
溶接は、建設・製造業から航空宇宙・エネルギー産業に至るまで、様々な産業の中核を成す重要な技能です。この技術を習得するには、1G、2G、3G、4G、5G、6Gといった様々な溶接姿勢と、それに対応する接合の種類を理解することが不可欠です。それぞれの姿勢には、特有の課題や技術的な課題が伴います。この詳細な調査は、熟練した溶接技術者と溶接士を目指す人々の両方にとって、これらの技術の特定と応用に関する洞察を提供し、溶接における技術習得の成功に向けた基礎を提供します。
溶接姿勢の理解
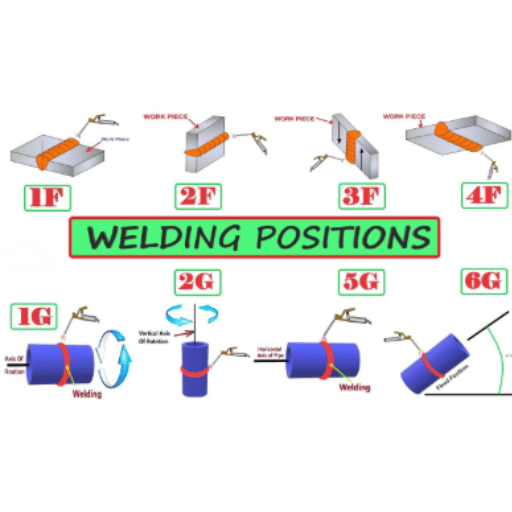
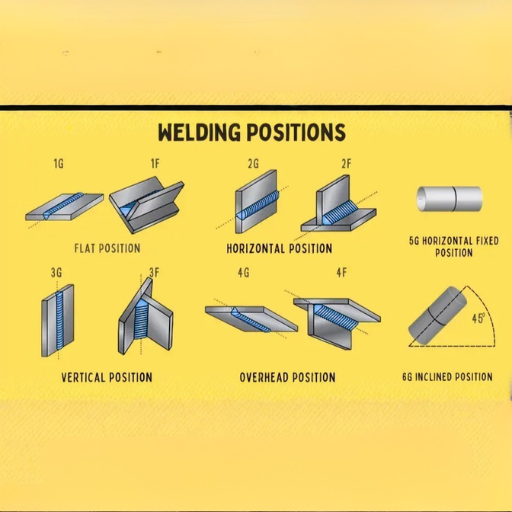
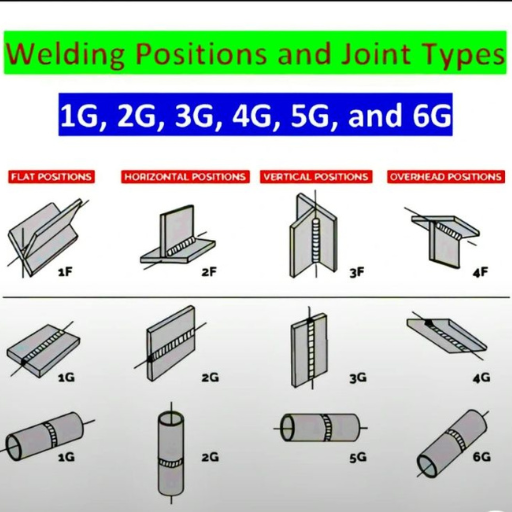
溶接姿勢は、接合部の向きと溶接作業者のアプローチに基づいて、主に4つのカテゴリーに分類されます。これらの姿勢には以下が含まれます。
- •
フラットポジション(1G/1F): 最も簡単で最も一般的な位置です。ジョイントは水平で、重力によって溶接が均等に分散されます。 - •
水平位置(2G/2F): 水平軸に沿って垂直面で実行され、溶接のたるみを回避するための精度が求められます。 - •
垂直位置(3G/3F): ジョイントは垂直方向に整列し、上方向 (垂直上) または下方向 (垂直下) に移動します。 - •
オーバーヘッドポジション(4G/4F): 最も難しい位置は、溶接機の上部の表面を扱うため、滴りを防ぐために厳密な制御が必要です。
溶接姿勢の定義
溶接姿勢は、アプリケーション間で一貫した結果を保証する標準化された空間方向です。4つの主要なタイプに加えて、 位置はさらに開先溶接に分類されます (「G」) (NAIST) と すみ肉溶接(「F」)これらの方向性を習得することは、業界標準を満たし、複雑なプロジェクトを処理するために不可欠です。
業界における溶接職の重要性
様々なポジションでの熟練度は、構造の完全性と安全基準への適合を確保します。溶接工は重力や材料の配向に適応する必要があり、製品の寿命に直接影響を及ぼします。このスキルセットは、複雑な設計に厳格な品質管理が求められる建設、自動車、航空宇宙分野では不可欠です。
一般的な溶接姿勢の概要
フラットポジション: 簡単で生産性に優れ、ワークピースの上面に溶接が行われます。
水平位置: 溝および隅肉溶接の水平方向に適用されます。たるみを防ぐために溶融金属の厳密な取り扱いが必要です。
垂直位置: 重力により困難。均一性を維持するために上り坂または下り坂への適応が必要。
オーバーヘッドポジション: 制御するにはかなりのスキルが必要です アークを発生し、溶融金属の 溶接機に滴り落ちるのを防ぎます。
各溶接位置の詳細な分析
フラットポジション(1G/1F)
これは最もアクセスしやすい姿勢です。ワークピースが水平に配置されているため、重力によって溶接プールが安定します。手工具の操作性と高品質な接合に適しており、基本的な金属処理と初期トレーニングの基礎として役立ちます。
水平位置(2G/2F)
水平溶接は、垂直面上で水平軸に沿って行われます。溶接工は重力によるたわみを補正する必要があります。この溶接は構造物やパイプラインの溶接でよく使用され、滑らかなビード効果を得るには速度と溶接量の制御が求められます。
縦位置(3G/3F)
これには、垂直面またはほぼ垂直面上での溶接が含まれます。 垂直上 厚い材料に浸透を確実にするために使用され、 垂直下 より速い進行のために、より薄い材料を優先します。圧力容器や重量構造物にとって重要なスキルです。
オーバーヘッドポジション(4G/4F)
最も困難な作業の一つであり、溶融池からの滴下を防ぐために高度な技術と精密な熱制御が求められます。メンテナンス、修理、そしてワークピースを移動できない状況では不可欠です。
🛠️
プレートとパイプの特定の位置
1G: フラットポジション。ワークピースは水平で、上から溶接されます。
2G: 垂直面上での水平姿勢。安定した手のコントロールで重力に抵抗します。
3G: 垂直面。アンダーカットを避けるために熱入力を制御する必要があります。
4G: 頭上の位置。金属の垂れ下がりを防ぐために重力に逆らう必要があります。
5G: 水平パイプを固定し、溶接工がパイプの周りを移動します (垂直、水平、オーバーヘッドの技術を組み合わせたもの)。
6G: 上級ポジション。パイプは45度の角度で固定されています。パイプの回転は禁止されており、あらゆるポジションのスキルが試されます。
ポジション間の機械的な違い
技術的な違いは、ワークピースの向きと溶融溶接プールへの重力の影響によって決まります。
- 1G: 最大限の制御、重力の影響はわずか。
- 2G: ビードの浸透に細心の注意が必要です。
- 3G: たるみのリスクが著しく、堆積速度の変更が必要になります。
- 4G: 滴り落ちる可能性が高く、慎重な熱管理が必要です。
- 5G: 不均一な重力による引っ張りに対する調整が必要です。
- 6G: 高度な適応力を必要とする複雑な課題の組み合わせ。
重力が溶融池に与える影響
重力によって溶融金属は下方に流れ、気孔や溶融不良などの欠陥につながる可能性があります。上向き溶接では滴下を招き、水平溶接では溶融池のバランスを崩します。溶接工は、工業的な健全性を維持するために、移動速度、入熱量、電極角度を調整する必要があります。
垂直溶接と頭上溶接の技術
垂直上向き(上向き)溶接は、溶け込みと強度に優れるため、厚い材料に適しています。垂直下向き溶接は、溶け落ちを防ぐため、薄い材料に適しています。上向き溶接では、溶融池を安定させ、蛍光金属の滴下を防ぐために、アーク長を短くし、熱量を抑える必要があります。
位置間の溶接品質の比較
平らな場所や水平な場所に設置すると、プールコントロールが向上し、欠陥が少なくなるため、一般的に優れた品質が得られます。一方、上り坂や頭上の場所に設置すると、視界の制限や重力の影響により、より困難になります。適切な融着には、ストリンガービーズや制御されたウィービングが必要になります。
溶接職の認定要件

認証基準
ポジション固有のテスト: 厳格な監督の下で、1G から 4G までの各ポジションで熟練度を証明する必要があります。
コードのコンプライアンス: テストは、炭素鋼やアルミニウムなどの特定の材料に対する AWS D1.1 (構造) や ASME Section IX (圧力容器) などの規格に従います。
検査: 目視検査と非破壊検査(X 線または曲げテスト)が含まれます。
更新: 継続的な能力を確認するために定期的な更新が必要です。
AWS および ISO 認証標準
AWS認定資格(D1.1など)は、溶接工が特定の方向、接合タイプ、および充填材に関して十分な能力を持っていることを保証します。 ISO 9606 溶接工の資格を規制し、プロセスとポジションの習熟を確保して、規制遵守と顧客満足を実現します。
認定に必要なスキルレベル
認定基準は、実践能力と理論能力を厳密に審査します。受験者は、管理された環境下で厳格な目視検査と非破壊検査(NDT)の基準を満たす必要があります。これにより、溶接工は産業環境における安全性と品質の向上に必要な専門知識を有していることが保証されます。
参照ソース
- ウェルドマート: 溶接位置コードと方向の説明。
- Red-D-Arc ブログ: 溶接位置と開先溶接継手の種類の詳細。
- ミズーリ溶接協会: 1G から 6G のパイプの溶接までの過程に焦点を当てます。
- リンカーンテック: 溶接を学ぶ学生にとって難しいアプリケーションについて説明します。
- ダヤン溶接: 高度な 6G による GMAW ポジションの内訳。
よくある質問(FAQ)
造船とパイプラインにおける 1G-6G とはどういう意味ですか?
これらは、接合部の方向と溶接プロセス自体を参照する位置番号です。
1Gポジションとは何ですか?
平らな溶接姿勢。初心者にとって最も簡単で一般的な出発点です。
2Gポジションとは何ですか?
垂直面に沿って溶接を行う水平位置。
3Gポジションとは何ですか?
溶接が下から上または上から下へ進む垂直位置。
4Gポジションとは何ですか?
溶接工が接合部の真上で作業する頭上位置。
5Gポジションとは何ですか?
パイプを回転させることができない水平固定のパイプ位置。
6Gポジションとは何ですか?
パイプを45度の角度で曲げる高度なポジションで、高度な技術と経験が必要です。









{kind=link}
{kind=link}
{kind=link}
{kind=link}