
Le soudage TIG (soudage au tungstène sous gaz inerte) est reconnu comme le procédé de soudage le plus précis et de haute qualité, permettant de réaliser des soudures épaisses ou fines sur tous types de métaux. Cependant, même les soudeurs qualifiés peuvent rencontrer des problèmes susceptibles de compromettre la qualité et l'aspect de leur travail. Ces problèmes, tels que la porosité et les fissures, les contaminants et les joints insuffisants, peuvent nuire à la productivité, augmenter les coûts et contribuer à des défaillances structurelles. Cet article vise à fournir au soudeur les connaissances nécessaires pour identifier et corriger les problèmes courants du soudage TIG. Les solutions mises en œuvre permettront d'améliorer la qualité, l'efficacité et la durabilité des projets de soudage. Vous trouverez ci-dessous les problèmes les plus fréquents liés au soudage TIG, leurs causes et quelques solutions pour les atténuer.
Key A emporter
La maîtrise du soudage TIG exige un équilibre entre une préparation propre des matériaux, une protection gazeuse précise et une technique de l'opérateur raffinée afin d'éviter les défauts structurels courants tels que la porosité et les fissures.
Introduction au soudage TIG

Soudage TIG, ou Soudage à l'arc au gaz tungstène Le soudage TIG (GTAW) est une méthode très efficace pour l'assemblage des métaux. Il convient à une large gamme d'applications précises et adaptables. L'arc électrique utilise une électrode de tungstène non consommable pour réaliser la soudure, la zone de soudure étant protégée de toute contamination atmosphérique par un gaz inerte (généralement de l'argon). Le soudage TIG est généralement reconnu pour produire des soudures plus résistantes et plus propres, et est particulièrement adapté aux opérations de précision dans des secteurs tels que l'aérospatiale, ainsi que la fabrication de véhicules et de pièces métalliques industrielles. Ce procédé est extrêmement adaptable et fonctionne aussi bien avec différents métaux, comme l'aluminium, l'acier inoxydable et le titane. Cependant, il nécessite un soudeur qualifié pour une mise en place correcte et, avec un peu de pratique, pour obtenir d'excellents résultats.
Qu'est-ce que le soudage TIG ?
Le soudage TIG (GTAW), également appelé soudage à l'arc sous protection gazeuse de tungstène, est un procédé de soudage utilisant des électrodes de tungstène non fusibles. Ce procédé intègre une protection par gaz inerte afin de préserver la zone de soudure de l'oxydation et des contaminants atmosphériques. Il est particulièrement efficace pour réaliser des soudures propres et de haute qualité sur des matériaux tels que l'acier inoxydable, l'aluminium et les alliages de cuivre. Le soudage TIG est souvent privilégié dans les secteurs où la précision et la résistance mécanique des soudures sont primordiales, comme l'aérospatiale, l'automobile et la fabrication industrielle.
Applications du soudage TIG
Le soudage TIG révolutionne de nombreux secteurs industriels grâce à sa précision, sa durabilité absolue et son esthétique. Dans l'aérospatiale, il permet de réaliser des structures légères et ultra-résistantes, comme les cellules d'avions et les aubes de turbines, soumises aux contraintes environnementales les plus extrêmes. Dans l'automobile, le soudage TIG est indispensable à la fabrication de composants sur mesure, de systèmes d'échappement et de panneaux de carrosserie, où seule une soudure parfaite est acceptable. Dans le secteur industriel, il est fréquemment utilisé pour la fabrication d'équipements et de structures en alliages complexes, garantissant ainsi leur intégrité. Enfin, dans le BTP, le soudage TIG est couramment employé pour la production de réservoirs et de cuves verticales, de pipelines et de la quasi-totalité des équipements médicaux. Ses soudures non contaminantes et précises assurent sécurité et fonctionnement optimal.
Avantages du soudage TIG pour les travaux de précision
Le soudage TIG (Tungsten Inert Gas) est reconnu pour son incroyable précision et sa maîtrise, ce qui en fait un outil idéal pour les applications exigeant une grande rigueur. Il permet d'obtenir des soudures propres et de haute qualité sans métal d'apport, garantissant ainsi une contamination minimale et une esthétique irréprochable. Les matériaux fins et les alliages spéciaux font partie des substances que le soudage TIG soude avec aisance, grâce à un apport de chaleur réduit, ce qui le rend particulièrement adapté aux matériaux déformés ou structurellement fragilisés. La polyvalence du procédé de soudage garantit son application à une grande variété de métaux, notamment l'acier inoxydable, l'aluminium et le titane, pour une qualité de soudure constante même dans des environnements industriels difficiles. Ces atouts font du soudage TIG un incontournable pour toute industrie exigeant précision, fiabilité et durabilité.
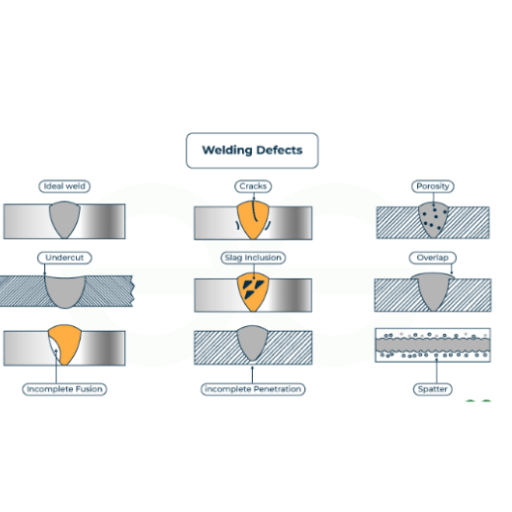
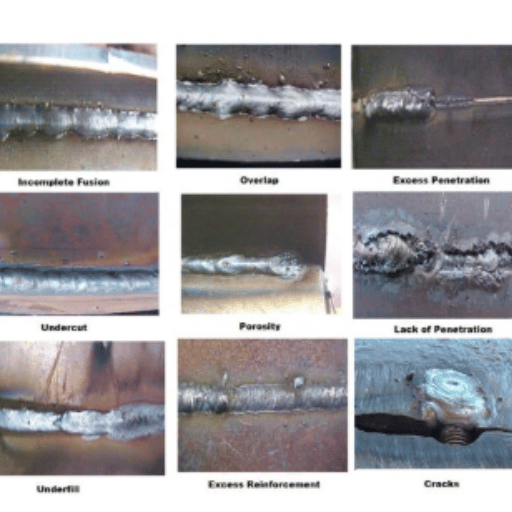
Défauts courants de soudage TIG
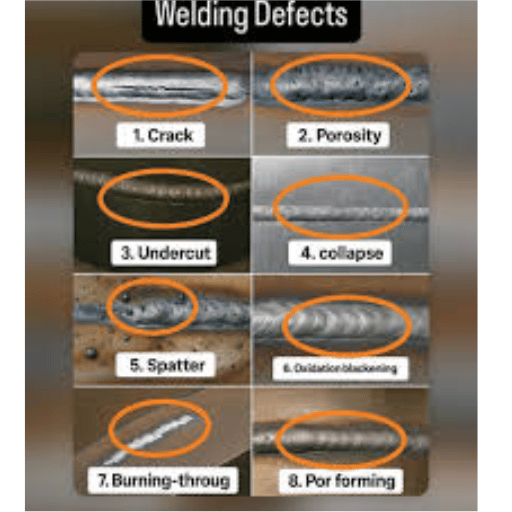
- 1
Porosité
Ce problème s'explique par la présence de gaz emprisonné dans la soudure. Ce défaut peut fréquemment fragiliser l'assemblage. Dans la plupart des cas, les problèmes de porosité sont dus à un matériau de base impur, à un flux de gaz incorrect ou à l'humidité. - 2
Cracking
Les fissures qui apparaissent soit au moment du soudage, soit après celui-ci, peuvent être causées par un apport de chaleur excessif, une vitesse de refroidissement critique ou un choix de matériau inapproprié effectué à la hâte. - 3
Sous-cotation
Le sous-dépouillement est un défaut qui se manifeste par une rainure sur le bord d'une soudure d'angle, souvent imputé à une vitesse ou un apport de chaleur élevés. - 4
Fusion incomplète
Une fusion incomplète se produit si le métal d'apport ne pénètre pas et ne s'incorpore pas efficacement au métal de base, généralement en raison d'un chauffage insuffisant ou d'une mauvaise mise en œuvre. - 5
Contamination
La contamination du soudeur, sous forme d'huile, de saletés ou d'oxydes sur la pièce ou le métal d'apport, engendre une soudure fragile et instable. Il convient donc d'accorder une grande importance aux traitements de surface. - 6
Surchauffe
Une chaleur excessive induit des déformations dans le matériau de base et diminue ses propriétés mécaniques, ce qui entraîne des défauts esthétiques.
Porosité des soudures TIG
La cause la plus fréquente de porosité dans les soudures TIG (Tungsten Inert Gas) est le piégeage de gaz dans le bain de fusion lors de la solidification. Ce défaut peut résulter d'une contamination du métal de base ou du fil d'apport par l'humidité, l'huile ou la graisse, d'une perforation de la gaine de protection gazeuse ou d'une exposition des matériaux à une forte humidité. Pour éviter la porosité, il est impératif d'utiliser des matériaux propres et de contrôler rigoureusement le débit de gaz et l'arc de soudage. Le soudage en environnement contrôlé et la préparation de matériaux de qualité optimale permettent de réduire considérablement le risque de porosité.
Problèmes de fissuration en soudage TIG
Plusieurs facteurs peuvent être à l'origine de la fissuration lors du soudage TIG, notamment un apport de chaleur inadéquat, la composition du matériau et les contraintes thermiques. Ces fissures peuvent se présenter sous forme de fissures profondes formées lors de la solidification à haute température et de fissures superficielles apparaissant après le refroidissement de la soudure. La compatibilité des métaux d'apport, le préchauffage préalable des métaux épais ou trempables si nécessaire, et la maîtrise de la vitesse de refroidissement pour minimiser les contraintes sont essentiels pour prévenir la fissuration. De plus, une conception appropriée du joint et l'élimination des défauts de soudage tels que les caniveaux ou les pénétrations excessives contribuent grandement à réduire les risques de fissuration. Le respect de ces principes garantit des joints soudés résistants et fiables.
Problèmes de contamination
Les contaminants issus du soudage peuvent être de nature diverse : saletés, huile, eau, traces de surface, etc., provenant de la préparation du métal de base et du métal d'apport. Ces contaminants peuvent engendrer des défauts de soudure, tels que des zones poreuses ou présentant de nombreuses inclusions, susceptibles de compromettre les propriétés mécaniques du joint soudé. Pour limiter la contamination, il est indispensable de veiller à la propreté des surfaces avant soudage, d'utiliser des matériaux d'apport stockés, manipulés et appliqués de manière responsable, et de maintenir une atmosphère contrôlée afin d'éviter toute contamination atmosphérique. La mise en œuvre de ces pratiques garantit une soudure de haute qualité, assurant une longue durée de vie aux structures soudées.
⚠️ Note importante concernant les inclusions de tungstène
Les inclusions de tungstène constituent un défaut majeur en soudage, généralement dû à des erreurs mineures lors du soudage TIG, principalement liées à une manipulation inadéquate ou à une usure excessive des électrodes. Ces inclusions agissent comme des défauts structurels et peuvent provoquer des fissures sous contrainte. Les soudeurs doivent veiller à une préparation adéquate des électrodes et éviter tout contact entre celles-ci et le bain de fusion.
Causes profondes des défauts de soudage TIG
- •
Protection gazeuse incorrecte : Un débit insuffisant ou un choix de gaz inapproprié entraînent une contamination atmosphérique et une porosité. - •
Contamination des surfaces : L'huile, la graisse et l'oxydation présentes sur le matériau de base compromettent l'intégrité de la soudure. - •
Apport de chaleur incorrect : Une chaleur trop forte ou trop faible entraîne une déformation, des fissures ou une réduction de la résistance structurelle. - •
Mauvaise préparation des électrodes : Des électrodes contaminées ou mal formées provoquent une instabilité de l'arc. - •
Technique de l'opérateur : Une vitesse irrégulière, des angles de torche incorrects et des passes incohérentes créent des soudures non uniformes.
Débit de gaz de protection inadéquat
La qualité du soudage TIG est fortement influencée par un débit de gaz inamorçant inadéquat, qu'il soit insuffisant ou excessif. Un débit trop faible peut entraîner une contamination du bain de fusion par des gaz atmosphériques tels que l'oxygène ou l'azote, ce qui peut provoquer une oxydation, des porosités, voire des fissures dans les soudures. À l'inverse, un débit trop élevé peut engendrer des turbulences, introduisant ainsi de l'air indésirable dans la zone de soudage et réduisant l'efficacité de la protection. Il est donc essentiel de maintenir un débit constant et approprié, généralement compris entre 15 et 20 CFH (pieds cubes par heure) selon la configuration du joint et les matériaux. Un contrôle régulier des conduites de gaz, des débitmètres et des torches, ainsi que le respect des réglages recommandés par le fabricant, garantissent un environnement de protection optimal et améliorent la qualité des soudures.
Erreurs de préparation du matériel
Les erreurs de préparation des matériaux constituent la principale cause de défaillance de la qualité des soudures, qu'il s'agisse d'un nettoyage insuffisant, d'une préparation des bords incorrecte ou de l'utilisation de matériaux incompatibles. La présence de rouille, d'huile, de peinture ou d'autres contaminants introduit des impuretés dans le bain de fusion, compromettant ainsi la porosité gazeuse et l'intégrité du cordon. De plus, la précision de la préparation des bords (chanfreinage et alignement) influe directement sur la pénétration et l'assemblage. Par conséquent, la vérification de la compatibilité des matériaux avec la composition de l'alliage est essentielle pour éviter les défauts métallurgiques, tels que les fissures. Non seulement les méthodes permettant de minimiser ces erreurs sont conformes aux réglementations et aux normes générales, mais des contrôles appropriés renforcent également la fiabilité des pièces fabriquées.
Niveau de compétence et de technique de l'opérateur
Les machines à souder exigent une grande expertise, car il est crucial de respecter scrupuleusement les réglages de l'équipement, la configuration des joints et les techniques de soudage. Les opérateurs expérimentés veillent à utiliser la vitesse de déplacement, l'apport de chaleur et l'angle de la torche appropriés afin d'obtenir un joint avec un cordon de soudure de taille adéquate et une pénétration suffisante. La formation continue et la certification des opérateurs, conformes aux normes industrielles, sont essentielles, car des méthodes inappropriées peuvent engendrer des défauts tels que la porosité, les caniveaux ou une fusion insuffisante. L'amélioration des compétences des opérateurs contribue directement à l'augmentation de la productivité, de la sécurité et à la qualité du soudage.
Prévention des défauts de soudage TIG

????
Meilleures pratiques de prévention
- ✓ Utilisez le gaz de protection approprié : Confirmer l'utilisation d'argon ou d'un mélange argon-hélium en fonction des exigences du matériau.
- ✓ Préparer soigneusement le matériel : Éliminer toute la saleté, l'huile et les oxydes à l'aide d'une brosse métallique ou par décapage chimique.
- ✓ Entretenir correctement l'équipement : Vérifiez l'état des consommables, l'absence de fuites et l'intégrité des câbles.
- ✓ Utilisez les procédures de soudage appropriées : Concentrez-vous sur l'angle de la torche, la longueur de l'arc et une vitesse de déplacement constante.
- ✓ Surveiller les conditions environnementales : Réduisez l'exposition aux courants d'air pour maintenir la couverture de gaz.
Maintien de la propreté des matériaux
Le maintien de matériaux propres est essentiel à la qualité et à l'intégrité du soudage et doit être effectué correctement en permanence. Les impuretés telles que l'huile, la graisse, la rouille, la peinture ou la saleté empêchent un soudage correct et entraînent des défauts comme la porosité ou les inclusions. Parmi les méthodes de nettoyage acceptables, on peut citer l'utilisation de dégraissants et de solvants, de brosses métalliques ou le meulage mécanique, selon le niveau de contamination de la surface. Un chiffon propre et non pelucheux, ainsi que des produits de nettoyage doux et non corrosifs, seront utilisés pour éliminer toute trace de résidus. Le maintien de matériaux propres en permanence est une pratique essentielle qui conditionne la qualité de la soudure.
Choisir le bon métal d'apport
Le choix du métal d'apport est déterminant pour obtenir une pièce soudée présentant une résistance suffisante et une excellente résistance à la corrosion. Il convient de prendre en compte la composition chimique des matériaux de départ, les propriétés mécaniques recherchées et l'environnement d'utilisation de la pièce finale. Par conséquent, l'alliage du métal d'apport doit être très similaire à celui du matériau de base afin de minimiser les risques de fissuration et d'assurer la conformité, cause probable d'une fusion incomplète. Les spécifications du métal d'apport doivent respecter les normes de construction internationales, telles que les normes AWS, afin de garantir la continuité et la performance du soudage. Une évaluation rigoureuse de tous ces facteurs permet d'obtenir les meilleures performances possibles de la structure soudée.
Assurer une couverture en gaz adéquate
Lors du soudage, un gaz de protection adapté est essentiel pour obtenir des soudures de qualité et prévenir les défauts tels que la porosité et l'oxydation. Pour garantir une protection optimale, il est impératif de choisir le type de gaz de protection approprié ainsi qu'un débit adapté au procédé de soudage et au matériau. L'utilisation d'argon ou de mélanges riches en argon est recommandée, permettant généralement d'obtenir une protection et une stabilisation de l'arc optimales, que ce soit en soudage TIG ou MIG. La propreté de la buse et l'orientation correcte de la torche contribuent également à prévenir les turbulences gazeuses. Les facteurs environnementaux, tels que le vent et les courants d'air, doivent être minimisés car ils peuvent perturber l'enveloppe de gaz de protection. Le respect de ces bonnes pratiques garantit un soudage de qualité, sans distraction, dans une cabine de soudage spacieuse et un poste de travail adapté.
Maintenance et étalonnage réguliers de l'équipement
L'entretien et l'étalonnage des équipements standard sont primordiaux pour garantir des performances de soudage optimales et répondre aux exigences de qualité les plus strictes. L'entretien comprend le contrôle régulier des consommables de la ligne de soudage, notamment les pointes de contact, les buses et les gaines, afin de détecter toute usure. Les consommables doivent être remplacés dès qu'ils sont suffisamment usés pour entraîner une formation irrégulière de la soudure. De plus, l'étalonnage des machines à souder assure que l'ampérage et la tension de sortie sont conformes aux valeurs spécifiées, nécessaires au respect des normes industrielles. Négliger un entretien régulier comme celui-ci, c'est s'exposer à des pannes de machine et, par conséquent, à des soudures de mauvaise qualité. Or, cela ne fait qu'allonger le temps de brasage et, de ce fait, augmenter les coûts de production. C'est pourquoi l'entretien et l'étalonnage réguliers, variables essentielles de notre métier, sont indispensables.
Dépannage des problèmes courants de soudage TIG
| Problème | Cause probable | Solution |
|---|---|---|
| Porosité | Gaz de protection inadéquat ou contaminants | Vérifier le débit (15-25 pi³/h) et nettoyer les matériaux |
| Cracking | Problèmes de chaleur ou matériau de remplissage incompatible | Ajustez l'ampérage et utilisez un produit de remplissage compatible. |
| Mauvais début d'arc | tungstène terne ou contaminé | Rebroyer le tungstène et vérifier l'ampérage de démarrage |
| Manque de pénétration | Courant insuffisant ou ajustement | Augmenter l'ampérage et améliorer l'alignement des articulations |
| Chaleur excessive | vitesse de déplacement lente ou ampérage élevé | Augmentez la vitesse ou utilisez les paramètres de fréquence cardiaque. |
Identification et diagnostic des défauts
Porosité
La porosité est le défaut de soudure le plus fréquent et se caractérise par la présence de poches de gaz ou de vides dans la soudure. Elle peut être due à une contamination (quelle qu'en soit la cause), à un gaz de protection insuffisant ou à une forte humidité de l'électrode consommable. On peut la détecter en vérifiant si du gaz a été aspiré dans le joint. Pour déceler la porosité, examinez la section transversale de la soudure à la recherche de vides visibles et assurez-vous que tous les matériaux, y compris le métal de base et le métal d'apport, sont parfaitement propres et secs. Vérifiez le débit du gaz et protégez le système de gaz de protection de toute contamination atmosphérique.
Cracking
La fissuration se produit généralement lors du refroidissement ou de la solidification et est souvent attribuée à des contraintes résiduelles élevées, à des propriétés de matériaux inégales et à des vitesses de refroidissement trop rapides. Le diagnostic des fissures repose sur l'observation au microscope ou sur des essais non destructifs (END), notamment les ultrasons ou le ressuage. Il est possible de limiter ce défaut en modifiant les pratiques de préchauffage et de refroidissement après soudage, et en examinant le choix des matériaux et la conception des joints afin de prévenir les concentrations de contraintes localisées.
Stratégies pour surmonter les difficultés de soudage
Une approche adéquate pour traiter les défaillances des assemblages soudés repose sur la combinaison et la mise en œuvre rigoureuse de la sélection des éléments, incluant des éprouvettes, des spécifications préalables et des programmes de surveillance complets et rigoureux. Le choix de deux matériaux présentant une dilatation thermique et une composition chimique similaires contribue à limiter les risques d'imperfections telles que les fissures ou la porosité. Ceci permet également d'améliorer la qualité des performances grâce à des paramètres de soudage comme la tension et le courant, d'ajuster la vitesse de déplacement aux valeurs recommandées, et de maintenir un apport de chaleur et une qualité de fusion aussi constants que possible. Le préchauffage permet généralement de réduire les contraintes, ce qui permet d'adapter correctement la méthode et de minimiser les déformations. L'utilisation de méthodes comme le soudage pulsé pour l'automatisation permet d'atteindre une haute précision opérationnelle et de minimiser les erreurs de l'opérateur. Idéalement, les contrôles post-soudage peuvent exploiter les essais non destructifs (END) pour identifier précocement les défauts et apporter les modifications nécessaires. Ces stratégies contribuent à la réalisation de soudures de haute qualité tout en minimisant les temps d'arrêt de production.
Exemples concrets de résolution de problèmes
Un exemple d'approche efficace de résolution de problèmes dans le domaine du soudage avancé consiste à prévenir les défauts de soudage dans la fabrication aérospatiale. Les fabricants ont intégré des systèmes de soudage automatisés équipés de capteurs qui mesurent directement les différents paramètres (température, tension et vitesse) nécessitant une surveillance en temps réel. Cette approche minimise non seulement les risques d'erreurs humaines, mais garantit également la précision et la qualité des soudures pour les composants critiques. De plus, l'intégration de méthodes de contrôle non destructif (CND) améliorées, notamment le contrôle par ultrasons, permet de vérifier les critères d'inspection. Les microfissures peuvent ainsi être détectées au plus tôt, évitant ainsi les défaillances potentielles dues à un dysfonctionnement en cours de fonctionnement. L'association de solutions technologiques à un contrôle précis des processus met en lumière l'enjeu primordial de la résolution de problèmes pour atteindre les normes exigeantes de l'industrie.
Sources de référence
- Soudage et soudeur : Défauts, problèmes et prévention courants du soudage TIG.
- Soudures Miller : Comment résoudre 10 problèmes courants de soudage TIG.
- Redimensionner la réparation par soudure : Correction des 10 défauts de soudure TIG.
- Patron : Défauts de soudure courants et comment les prévenir.
- Université ESAB : Guide des défauts de soudure.
Foire Aux Questions (FAQ)
Q : Quels sont les inconvénients les plus courants de l'utilisation du soudage TIG ?
A : Les défauts courants sont la porosité, le manque de fusion, les contre-dépouilles, les projections excessives et les fissures.
Q : Qu’est-ce qui provoque la porosité dans le processus de soudage TIG ?
A : Cela est dû à une contamination ou à une protection gazeuse inadéquate. Cela peut également être causé par l'humidité dans l'atmosphère de soudage.
Q : Comment éviter le défaut de fusion lors du soudage TIG ?
A : Utilisez la bonne puissance de chauffe et veillez à la propreté des surfaces. La soudure doit également être effectuée avec l'angle et la vitesse appropriés.
Q : Quelle est la fonction de Gaz de protection en soudage TIG ?
A : La fonction du gaz de protection, généralement l'argon, est de protéger le bain de fusion de la contamination par l'oxygène atmosphérique afin de préserver la qualité de la soudure.
Q : Qu'est-ce qui provoque des projections excessives lors du soudage TIG ?
A: Des projections excessives peuvent survenir en raison de réglages incorrects du courant, d'une mauvaise technique de soudage ou de pièces contaminées.









{kind=link}
{kind=link}
{kind=link}
{kind=link}