
TIG welding, or Tungsten Inert Gas welding, has been identified as the most accurate and high-quality welding process giving thick or thin welds to metals in all the forms. However, even though qualified welders may face some problems that result in a compromise on the quality and appearance of their work. These issues that include porosity and cracking, contaminants, and insufficient joining can hinder productivity, increase costs, and contribute to structural failure. The focus of this article is to arm the welder with the knowledge that will enable him to identify and rectify common problems in TIG welding. Solutions implemented will lead to the enhancement of the quality, efficiency, and durability of the welding projects. Here are the most common problems linked to TIG welding, their causes, and a few solutions to mitigate them.
Key Takeaway
Mastering TIG welding requires a balance of clean material preparation, precise gas shielding, and refined operator technique to avoid common structural defects like porosity and cracking.
Introduction to TIG Welding

TIG welding, or Gas Tungsten Arc Welding (GTAW), is a very efficient method for welding involving the joining of metals. It is apt for a precise and adaptable array of applications. The arc makes use of a tungsten electrode that is non-consumable to produce the weld, with the weld’s area remaining protected by an inert gas (most commonly argon) from any contamination caused by the atmosphere. TIG welding is usually known for producing stronger, cleaner welds and goes well for accurate operations in sectors such as aerospace, as well as attempted vehicle and industrial metal fabrication. This process is incredibly adaptable and will work just as well with a number of different metals, such as aluminum, stainless steel, and titanium. However, it is a process needing a skilled welder to set it up rightly and, with a little practice, for achieving some pretty good results.
What is TIG Welding?
Gas Tungsten Arc Welding (GTAW), alternatively known as TIG welding or tungsten-arc welding, is a process of welding that uses non-consumable tungsten electrodes to produce the weld. This method incorporates shielding with inert gas to safeguard the weld area against oxidation and other atmospheric contaminants. It is extremely efficient in generating clean and high-quality welds in materials such as stainless steel, aluminum, and copper alloys. TIG welding is more often preferred in industries where exactness and mechanical strong weld integrity are of intense importance, such as aerospace, automotive, and manufacturing.
Applications of TIG Welding
TIG welding takes industries by storm in order to meet precision, absolute durability, and weld aesthetics. In the aerospace field, TIG welding brings together lightweight structures with super-durability; for instance, airframes and turbine blades, which must bear those most severe environmental strains. As far as automobiles go, TIG welding is vital in the production of custom-made components, exhaust systems, and body panels where only a perfect weld will do. In the industrial sector, TIG welding is often found in the manufacture of equipment and structures made of complex alloys to ensure structural integrity. Additionally, TIG welding is most commonly employed in the construction sector when producing tanks & vertical vessels, pipelines, and nearly all medical equipment such as non-contaminating and prudent welds, guaranteeing safety and better operation.
Advantages of TIG Welding for Precision Work
Tungsten inert gas welding is noted for its implausible precision and controllability, making it an ideal tool for applications demanding meticulous craftsmanship. It results in clean, high-quality welds without filler material, thereby ensuring minimal contamination and impressive aesthetics. Thin materials and exotic alloys are some kind of substances that TIG welding enthusiastically welds as well, with less heat input standing out as its own vibrant quality—poising it for warped or structurally compromised materials. The adaptability of the welding process guarantees this is possible on a variety of metals, namely stainless steel, aluminum, and titanium, for sin-weld consistency in hard industrial environments. These distinguishers have made TIG welding a must for any industry with requirements for precision, reliability, and durability.
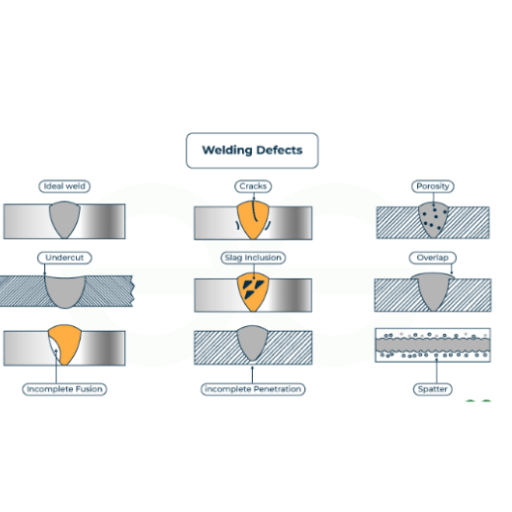
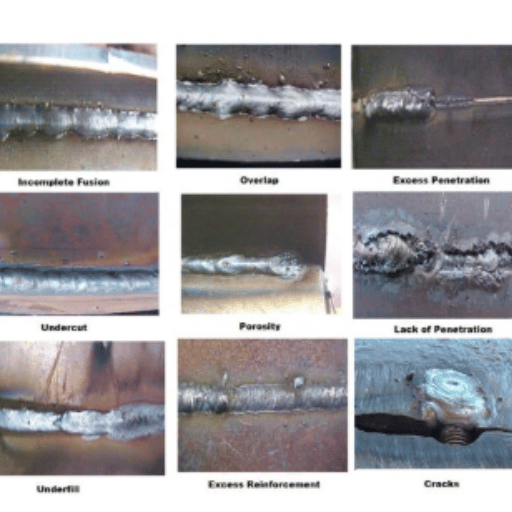
Common TIG Welding Defects
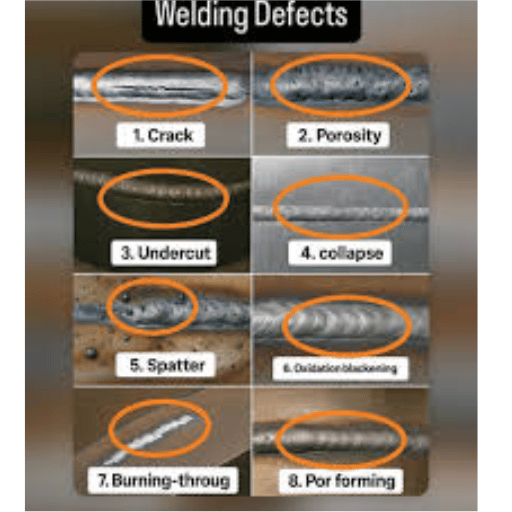
- 1
Porosity
An explanation of this problem lies in gas trapped in the weld. This defect can weaken the joint frequently. In most cases, problems of porosity arise from a dirty base material, incorrect gas flow, or wetness. - 2
Cracking
Cracks beginning either at the moment of welding or appearing post-welding might be caused due to too much heat input, critical cooling speed, or faulty material selection hurriedly made. - 3
Undercutting
Undercutting is a defect seen as a groove from an edge of a fillet weld, often blamed on high speed or heat input. - 4
Incomplete Fusion
Incomplete fusion happens if the weld metal does not penetrate and add effectively into the base metal, typically due to insufficient heating or impropriety. - 5
Contamination
Welder contamination is another issue of oil, dirt, or oxides on the workpiece or filler, which leads to a weak and unreasonably stable weld. Great emphasis should be given to surface treatments. - 6
Overheating
Excessive heat induces distress in the base material and diminishes mechanical properties, leading to cosmetic defects.
Porosity in TIG Welds
The most common cause of porosity in tungsten inert gas (TIG) welds would be gas trapping within the molten weld pool during solidification. This defect may result from contamination of the base metal or filler wire by moisture, oil, and grease, puncturing the adequate shielding-gas coverage, or exposure of materials to high levels of humidity. To avoid porosity, clean materials must be used, while properly controlling the gas flow and welding arc. Welding in controlled environments and preparation of the best material standards can drastically reduce the probability of porosity.
Cracking Issues in TIG Welding
Several causes of cracking in TIG welding are present, and among them are improper heat input, material composition, and thermal stresses. These cracks can appear as high cracks formed during solidification at high temperatures and low cracks occurred after the cooling of the weld. Compatibility of filler materials, heating before welding thick or hardenable metals as necessary, and control on cooling rate for stress minimization is important in preventing cracks in welding. In addition, an appropriate joint design and the elimination of welding defects like undercut or excessive penetration can help to bring down possibilities of cracking to a great extent. Adherence to these factors makes the welded joints strong and sound.
Contamination Problems
Contaminants from welding can consist of many things, such as dirt, oil, water, and surface markers, coming off as a result of base and filler metal preparation. Those contaminants can cause welding defects that prove to be porous or full of inclusions, which have the potential to undercut the mechanical properties of the weld joint. Reducing contamination would require of one to ensure that all surfaces are very clean before welding, use filler materials that were responsibly stored, handled, and applied, and keep a controlled atmosphere to prevent exposure to atmospheric contamination. The implementation of such practices guarantees a high-quality weld that performs long-lasting service for the welded structures.
⚠️ Important Note on Tungsten Inclusions
Tungsten inclusions are a severe defect in welding, mostly occurring due to minor faults under TIG welding method, mainly because of improper handling or excessive wear from electrodes. These inclusions act as structural flaws and can lead to cracking if exposed to stress. Welders must ensure proper electrode preparation and avoid contact between the electrode and the melt pool.
Root Causes of TIG Welding Defects
- •
Incorrect Gas Shielding: Poor flow or improper gas selection leads to atmospheric contamination and porosity. - •
Surface Contamination: Oil, grease, and oxidation on the base material compromise weld integrity. - •
Incorrect Heat Input: High or low heat results in distortion, cracking, or reduced structural strength. - •
Poor Electrode Preparation: Contaminated or poorly shaped electrodes cause arc instability. - •
Operator Technique: Uneven speed, incorrect torch angles, and inconsistent passes create nonuniform welds.
Improper Shielding Gas Flow
TIG welding quality is significantly affected by gas-starting improper flow, either too little or too much. Low flow can cause pool contamination by atmospheric gases such as oxygen or nitrogen, which may lead to oxidation, porosity, or even cracking of the welds. On the other hand, high flow may cause turbulence, which may introduce unwanted air to the welding zone, thus diminishing the shield’s effect. Therefore, it’s important to make sure that a consistent and proper flow rate is maintained; thereby, typically ranging from some 15-20 CFH depending on the joint configuration and materials. Regular examination of gas lines, flowmeters, and torches, and compliance with manufacturer-recommended settings will ensure the best possible shielding environment and enhance weld quality.
Material Preparation Errors
Material preparation errors are the major but important one dysfunctioning weld quality due to either insufficient cleaning or incorrect edge preparation, or using incompatible materials. The presence of rust, oil, paint, or other contaminating elements introduces impurities in the weld pool and therefore compromising either gas porosity and poor bead material integrity. Also, the accuracy of the edge preparation regarding beveling and alignments has a direct impact on the welding penetration and fit-up. Therefore, finding out material compatibility for the alloy composition is essential in averting metallurgical defects, e.g., potential cracking. Not only is the extinction of the methods to minimize such errors within regulations based on general standard guidelines, but the proper examinations increase the reliance constructed through fabrication of parts.
Operator Technique and Skill Level
Welding machines require the best skills in the process due to the importance of performing everything in conformity with the right settings of equipment, joint configurations, and welding techniques. Experienced operators work hard to make sure that they use the correct travel speed, heat input, and torch angle so that they produce a joint with proper bead size and sufficient penetration. Regular operator training and certification for compliance with industry standards are important, as the wrong methods can lead to defects at the end point like porosity, undercutting, or poor fusion. Improving operator skills directly helps in productivity, safety, and better-quality welding.
Preventing TIG Welding Defects

💡
Best Practices for Prevention
- ✓ Use the Right Shielding Gas: Confirm Argon or Argon-Helium mix based on material requirements.
- ✓ Prepare Materials Thoroughly: Clean all dirt, oil, and oxides using wire brushing or chemical etching.
- ✓ Properly Maintain Equipment: Check for worn consumables, leaks, and cable integrity.
- ✓ Use Proper Welding Procedures: Focus on torch angle, arc length, and consistent travel speed.
- ✓ Monitor Environmental Conditions: Reduce exposure to drafts to maintain gas coverage.
Maintaining Clean Materials
Maintaining clean materials is good for the quality and integrity of welding, and must be done correctly at all times. Impurities such as an exposure to oil, grease, rust, paint, or dirt will prevent suitable welding, resulting in defects such as porosity or inclusion. Some of the acceptable cleaning methods include the use of degreasing agents and solvents, wire brushes, or mechanical grinding, depending on the level of surface contamination. Well-used rag with non-lint cloths, along with mild and noncorrosive cleaning agents, will be used to eliminate any smear of any residue allegedly left. Clean materials must be maintained at all times as a critical practice influencing the underpinning of the authentic structured finished weld.
Selecting the Right Filler Metal
The choice of filler metal will play a significant role in attaining a weld-manufactured part that exhibits sufficient strength and superior corrosion resistance. The figures which must be factored in include the chemical composition of the starting materials, target mechanical properties, and the environment under which the final piece will work. Following this reason, the alloy the filler metal is made from should greatly resemble the base material to minimize the risk of cracking and ensure conformity as a likely cause of incomplete fusion. The filler-metal specifications should adhere to universal construction standards like AWS standards to ensure the continuity and performance of welding. A very careful assessment of all these factors ensures the best possible outcome from the welded-structure performance.
Ensuring Proper Gas Coverage
During the welding procedure, it is very necessary to have the right gas cover to realize nice welds and stop faults like porosity and oxidation from taking place. To assure an optimal gas cover, it would be absolutely mandatory to select the right type of shielding gas as well as a suitable flow in correlation to both the welding procedure and the material. If need this could involve using argon or argon-rich mixtures with the result that, usually, the best shielding and arc stabilization are achieved in either TIG or MIG welding. Also, as the cleanliness of the nozzle and the correct orientation of the torch will help to prevent gas turbulence. Environmental considerations – like wind speed and drafts – should be minimized since they can disturb the entire shielding gas envelope. Following these teaching practices ensures a thoroughly good and undistracted welding, a large welding cabinet, and proper workplace.
Regular Equipment Maintenance and Calibration
Maintenance and calibration of standard equipment are nothing but primary for the welding performance and sturdy lesser quality demands to be met. Maintenance includes regular dissection of consumable items in the firing line, including contact tips, nozzles, and the liners, in order to watch out for any wear. The consumables should be replaced as soon as they wear enough to allow the weld to form in irregular fashions. Besides, calibrating typing of welding machines makes sure the amperage and voltage outputs are in accordance with the specified values necessary to keep above stipulated industry specifications. To overlook regular maintenance like this is to plunge headlong into machine failure and, therefore, poor welds. Yet, this only increases brazing time and hence elevates production costs. That is why regular maintenance and calibration, very important variables in the profession, are non-negotiable.
Troubleshooting Common TIG Welding Problems
| Problem | Probable Cause | Solution |
|---|---|---|
| Porosity | Inadequate shielding gas or contaminants | Check flow rate (15-25cfh) and clean materials |
| Cracking | Heat problems or incompatible filler | Adjust amperage and use compatible filler |
| Poor Arc Starting | Dull or contaminated tungsten | Regrind tungsten and check start amperage |
| Lack of Penetration | Insufficient current or fit-up | Increase amperage and improve joint alignment |
| Excessive Heat | Slow travel speed or high amperage | Go faster or use pulse settings |
Identifying and Diagnosing Defects
Porosity
Porosity is the most common weld defect and is identified by the presence of gas pockets or voids within the weld. It may be because of contamination for whatever reason, the inadequate shielding gas, or the high moisture content in the consumable electrode. It can be detected by seeing if gas has got sucked into the joint. To indicate porosity, examine the cross-section of the weld for visible voids and confirm that all materials are completely clean and dry, including the base metal and filler material. Verify proper flow rates for the gas and shield the shielding gas system from any atmospheric contamination.
Cracking
Cracking typically occurs during the cooling or solidification phase and is usually attributed to high residual stress, unequal material properties, and rapid cooling rates. Cracks are diagnosed using magnification or non-destructive testing (NDT) procedures, namely ultrasonic waves or dye penetrants. Attempt to mitigate this defect by changing preheating and post-weld cooling practices, and take steps to examine material selection and joint design to prevent localized stress concentrations.
Strategies to Overcome Welding Challenges
An adequate approach of tackling weld-joining failures lies in the combination and rigorous implementation of element selection with specimens, prerequisite statements, and carefully fostered all-inclusive serious monitoring programs. The choice of two materials in terms of similarity of thermal expansion and similarity of chemical compositions helps spread the risk of imperfection like cracking or porosity. This will also help boost performance quality from the parameters of welding such as voltage and current, adjust safely on the recommended or correct values of travel speed, maintaining heat input and weld joint fusion quality as consistently as possible. Preheating operations may help most of the time lower stress, thereby adjusting the method correctly in order to minimize distortion. Use methods like pulsed welding for automation in attaining high operational precision to minimize operator errors as much as possible. In its maximum wisdom, post-weld testing construction could exploit non-destructive tests (NDT) for early identification of faults, maintaining alterations as per the identified early flaws. The mentioned strategies would support building high quality welds while minimizing production downtime.
Real-World Examples of Problem-Solving
One instance of an effective problem-solving approach in the field of advanced welding is to prevent welding defects in aerospace manufacturing. Manufacturers integrated automated welding systems with sensors directly to the varying parameters like temperature, voltage, and speed that need to be monitored in real-time, thereby not only minimizing the probability of human errors but also ensuring the accuracy of weld quality for critical components. Furthermore, the inclusion of enhanced NDT methods—complementarily ultrasonic testing—verifies inspection criteria; microcracks could be discovered earliest, essentially preventing potential product failures owing to any dysfunction being found during operation. Combining technological provisions with finely formatted process control brings into focus the paramount issue, i.e., problem-solving, for achieving the challenging industry standards.
Reference Sources
- Welding And Welder: Common TIG Welding Defects, Problems, and Prevention.
- Miller Welds: How to Solve 10 Common TIG Welding Problems.
- Resize Weld-Mending: Fixing the 10 TIG Weld Defects.
- Paton: Common Welding Defects and How to Prevent Them.
- ESAB University: Weld Defects Guide.
Frequently Asked Questions (FAQs)
Q: What are the most common drawbacks of using TIG welding?
A: The common shortcomings are porosity, lack of fusion, undercut, and excessive spatter, and cracks.
Q: What causes porosity in the TIG welding process?
A: It is caused by contamination or improper gas shielding. It can also be caused by moisture in the welding atmosphere.
Q: How to prevent lack of fusion from happening in TIG welding?
A: Use the right heat input and keep the surfaces clean. The welding must also be done with the correct angle and speed.
Q: What is the function of shielding gas in TIG welding?
A: The function of shielding gas, typically argon, is to protect the weld pool from being contaminated by atmospheric oxygen to retain the weld quality.
Q: What causes excessive spatter in TIG welding?
A: Excessive spatter can occur as a result of improper settings of the current, bad welding technique, or because of contaminated workpieces.









{kind=link}
{kind=link}
{kind=link}
{kind=link}