
CNCプラズマテーブルは、手持ち式プラズマカッターを産業用デジタル制御切断プラットフォームに変えるガントリーと作業台のシステムです。最適なものを選ぶ際には、ブランドへの忠誠心はめったに関係ありません。テーブルの移動量、ガントリーの剛性、ソフトウェアスタック、デューティサイクルの分布、そしてプロジェクトの基本料金など、多くの要素が重要になります。この入門書では、産業用加工工場向けに、構造、サイズ、コストのハイライト、2026年の予測について解説し、OSHA、NIOSH、FMA、Future Market Insightsからの引用データや、Practical Machinistフォーラムのスレッドから収集した実際の顧客体験談も補足しています。
主な仕様:工業用CNCプラズマテーブル
| 一般的なカッティングエンベロープ | 4×8フィート(工業用床)/5×10フィート(重工業用加工場) |
| 軟鋼切断、パワーマックス85シンクロ | 1¼インチ(32mm)切断/¾インチ(19mm)穴あけ |
| 軟鋼切断、パワーマックス125 | 1インチ(38mm)切断/1インチ(25mm)穴あけ |
| 位置決めの再現性 | 一般的な産業用サーボでは±0.005、ベンダーは±0.001という精度を主張している。 |
| 空気供給最小値 | 15 CFM @ 90 PSI (60-80 ガロンのタンク、5 HP モーター) |
| 産業用4×8システム価格帯 | 基本テーブル価格1万8千ドル → 125Aプラズマオーブン+ネスト機能+エアドライヤー付きで3万5千ドル~4万5千ドル(2025年第3四半期) |
CNCプラズマテーブルとは何ですか?
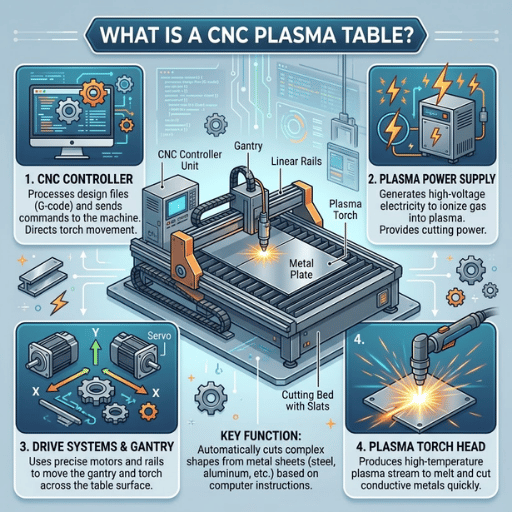
CNCプラズマテーブルは、デジタル制御プラズマ切断装置における加工方向指示装置です。プラズマ切断自体が動力源であり、テーブルはガントリー、駆動システム、そしてCAD図面に基づいてトーチを加工対象物上に位置決めするためのスラット、水、またはその他の作業台表面から構成されます。 コンピュータ数値制御この文脈では、ガントリーのXY方向の動きとトーチのz軸の高さは、人間の手ではなく、ツールパスファイルを読み取るコントローラによって制御されることを意味します。
機械を購入する際には、この違いが重要になります。65アンペアのHypertherm Powermax電源は、溶接機に取り付けてもCNCガントリーに取り付けても、1インチ厚の鋼板を面取りできますが、その際の保持精度は、下にあるCNCテーブルによって決まります。同じプラズマ源を、手頃な価格のホビー用CNCテーブルに取り付けるか、工業グレードの溶接鋼製CNCテーブルに取り付けるかで、根本的に異なる部品が作られることになります。
もしあなたがまだプラズマ切断の基本を(潜在的な)作業場に適用しようとしているなら、 プラズマ切断機とその仕組み 本稿では、上流工程の物理現象について解説します。このセクションでは、購入決定の際のテーブル選びに焦点を当て、工業グレードのCNCプラズマテーブルを構成する要素と、その適正価格について説明します。
「レールはほぼいつでも追加できますが、一度機械が完成してしまうと、幅を広げることはできません。」
プラズマ切断の一般的な用途
CNCプラズマテーブルは、導電性金属板が工場内を大量に移動するプロジェクトの基盤となる。 FMAファブリノミクス展望 製造業者・製造業者協会によると、自動車産業の回復、航空宇宙産業の持続的な需要、そして活況を呈する非住宅建設活動が、2024年から2025年にかけての米国の製造工場需要の主な原動力となっている。
産業用CNCプラズマ切断機が真価を発揮する場面:
- 構造用鋼材の加工 – 最大1インチ厚の鋼板を使用した桁、ブラケット、ガセット、柱継手など。この市場分野では、5×10フィートの加工範囲が主流となっている。これは、鋼板を一枚板のまま流し込むことができ、後工程での二次切断を回避できるためである。
- 板金加工業者 – HVACダクト、看板、階段桁など、16ゲージから1/4インチまでの板材を扱います。この業界は通常、初めてCNCプラズマ切断機を購入する際の費用が最も安い業界です。
- 自動車およびモータースポーツ関連部品の製造業者 – シャーシブラケット、ロールケージ、軟鋼および4130クロモリ鋼製のパネルの製造。
- 重機および農業機械用搬送システム – 耐摩耗プレート、トラクター部品、取り付けブラケット(3/8インチ~3/4インチ)。多くの場合、下流側のプレスブレーキと組み合わせて使用されます。
- 造船および鉄道車両製造 – 厚さ1インチ以上の厚板を、6×12インチ以上のガントリー上で200Aのプラズマ源によって駆動。
- 圧力容器およびタンクの製造 – ユーザーによる溶接前のプレート準備。高度なシステムでは、多くの場合、面取り切断ヘッドと組み合わせて使用されます。
FMAの予測が見落としている重要な指標の一つは、タイミングである。 FABTECH 2024 業界パネル 2025年後半にかけて金属加工業は力強い成長が見込まれ、米国における「CNCプラズマテーブル」の検索ボリュームは、2025年9月に2025年第1四半期~第2四半期の基準値と比較して約50%増加しました。これは、年間約5%の市場規模成長率をはるかに上回っており、購買意欲の高まりが設備投資のペースを上回っていることを示しています。
構造:工業用CNCプラズマテーブルの主要構成要素

工業用テーブルと趣味用テーブルの違いは、機能一覧ではなく、使用サイクル中の各部品の性能にあります。切断品質を左右する6つの部品を以下に示します。また、購入者が予算で見落としがちな故障メカニズムについても以下に示します。
1. ガントリーとフレーム
溶接鋼製ガントリーは高速方向転換時にたわみに強い一方、ボルト締めアルミニウム押出成形ガントリーはたわみます。たわみは、長い切断時に縁が波打ったり、寸法がずれたりする原因となります。工業用フレームは3/8インチ以上の厚さの鋼板で全周溶接されていますが、趣味用のテーブルは一般的に80/20スタイルのアルミニウム押出成形品を使用しています。フレームの剛性は永続的な投資であり、ガントリーの剛性を後から強化することはできません。
2.ドライブシステム
XY軸は遊星歯車式ラックアンドピニオン駆動のサーボモーターで駆動され、Z軸はボールねじで垂直方向の動きを制御します。ステッピングモーター駆動はエントリーテーブルでよく使われますが、閉ループフィードバックなしで加速するとステップが失われるため、長時間のプログラムでは位置ずれが発生します。工業用繰り返し精度は通常0.005インチ(0.13mm)です。一部のベンダーは0.001インチ(0.025mm)という高精度な位置決め精度を公表していますが、これは作業範囲全体にわたって保証された実測値ではなく、最良の場合のマーケティング数値です。
3. トーチ高さ制御(THC)
トーチ高さ制御は、アーク電圧を測定し、プレートの熱による歪みに応じてZを調整して一定のスタンドオフを維持するクローズドループ制御を実行します。HyperthermのTHCプロファイルは、コントローラーが動作する前に25:1の分圧器を通してアーク電圧信号を減衰させます。軟鋼のアーク電圧は、電流とプレートの厚さに応じて、通常100~150Vの公称範囲で動作します。THCがない場合、歪んだプレートや油分を含んだプレートでは切断幅の一貫性が低下しますが、THCを使用すると、消耗品の寿命が大幅に向上します。
📐 エンジニアリングノート — THCと消耗品
ハイパーサーム消耗品の寿命仕様は、100~150Vの公称アーク電圧範囲に基づいています。切断チャートの設定値から約5%以上ずれる場合は、ノズルの摩耗、電極の摩耗、またはプレートの歪みによってトーチが高すぎる位置で吊り下げられていることが原因である可能性があります。ご使用のプラズマ源と電流値に合わせて、THC電圧分圧器が切断チャートに正しく校正されていることを確認してください。65Aのプラズマ源で85Aの切断チャートを使用すると、消耗品の寿命が短くなります。
4. プラズマ源
プラズマ源ハードウェアは、テーブルに付属していることはほとんどありません。ほとんどの工業用溶接機は、ガントリーにHypertherm Powermax 65/85/125 SYNCまたはMaxPro 200を組み合わせて使用します。ESABとLincolnも同様の工業用オプションを提供しています。電流値は、最大電流値ではなく、通常の板厚に合わせて選択してください。10ゲージの板を頻繁に溶接する作業に200Aのプラズマ源を購入すると消耗品が無駄になり、1インチの板をたまに溶接する作業に45Aのプラズマ源を購入すると失敗します。
5. 作業面 ― スラット式(ダウンフロー式)と地下水位
作業面の選択は、換気とインデックス作成に影響を与える。 OSHA 29 CFR 1926.353 クロム含有金属を切断する場合、密閉空間では一般的な機械換気または局所排気換気のいずれかが必要です。ステンレス鋼や亜鉛メッキ鋼板を切断する場合は、これは日常的に発生します。ダウンフロー式スラットテーブルは、作業面を通してヒュームをフィルター付きコレクターに吸い込みます。ウォーターテーブルは切断ゾーンを水没させ、ヒュームの噴出を機械的に抑えます。ウォーターテーブルは、作業者の疲労の原因となる反射紫外線も抑制します。お金では解決できない妥協点が1つあります。ウォーターテーブルでは、シートを水没させずにインデックスすることはできません。また、高精細プラズマは、ウォーターテーブルの再インデックスに必要なガントリー相対的な一貫性を実現できません。 NIOSH出版物2013-128 OSHAは六価クロムの許容曝露限界(PEL)をさらに厳しくすることを推奨しており、小規模な工場は将来のPEL引き下げを見越して換気設備を整備すべきである。 CDC NIOSH 溶接および切断による健康被害に関するガイダンス 密閉空間での作業は、作業者が金属ヒュームにさらされる機会を大幅に増加させると指摘されている。同じ原理は、局所排気換気のない密閉型プラズマ切断ブースにも当てはまる。
6. CNCコントローラとソフトウェアスタック
コントローラは、CAMで生成されたツールパスとモータドライブ間のファームウェア層です。産業用コントローラ(Hypertherm EDGE Connect、ESAB Vision、FANUC)は、モータエンコーダのループを閉じ、THCとガスコンソール制御を統合します。ホビー用コントローラ(Windows上のMach3、LinuxCNC)も動作しますが、レイテンシが増加し、THCループをネイティブに閉じることはほとんどありません。 溶接位置決め装置 貴社の工場に設置するシステムは、同様の方法で下流のモーションコントロールロジックと接続されます。そのため、今後5年間、スペアパーツの提供とトレーニングでサポートできるコントローラーファミリーを選択してください。
購入者が見落としがちな部品の一つが接地です。フォーラムの報告によると、接地不良は最も一般的なサイレント故障の原因であり、その症状としては、モーターの震え、センサーの突然の作動、切断作業の途中でコントローラーが切断されるなどが挙げられます。解決策としては、作業台に専用のアース棒を設置し、同じ作業場の接地を共有する発電機や高周波始動TIG溶接機から隔離することです。
CNCプラズマ切断機は、どのような材料や厚さの材料を切断できますか?
プラズマ切断は、軟鋼、ステンレス鋼、アルミニウム、銅、真鍮などの導電性材料を切断できます。木材、プラスチック、セラミック、ガラスは切断できません。非導電性材料の切断には、CNCルーター、ファイバーレーザー、またはウォータージェットが必要です。工場の加工能力は、プラズマ源の電流値とガントリーの比率によって決まります。
工業用Hyperthermの切断チャートには、電流クラスごとに2つの数値が記載されています。1つは切断能力(生産速度でソースがきれいに切断できる定常状態の厚さ)、もう1つは穿孔能力(固定トーチから確実に切断できる厚さ)です。穿孔能力は常に小さい方の数値です。顧客が切断能力を指定してからその厚さで材料に穿孔しようとすると、穴あけ→切断というワークフローは失敗します。
| プラズマ源 | 軟鋼 - 切断 | 軟鋼 - ピアス | ステンレス鋼 - 切断 | アルミニウム - 切断 |
|---|---|---|---|---|
| パワーマックス 45 XP | (1のミリメートル)で25 | 1/2インチ(12mm) | 3/8インチ | ¼インチ |
| パワーマックス65シンクロ | (1のミリメートル)で25 | ⅝インチ(16mm) | 1/2インチ | 3/8インチ |
| パワーマックス85シンクロ | 1¼インチ(32mm) | ¾インチ(19mm) | ⅝インチ | 1/2インチ |
| パワーマックス 125 | 1½インチ(38 mm) | (1のミリメートル)で25 | ¾で | ⅝インチ |
| マックスプロ200 | (2のミリメートル)で50 | 1¼インチ(32mm) | で1 | で1 |
出典:Hypertherm Powermax SYNC切断チャート(810500MU R4)および機械側のリファレンスガイド。
CNCプラズマ切断機はアルミニウムを切断できますか?
はい、アルミニウムは導電性があり、プラズマ切断で綺麗に切断できますが、仕上がりの品質は鋼鉄に劣ります。アルミニウムのドロスは切断面の下面にしっかりと付着し、溶融アルミニウムがエアアシストによって除去される前に再凝固するため、切断面の仕上がりが粗くなります。アルミニウム製品部品を切断するほとんどの加工工場では、仕上がりの理由から、厚さが1/2インチ未満になるとファイバーレーザーまたはウォータージェットに切り替えます。1/2インチを超えると、設備投資と運用コストの面でプラズマが依然として優位になります。装飾用ではなく構造用アルミニウムを時折切断する場合は、4×8フィートの工業用テーブルでPowermax 85 SYNCが満足のいくソリューションとなります。
容量は25mmを超えると微妙な違いが生じる。 Esprit Automation社によるレーザーとプラズマの比較) 軟鋼におけるファイバーレーザーの能力は25 mm付近で頭打ちになり、ウォータージェットが適する前の50 mmの範囲ではプラズマが支配的であることを検証します。 レーザー、プラズマ、ウォータージェットのトレードオフ比較 このクロスオーバーについてさらに詳しく説明します。反証として、PracticalMachinist誌では、5×10の高精細プラズマテーブルと4.5kWファイバーレーザーの両方を操作する経験豊富な加工業者が、紙の切断においてプラズマの方が切断範囲の点で優れている場合でも、レーザーを選択しています。これは、ステンレス鋼を1,000個連続で加工する場合、ドロス除去作業にかかる労力が、1個あたりの設備投資コスト分析を上回るためです。クロスオーバーは生産側では進んでいますが、設備投資側では同時には進んでいません。
適切な切断エリアの選択:4×4 vs 4×8 vs 5×10

設備投資額は、一度決定すると交換なしには変更できない唯一のパラメータです。床面積に合ったサイズではなく、一般的な板材のサイズに各軸に6インチの余裕を加えたサイズを選択してください。
| 封筒 | クリアランス付き設置面積 | 板材の適合性 | ベスト |
|---|---|---|---|
| 2×4フィート | 約5×7フィート | ハーフシート | プロトタイピング、看板、アート |
| 4×4フィート | 約6×7フィート | ハーフシート(インデックス作成用) | 小型のファブ、ブラケット - ただし、以下の警告を参照してください |
| 4×8フィート | 約7×13.5フィート | 標準シート全体 ✓ | 最も一般的な工業用床 |
| 5×10フィート | 約8×13フィート | 全シート+端材 | 重機/構造物/農業機械 |
| 6×12フィート以上 | 9×15フィート以上 | 特大プレート | 造船所、大型構造物 |
必要なCNCプラズマテーブルのサイズは?
PracticalMachinist の熟練加工職人たちは、あるルールに一致しています。それは、作業場のスペースが本当にどうしても確保できない場合を除き、4×8 未満のサイズは避けるべきだということです。一般的な生産スペースに合わせたサイズオプションについては、こちらをご覧ください。 工業用プラズマ切断機の仕様PracticalMachinist の現役製造業者は、淡々とこう述べています。「優れた制御装置、駆動装置、プラズマテーブルのコストは、4×4 と 5×10 で同じです。」実際には、4×4 の産業用市場は構造的に劣っています。なぜなら、産業用 4×4 の部品表は産業用 4×8 とほぼ同じである一方、4×8 の再販価値と運用上の柔軟性ははるかに高いからです。4×8 のシートを丸ごと切断する場合、より小さなテーブルに合わせてインデックスを付ける作業には人件費がかかり、高精細プラズマの再現性が損なわれ、ウォーターテーブルとの互換性もありません。
テーブル設置面積の各軸に、24~30インチの作業通路を追加してください。さらに、加工機キャビネットのドアの旋回半径と、フォークリフトで次に積載するシートを支えるための材料搬送クリアランスも考慮する必要があります。多くの工場ではこれを過小評価し、積載やメンテナンスが困難なほど狭いテーブルになってしまうことがあります。計算する面積は、切断範囲の各辺の約1.5倍になるはずです。
CAD/CAMソフトウェアとモーションコントロール
産業用プラズマ切断機のCNC制御ソフトウェアスタックは3つのレイヤーで構成されています。互換性のないベンダーの製品群から異なるレイヤーを混在させることは、隠れたコストの落とし穴となります。
- CAD – 設計ソフトウェアライブラリ。AutoCAD、Fusion 360、SolidWorks、QCAD、Inkscape。エクスポート形式:DXF、DWG、またはネイティブパラメトリックファイル。
- CAMとネスティング ― 部品レイアウトとツールパスレイヤー。製品名:SheetCAM、FastCAM、Hypertherm ProNest、Lantek、SigmaNEST。GコードまたはMコード。
- CNCコントローラのファームウェア(動作実行層)。Hypertherm EDGE Connect、ESAB Vision、FANUC、Mach3(ホビーユーザー向け)、LinuxCNCに対応。後処理されたコードを読み込み、ドライブを制御する。
CAMとコントローラの間にはポストプロセッサが配置されます。これはベンダー独自の翻訳装置で、CAMの汎用的なGコードをコントローラが理解できる言語に変換します。コントローラにポストプロセッサが付属しているのは稀で、ほとんどの場合、特定の機械構成に合わせてCAMベンダーから製造または購入する必要があります。
産業用ソフトウェアの真価は、ネスティング効率にあります。4×8 シートの手動レイアウトでは、通常 15~20% の材料が無駄になります。ProNest、Lantek、SigmaNEST が公開したケーススタディでは、自動ネスティングだけで 8~15% の材料回収が実現しています。3 社すべてで 2024~2025 年のリリースでは、機械学習によるネスティング機能が追加され、スクラップがさらに削減されています。Powermax 85 で毎日 4×8 の鋼材を切断する産業では、この 8~15% の削減は、消耗品に次いで最大の運用コスト削減要因となる可能性があります。 プラズマ切断機の基礎知識 上流工程における考慮事項を順を追って説明する。
工業用テーブルと趣味用テーブル:どちらを選ぶべきか

趣味用か業務用かという選択は、多くの購入者が予算重視の二者択一だと考えて間違えてしまう二択です。そうではありません。これは、使用頻度、許容誤差、そしてライフサイクルコストの問題なのです。
中小企業にとって、CNCプラズマ切断機は導入する価値があるのか?
簡単な計算です。もしあなたの工場が現在、切断作業を外部委託しており、その外注費用が月額約3,000ドルを超えている場合、Powermax 85に搭載された4×8フィートの産業用CNCプラズマ切断機は、消耗品、ソフトウェア、オペレーターのトレーニング費用を含めて、通常18~30ヶ月で投資額を回収できます。 Esprit Automationの業界比較 プラズマ装置の業界平均投資回収期間は2~3年であるのに対し、同等の能力を持つファイバーレーザー装置では約5年かかると報告されています。外部委託の切断費用が月額1,500ドル未満の場合、テーブルは遊休状態となり、採算が合わないことになります。
産業用プラズマ投資のための3つの質問テスト
産業用機器とエントリーレベルのマーケティング上の主張を比較検討する購入者向けに、当社が開発した二値フィルタリング質問:
- 稼働サイクル――テーブルは1シフトあたり2時間以上稼働しますか?もしそうであれば、エントリーレベルのテーブルのベアリングとモーターの仕様ではその負荷に耐えられません。強化されたガントリーと産業用サーボが必要です。
- 公差:部品は、0.020インチを超える位置ずれによって再加工が必要となる下流の溶接、機械加工、または組み立て工程に供給されますか?もしそうであれば、ステッピングモーター駆動の入力テーブルは仕様を満たしていません。
- ライフサイクルコスト――そのテーブルは5年以上の生産を想定して設計されているか?もしそうであれば、定価よりもフレームの剛性、部品供給ネットワーク、保証の所在場所の方がはるかに重要になる。
3つの質問のうち2つが「はい」であれば、工業用テーブルを購入する価値は十分あります。1つだけであれば、エントリーレベルのテーブルでも次の購入決定までの18~24ヶ月間は十分でしょう。どれも「はい」でなければ、趣味用のテーブルを購入することになります。
✔ 工業グレードの強度
- 溶接鋼製フレーム、高速走行時のガントリーのたわみが少ない
- 遊星歯車機構付きサーボドライブ、繰り返し精度±0.005
- 閉ループ電圧フィードバックを備えたTHC規格
- 2交代制の生産信頼性を考慮して設計されています。
- 保証期間内の消耗品サプライチェーン(OEM)
⚠️ 趣味レベルの制限
- ボルトで組み立てられたアルミニウム押出材は、方向転換時にたわむ。
- ステッピングモーター駆動、ステップロスリスク、標準ドリフト±0.020
- THCはオプションで、安価なテーブルではオーム抵抗のみの場合が多い。
- 週2~4時間の草刈り作業を想定して設計されています。
- アフターマーケット専用の消耗品リスク、部品交換に時間がかかる
商取引リストで警告されないリスクの一つに、ベンダーの在庫滞留と部品供給の崩壊があります。2024年のPracticalMachinistの記事には、小型CNCプラズマテーブルを購入した購入者が2009年製のサーボモーターを受け取り、交換品を何ヶ月も待たされ、契約を失い、従業員を解雇せざるを得なかった事例が記録されています。ベンダー名はよく知られており、保証に関する訴訟回避条項によって訴訟は採算が合わず、在庫滞留はベンダーの常態であったようです。ライフサイクルコストは定価の問題ではなく、部品供給の問題なのです。比較のために、当社の分析結果を以下に示します。 レーザー切断とプラズマ切断の比較 レーザー分野における、人生を通して生じる同様の疑問を取り上げています。
CNCプラズマ切断機の価格を左右する要因とは?
CNCプラズマ切断機の広告価格は、実際の耐用年数終了時のコストを30~60%過小評価している可能性があります。各項目の内訳を把握することで、公平な見積もりが可能になり、手付金支払い後の予期せぬ費用発生を防ぐことができます。
- ベーステーブル – ガントリー、駆動部、作業面。溶接式かボルト締め式かが、ここで最も重要な決定要因となる。
- プラズマ電源は、基本価格表に含まれていない場合が多いです。Powermax 65 SYNCは4,500~5,000ドル、Powermax 125は9,500~11,000ドルがOEM価格で加算されます。
- トーチ高さ制御(THC)サブシステム – 産業用モデルでは標準装備されていることが多いが、エントリーレベルのテーブルでは追加オプション(800~2,500ドル)となる。
- CAD/CAMおよびネスティングソフトウェアの場合、SheetCAMのシングルライセンスは約400ドル、ProNest LT Unlimitedの生涯ライセンスは約3,500ドル、LantekおよびSigmaNESTの産業用ライセンスは年間数千ドルかかる。
- 空気供給に関しては、産業用購入者はコンプレッサーの仕様を低く見積もる傾向があります。最低でも、60~80ガロンのタンク、5馬力のモーター、15 CFM @ 90 PSI、さらにエアドライヤー(Tsunamiクラス、1,500~2,000ドル)を用意して、きれいに切断できるようにしましょう。
- 排煙対策 – ダウンフロー式集塵装置を追加すると3,000~8,000ドルの費用がかかります。水板式液体除去は最も安価な導入オプションですが、前述のようにインデックス作成に制限があります。
- 送料および梱包費 – 国内梱包費:800~2,500ドル。国際海上輸送費:表の価格の15~20%、関税は別途加算。
- 設置および操作員研修費用:出張費および現地滞在期間に応じて1,500ドル~5,000ドル。
- 初年度の消耗品:電極、ノズル、旋回リング、シールド。生産テーブルを単一メーカーから購入する場合、初年度の予算は1,500~3,000ドルを見込んでください。
| 段 | 封筒 | 全て込み(プラズマ源付き) | 典型的な購入者 |
|---|---|---|---|
| 入門者/趣味家 | 2×2〜4×4 | $ 5,000 - $ 15,000 | DIY、アートショップ、プロトタイプ |
| プロ向け/軽工業向け | 4×4〜4×8 | $ 18,000 - $ 45,000 | ジョブショップ、修理、軽加工 |
| 産業用 | 4×8〜6×12 | $ 45,000 – $ 120,000 + | 製造、構造、自動車 |
| 重工業 | 6×12+ 面取りあり | $ 120,000 – $ 400,000 + | 造船所、重機、鉄道 |
価格は2025年第3四半期の米国市場データに基づいていますが、現在の市場価格とは異なる場合があります。今すぐ見積もりをご依頼ください。現在の製造オプションを比較するには、こちらをご覧ください。 産業用CNCプラズマ切断ソリューション.
業界展望:2025~2026年のCNCプラズマ切断業界を形作るトレンド

2025年から2026年にかけてのCNCプラズマ設備投資に関する意思決定は、3つのトレンドによって大きく変化しています。契約前にこれらのトレンドを把握しておくことで、どの構成を選択するかが変わってきます。
リショアリングと関税が需要に与える影響
世界のCNCプラズマ切断機市場は 2025年には7億750万米ドルに達し、2035年には11億6350万米ドルに達すると予測されている(年平均成長率5.1%)。 Future Market Insightsによると、検索ボリュームのデータが真実を物語っています。2025年9月の米国の「cncプラズマテーブル」の検索クエリ数は、第1四半期から第2四半期の開始ベースラインと比較して約50%増加しました。これは市場よりもはるかに速いペースであり、最近の関税変更に対応して小規模工場のデジタル化と金属加工の国内回帰が再び活発化したことが検索ボリュームの増加につながっていることを示しています。これは、国内回帰のシフトによって推進される製造能力が、公開されている市場データで示されているよりも実際には速いペースで増加しており、今後登場する産業用モデルのリードタイムが長くなることが予想されることを示しています。
厚さ境界におけるプラズマレーザーとファイバーレーザーの位置決め
ファイバーレーザーは、軽鋼板で厚さ25mm以下の薄板および中板加工において、プラズマの限界を徐々に侵食し続けています。25mmを超えると、設備投資と運用コストの面ではプラズマが依然として優位に立ち、プラズマの限界を超えるとウォータージェットが代替手段となります。2025年には、生産性の面で、あまり目立たない変化が見られます。両方の技術を選択できる製造業者は、設備投資でプラズマが優位になる生産ロットでも、一貫してレーザーを選択していると報告しています。これは、部品の大量生産(特にステンレス鋼の場合)におけるドロス除去作業が、部品あたりのハードウェアコストを完全に支配するためです。現在では、デュアルテクノロジー工場が一般的になっています。12ゲージから1/4インチのステンレス鋼で生産部品を製造する場合は、プラズマのみを選択する前に、ドロス除去作業を明確にモデル化してください。
AI支援によるネスト構造と複数テーブル統合
ProNest、Lantek、SigmaNESTは、2024年から2025年にかけて機械学習を活用したネスティングをリリースしました。運用面では、機械学習なしの自動ネスティングと比較して8~15%の在庫回収率向上を実現し、恒久的な運用コスト削減につながります。今年設備投資を計画している場合は、ベンダーに機械学習ネスティングがコンフィギュレーターに含まれているか、アップグレードオプションであるかを確認してください。2027年までには、プレミアム機能ではなく標準機能となる可能性が高いでしょう。溶接などの下流工程も、部品のエッジがきれいになることでメリットがあります。 下流の溶接工程 巣の質の伝播について論じる。
よくある質問

Q:CNCプラズマ切断機は何に使用されますか?
回答を見る
Q:CNCプラズマ切断機でアルミニウムを切断できますか?
回答を見る
Q:CNCプラズマ切断機で切断できる板材の最大厚さはどれくらいですか?
回答を見る
Q:産業用CNCプラズマ切断機の価格はいくらですか?
回答を見る
Q:水面テーブルとスラットテーブル(下降流式テーブル)ではどちらが良いですか?
回答を見る
作業場に最適なCNCプラズマ切断機を指定してください。
RESIZE社は、製造工場、構造物工場、重機工場向けに、産業用CNCプラズマ切断ソリューションを製造しています。
この分析について
この記事の情報源には、Hypertherm Powermaxの切断チャート、OSHA 1926.353およびNIOSHの六価クロムに関するガイダンス、FMA Fabrinomicsの展望、Future Market Insightsの2025年CNCプラズマ市場レポート、およびPracticalMachinistの現役加工業者フォーラムのスレッド(実際のCNCプラズマテーブル購入体験を記録)が含まれます。価格は2025年第3四半期の米国市場に基づいており、RESIZEのエンジニアリングチームが産業加工業者にとっての価値を考慮して選定しました。
関連記事
参考文献と情報源
- OSHA 29 CFR 1926.353 — 溶接、切断、加熱における換気と保護 — 米国労働省労働安全衛生局
- NIOSH出版物2013-128 — 推奨基準の基準:六価クロムへの職業曝露 — 米国疾病対策センター
- 溶接および切断における健康被害 ― NIOSH トピックガイダンス — 米国疾病対策センター
- コンピュータ数値制御 — 百科事典項目 —ウィキペディア
- 2024年のマクロ経済展望(ファブリノミクス) — 国際製造業者協会
- FABTECH 2024の概要 ― 金属加工業界のパネルが2025年を見据える — ファブリケーター
- CNCプラズマ切断機市場予測(2025年~2035年) — 将来の市場動向
- レーザー切断とプラズマ切断の比較 ― 産業用OEMメーカーによる比較 — エスプリ・オートメーション









{kind=link}
{kind=link}
{kind=link}
{kind=link}