
TIG溶接(タングステン不活性ガス溶接)は、あらゆる形状の金属に厚肉溶接や薄肉溶接を施す、最も正確で高品質な溶接プロセスとして知られています。しかし、熟練した溶接工であっても、作業の品質や外観を損なう問題に直面することがあります。これらの問題には、気孔や割れ、汚染物質、接合不良などがあり、生産性の低下、コスト増加、構造的な欠陥につながる可能性があります。この記事の焦点は、溶接工がTIG溶接における一般的な問題を特定し、修正するための知識を身に付けることです。これらの解決策を実施することで、溶接プロジェクトの品質、効率、耐久性を向上させることができます。ここでは、TIG溶接に関連する最も一般的な問題、その原因、そしてそれらを軽減するための解決策をいくつか紹介します。
キーテイクアウェイ
TIG 溶接をマスターするには、きれいな材料の準備、正確なガスシールド、多孔性や割れなどの一般的な構造上の欠陥を回避するための洗練されたオペレーターのテクニックのバランスが必要です。
TIG溶接入門

TIG溶接、または ガスタングステンアーク溶接 GTAW(ティグ溶接)は、金属接合における非常に効率的な溶接方法です。高精度で柔軟性に優れた幅広い用途に適しています。アークは、消耗しないタングステン電極を用いて溶接を行い、溶接部は不活性ガス(通常はアルゴン)によって大気汚染から保護されます。TIG溶接は、より強固でクリーンな溶接部を生み出すことで知られており、航空宇宙産業、自動車産業、産業用金属加工などの分野での精密作業に適しています。このプロセスは非常に柔軟性が高く、アルミニウム、ステンレス鋼、チタンなど、様々な金属で同様に機能します。しかし、正しく設定するには熟練した溶接工が必要であり、少し練習すればかなり良い結果を得ることができます。
TIG溶接とは?
ガスタングステンアーク溶接(GTAW)は、TIG溶接またはタングステンアーク溶接とも呼ばれ、非消耗性のタングステン電極を用いて溶接を行う溶接プロセスです。この方法では、不活性ガスによるシールドにより、溶接部を酸化やその他の大気汚染物質から保護します。ステンレス鋼、アルミニウム、銅合金などの材料において、クリーンで高品質な溶接部を生成するのに非常に効果的です。TIG溶接は、航空宇宙、自動車、製造業など、精度と機械的な強度が極めて重要となる業界でよく採用されています。
TIG溶接の応用例
TIG溶接は、精度、絶対的な耐久性、そして溶接の美しさを求める産業界に旋風を巻き起こしています。航空宇宙分野では、TIG溶接は軽量構造と超耐久性を融合させています。例えば、最も過酷な環境ストレスに耐えなければならない機体やタービンブレードなどです。自動車分野では、完璧な溶接のみが求められるカスタムメイドの部品、排気システム、ボディパネルの製造において、TIG溶接は不可欠です。工業分野では、構造的完全性を確保するために、複雑な合金で作られた装置や構造物の製造にTIG溶接がよく用いられています。さらに、建設分野では、タンクや垂直容器、パイプライン、そしてほぼすべての医療機器の製造において、汚染のない確実な溶接が安全性と優れた操作性を保証するため、TIG溶接が最も一般的に採用されています。
精密作業におけるTIG溶接の利点
タングステンイナートガス溶接は、その驚異的な精度と制御性で知られており、細心の注意を要する用途に最適なツールです。フィラー材を使用せずにクリーンで高品質な溶接部を実現し、汚染を最小限に抑え、優れた美観を実現します。薄い材料や特殊合金もTIG溶接で容易に溶接できます。特に、熱入力が少ないという優れた特性を活かし、反りや構造上の問題を抱えた材料にも対応可能です。溶接プロセスの柔軟性により、ステンレス鋼、アルミニウム、チタンなど、様々な金属で溶接が可能となり、過酷な産業環境下でも安定した溶接を実現します。これらの特徴から、精度、信頼性、耐久性が求められるあらゆる業界にとって、TIG溶接は必須の技術となっています。
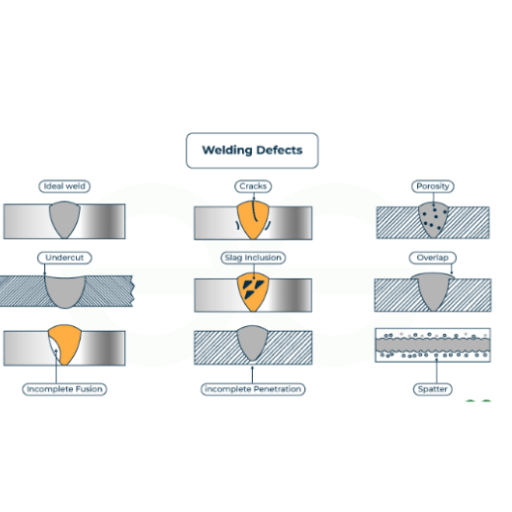
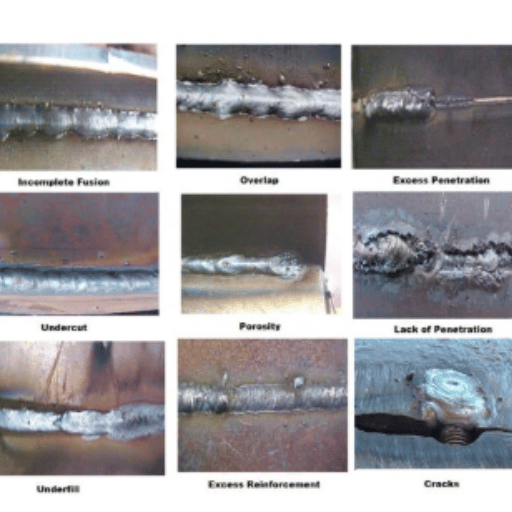
一般的なTIG溶接の欠陥
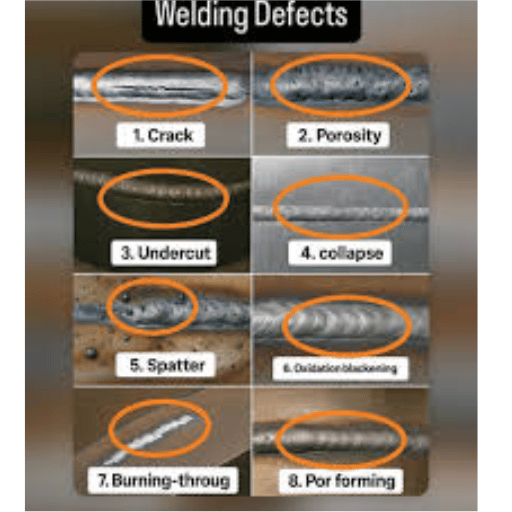
- 1
気孔
この問題の原因は、溶接部に閉じ込められたガスにあります。この欠陥は、接合部を頻繁に弱める可能性があります。多くの場合、気孔の問題は、母材の汚れ、ガスの流れの不適切さ、または湿気によって発生します。 - 2
クラッキング
溶接の瞬間に始まる、または溶接後に現れる亀裂は、入熱量が多すぎる、冷却速度が速すぎる、または急いで材料を誤って選択したことなどが原因で発生する可能性があります。 - 3
アンダーカット
アンダーカットは、隅肉溶接の端から溝として現れる欠陥であり、多くの場合、高速または熱入力が原因とされます。 - 4
不完全融合
不完全な融合は、通常、加熱が不十分であったり不適切なことが原因で、溶接金属が母材に浸透して効果的に追加されない場合に発生します。 - 5
汚染
溶接機による汚染は、ワークピースやフィラーに油、汚れ、酸化物が付着する問題であり、溶接強度が弱くなり、溶接安定性が著しく低下します。表面処理には特に注意が必要です。 - 6
過熱
過度の熱は基材に損傷を引き起こし、機械的特性を低下させ、外観上の欠陥につながります。
TIG溶接における気孔
タングステンイナートガス(TIG)溶接におけるポロシティの最も一般的な原因は、凝固中に溶融池内にガスが閉じ込められることです。この欠陥は、水分、油、グリースによる母材またはフィラーワイヤの汚染、適切なシールドガスの被覆の損傷、あるいは材料が高湿度に曝露されることなどにより発生する可能性があります。ポロシティの発生を防ぐには、清浄な材料を使用し、ガス流量と溶接アークを適切に制御する必要があります。管理された環境での溶接と最適な材料基準の準備により、ポロシティの発生確率を大幅に低減できます。
TIG溶接における割れの問題
TIG溶接における割れの原因はいくつかありますが、不適切な入熱、材料組成、熱応力などが挙げられます。これらの割れは、高温での凝固時に発生する高割れと、溶接部の冷却後に発生する低割れとして現れます。溶接割れを防止するには、フィラー材料の適合性、必要に応じて厚肉金属や硬化性金属を溶接前に加熱すること、そして応力を最小限に抑えるための冷却速度制御が重要です。さらに、適切な継手設計と、アンダーカットや過度の溶け込みなどの溶接欠陥の排除は、割れの発生確率を大幅に低減するのに役立ちます。これらの要因を遵守することで、溶接継手は強固で健全なものとなります。
汚染問題
溶接による汚染物質には、汚れ、油、水、表面マーカーなど、母材およびフィラーメタルの準備作業によって剥がれ落ちる様々な物質が含まれます。これらの汚染物質は、多孔質または介在物の多い溶接欠陥を引き起こす可能性があり、溶接継手の機械的特性を低下させる可能性があります。汚染を低減するには、溶接前にすべての表面を非常に清浄にし、責任を持って保管、取り扱い、塗布されたフィラー材を使用し、大気汚染物質への曝露を防ぐために雰囲気を管理する必要があります。これらの対策を実施することで、溶接構造物の長期的な耐久性を保証する高品質の溶接が保証されます。
⚠️ タングステンの含有に関する重要な注意事項
タングステン介在物は溶接における重大な欠陥であり、主にTIG溶接法における軽微な欠陥、特に不適切な取り扱いや電極の過度の摩耗によって発生します。これらの介在物は構造欠陥として作用し、応力を受けると割れにつながる可能性があります。溶接作業者は適切な電極の準備を行い、電極と溶融池の接触を避ける必要があります。
TIG溶接欠陥の根本原因
- •
不適切なガスシールド: 流量不足やガス選択の不適切さは、大気汚染や多孔性につながります。 - •
表面の汚染: 母材上の油、グリース、酸化物は溶接の完全性を損ないます。 - •
熱入力が正しくありません: 高温または低温では、歪み、ひび割れ、構造強度の低下が生じます。 - •
電極の準備が不十分: 電極が汚れていたり形状が悪かったりすると、アークが不安定になります。 - •
オペレーターのテクニック: 不均一な速度、誤ったトーチ角度、一貫性のないパスにより、不均一な溶接が発生します。
不適切なシールドガスの流れ
TIG溶接の品質は、ガス始動時の不適切な流量(少なすぎたり多すぎたり)に大きく影響されます。流量が低いと、酸素や窒素などの大気中のガスによる溶接プールの汚染を引き起こし、溶接部の酸化、気孔、さらには割れにつながる可能性があります。一方、流量が高いと乱流が発生し、溶接部に不要な空気が入り込み、シールド効果が低下する可能性があります。そのため、一定かつ適切な流量を維持することが重要です。通常、流量は接合部の構成や材質にもよりますが、15~20 CFH程度です。ガスライン、流量計、トーチを定期的に点検し、メーカー推奨の設定を遵守することで、最適なシールド環境を確保し、溶接品質を向上させることができます。
材料準備エラー
材料準備の誤りは、不十分な洗浄、不適切な端面処理、あるいは不適切な材料の使用などにより、溶接品質を低下させる重大かつ重大な問題です。錆、油、塗料、その他の汚染物質の存在は、溶接プールに不純物を導入し、ガス漏れやビード材料の健全性の低下を引き起こします。また、開先加工や位置合わせといった端面処理の精度は、溶接の溶け込みやはめあいに直接影響を及ぼします。したがって、合金組成に対する材料の適合性を確認することは、冶金学的欠陥(例えば、潜在的な割れ)を回避する上で不可欠です。一般的な標準ガイドラインに基づく規制内でこのような誤差を最小限に抑える方法を確立するだけでなく、適切な検査を実施することで、部品製造における信頼性を高めることができます。
オペレーターの技術とスキルレベル
溶接機は、機器の設定、接合部の構成、そして溶接技術を適切な方法で実施することが重要であり、その工程において最高のスキルが求められます。経験豊富なオペレーターは、適切なビードサイズと十分な溶け込みを持つ接合部を実現するために、適切な移動速度、入熱量、トーチ角度を使用するよう努力しています。不適切な方法は、接合完了時にポロシティ、アンダーカット、融合不良などの欠陥につながる可能性があるため、定期的なオペレーターのトレーニングと業界規格への適合性に関する認定は重要です。オペレーターのスキル向上は、生産性、安全性、そしてより高品質な溶接に直接貢献します。
TIG溶接欠陥の防止

💡
予防のためのベストプラクティス
- ✓ 適切なシールドガスを使用する: 材料要件に基づいてアルゴンまたはアルゴン-ヘリウム混合を確認します。
- ✓ 材料を徹底的に準備する: ワイヤーブラシまたは化学エッチングを使用して、すべての汚れ、油、酸化物を除去します。
- ✓ 機器を適切にメンテナンスする: 消耗品の摩耗、漏れ、ケーブルの整合性を確認します。
- ✓ 適切な溶接手順を使用する: トーチの角度、アークの長さ、および一貫した移動速度に焦点を当てます。
- ✓ 環境条件を監視します。 ガスのカバー範囲を維持するために、隙間風への露出を減らします。
清潔な材料の維持
材料を清潔に保つことは、溶接の品質と健全性を保つ上で重要であり、常に正しく行う必要があります。油、グリース、錆、塗料、汚れなどの不純物は適切な溶接を妨げ、気孔や介在物などの欠陥を引き起こします。適切な洗浄方法としては、表面の汚染レベルに応じて、脱脂剤や溶剤の使用、ワイヤーブラシ、機械研磨などがあります。残留物を除去するには、糸くずの出ない布と、低刺激性で非腐食性の洗浄剤を使用し、使い古した布で拭き取ります。材料を清潔に保つことは、真に構造化された完成溶接の基盤に影響を与える重要な作業であるため、常に清潔に保つ必要があります。
適切なフィラーメタルの選択
十分な強度と優れた耐食性を備えた溶接部品を得るには、フィラーメタルの選択が重要な役割を果たします。考慮すべき要素としては、出発材料の化学組成、目標とする機械的特性、そして最終製品が使用される環境などがあります。そのため、フィラーメタルの合金は母材と非常に類似したものを選ぶ必要があります。そうすることで、割れのリスクを最小限に抑え、不完全融合の原因となる可能性のある適合性を確保できます。フィラーメタルの仕様は、溶接の継続性と性能を確保するために、AWS規格などの国際建設規格に準拠する必要があります。これらすべての要素を慎重に評価することで、溶接構造の性能を最大限に引き出すことができます。
適切なガス供給の確保
溶接工程において、良好な溶接を実現し、気孔や酸化などの欠陥を防ぐためには、適切なガスカバーが不可欠です。最適なガスカバーを確保するには、溶接工程と材料の両方に適したシールドガスの種類と流量を選択することが不可欠です。必要に応じて、アルゴンまたはアルゴンを多く含む混合ガスを使用することで、通常、TIG溶接またはMIG溶接のいずれにおいても、最良のシールドとアークの安定性が得られます。また、ノズルを清潔に保ち、トーチを正しく配置することで、ガスの乱流を防ぐことができます。風速や通風といった環境要因は、シールドガスエンベロープ全体を乱す可能性があるため、最小限に抑える必要があります。これらの指導方法に従うことで、完全に良好でスムーズな溶接、広い溶接キャビネット、そして適切な作業場が確保されます。
定期的な機器のメンテナンスと校正
標準機器のメンテナンスと校正は、溶接性能と堅牢な低品質要件を満たす上で不可欠です。メンテナンスには、コンタクトチップ、ノズル、ライナーなど、溶接ラインの消耗品を定期的に分解し、摩耗がないか確認することが含まれます。消耗品は、溶接が不規則に形成されるほど摩耗したらすぐに交換する必要があります。さらに、溶接機の校正タイプは、電流値と電圧出力が規定値に適合していることを保証し、業界仕様を満たすために不可欠です。このような定期的なメンテナンスを怠ると、機械の故障につながり、結果として溶接品質の低下につながります。しかし、これはろう付け時間の増加につながり、ひいては生産コストの上昇につながります。だからこそ、この職業において非常に重要な要素である定期的なメンテナンスと校正は、譲れないものなのです。
TIG溶接の一般的な問題のトラブルシューティング
| 問題 | 推定原因 | 解決策 |
|---|---|---|
| 気孔 | 不十分なシールドガスまたは汚染物質 | 流量(15~25cfh)を確認し、材料を清掃する |
| クラッキング | 熱の問題または適合しない充填剤 | アンペア数を調整し、互換性のあるフィラーを使用する |
| アーク始動不良 | 鈍くなったり汚染されたタングステン | タングステンを再研磨し、始動電流をチェックする |
| 浸透力の欠如 | 電流不足または設置不足 | アンペア数を増やして関節の位置合わせを改善する |
| 過度の熱 | 移動速度が遅い、または電流値が高い | スピードを上げるかパルス設定を使用する |
欠陥の特定と診断
気孔
ポロシティは最も一般的な溶接欠陥であり、溶接部内のガスポケットまたはボイドの存在によって特定されます。ポロシティは、何らかの原因による汚染、シールドガスの不足、または消耗電極の水分含有量が高いことが原因である可能性があります。接合部にガスが吸い込まれているかどうかを確認することで検出できます。ポロシティの有無を確認するには、溶接断面を検査し、目に見えるボイドがないか確認し、母材とフィラー材を含むすべての材料が完全に清浄で乾燥していることを確認してください。ガスの流量が適切であることを確認し、シールドガスシステムを大気汚染から保護してください。
クラッキング
割れは一般的に冷却または凝固段階で発生し、高い残留応力、材料特性の不均一性、および急速な冷却速度に起因します。割れの診断は、拡大検査または非破壊検査(NDT)、具体的には超音波または浸透探傷法を用いて行われます。予熱および溶接後の冷却方法を変更することでこの欠陥を軽減し、局所的な応力集中を防ぐための材料選定と接合部設計の見直しも検討する必要があります。
溶接の課題を克服するための戦略
溶接接合部の不具合に対処する適切なアプローチは、試験片を用いた要素選定、前提条件の記述、そして綿密に構築された包括的なモニタリングプログラムの組み合わせと厳格な実施にあります。熱膨張率と化学組成の類似性に基づいて2つの材料を選択することで、割れや気孔などの欠陥のリスクを分散させることができます。また、電圧や電流などの溶接パラメータから得られる性能品質の向上、推奨値または適正な移動速度への安全な調整、入熱と溶接継手の融合品質の可能な限り一貫した維持にも役立ちます。予熱操作は多くの場合、応力を低減するのに役立ち、ひずみを最小限に抑えるために方法を適切に調整します。パルス溶接などの自動化手法を用いて高い操作精度を実現し、作業者によるエラーを可能な限り最小限に抑えます。溶接後の検査では、非破壊検査(NDT)を最大限に活用して欠陥を早期に特定し、特定された初期欠陥に応じて変更を加えることができます。上記の戦略は、生産停止時間を最小限に抑えながら、高品質の溶接部を構築するのに役立ちます。
問題解決の実例
高度な溶接分野における効果的な問題解決アプローチの一例は、航空宇宙産業における溶接欠陥の防止です。メーカーは、温度、電圧、速度といったリアルタイム監視が必要なさまざまなパラメータに直接接続できるセンサーを備えた自動溶接システムを統合しました。これにより、人為的ミスの可能性を最小限に抑えるだけでなく、重要部品の溶接品質の精度を確保しています。さらに、強化された非破壊検査(NDT)手法(補完的に超音波検査)を導入することで、検査基準の検証が可能になり、微小亀裂を早期に発見できるため、動作中に機能不全が発見されることによる潜在的な製品不良を本質的に防ぐことができます。技術的な対策と緻密に設計されたプロセス制御を組み合わせることで、困難な業界基準を達成するための最重要課題、すなわち問題解決に焦点が当てられます。
参照ソース
- 溶接と溶接機: 一般的な TIG 溶接の欠陥、問題、および予防策。
- ミラーウェルズ: よくある TIG 溶接の問題 10 個を解決する方法。
- 溶接補修のサイズ変更: 10 個の TIG 溶接欠陥を修正します。
- ペイトン: 一般的な溶接欠陥とその防止方法。
- ESAB大学: 溶接欠陥ガイド。
よくある質問(FAQ)
Q: TIG 溶接を使用する場合の最も一般的な欠点は何ですか?
A: 一般的な欠点としては、多孔性、融合不足、アンダーカット、過剰なスパッタ、および亀裂が挙げられます。
Q: TIG 溶接プロセスで多孔性が生じる原因は何ですか?
A: 汚染や不適切なガスシールドが原因です。また、溶接雰囲気中の水分によっても発生することがあります。
Q: TIG 溶接で融合不足を防ぐにはどうすればよいですか?
A: 適切な入熱量を使用し、表面を清潔に保ちます。また、溶接は正しい角度と速度で行う必要があります。
Q: の機能は何ですか? TIG溶接におけるシールドガスとは?
A: シールドガス(通常はアルゴン)の機能は、溶接プールが大気中の酸素によって汚染されるのを防ぎ、溶接品質を維持することです。
Q: TIG 溶接で過剰なスパッタが発生する原因は何ですか?
A: 過度のスパッタは、電流の不適切な設定、溶接技術の不良、またはワークピースの汚染の結果として発生する可能性があります。







![卓上溶接ポジショナーガイド:仕様、種類、選び方 [2026]](https://resizeweld.com/wp-content/uploads/2026/05/0-8.webp)

{kind=link}
{kind=link}
{kind=link}
{kind=link}