
Un découpeur plasma industriel représente un investissement bien différent d'un appareil de 0 ampères installé dans le garage d'un amateur. Pour un atelier de fabrication d'acier utilisant plus de 200 heures de découpe plasma par mois, le choix entre 65 A et 125 A, entre une table de 48 et 510 V, et entre le fournisseur A et le fournisseur B, détermine les coûts d'exploitation pour les cinq à sept prochaines années. Ce guide constitue un cadre de décision pour cet achat ; il s'appuie sur le calcul des classes d'ampérage, les normes d'infrastructure OSHA 1910.252, un modèle de coût total de possession (CTP) sur cinq ans et une liste de contrôle en 12 points pour la vérification des fournisseurs B2B.
Caractéristiques principales — Aperçu du découpeur plasma industriel
| Gamme d'ampérage de production B2B | 45 A – 200 A+ (la plupart des ateliers de fabrication se situent entre 65 A et 105 A) |
| capacité de production réduite en acier doux | Coupe de production de 1/2″ (45 A) à 2″ (125 A+) |
| Demande d'air typique (classe 65 A) | 6 à 7 SCFM à 80 à 90 PSI, en continu, à sec |
| Ventilation obligatoire | 2 000 pi³/soudeur minimum par OSHA 29 CFR 1910.252(c)(2)(ii) |
| Cape× (clé en main de qualité industrielle) | 15 000 $ à 200 000 $ selon la classe d'ampérage et la taille de la table |
| Durée de vie de l'actif (châssis mécanique) | 10 à 20 ans (les consommables sont des pièces d'usure, pas la machine) |
| Taille du marché mondial (2025) | Environ 811 millions de dollars américains, avec un taux de croissance annuel composé de 5.9 % par an. Aperçu du marché mondial |
Pourquoi les ateliers de fabrication d'acier ont besoin d'une approche d'achat différente

Un acheteur industriel évalue une découpeuse plasma selon des critères différents de ceux d'un artisan. Le cycle de production détermine si la machine tiendra le coup le mardi. Le coût des consommables détermine si le coût au mètre rend l'opération rentable. Le support du fournisseur peut faire en sorte qu'une panne de torche le vendredi après-midi compromette le week-end.
Les cinq dimensions d'achat qui distinguent les systèmes de qualité B2B des systèmes grand public rebadgés :
- Cycle de service à l'ampérage de production, et non à l'ampérage de pointe – un « cycle de service de 100 % » évalué à 50 A est inutile si vous coupez à 80 A.
- Le délai de livraison des pièces – le jour même contre quatre semaines – distingue un fournisseur B2B d'une marque grand public rebadgée.
- Économie des coûts des consommables – coût nominal de perçage, durée de vie des électrodes sous votre régime d'ampérage réel.
- Niveau de support du fournisseur : diagrammes de répartition publiés, ingénieurs d’application nommés, formation sur site incluse.
- Documentation de conformité – certification UL/CE, données des tests d'émissions de fumées, références AWS/OSHA dans le manuel.
Si la proposition du fournisseur n'aborde pas ces cinq dimensions par écrit, vous négociez avec un revendeur plutôt qu'avec un fournisseur B2B. La suite de ce guide explique comment vérifier chacune de ces dimensions avant l'émission du bon de commande et comment élaborer un profil de production, choisir l'ampérage approprié et établir une grille d'évaluation du fournisseur qui résiste à l'épreuve du terrain.
Définissez d'abord votre profil de production.

Presque tous les achats de découpe plasma mal spécifiés commencent par la question : « Quelle est l’épaisseur maximale de plaque qu’il peut découper ? » Cette question en cache quatre autres, plus pertinentes. Avant de contacter les fournisseurs, établissez un profil de production.
Fiche de profil de production
- Épaisseur de coupe quotidienne moyenne – l’épaisseur à laquelle 80 % de votre travail se situe réellement (mm ou pouces).
- Épaisseur maximale au 90e percentile – les grosses épaisseurs que vous utilisez occasionnellement, pas l'exception annuelle.
- Matériaux mi× en pourcentages – acier doux, acier inoxydable, aluminium, autres conducteurs.
- Heures mensuelles d'arc – temps de découpe total, et non « heures d'atelier ».
- La taille de la plaque que vous travaillez détermine la taille de la table, et non la « plus grande pièce que vous souhaitez fabriquer ».
- Niveau de compétence de l'opérateur (apprenti / compagnon / senior) car cela influe sur la variation de la consommation de consommables.
Quelle épaisseur d'acier peut découper un découpeur plasma de 60 ampères ?
Un système de 60 ampères est conçu pour une coupe de production recommandée de 20 mm (3/4″) dans l'acier doux, avec une capacité de coupe d'environ 32 mm (1-1/4″) et une capacité de perçage d'environ 12 mm (1/2″). L'acier inoxydable et l'aluminium réduisent ces capacités d'environ 15 à 25 %. La même machine qui coupe efficacement l'acier doux de 20 mm (3/4″) est en réalité conçue pour l'acier inoxydable et l'aluminium jusqu'à 16 mm (5/8″). La valeur erronée indiquée sur la fiche technique est « épaisseur de coupe » : il s'agit de l'épaisseur maximale de coupe, et non de l'épaisseur des pièces que vous pouvez réaliser avec une qualité de coupe et une vitesse d'avance acceptables.
Sélection de la classe d'ampérage : la règle des 4 classes de puissance variables

Le choix de la classe de puissance est déterminant pour cet achat. L'idée de « surdimensionner au cas où » est la plus coûteuse qu'un atelier de fabrication puisse commettre, car un ampérage supérieur à 95 % de la puissance nominale de la buse réduit considérablement la durée de vie des consommables sur le long terme. Privilégiez plutôt la règle des quatre variables.
- Classe Production : ce dont votre coupe quotidienne du 80e percentile a réellement besoin.
- Pénétration maximale : ce dont le 90e percentile des travaux épais a besoin à une vitesse extrême.
- Cycle de service à l'ampérage de production – le système fonctionne-t-il à 100 % à votre indice de classe quotidien ?
- Économie des consommables – à partir de quel ampérage la durée de vie des électrodes/buses chute-t-elle brutalement ?
Choisissez la classe la plus basse qui réponde aux quatre critères, et non la classe la plus élevée que votre budget puisse supporter.
| intensité de courant | Réduction de la production | Capacité de service | Meilleur rapport qualité/prix |
|---|---|---|---|
| A 45 | 1/2 po (12 mm) | 7/8 po (22 mm) | Feuilles, signalétique, fabrication d'éclairage |
| A 65 | 3/4 po (20 mm) | 1-1 / 4 po (32 mm) | En général, super boulot, travail quotidien mi×ed |
| A 85 | 1 mm (25 po) | 1-1 / 2 po (38 mm) | Fabrication lourde, plaque structurelle |
| A 105 | 1-1 / 4 po (32 mm) | 2 mm (50 po) | Lignes de production industrielle |
| A 125 | 1-3 / 4 po (45 mm) | 2-1 / 2 po (63 mm) | Industrie lourde à plusieurs équipes |
| 200A+ | 2″+ à vitesse de production | 3″+ (75 mm+) | Chantier naval, poutres de charpente, tours éoliennes |
Les guides industriels recommandent généralement les classes 65 A ou 85 A pour les ateliers travaillant quotidiennement l'acier doux de 6 à 19 mm d'épaisseur, ce qui correspond à la plupart des entreprises de fabrication de structures métalliques. Les classes 105 A et 125 A se justifient par leur prix plus élevé uniquement en cas de production régulière de tôles de plus de 25 mm. Une présentation plus technique de la physique et des sous-systèmes de l'arc électrique décrit le raisonnement qui sous-tend ces points de rupture.
Acheter un système de 125 A pour découper des plaques de 44 mm (1-3/4″) une fois par trimestre, puis l'utiliser quotidiennement à 65 A, double la consommation de consommables par rapport aux pièces qu'un système de 65 A aurait découpées à un coût au mètre inférieur. Adaptez les spécifications à votre production quotidienne, et non à une utilisation ponctuelle. Sous-traitez occasionnellement la découpe de plaques épaisses ou optez pour un système à combustible liquide.
Capacité de coupe des matériaux par type de métal

Le plasma peut découper tous les métaux conducteurs d'électricité ; cependant, la capacité de coupe indiquée sur la fiche technique concerne l'acier doux. Pour l'acier inoxydable et l'aluminium, cette valeur est inférieure ; pour le cuivre et le laiton, elle est encore plus faible. Évaluation des trous découpés au plasma (FHWA-HRT-20-056) décrit le comportement répétable des biseaux et des bords sur l'acier de construction ; la même physique réduit la capacité des métaux non ferreux dans le tableau ci-dessous.
| Source | Capacité par rapport à l'acier doux | gaz recommandé | Notes de bord / de scories |
|---|---|---|---|
| acier doux / au carbone | 100 % (référence) | Air comprimé ou O₂ | Soudable tel que coupé pour la plupart des applications |
| Inox | ≈85–90 % | N₂/H₂ ou air | Légère décoloration de la ZAT ; une passivation peut survenir sur les parties critiques. |
| Aluminium (5xxx, 6xxx) | ≈75–85 % | N₂/H₂ ou air | Sceau collant sur le bord inférieur ; une étape de nettoyage est prévue. |
| Cuivre / laiton | 70% | N₂ ou air | Réfléchissant ; fenêtre de travail étroite |
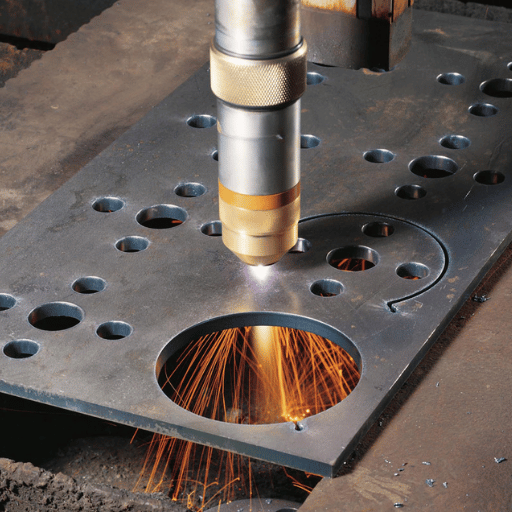
Les découpes plasma standard produisent un chanfrein de 1° à 4° par rapport à la perpendiculaire, avec une largeur de trait d'environ 1.5 à 3 mm. Le côté non chanfreiné (opposé à la direction du flux de gaz) conserve un angle inférieur à 2° en production. Si la pièce doit être soudée le long du bord de coupe, programmez la soudure du côté non chanfreiné vers le joint. Pour l'aluminium, prévoyez une étape d'ébavurage ou de meulage ultérieure ; adaptez votre flux de travail en conséquence. Gaz, réglages et épaisseur d'aluminium pour découpeur plasma décrit en détail les consommables utilisés dans ce travail.
Dimensions des tables et agencement des cellules pour votre atelier
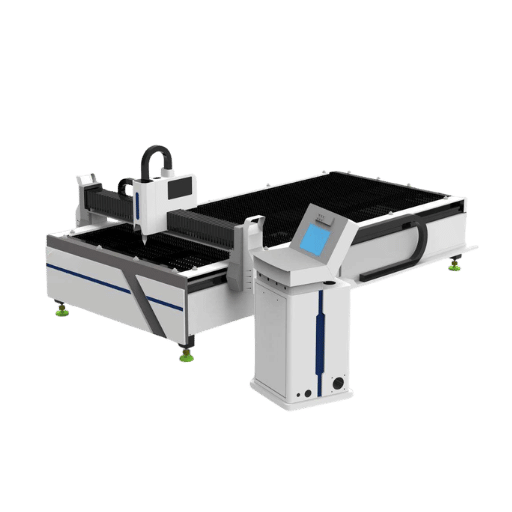
Les dimensions de la table sont déterminées par l'épaisseur de la tôle, et non par la taille de la pièce. Une table de 13,4 m (44 pieds) peut accueillir une demi-feuille de tôle de 122 cm (48 pouces) sans resserrage ; idéal pour la découpe, mais problématique pour le flux de travail.
| lampe de table | Ajustement des feuilles | Empreinte au sol | Meilleur pour |
|---|---|---|---|
| 4×4 pi | Demi-feuille, panneaux vierges | ~8×8 pieds | Petit atelier, travaux variés |
| 4×8 pi | Feuille complète de 4'×8′ (1220×2440 mm) | ~8×14 pieds | Référence du secteur — 80 % des travaux de fabrication |
| 5×10 pi | Feuille de 5 pi × 10 pi, grands supports | ~10×16 pieds | Atelier de fabrication lourde et de structure |
| 6×12 pi+ | Plaque surdimensionnée, semelles de poutre | ~12×18 pi+ | Chantier naval, tour à vent, structure |
Deux options de sous-structure existent sous les lattes. Une table à eau immerge la pièce, réduisant ainsi les fumées et le bruit, et abaissant la zone affectée thermiquement ; l’utilisation d’eau, d’inox et d’aluminium est la règle. Une table aspirante aspire les fumées à travers une hotte filtrée ; elle fait partie intégrante du processus de fabrication d’acier doux dans un atelier propre. Présentation du choix d'une table de découpe plasma CNC industrielle Ce document explique le calendrier de remplacement des lattes et les aspects économiques du traitement de l'eau, que les spécifications seules ne révèlent pas.
Prévoyez un espace de travail d'au moins 4 m de chaque côté de la table pour le chargement des tôles et un large couloir pour le transport des plaques. L'installation des réseaux d'air comprimé et d'électricité avant la mise en place définitive est la méthode la plus complexe pour reconfigurer une cellule de fabrication après six mois de production.
Infrastructures aériennes et électriques : ce que les acheteurs oublient
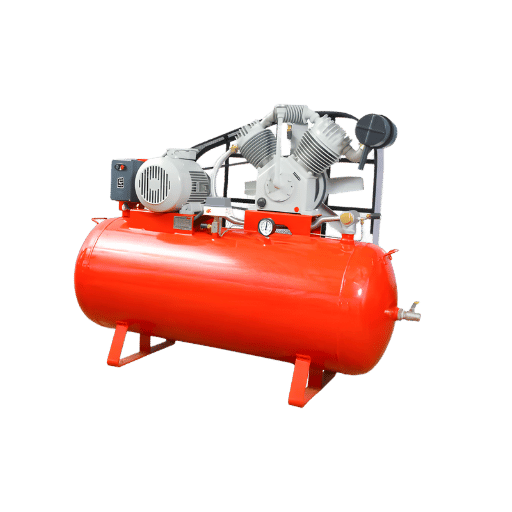
L'air comprimé est le poste de dépense le plus souvent sous-estimé lors du choix d'une machine de découpe plasma. Les fournisseurs annoncent le prix de la machine ; l'acheteur découvre ensuite, trois semaines plus tard, qu'un système de compresseur et de sécheur coûte entre 15 000 et 30 000 $. Intégrez les spécifications du point d'utilisation dans le cahier des charges de votre cellule de fabrication, et non pas les problèmes de garantie après-vente.
| Classe de puissance | Demande d'air | Compresseur (continu) | Service électrique |
|---|---|---|---|
| A 45 | ~5 SCFM à 80 PSI | 5 CV monobloc min. | 220 V monophasé / 30 A |
| A 65 | ~6–7 SCFM à 85 PSI | 7.5 CV à deux étages | 220 V monophasé / 50 A ou triphasé |
| A 85 | ~7–8 SCFM à 90 PSI | 10 CV à deux étages | triphasé 220 V / 480 V |
| 125A+ | Plus de 10 SCFM à 90 PSI | 15–25 CV à deux étages + récepteur | triphasé 480 V / 60+ A |
Les spécifications des compresseurs sont trompeuses. Un compresseur mono-étagé de 14 CFM, étiqueté « 55 % de service », fournit 14 CFM par brèves impulsions, puis se stabilise à 65 % de sa valeur maximale lors d'une utilisation prolongée. Pour une découpeuse plasma, il est essentiel de maintenir un débit constant au réglage du régulateur ; privilégiez donc une puissance de sortie continue plutôt que le débit maximal indiqué sur la plaque signalétique. L'utilisation d'un déshydrateur à réfrigérant ou à dessiccant et d'un coalescent est recommandée ; la présence de brouillard d'huile et d'eau dans le flux d'air réduit de moitié la capacité de refroidissement. Comment dimensionner un compresseur d'air pour un découpeur plasma ? il analyse l'équation du réservoir récepteur.
L'article 1910.252(c)(2)(ii) du titre 29 du CFR exige une ventilation mécanique d'un débit minimal de 2 000 pieds cubes par minute par soudeur dans les petits ateliers (moins de 10 000 pieds carrés) où la hauteur sous plafond est inférieure à 16 pieds. Une cellule de fabrication à cinq postes nécessite un débit minimal de 10 000 pieds cubes par minute, soit un système de climatisation de 20 000 $ à 40 000 $ que la plupart des acheteurs de systèmes plasma négligent lors de la négociation des spécifications dans leur budget d'achat. Par ailleurs, la découpe plasma relève de la catégorie « découpe » dans la réglementation de l'OSHA, tandis que la collecte des fumées liée au procédé reste obligatoire. AWS Z49.1-2021 Sécurité en soudage, découpage et procédés connexes.
Plasma contre laser contre oxycombustion : quand le plasma l'emporte
Le plasma n'est pas adapté à toutes les applications de découpe. Aux alentours de 6 mm d'épaisseur, la situation se modifie : en dessous de 6 mm, le laser à fibre surpasse le plasma en termes de qualité de coupe et de vitesse ; de 6 mm à 50 mm pour les métaux conducteurs (en tenant compte des coûts de colle, de chutes et du budget nécessaire), la concurrence est nette et le plasma l'emporte sur le coût amorti au mètre et les dépenses d'investissement ; au-delà de 50 mm pour l'acier au carbone, l'oxycoupage reste compétitif en termes de coût de coupe, même si la qualité de coupe demeure insuffisante.
- Métaux conducteurs de 6 à 50 mm — meilleur rapport qualité-prix au pied linéaire
- Installations de traitement de tôles mixtes – aciers à faible et haute teneur en carbone, aciers inoxydables et aluminium, sans traitement laser dédié
- Acheteurs sensibles aux dépenses d'investissement inférieures à 200 000 $
- Environnements de production exigeant une perforation rapide
- Le laser à fibre de calibre inférieur à 16 (~1.5 mm) est plus propre et plus rapide.
- Tolérances inférieures à ±0.5° de chanfrein
- Matériaux non conducteurs (plastique, verre, fibre de verre)
- Rayons internes extrêmes / découpe plasma de trous plus petits que l'épaisseur de la plaque
- Quel est le type de matériau dominant ? Moins de 6 mm avec exigences de précision pour la découpe laser à fibre. 6 à 50 mm pour la découpe plasma conductrice. Plus de 50 mm pour la découpe oxycombustible en acier au carbone.
- Quel est le pic mensuel de temps d'utilisation des archontes ? Moins de 200 heures/mois pour les investissements liés à la collecte de plasma. Plus de 200 heures/mois pour les lasers à fibre dont le coût par pied est amorti.
- Quelle est la part des matériaux non métalliques ? Plus de 30 % en raison des fortes exigences en matière de découpe laser à fibre. Moins de 30 %, le plasma offrant plus de flexibilité.
Les discussions de Practical Machinist sur le choix des outils de coupe indiquent régulièrement que le plasma de surface est la solution la plus rentable pour les travaux de plus de 6 mm – les situations où les propriétaires de lasers à fibre regrettent leur achat concernent généralement des ateliers dont l'épaisseur réelle du matériau dépasse la plage de fonctionnement optimale du laser. Comparaison directe de la découpe plasma et laser avec des échantillons de bord visualise le compromis.
Quel est le meilleur découpeur plasma en termes de rapport qualité-prix ?
Le terme « meilleur » dépend de l'application, et non d'un simple classement. Pour un atelier de fabrication générale effectuant des découpes d'acier doux de 6,35 à 19 mm (1/4″ à 3/4″) à raison de 100 à 200 heures de fonctionnement mensuelles, un système de classe 85 A avec une table de 122 cm (48 pouces) provenant d'un équipementier industriel de premier plan coûte généralement entre 20 000 et 45 000 $ et son amortissement se fait sur une capacité de production comprise entre 50 000 et 80 000 $. Choisir l'unité la moins chère « capable de découper 38 mm (1-1/2 pouce) » est une erreur : la capacité de découpe est un argument marketing, et non une réalité de la production.
Coût total de possession : au-delà du prix affiché
Le coût d'investissement initial représente environ la moitié du coût total sur cinq ans. L'autre moitié est consacrée aux consommables, à l'air comprimé, à l'énergie et aux temps d'arrêt. Les tables de plasma industrielles ont une durée de vie de 10 à 20 ans ; les consommables sont renouvelés toutes les quelques heures d'utilisation de l'arc.
Les calculs de coûts publiés par les propriétaires d'ateliers de découpe plasma sur les forums de la communauté offrent une référence fiable. Les professionnels du secteur facturent généralement le travail au plasma à environ 0.33 $ par pouce de découpe + 0.15 $ par perçage + 1.67 $ par minute de découpe, le coût par perçage incluant le remplacement de l'électrode et de la buse. Les calculateurs de coûts publiés par le secteur estiment le coût de perçage de l'acier doux à moins de 0.07 $ sur un système industriel léger. En pratique, les coûts varient entre ces valeurs, en fonction de la rigueur de l'opérateur et de la qualité de l'air.
« On obtient généralement une qualité de coupe optimale et une durée de vie des pièces maximale lorsque l'ampérage est réglé à 95 % de la valeur nominale de la buse. Si l'ampérage est trop faible, la coupe sera imprécise ; s'il est trop élevé, la durée de vie de la buse sera réduite. »
— Recommandations relatives à la durée de vie des consommables, résumées à partir des documents techniques des équipementiers de premier rang
Les professionnels du secteur rapportent fréquemment plus de 1 500 perçages avec une électrode en cuivre lors de la découpe d'une plaque de 6,35 mm (1/4″) en environ 3 heures de fonctionnement au chalumeau, soit bien au-delà de la plage de spécifications de 600 à 1 500 perçages. La hauteur de perçage, réglée entre 38 et 50 mm (1.5 et 2″), la hauteur de coupe recommandée, et l'utilisation d'air sec sont les variables contrôlables qui permettent de multiplier par 2 ou 3 la durée de vie des consommables. Ces informations ne figurent pas sur la fiche technique, mais elles ont un impact prépondérant sur le coût total de possession (CTP) sur cinq ans.
Un aperçu défendable du coût total de possession (TCO) sur cinq ans pour un système de classe 85 A dans des conditions d'utilisation typiques d'un atelier de fabrication (200 h/mois d'arc allumé, 250 jours/an) :
- Amortissement des dépenses d'investissement – 30 000 $ clé en main sur 5 ans = 6 000 $/an
- Consommables – Environ 0.10 $ par piercing en moyenne, soit environ 200 piercings par jour, pendant 250 jours = 5 000 $ par an
- Consommation d'air (puissance du compresseur + entretien du sécheur) — environ 1 800 $/an
- Équipements électriques (plasma + auxiliaires) — environ 2 200 $/an
- Maintenance planifiée et temps d'arrêt : environ 1 500 $/an
- Moyenne de l'année 1 à l'année 5 : environ 16 500 $ par an, soit environ 82 500 $ sur cinq ans.
Les dépenses d'investissement représentent environ 36 % du coût total sur cinq ans ; les consommables, 30 % ; les 34 % restants correspondent aux infrastructures et aux coûts liés à l'opérateur. Le facteur déterminant est la rigueur de l'opérateur (hauteur de perçage, qualité de l'air, contrôle de l'intensité) plus que le choix du fournisseur.
Évaluation des fournisseurs B2B : La liste de contrôle en 12 points pour l’appel d’offres
Il n'existe pas de liste de contrôle standardisée et accessible au public pour les fournisseurs de découpe plasma B2B. Cette section comble cette lacune. Utilisez les 12 points ci-dessous comme filtre pour chaque proposition de fournisseur ; attribuez à chacun une pondération de 1 à 5 et une preuve binaire (fournie/non fournie par écrit).
Liste de contrôle en 12 points pour la vérification des fournisseurs B2B
- Indiquez le cycle de service à l'ampérage de production selon le tableau publié, et non pas simplement « 60 % à 100 A ». « Exigez le cycle de service à l'ampérage que vous utiliserez réellement.
- Tableau de découpe pour vos trois matériaux principaux - vitesses, gaz, matrice de consommables par écrit pour l'acier doux + l'acier inoxydable + l'aluminium à vos épaisseurs.
- Délai de livraison des consommables : expédition le jour même ou commande sous 4 semaines ? Exigez un contrat de niveau de service (SLA) écrit.
- Dépôt de pièces détachées local ou partenaire de service agréé – à moins de 4 heures de l'atelier ? Nommé, avec contact.
- Certification UL et/ou CE – certificat de marque complet, et non pas « composants homologués UL ». « L’assureur l’exige. »
- Documentation de conformité - le manuel fait référence aux normes OSHA 1910.252 et AWS Z49.1-2021 pour les conseils relatifs aux fumées et aux travaux à chaud.
- Formation des opérateurs incluse – sur site ou en usine, nombre d'heures spécifié, certificat délivré.
- Conditions de garantie : couverture séparée pour la source d’alimentation, la torche et les consommables ; pièces et main-d’œuvre, et non pièces seulement.
- Accès à un ingénieur d'application : un contact désigné qui peut examiner vos fichiers de pièces et recommander les paramètres de découpe, et non une file d'attente téléphonique au numéro vert.
- Des références dans votre secteur d'activité : trois installations B2B fonctionnelles, de taille similaire, avec le même type de matériaux, que vous pouvez contacter.
- Parcours de reprise/mise à niveau : que se passe-t-il à la 5e ou à la 7e année si vous augmentez la puissance de votre appareil ?
- Posture de cybersécurité (contrôleur CNC) - pour les systèmes connectés, politique de mots de passe de base, canal de mise à jour du firmware, recommandations de segmentation du réseau.
Attribuez à chaque fournisseur une note de 0 à 60 (12 points, pondération maximale de 5). Un score inférieur à 40 pour un achat d'environ 50 1 $ indique qu'il convient de renégocier la proposition ou d'éliminer le fournisseur. Parmi les grands équipementiers industriels et leurs distributeurs agréés, la plupart obtiennent un score supérieur à 45 ; la grande disparité concerne les consommables, le support et la formation, et non la source d'alimentation elle-même. Les marques grand public rebadgées et les revendeurs non agréés échouent généralement aux points 3, 4, 7, 9 et 11, relatifs à l'infrastructure de support qu'ils ne peuvent pas reproduire en entrepôt.
En cas de doute, acheminez l'appel d'offres par voie de procédure. un fournisseur dont la gamme de machines de découpe plasma industrielles est associée à des rotateurs et positionneurs de soudage provenant du même fournisseur — la responsabilité d'un fournisseur unique simplifie considérablement les points 4 et 9. Association du plasma avec un rotateur et un positionneur de soudage C’est du côté aval que la plupart des cellules de fabrication d’acier se distinguent par leur débit.
Perspectives du marché de la découpe plasma CNC à l'horizon 2026
Si vous envisagez un investissement en capital en 2026 en vous basant sur le discours selon lequel « le laser à fibre remplacera le plasma », les données de marché ne justifient pas d'attendre. Plusieurs analystes indépendants s'accordent à dire que le plasma est en croissance, et non en déclin, dans le segment des métaux conducteurs de 6 à 50 mm.
Global Market Insights indique que le marché des machines de découpe au plasma a dépassé 811.4 millions de dollars en 2025, avec un taux de croissance annuel composé (TCAC) de 5.9 % jusqu'en 2034. Intelligence du Mordor Les projections indiquent un TCAC de 4.23 % et un marché atteignant 2.32 milliards de dollars d'ici 2031. Différentes méthodologies d'évaluation expliquent l'écart de taille ; les deux analystes s'accordent toutefois sur la direction.
Trois évolutions technologiques façonneront les décisions d'achat en 2026 :
- La technologie plasma X-Definition / HD comble l'écart de qualité des bords avec le laser à fibre sur l'acier doux d'épaisseur moyenne, préservant ainsi la rentabilité du plasma au-dessus de 6 mm.
- L'Internet des objets (IoT) et la maintenance prédictive sont passés des systèmes haut de gamme aux systèmes de milieu de gamme : les contrôleurs modernes transmettent aux outils de maintenance des installations les données relatives aux cycles de consommation, à la tension d'arc et à la télémétrie du cycle de service.
- Plus compactes que jamais, les têtes de biseautage automatisées passent du haut de gamme au milieu de gamme pour la fabrication de structures et de récipients sous pression, là où le travail de biseautage à 5 axes nécessitait officiellement une machine séparée.
Du point de vue du calendrier : si les variations favorables pour 2026 concernent principalement l’acier doux d’épaisseur moyenne, prévoyez l’utilisation d’un plasma haute définition. Si l’annonce d’hier concernait davantage les tôles minces que les tôles d’épaisseur moyenne, évaluez les performances des lasers à fibre et vérifiez votre estimation des coûts d’investissement avant de revenir au plasma. Prévoyez de commander un audit du système d’air et de la ventilation avant même la livraison de la machine de découpe ; l’air et l’évacuation conforme aux normes OSHA constituent les deux principaux points de décision en matière de coûts d’investissement pour toute ligne de découpe plasma.
Questions fréquemment posées
Q : Quel ampérage de découpeur plasma me faut-il pour un atelier de fabrication d'acier ?
Voir la réponse
Q : Quelle est la durée de vie des consommables d'un découpeur plasma industriel ?
Voir la réponse
Q : Quel est le coût total sur 5 ans de possession d'un découpeur plasma industriel ?
Voir la réponse
Q : Comment puis-je vérifier qu'un fournisseur de découpeuses plasma est un fournisseur B2B et non une marque grand public rebadgée ?
Voir la réponse
Q : Quelle taille de compresseur d'air me faut-il pour un découpeur plasma industriel ?
Voir la réponse
Q : Le plasma industriel est-il encore rentable en 2026, compte tenu de la baisse des prix des lasers à fibre ?
Voir la réponse
Q : Un découpeur plasma industriel peut-il traiter l'acier inoxydable et l'aluminium ainsi que l'acier doux ?
Voir la réponse
À propos de ce guide d'achat
Ce guide d'achat de découpeuses plasma industrielles présente des données d'aide à la décision issues de trois sources : (1) les normes de conformité OSHA 1910.252 et AWS Z49.1-2021, (2) une étude de marché réalisée par Global Market Insights et Mordor Intelligence, et (3) les coûts d'atelier rapportés par les utilisateurs finaux sur les forums de découpe plasma. Les capacités et intensités disponibles sont définies pour les machines industrielles ; le choix de la machine, des fonctionnalités multifonctions et des matériaux doit être adapté à chaque application. Révisé par l'équipe d'ingénierie de Resizeweld en mai 2026.
Références et sources
- Norme OSHA 29 CFR 1910.252 — Soudage, découpage et brasage — Département du Travail des États-Unis, Administration de la sécurité et de la santé au travail
- Index des normes OSHA en matière de soudage, de découpage et de brasage — Département du Travail des États-Unis
- FHWA-HRT-20-056 — Évaluation des trous fabriqués par découpe au plasma — Administration fédérale des autoroutes des États-Unis
- Publication spéciale 847 du NIST — Usinage des matériaux avancés — Institut national américain des normes et de la technologie
- AWS Z49.1 — Sécurité dans le soudage, le découpage et les procédés connexes — Société américaine de soudage
- Norme de sécurité de soudage ANSI Z49.1-2021 - Référence — Institut national américain de normalisation
- Taille du marché des machines de découpe plasma, rapport prévisionnel 2026-2035 — Perspectives du marché mondial
- Marché des machines de découpe plasma : taille, part de marché et tendances de croissance jusqu’en 2031 — Renseignements du Mordor
Articles Relatifs
- Découpeuse plasma CNC : fonctionnement, caractéristiques et applications industrielles — le guide technique complémentaire à ce guide d'achat
- Guide de sélection des tables de découpe plasma CNC industrielles — Structure de la table, lattes, eau vs courant descendant
- Comment dimensionner un compresseur d'air pour votre découpeur plasma — calculs du réservoir récepteur et sélection du séchoir
- Découpe au plasma vs découpe au laser — Comparaison de la qualité de coupe, de la vitesse et du coût au pied
- Découpeur plasma pour aluminium — Guide des gaz, des réglages et de l'épaisseur — manutention des matériaux non ferreux
- Systèmes de positionnement de soudage — équipements de cellule de fabrication en aval à associer à la découpe plasma









{kind=link}
{kind=link}
{kind=link}
{kind=link}