiven Atmosphäre?
JA → Nur kaltes mechanisches Anfasen. OSHA 29 CFR 1910.252(a)(2)(vi)(C) verbietet das Schneiden und Schweißen „in explosionsgefährdeten Bereichen (Mischungen aus brennbaren Gasen, Dämpfen, Flüssigkeiten oder Stäuben mit Luft)“. Keine Heißarbeitserlaubnis löst dieses Problem, wenn die Atmosphäre selbst explosiv ist – Kaltschneiden beseitigt die Zündquelle. - Handelt es sich bei dem Rohrmaterial um Chrom-Molybdän-Stahl (P11/P22/P91/P92), austenitischen Edelstahl (304/316L), Duplex-Stahl oder unterliegt es dem ASME Section III Nuclear Code?
JA → Kaltmechanisches Anfasen wird dringend empfohlen. Die meisten Projektspezifikationen für diese Werkstoffgüten verbieten das thermische Schneiden der Schweißnahtvorbereitungsfläche oder erfordern eine Wärmebehandlung nach dem Schneiden (740–760 °C für P91), was den Zeit- und Prüfaufwand erheblich erhöht. Das Kaltfräsen mit Wendeschneidplatten erhält die Härte, das Mikrogefüge und die Korrosionseigenschaften des Grundwerkstoffs während des gesamten Schnitts. - Beträgt der Außendurchmesser der Rohrleitung 2″–24″, oder fehlt es am Einsatzort an elektrischer oder pneumatischer Versorgung?
JA → Mathey Dearman oder H&M Thermal-Sattel-/Bandkrabbler. Tragbare, mechanisch kaltmontierte ID-Montagegeräte erreichen für den Feldeinsatz eine maximale Größe von ca. 24 Zoll; Sattel- und Bandraupenmaschinen von Mathey Dearman bewältigen bis zu 60 Zoll Außendurchmesser allein mit Gasversorgung, bei manuellen Modellen ist kein elektrischer Anschluss erforderlich.
Wenn Sie alle drei Fragen mit Nein beantworten – nicht zeitkritischer Kohlenstoffstahl (A106/A53/API 5L), Nennrohrgrößen im Bereich von 2-24 Zoll und keine als gefährlich eingestufte Atmosphäre – dann erfüllen sowohl thermische als auch kalte mechanische Verfahren die Anforderungen der Norm, wobei das Ergebnis maßgeblich vom Schnittvolumen und der Materialmischung abhängt: Thermische Verfahren bieten einen schnelleren Durchsatz bei hohem Kohlenstoffstahlvolumen in unkompliziertem Gelände; kalte mechanische Verfahren bieten niedrigere Gesamtlebenszykluskosten, wenn Legierungsgüten, Schleifarbeit und Inspektionsausschussraten berücksichtigt werden.
Bewertung eines Kaltmechanische Fasenmaschine Für Rohre bis zu 24 Zoll Außendurchmesser? Die tragbaren elektrischen und pneumatischen Modelle von RESIZE decken den Durchmesserbereich ab, mit dem die meisten Baustellenteams konfrontiert werden, ohne dass eine Heißarbeitsgenehmigung erforderlich ist.
Vier Szenarien, in denen das Brennschneiden nicht ausreicht
Die Sattelmaschine von Mathey Dearman wurde für den Einsatz bei der Verlegung von Kohlenstoffstahlpipelines im Gelände entwickelt – und sie erfüllt ihre Aufgabe hervorragend. Vier Bedingungen führen jedoch zuverlässig dazu, dass ein Projekt außerhalb dieses Einsatzbereichs liegt.
Szenario 1: Aktive Raffinerien und Chemieanlagen
OSHA 29 CFR 1910.252(a)(2)(vi)(C) besagt: „Schneiden und Schweißen sind in explosionsgefährdeten Bereichen verboten.“ Zwar können aktive Erdölraffinerien, Tanklager und Chemieanlagen mit Heißarbeitsgenehmigungen das Risikofenster verkürzen, die grundsätzliche Vorschrift, niemals in explosionsgefährdeten Bereichen zu arbeiten, bleibt jedoch bestehen. Kaltes, funkenfreies mechanisches Schleifen mit pneumatischem oder elektrischem Antrieb beseitigt die Zündquelle und ist heute der De-facto-Standard für Anschluss- und Wartungsarbeiten in der Erdölindustrie.
Szenario 2: Chrom-Molybdän- und hochlegierte Rohre
1. Chrom-Molybdän-Stähle, insbesondere P91 (9 Cr-1 Mo-V), der Hauptwerkstoff für Überhitzer- und Zwischenüberhitzerleitungen in Kraftwerken, härten beim thermischen Schneiden im luftgekühlten Zustand schnell aus. In den Projektspezifikationen für P91, P22, P11 und P92 ist das thermische Schneiden der Schweißnahtvorbereitungsfläche meist gänzlich untersagt oder unterliegt einer Wärmebehandlung bei 740–760 °C, die nach dem Schneiden und vor dem Schweißen durchzuführen ist.
Dies beinhaltet die Ruhezeit und die für jede Verbindung in der Schmelz- und Wärmeeinflusszone erforderlichen unabhängigen Härteprüfungen. Beim Kaltfräsen mit Wendeschneidplatte wird Material ohne Wärmeentwicklung abgetragen und kühlt im Grundrohr ab. Dadurch bleibt die Fasenfläche exakt wie beim Grundrohr erhalten, ohne dass eine Wärmebehandlung erforderlich ist. Folglich entfällt ein zusätzlicher Haltepunkt für die Probenerwärmung und Bohrung im ITP-Verfahren.
Szenario 3: Edelstahl- und Duplexrohr
Das thermische Schneiden von austenitischen Edelstählen (304, 316L) führt zur Bildung von Chromcarbid-Ausscheidungen an den Korngrenzen – ein Prozess, der als Sensibilisierung bezeichnet wird – innerhalb der Wärmeeinflusszone. Sensibilisierter Edelstahl weist im Bereich des Materials in der Nähe der Schweißnaht keine Beständigkeit gegen interkristalline Korrosion auf. Bei Duplex-Stählen beeinträchtigt diese hohe Temperatur das Austenit/Ferrit-Phasenverhältnis, welches die einzigartigen mechanischen Eigenschaften dieser Legierungen bestimmt.
Durch das mechanische Kaltfasen können die metallurgischen Eigenschaften erhalten bleiben, die den Preis und die Verwendung dieser Werkstoffe insbesondere rechtfertigen.
Szenario 4: Rohrleitungen nach Nuklearnorm (ASME Abschnitt III)
ASME Section III fordert die vollständige Dokumentation jedes Verfahrens, das an Rohrleitungsmaterialien für Kernkraftwerke angewendet wird. Thermisches Schneiden führt zu Variablen – wie z. B. Wärmeeinflusszonentiefe, Härteabweichungen und potenzieller Wasserstoffaufnahme –, die unabhängige Prüfungen, eine Überprüfung durch den autorisierten Prüfer und eine formelle Abnahme erfordern, bevor die Verbindung weiterbearbeitet wird. Kaltes mechanisches Schneiden eliminiert diese Variablen vollständig aus der Prozessdokumentation. Das praktische Ergebnis: weniger Prüfpunkte pro Verbindung, höhere Abnahmeraten bei der Röntgenprüfung und ein geringeres Nachbearbeitungsrisiko bei Arbeiten, bei denen eine einzelne Schweißnahtfehlerreparatur über 10,000 US-Dollar an direkten Arbeitskosten verursachen kann.
So beurteilen Sie jede Rohranfasmaschine: Checkliste mit 7 Punkten
Anhand der verschiedenen Satteltypen nach Mathey Dearman oder des kalten bzw. thermomechanischen Verfahrens lässt sich anhand dieser 7 Argumente feststellen, ob die Maschine angepasst ist:
- Rohrdurchmesserbereich und Anschlussmethode. OD-Montage-Sattelmaschinen (Mathey Dearman, H&M) greifen die Rohraußenseite – kein Zugang zum Rohrinneren erforderlich, auch bei korrodierten oder verkalkten Rohren einsetzbar. ID-Montage-Kaltwerkzeuge greifen in die Rohrinnenwand – erfordern eine saubere, unbeschädigte Innenwand und einen bekannten Innendurchmesser. Prüfen Sie vor der Auswahl des Werkzeugtyps die Rohrnorm, den Wandzustand und den tatsächlich gemessenen Außendurchmesser.
- Materialverträglichkeit mit dem Verfahren. Kohlenstoffstahl (A106, A53, API 5L) in Standardgüten → thermisch oder kaltverformt, beides normkonform. Legierte Stähle (P91, P22, Edelstahl) → kaltmechanisch verformt, um Nachbehandlungs- und Härteprüfungs-Haltepunkte zu vermeiden. Maßgeblich sind die geltenden Rohrleitungsnormen und Projektspezifikationen; Herstellerangaben haben keinen Vorrang vor dem Prüfprotokoll.
- Fasenwinkelbereich und Verfügbarkeit von Verbrauchsmaterialien. Die meisten Schweißanweisungsdokumente für Rohrleitungen fordern einen Winkel von 30°–37.5°. Stellen Sie sicher, dass die Maschine den in der Schweißanweisung spezifizierten Winkel ohne speziellen Brennerkopf oder nicht standardmäßige Wendeschneidplatten erreicht. Prüfen Sie bei Kaltwerkzeugen, ob Wendeschneidplatten lokal oder beim Lieferanten mit einer Lieferzeit verfügbar sind, die mit Ihrem Projektzeitplan vereinbar ist.
- Stromquelle am Einsatzort vorhanden. Manuelle Sattelmaschinen werden ausschließlich mit Gas betrieben – ein Stromanschluss ist nicht erforderlich. Motorisierte Modelle benötigen 110 V oder 230 V Wechselstrom. Kaltwerkzeuge benötigen pneumatische (80–90 PSI am Werkzeugeingang), elektrische (typischerweise 1–2 kW) oder hydraulische Stromversorgung. Die Diskrepanz zwischen Werkzeugbedarf und Baustelleninfrastruktur führt zu logistischen Problemen, die sich nicht schnell vor Ort lösen lassen.
- Wandstärkenkapazität: Der MSA-Sattel eignet sich für Rohre mit dünnerer Wandstärke im Außendurchmesserbereich von 1.5″ bis 4″, jedoch nur eingeschränkt für dickere Rohre. Bandraupen sind für dickere Wände bei großen Durchmessern geeignet. Kaltverschraubungswerkzeuge für die Innenmontage geben die maximale Wandstärke pro Hartmetalleinsatz an – typischerweise 25–75 mm, abhängig von der Modellklasse. Vergleichen Sie die maximale Wandstärke mit Ihrer dicksten Wandstärke gemäß Norm, nicht mit der Nennangabe.
- Die Oberflächenrauheit, gemessen an Ihrer Rohrgüte, beträgt laut AWS D1.1:2020 bis zu 1,000 µin (25 µm) bei thermisch geschnittenen Oberflächen. Kaltgewalzte Wendeschneidplatten erzielen Ra-Werte von 3.2–6.3 µm (125–250 µin) – vier- bis achtmal glatter als der Grenzwert nach D1.1. Bei Rohrleitungen für Kernkraftwerke, Unterwasseranlagen oder pharmazeutische Anlagen, bei denen die Spezifikation über D1.1 hinausgeht, fordern Sie vor der Bestellung einen Demonstrationsschnitt an Ihrem tatsächlichen Rohr und Material an.
- Gesamtkosten pro Schnitt, nicht Maschinenanschaffungspreis: Eine Mathey Dearman 1SA zu 1,547 $ Die Kosten für Verbrauchsmaterialien pro Schnitt bei Kohlenstoffstahl sind sehr gering – es werden lediglich Gas und Schneidspitze benötigt. Ein Kaltbearbeitungswerkzeug kostet zwischen 4,000 und 10,000 US-Dollar, ist aber in der Anschaffung teurer, eliminiert jedoch den Schleifaufwand, der beim thermischen Schneiden von Legierungen anfällt. Kostenanalysen der Branche für P22-Chrom-Molybdän-Rohre zeigen, dass thermische Verfahren bei 1,000 Schnitten einen Arbeitsaufwand von 10,000 bis 18,000 US-Dollar verursachen, wenn Nacharbeiten aufgrund von Härteprüfungsfehlern berücksichtigt werden. Beim Kaltbearbeitungsverfahren belaufen sich die Verbrauchsmaterialkosten für die gleiche Menge auf 500 bis 1,500 US-Dollar. Vergleichen Sie beide Modelle mit Ihrem tatsächlichen jährlichen Schnittvolumen und Materialmix, bevor Sie eine Kaufentscheidung treffen.
Was kostet eine Rohranfasmaschine?
Einsteiger-Schweißgeräte mit Schweißsattel – z. B. Mathey Dearman MSA oder vergleichbar – sind ab 1,485 US-Dollar für das Basisgerät (ohne Brennerkörper) erhältlich. Tragbare Kaltschweißgeräte für Rohre bis 24 Zoll kosten ab 1,565 US-Dollar und können für robuste Ausführungen für dickwandige Rohre über 10,000 US-Dollar kosten. Bandschweißgeräte für Rohre mit stumpfem Durchmesser und automatische motorisierte Einheiten kosten zwischen 15,000 und über 30,000 US-Dollar. Gebrauchte Schweißgeräte mit Schweißsattel werden auf Online-Plattformen für überschüssige Ausrüstung und auf Messen für Schweißanlagen im Durchschnitt für 40–60 % des Preises einer Standardinstallation angeboten, inklusive Mitnehmer und Distanzstücke. Es wird empfohlen, vor dem Kauf eines Gebrauchtgeräts die Vollständigkeit der Hardware zu überprüfen, da alternative Distanzstücke und Mitnehmer einen erheblichen Teil des Gesamtpreises ausmachen.
Markttrends für Rohranfasmaschinen bis 2030
Der globale Markt für Fasenmaschinen wurde 2023 auf 359.83 Millionen US-Dollar geschätzt und soll Prognosen zufolge bis 2030 mit einer durchschnittlichen jährlichen Wachstumsrate (CAGR) von 4.3 % auf rund 483 Millionen US-Dollar anwachsen (Maximize Market Research). Drei Trends beeinflussen die Kaufentscheidungen für Maschinen innerhalb dieses Wachstumszyklus.
Der Elektrosektor entwickelt sich schneller als der Gesamtmarkt. Elektrische Rohranfasmaschinen stellen ein eigenes Marktsegment dar, das 2024 einen Wert von rund 450 Millionen US-Dollar erreichte und bis 2034 mit einer durchschnittlichen jährlichen Wachstumsrate (CAGR) von 6.8 % auf geschätzte 850 Millionen US-Dollar anwachsen wird (Reports and Data). Treiber dieses Wachstums ist die Kombination aus programmierbarer Drehzahlregelung und funkenfreiem Betrieb, wodurch der Einsatz an Orten ermöglicht wird, an denen offenes Feuer verboten und keine pneumatische Infrastruktur vorhanden ist.
Die Nachfrage nach tragbaren Fasenschneidanlagen dürfte im Jahr 2025 sprunghaft angestiegen sein. Das Suchvolumen für „tragbare Fasenmaschine“ stieg zwischen April und September 2025 um rund 700 % – von durchschnittlich 40 monatlichen Suchanfragen auf einen Höchstwert von 320. Dieser Anstieg korreliert mit dem beschleunigten Bau von LNG-Terminals und der Instandhaltung von Offshore-Plattformen. Beides erfordert Ausrüstung, die mit dem Team transportiert werden kann, anstatt in einer festen Werkstatt stationiert zu sein. Die Nachfrageverlagerung hin zu tragbaren Geräten kommt sowohl den manuellen Sattelmaschinen von Mathey Dearman als auch den kompakten Kaltbearbeitungswerkzeugen zugute, die die Einsatzteams im Werkzeugkasten mitführen.
Das Wachstum des US-Marktes liegt etwas über dem globalen Wachstum. Für Nordamerika wird bis 2033 ein durchschnittliches jährliches Wachstum von 5.2 % prognostiziert (zuverlässige Marktprognose), das auf den Ausbau von Erdgasleitungen und die Erneuerung der Wasserinfrastruktur im Rahmen des Infrastructure Investment and Jobs Act von 2021 zurückzuführen ist.
Für Ausrüstungskäufer deutet der Trend darauf hin, dass Kaltwerkzeuge gegenüber reinen Flammenschneidanlagen an Bedeutung gewinnen, insbesondere wenn Dokumentationsanforderungen, Arbeiten in explosionsgefährdeten Bereichen oder die Verwendung von Legierungsrohren Teil des Projektumfangs sind. Der Kernmarkt von Mathey Dearman – der Bau von Hauptleitungen aus Kohlenstoffstahl in offenem Gelände – wächst weiterhin im gleichen Maße wie der Gesamtmarkt, wobei Kaltwerkzeuge bei Anlagenanschlüssen und LNG-Terminals projektbezogen an Bedeutung gewinnen.
Häufig gestellte Fragen
Ist die Mathey Dearman Fasenmaschine dasselbe wie eine Rohrfasenmaschine?
Im Fachjargon von Pipeline-Bauarbeitern werden die Begriffe „Mathey Dearman“ und „Rohranfasmaschine“ manchmal synonym verwendet (ähnlich wie „Kleenex“ und „Taschentuch“). Bei Sattel-Autogen-Rohranfasmaschinen, wie der hier erwähnten, bezeichnen beide Begriffe im nordamerikanischen Pipelinebau dieselbe Maschine. Da die Mathey-Dearman-Sattelmaschine bei den meisten nordamerikanischen Pipelineprojekten mit Abstand die dominierende Marke ist, hat sich sogar der Markenname allgemein als Kurzform für diese Kategorie etabliert. Genauer gesagt kann „Rohranfasmaschine“ jedes beliebige Werkzeug zum Anfasen eines Rohrendes zur Vorbereitung der Schweißverbindungen bezeichnen (z. B. Kalt-Innenmontagewerkzeuge, Plasmaschneidanlagen und Blechfasenfräsen), jedoch nicht die Mathey-Dearman-Maschine. Unabhängig von der Marke der Maschine weist der Vorarbeiter die Mannschaft also an, „die Mathey Dearman zu holen“, wenn sie eine Sattel-Flamm-Anfasmaschine benötigen.
Kann eine Mathey Dearman Maschine in einem Arbeitsgang schneiden und fasen?
Ja, diese Ein-Pass-Maschine benötigt nur eine Umdrehung des Brennerkopfes um den Rohrumfang, um gleichzeitig die Rohrwandstärke zu durchtrennen und die Schweißnaht-Fasenfläche zu erzeugen. Die Drehneigung des Brennerkopfes bestimmt den Fasenwinkel (üblicherweise 30°, 37.5° oder 45°), sodass beide Schneidvorgänge in einem einzigen Durchgang erledigt werden. Dieses Prinzip bietet auch EZ Pipecut mit seinen Ein-Pass-Maschinen zum Fasenschneiden und anschließenden Fasen an. Da sie Schneiden und Fasen in einem einzigen Arbeitsgang durchführen, sind die Sattelmaschinen von Mathey Dearman im Allgemeinen schneller als die Verfahren mit separatem Schneid-und-Fasen-Verfahren, die Zwischenschritte und eine Handhabung erfordern.
Muss beim Brennschneiden mit einer Mathey Dearman immer vor dem Schweißen geschliffen werden?
Nein. AWS D1.1:2020, Abschnitt 5.15.4.3, erlaubt thermisch geschnittene Kohlenstoffstahlrohre, wenn die Oberflächenrauheit 1,000 µin (25 µm) nicht überschreitet. Eine ordnungsgemäß gewartete Mathey-Dearman-Sattelmaschine kann diesen Standardzustand für A106- oder API-5L-Rohre standardmäßig ohne Schleifen erreichen. Schleifen ist erforderlich, wenn die Oberflächenrauheit 1,000 µin überschreitet, Schleifspuren und andere Beschädigungen auftreten oder die Material- bzw. Projektspezifikation die D1.1-Grundnorm nur geringfügig verbessert.
Worin besteht der Unterschied zwischen der Mathey Dearman Sattelmaschine und dem Bandschlepper?
Die Sattelmaschine wird mittels Stufenabstandshaltern oder Mitnehmern direkt am Rohrquerschnitt befestigt; eine zusätzliche Umwicklung des Rohrs mit weiteren Befestigungselementen ist nicht erforderlich. Ihr Anwendungsbereich umfasst Rohre mit einem Außendurchmesser von 1.5″ bis 20″ (3SA und MSA). Der Band-Crawler wird mittels eines flexiblen Edelstahlbandes befestigt, das um das Rohr mit großem Umfang (10″ bis 60″ Außendurchmesser) gespannt wird, und verfügt über einen motorisierten Schlitten, der den Brennerkopf bewegt. Herkömmliche Sattelmaschinen sind durch die Rohrspannweite begrenzt; der Einsatz von Band-Crawlern ermöglicht die Rohrendbearbeitung in einem breiteren Durchmesserbereich.
Wie schneidet RESIZE beim Kaltfasen im Vergleich zu Mathey Dearman bei alltäglichen Rohrleitungsarbeiten ab?
Bei Projekten mit dem Bau von Fernleitungen unter Verwendung von API 5L-Rohren der Güteklasse B im Freien (am Boden) ermöglichen Sattelbohrmaschinen einen schnelleren Arbeitsbeginn, sind pro Schnitt kostengünstiger und benötigen keine elektrische Energie. Bei Anlagenstillständen in Raffinerien, LNG-Anlagen oder ähnlichen Einrichtungen sowie bei der Verwendung von Stahl der Güteklasse P11 in Kombination mit mobilen Heißarbeitsbedingungen entfallen bei Kaltbohrsystemen die zusätzlichen Inspektionsschritte und die Behandlung der Wärmeeinflusszone (WEZ). Dadurch entfallen auch die Vorbereitungsarbeiten an der WEZ, die Wärmebehandlung zur Reduzierung der WEZ und die mit dem thermischen Verfahren verbundenen Genehmigungspflichten für Heißarbeiten. Beide Verfahren sind valide Optionen; die Entscheidung hängt von der Güteklasse des Rohrmaterials, der Sicherheitsrisikokategorie der Baustelle oder den Projektspezifikationen ab, nicht jedoch von der Marke. Vergleichstabelle oben und der Seite zum Ändern der Größe von Fräs- und Fasenmaschinen Die vollständigen Spezifikationen und Preise finden Sie hier.
Wo kann ich Mathey Dearman Fasenmaschinen und Ersatzteile kaufen?
Mathey Dearman-Schweißgeräte werden über autorisierte Schweißfachhändler in ganz Nordamerika vertrieben. Rigweldersupply.com bietet das komplette Sortiment an Sattelschweißgeräten (MSA bis 3SA) sowie PLASMASPEED-Nachrüstsätze mit veröffentlichten Preisen an. Airgas-Niederlassungen und unabhängige Schweißfachhändler führen gängige Sattelschweißgeräte. Bitte beachten Sie, dass Mathey Dearman Sattelschweißgeräte hauptsächlich auf dem nordamerikanischen Markt anbietet; internationale Bestellungen haben über die Vertriebskanäle der SFE Group längere Lieferzeiten. Gebrauchte Maschinen sind üblicherweise bei Händlern für Rohrleitungsausrüstung und auf Auktionen für Schweißfachbedarf erhältlich. Achten Sie darauf, möglichst viele Stufenabstandshalter und Mitnehmer zu erwerben, da diese Komponenten einen großen Teil des Wertes des Bausatzes ausmachen und einzeln schwer zu beschaffen sind.
Ähnliche Artikel
- H&M Rohrabkantmaschine: Vollständiger Leitfaden und Vergleich
- Rohranfasenmaschine: Typen, Spezifikationen & Wie man die richtige auswählt
- Ratgeber für den Kauf von Rohrabschrägmaschinen: Was Sie vor dem Kauf wissen sollten
- Was ist eine Fasenmaschine? Anwendungen, Typen & Auswahlhilfe
- Anfasen vs. Fasen: Die wichtigsten Unterschiede für Schweißer erklärt









{kind=link}
{kind=link}
{kind=link}
{kind=link}