
Deze handleiding behandelt alle beslissingen die een professional in de metaalbewerking moet nemen: vier machinetypes, geverifieerde afschuinhoeken met codeverwijzingen, een prestatievergelijking met haaks slijpen, eisen aan materiaalcompatibiliteit en een selectiematrix met vijf factoren die van toepassing is op elk project of elke inkoopbeslissing.
RESIZE frees- en afschuinmachine — Belangrijkste specificaties
| Parameter | Specificaties |
|---|---|
| Materiaalcompatibiliteit: | Staal, roestvrij staal, aluminium, PVC, composieten |
| Snijhoeken (instelbaar) | 15 °, 30 °, 45 °, 60 °, 75 ° |
| Max. Snijdiepte | 0 – 25 mm |
| Maximale randbreedte | 35 mm |
| Vermogen | 2.8 kW elektromotor |
| Snelheidsbereik | 2,000-6,000 tpm |
| Gewicht van de draagbare eenheid | 18-32 kg |
| Prijsklasse (pijpmachines) | $ 1,565- $ 31,000 |
| Veiligheidsvoorzieningen | Noodstop, trillingsdempend systeem |
Wat is een afschuiningsgereedschap en hoe werkt het?

Wat is een afschuinmachine?
Afschuinmachines zijn elektrisch aangedreven precisiesnijmachines die zijn ontworpen om een schuine hoek, een zogenaamde afschuining, te creëren aan de randen van metalen platen, stalen buizen of constructie-elementen. In tegenstelling tot een slijpschijf, die slijtage gebruikt om materiaal te verwijderen, kunnen gespecialiseerde afschuinmachines materiaal netjes doorsnijden door het in één gecontroleerde snede af te scheren. De machine, met een ingebouwde roterende kop met hardmetalen inzetstuk, schuint af onder een vooraf ingestelde of aangepaste hoek.
Dit werkt heel eenvoudig: klem het werkstuk vast of plaats de machinebasis op de rand van het werkstuk, gebruik het wisselplaatje onder de vooraf bepaalde afschuinhoek op het metaal en voer het gereedschap met een constante diepte aan. Het resultaat is een dimensionaal nauwkeurig profiel, klaar voor montage zonder verder slijpen, hoekcontrole of ontbramen, mits de machine correct is afgesteld.
Instelbare snijhoeken van 15 tot 75 graden, een instelbaar toerental voor optimale snelheid en verwisselbare kopsystemen voor afschuinen, facetten, ontbramen en radiusfrezen zijn nu standaard. Het gereedschap kan worden gebruikt voor het voorbereiden van een lasverbinding in constructiestaal, het verwisselen van de kop voor plasmasnijden en ontbramen, en niets meer.
Wat doet een afschuiningsgereedschap?
Een afschuiningsgereedschap maakt een metalen rand dunner en schaaft deze af onder een voorgeschreven hoek. Dit proces creëert een schuin oppervlak voor de voorbereiding van lasverbindingen, de afwerking van randen of de montage van onderdelen. Bij de lasvoorbereiding bepaalt het afschuinen de groefgeometrie voor de gewenste lasnaad; de V-, J- of afschuiningsgroef, waar het vulmetaal in kan worden gebracht, wat zorgt voor een goede lasverbinding in de lasnaad. Het gereedschap bewerkt de randen van staal en roestvrij staal, waardoor het risico op snijwonden aan de rand wordt geëlimineerd en de rand wordt voorbereid op de beste hechting van elk afwerkingsproces. Het is geschikt voor randbreedtes van enkele millimeters tot 35 mm, met instelbare hoeken van 15° tot 75°. Compatibele materialen zijn onder andere staal, roestvrij staal, aluminium, koper, PVC-buizen en technische composieten.
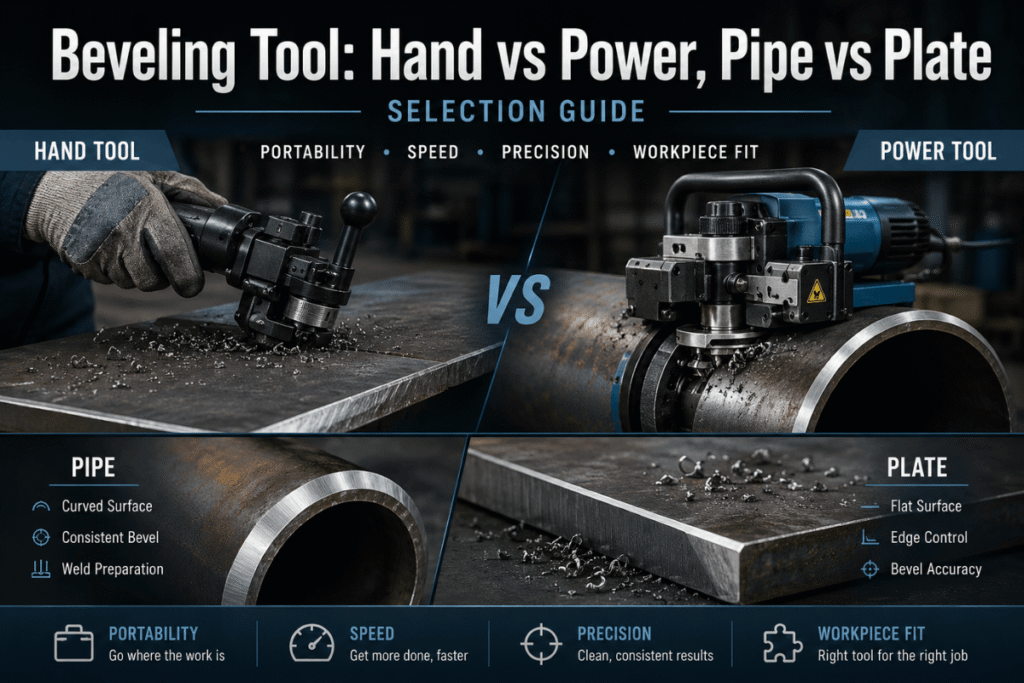
Soorten afschuinmachines: plaat-, buis-, draagbare en stationaire machines

Afschuinmachines kunnen in vier brede groepen worden ingedeeld: de keuze hangt af van zowel de geometrische vorm van het werkstuk als de productieomgeving (op de productielocatie of in een werkplaats). Een onjuiste keuze betekent hogere kosten, incompatibiliteit met de bedrijfsomstandigheden, of beide (een kleine, handbediende afschuinmachine met beperkte mogelijkheden is bijvoorbeeld niet geschikt voor het afschuinen van lange kanten op grote platen, terwijl een reparatieteam in de olie-industrie deze machine niet op de werklocatie kan gebruiken).
Welk gereedschap maakt afgeschuinde randen?
De afgeschuinde rand wordt gemaakt met behulp van een van de vier soorten gespecialiseerde machines: een pijpafschuinmachine (voor buis- en pijpeinden); een plaatafschuinmachine (voor vlakke plaatmetalen en platen); een draagbaar handgereedschap voor afschuinen (voor werkzaamheden op locatie en positioneringsverbindingen); of stationaire CNC-freesmachines (voor massaproductie). Als goedkoop alternatief worden haakse slijpers – inclusief opzetstukken voor haakse slijpers die speciaal zijn ontworpen voor afschuinen – soms gebruikt voor kleine klussen die niet aan de normen voldoen. De consistente, herhaalbare groefgeometrieën die normen zoals AWS D1.1, ASME B31.3 en API 1104 vereisen, kunnen echter alleen betrouwbaar worden geproduceerd met een geschikte afschuinmachine.
| Machinetype | Primaire toepassing | Hefvermogen | Power | Prijsklasse |
|---|---|---|---|---|
| Pijp afschuinmachine | Voorbereiding voor het lassen van pijp- en buiseinden | 0.5″–60″ buitendiameter | Elektrisch / pneumatisch / hydraulisch | $ 1,565- $ 31,000 |
| Plaatafschuiner | Vlakke plaat- en plaatmetaalranden | Plaat 1–35 mm dik | Elektrisch 1.5–3 kW | $ 2,000- $ 10,000 |
| Draagbare handafschuiner | Werkzaamheden op locatie, positionering en reparatie. | Alle randgeometrieën | Elektrisch, draadloos 18V, pneumatisch | $ 650- $ 3,500 |
| Stationaire / CNC-freesmachine | Productie in grote volumes | Vastgezet door machinetafel | Elektrisch 3–15 kW | $15,000–$100,000+ |
Meer details over de volledige technische specificaties, met name met betrekking tot de pijpdiameter, de snijhoek, de materialen waarvoor de apparatuur geschikt moet zijn en de snijgegevens, vindt u op de productpagina's van ons assortiment. frees- en afschuinmachines voor buizen en constructieplaten.
✓ Draagbaar afschuiningsgereedschap — Voordelen
- Kan in elke positie worden gebruikt: boven het hoofd, verticaal en horizontaal.
- Met de draadloze 18V-modellen is geen netstroom nodig.
- Snelle mobilisatie voor pijpleidingreparatie en veldwerkzaamheden.
- Lagere investeringskosten dan stationaire machines
⚠ Draagbaar afschuiningsgereedschap — Beperkingen
- Lagere maximale zaagdiepte dan stationaire machines
- De accucapaciteit beperkt de mogelijkheden voor langdurig gebruik bij hoge koppelwaarden.
- De bedieningstechniek beïnvloedt de consistentie op gebogen oppervlakken.
- Houd er rekening mee dat ons assortiment voor zwaar gebruik niet geschikt is voor het afschuinen van zeer dikke platen of van bijzonder complexe verbindingen met samengestelde krommingen.
Standaard afschuinhoeken voor de voorbereiding van lasverbindingen: 30°, 37.5°, 45° en 60°
De specificatie van de lasafschuininghoek op een bepaalde verbinding wordt bepaald door de toepasselijke lasnorm voor die specifieke toepassing. Deze hoek mag nooit worden overgelaten aan de voorkeur van de individuele werkplaats die de verbinding produceert. Dergelijke verbindingen waarbij een verkeerde hoek is gebruikt, of waarbij tijdens de productie van de verbinding afwijkingen van de toegestane tolerantie zijn toegestaan, zijn onaanvaardbaar en moeten worden gerepareerd.
Hieronder vindt u een overzicht van de vooraf vastgestelde groefhoeken voor de meest voorkomende voegtypen. AWS D1.1 Constructielascode — Staal, van toepassing op niet-buisvormige verbindingen.
| Afschuiningshoek | Groeftype: | Proces | AWS D1.1-verbindingen | Typisch gebruik |
|---|---|---|---|---|
| 45 ° | Enkele V-groef, afgeschuinde groef, J-groef, U-groef (CJP) | SMAW (stick) | B-U2a, B-U4a, B-U8, B-U6 | Constructiestaal, bruggen, drukvaten |
| 30 ° | Schuine groef, J-groef (CJP) | GMAW / FCAW | B-U4a-GF, B-U8-GF | Plaatmetaal, lichte constructie, draadaanvoerproductie |
| 60 ° | Enkelvoudige V CJP (achteruitgebeiteld), afschuining PJP | SMAW / SAW | B-U2, BC-P2 | Dikplaatlassen, onderpoederlassen |
| 37.5 ° | Buisvormige T-, Y- en K-verbindingen (CJP, detail B) | SMAW | AWS D1.1 Tabel 3.6 | Offshore constructies, buisvormige vakwerkconstructies, jacketframes |
⚙ Technische opmerking — AWS D1.1 toleranties voor groefhoeken
In de bovenstaande tabel met toelaatbare groefhoeken volgens AWS D1.1 (figuren 3.3 en 3.4 in de tabellen voor voegtypen CJP en PJP, respectievelijk) zien we dat de geaccepteerde tolerantie voor de groefhoek is +10°, −0° zoals gedetailleerd en +10°, −5° bij het passenEen afschuining die zelfs maar 6° negatief afwijkt van de gespecificeerde hoek, is niet-conform bij de pasinspectie. Handmatig slijpen – wat doorgaans een hoekvariatie van ±5°–8° oplevert – benadert of overschrijdt de paslimiet van −5° voor negatieve afwijkingen, waardoor het afschuinen met een haakse slijper een risico vormt voor de naleving van de norm bij elke structurele of drukdragende las die onder AWS D1.1 valt.
Voor een volledig overzicht van de normen voor afschuinhoeken in verschillende codes en pijpschema's, zie de handleiding. afschuinen en facetten en de toegewijde afschuiningsnormen artikel.
Afschuiningsgereedschap versus haakse slijper: het prestatieverschil bij de lasvoorbereiding
De meeste werkplaatsen gebruiken een slijpmachine voor de voorbereiding van werkstukken, omdat het een zeer toegankelijk gereedschap is, geschikt is voor alle soorten verbindingen en geometrieën, en geen speciale instellingen vereist. Deze keuze moet echter alleen gemaakt worden voor kleine klussen die niet aan de voorschriften voldoen. Voor alle andere scenario's waarbij 15 of meer afschuiningen per ploegendienst nodig zijn, of voor verbindingen die onder een WPS (Workplace Procedure Specification) vallen, is het efficiëntieverschil tussen slijpmachines en professionele afschuiningsmachines enorm, gezien de factoren snelheid, nauwkeurigheid, gezondheid van de operator en naleving van de voorschriften.
Op ConFab (El Dorado, Kansas) registreerden fabrikanten een daling van de tijd per afschuining van 45-90 seconden met slijpschijven naar 7-10 seconden met een speciaal afschuiningsgereedschap. 80-90% reductie van de cyclustijd voor dezelfde snijgeometrie van 4 cm. Naast de doorvoersnelheid zijn er bij haakse slijpmachines drie risicofactoren die met speciaal gereedschap worden geëlimineerd:
| Afmeting | Hoekmolen | Speciaal afschuiningsgereedschap |
|---|---|---|
| Hoek nauwkeurigheid | ±5°–8° (afhankelijk van de operator) | ±0.5° (machinaal geregeld) |
| Oppervlak | Grof gemalen; naslijpen vereist | Lasklaar in één doorgang |
| Trillingsrisico (HAVS) | 3.5–6.0 m/s² A(8); UK HSE EAV overschreden na ~1 uur/dag | Lage trillingen; standaard anti-trillingssystemen |
| Blootstelling aan stof | Produceert fijn, inhaleerbaar silicastof. | Spaanders vallen op de vloer; minimale hoeveelheid zwevende deeltjes in de lucht. |
| Naleving van de code | Hoog risico op afstoting — −5° AWS D1.1 paslimiet | Ingebouwde conformiteit aan de gespecificeerde hoek |
| Cyclustijd (15 gewrichten/ploeg) | Ongeveer 22-35 minuten malen + controletijd | ~3–5 min (80–90% sneller) |
Wanneer gebruik je een speciaal afschuiningsgereedschap? — Beslissingsgids
- IF Dagelijks afschuiningsvolume ≥15 verbindingen EN naleving van de lascode vereist → speciaal afschuiningsgereedschap
- IF Het materiaal is aluminium of roestvrij staal → altijd toegewijd gereedschap (Verontreiniging door slijpspanen is niet onderhandelbaar)
- IF Zijn de HAVS- of silicastofregelgevingen van toepassing op uw locatie? speciaal afschuiningsgereedschap
- IF incidentele reparaties (≤5 voegen/week) EN niet-codegebonden structurele afwerkingswerkzaamheden → haakse slijper acceptabel
“Met slijpschijven duurt het gewoon te lang om een goed resultaat te krijgen. Nu maak ik een afschuining of afronding in één beweging, zonder nabewerking. De spanen vallen rechtstreeks op de grond – geen stof in de lucht, geen risico op HAVS.”
Voor een volledige behandeling van voorbereiding van de lasverbinding Voor toleranties en pasnormen, zie de bijbehorende handleiding.
Voor een overzicht van de machinespecificaties, zie de volledige documentatie. afschuinmachine bereik van RESIZE.
Geschikt voor het afschuinen van metalen: staal, roestvrij staal, aluminium en PVC

De snijprestaties van een afschuingereedschap variëren afhankelijk van het werkstukmateriaal. Het type wisselplaat, het toerental van de spindel en de voeding moeten allemaal afgestemd zijn op de hardheid, de warmtegeleiding en het spaanafvoergedrag van het materiaal.
Het bewerken van aluminium met een stalen configuratie, of het bewerken van roestvrij staal met snelheidsinstellingen voor zacht staal, leidt tot geometrische fouten, een kortere levensduur van de snijplaat en in sommige gevallen tot oppervlakteverontreiniging die de lasnaad kan aantasten.
| Materiaal | Type invoegen | Gemeenschappelijke uitdaging | Het resultaat |
|---|---|---|---|
| Zacht staal | Standaard hardmetalen wisselplaatfrees | Slijtage op siliciumrijke kwaliteiten | Hardmetaal van de juiste kwaliteit; elke 4-8 uur inspecteren. |
| RVS | Gecoat hardmetaal (TiAlN) | Werkverharding bij lage aanvoersnelheid | Lage snelheid, hoge aanvoer; niet laten stilstaan |
| Aluminium | Gepolijste, gecoate hardmetaal | Built-Up Edge (BUE) — chiphechting | Gepolijste snijkanten + hogere aanvoersnelheid + snijvloeistof |
| Koper | Scherpe, ongecoate hardmetalen punt | Vorming van kleverige chips, uitsmeren | Grote positieve spaanhoek; vermijd coatings. |
| PVC-buizen / kunststof en composieten | Speciaal ontworpen polymeer-inzetstuk | Smelten bij hoog toerental; braamvorming aan de rand | Verlaag de snelheid naar een lager toerental; een scherpe insert is essentieel. |
⚙ Technische opmerking — Aluminium opgebouwde rand (BUE)
Bij het afschuinen van aluminium met standaard hardmetalen wisselplaatjes hecht het aluminium zich als het ware vast aan de snijkant – een fenomeen dat 'Built-Up Edge' (BUE) wordt genoemd. Het aangehechte materiaal verandert de effectieve snijgeometrie, wat resulteert in een onjuiste afschuinhoek en een ruw, ongelijkmatig oppervlak.
Oplossing: gepolijste, gecoate hardmetalen wisselplaatjes, speciaal ontworpen voor het snijden van non-ferrometalen, die met een hogere aanvoersnelheid worden gebruikt om spanen te verwijderen voordat ze aan elkaar hechten, met een dunne laag snijvloeistof aangebracht op de punt van het wisselplaatje. Het gebruik van een haakse slijper op aluminium voor lasvoorbereiding verergert dit probleem – slijpvonken drukken ijzerdeeltjes in het aluminiumoppervlak, wat tijdens het lassen porositeit veroorzaakt.
Industriële toepassingen: waar afschuiningsgereedschap essentieel is

Afschuiningsgereedschap wordt in elke industrie gebruikt waar metaal onder constante belasting wordt verbonden, maar in vier specifieke industrieën is een correcte afschuining een wettelijke vereiste en geen kwaliteitsvoorkeur.
Een niet-conforme afschuining in deze omgevingen betekent afkeuring van de las, structurele non-conformiteit en, in drukdragende systemen, een risico op catastrofale storingen.
Olie en gas — Pijpleidingen
Norm: API 1104 (transportleidingen), ASME B31.3 (procesleidingen). Veldverbindingen vereisen afgeschuinde pijpeinden voor volledige wortelpenetratie.
Hoekafwijkingen buiten de tolerantie vereisen uitsnijden en opnieuw lassen, wat kosten met zich meebrengt.
Scheepsbouw & Offshore
Norm: EN 1090 (Europa), AS/NZS 2980 (Australië). De afschuining van de rompbeplating op structurele secties bepaalt de vermoeiingslevensduur onder dynamische golfbelasting.
De nauwkeurigheid van de afschuining bepaalt of de classificatie-inspectie slaagt of faalt.
Constructie van staalconstructies
Norm: AWS D1.1. Momentverbindingen in seismische zones vereisen geverifieerde CJP-groeflassen met een nauwkeurige afschuiningsgeometrie, bevestigd aan de hand van een goedgekeurde WPS door een onafhankelijke inspectiedienst.
Lucht- en ruimtevaart en industriële productie
Standaard: AWS D1.2 (aluminiumconstructies), eigen OEM-codes. De voorbereiding van lasnaden van titanium en aluminium vereist een contaminatievrije afschuining. Speciaal gereedschap elimineert het risico op ijzerdeeltjesverontreiniging door slijpschijven van koolstofstaal.
Praktijkvoorbeeld — Pijpleidingreparatie in Beaumont, Texas
Tijdens werkzaamheden aan een 6-inch Schedule 40 (Sch 40) koolstofstalen pijpleiding, op een locatie zonder stroomvoorziening, werkte een team van twee pijpleidingonderhouders nabij Beaumont, Texas. Met behulp van een 18V snoerloos pijpafschuinapparaat met een krachtige accu konden ze twaalf verbindingen in slechts 38 minuten voorbereiden – in plaats van de geschatte 2,5 uur die een handmatige slijpmachine daarvoor nodig zou hebben.
De aannemer slaagde er in één keer in om de API 1104-inspectie te doorstaan, zonder de kosten van $4,200 voor het op afstand plaatsen van een dieselgenerator.
Voor verwante metaalbewerkingsapplicaties, zie RESIZE's plasmasnijmachinesDe volledige specificaties voor de pijpdiameter vindt u op de website. RESIZE frees- en afschuinmachine productpagina.
Hoe kies je het juiste afschuiningsgereedschap: de selectiematrix met 5 factoren

Het kiezen van het juiste gereedschap voor uw project of locatie is geen kwestie van budget — de verkeerde machine, die alleen op basis van de prijs wordt geselecteerd, veroorzaakt operationele problemen die veel meer kosten met zich meebrengen in de vorm van herstelwerkzaamheden en vertragingen. Dit precisiegereedschap moet afgestemd zijn op uw materiaal, voegvolume, hoekspecificaties en de geldende regelgeving. Hier is een matrix met vijf factoren die u kunt gebruiken voordat u een beslissing neemt over kapitaalgoederen, huurspecificaties opstelt of een project goedkeurt:
| # | Factor | Staat van het product | Aanbeveling |
|---|---|---|---|
| 1 | Materiaal werkstuk | Roestvrij staal of aluminium | Speciaal gereedschap is verplicht — vervuiling van de slijpmachine is onaanvaardbaar bij deze materialen. |
| 2 | Dikte van het materiaal | 0–12 mm → handbediend; 12–35 mm → draagbaar apparaat; >35 mm → stationair | Stem de snijdiepte af op de dikte; het RESIZE-bereik omvat een diepte van 0–25 mm. |
| 3 | Overdraagbaarheidseis | Veldwerk of geen stroomvoorziening | Draadloze 18V of pneumatische variant; vermijd apparaten met snoer voor werkzaamheden aan leidingen of onderhoud op afgelegen locaties. |
| 4 | Voedingsbron | Werkplaats → elektrisch (2.8 kW); Afstandsbediening → draadloos 18V / pneumatisch / hydraulisch | Elektrisch voor continue productie; hydraulisch voor onderzeese of explosiegevaarlijke omgevingen. |
| 5 | Dagelijks productievolume | ≤5/week → handmatig; ≥10/dag → aangedreven machine; ≥50/dag → geautomatiseerd/CNC | Bij een productie van meer dan 10 verbindingen per dag is de investering in een elektrisch afschuingereedschap doorgaans binnen 6 maanden terugverdiend, uitgaande van standaard tarieven voor metaalbewerking. |
Voor het volledige RESIZE-assortiment, afgestemd op alle vijf factoren – van draagbare, draadloze apparaten tot stationaire machines voor grote volumes, die elk als complete gereedschapskit met inzetstukken en accessoires worden geleverd – zie de RESIZE afschuiningsgereedschapsbereik.
Veelvoorkomende fouten bij het afschuinen en hoe je ze kunt vermijden

In metaalbewerkingsbedrijven – ongeacht de grootte – is het grootste deel van de kosten voor lasreparaties terug te voeren op problemen die niet voortkomen uit het lasproces zelf, maar uit de voorbereiding van de lasnaad vóór het lassen. Minstens vijf categorieën van afschuinfouten zijn verantwoordelijk voor het grootste deel van de reparatiekosten.
Wat zijn veelvoorkomende fouten bij het afschuinen van hoeken?
De 5 meest kostbare lasfouten bij afschuiningen zijn: het gebruik van een afschuiningshoek die buiten het door de norm vereiste toelaatbare bereik valt – meestal door handmatig slijpen zonder mechanische geleiding; een afschuiningshoek die is "gewiebeld" door het creëren van variërende wortelvlakbreedtes rond de omtrek van de pijp en daardoor variërende wortelopeningen; het niet verwijderen van bramen na het afschuinen, waardoor dit materiaal in de lasbad terechtkomt als insluitingsdefecten; het gebruik van een haakse slijper bij een normlas met voorgeschreven groeflassen, waarbij een afwijking van 5 tot 8 graden van de ware afschuining resulteert in een schending van de AWS D1.1-passingslimiet van 5 graden; en ten slotte het gebruik van een koolstofstalen schijf om roestvrij staal of aluminium te slijpen, waardoor staaldeeltjes worden ingebed en vervolgens ondergrondse porositeit ontstaat die niet met het blote oog zichtbaar is, maar wel detecteerbaar is met röntgenonderzoek (RT) of ultrasoon onderzoek (UT). In dat geval is de enige oplossing het volledig wegslijpen en opnieuw lassen van de las.
⚠ Fout nr. 1 — Verkeerde afschuinhoek
Gevolg: Volledige lasbreuk van wortel tot buitenoppervlak. Testen tot afval, vervolgens verwijderen en opnieuw lassen.
Preventie Zorg ervoor dat een specifieke afschuinmachine wordt gebruikt die de WPS-hoek kan produceren. Controleer dit vóór aanvang van de productie met een afschuiningshoekmeter.
⚠ Fout nr. 2 — Inconsistente breedte van het wortelvlak
Gevolg: ongelijkmatige wortelopeningen, ongelijkmatige omtrek van de buis, ongelijkmatige porositeit van de wortelpassage en gebrek aan fusie (op 3:00, 9:00)
Preventie: Controleer vóór het vastklemmen van een pijp de rondheid ervan. Controleer de rondheid van het grondvlak op 4 posities (12, 3, 6, 9). ASME B31.3 staat een maximale variatie in pijprondheid toe van 1/32 inch rondom de omtrek.
⚠ Fout nr. 3 — Het ontbramen overslaan
Gevolg: Metaalbraam die tijdens het afschuinen ontstaat, komt in het smeltbad terecht. Gedefinieerde metaalinsluitingen leiden tot een mislukte volumetrische inspectie.
Voorbereiding vóór het lassen: Bereid de rand voor en schuin deze af of verwijder de bramen voordat u gaat lassen. Dit duurt minder dan 30 seconden per lasnaad en vermindert het risico op insluitingen die zichtbaar worden op röntgenfoto's aanzienlijk.
⚠ Fout nr. 4 — Het gebruik van een haakse slijper bij laswerkzaamheden die onder de norm vallen
Effect: Een verschil van 5 tot 8 mm bij het handmatig slijpen overschrijdt de passingstolerantie zoals vastgelegd in de AWS D1.1-normen. 5. De verbinding moet worden gecorrigeerd of de WPS moet opnieuw worden gekwalificeerd.
Preventie: Elke AWS D1.1-, ASME- of API-groeflas vereist een speciaal lasproces, namelijk het gebruik van een geautomatiseerde afschuinmachine. Slijpmachines mogen alleen worden gebruikt om hechtlassen te verwijderen en voor het afwerken van reststukken die niet onder de voorschriften vallen.
⚠ Fout nr. 5 — Kruisbesmetting op roestvrij staal of aluminium
Effect: IJzerdeeltjes van de stalen schijf dringen door in de in de lasnaad ingesloten afzettingen van het roestvrijstalen oppervlak, wat leidt tot corrosie/putvorming en porositeit van de lasnaad bij belasting.
Gebruik geen slijpschijf die op koolstofstaal is gebruikt voor de voorbereiding van roestvrij staal of aluminium. Er zijn wel speciale afschuiningsschijven voor non-ferrometalen verkrijgbaar. Scheid de werkzones voor koolstofstaal en roestvrij staal in de werkplaats.
Casus: Constructiebedrijf Houston — Afwijzing door NDT-onderzoek
Een in Houston gevestigde staalconstructiewerkplaats met ervaring in routinematige ultrasone inspectie op porositeit ontdekte dat 14 procent van alle voltooide lassen deze ondergrondse discontinuïteit bevat. Deze discontinuïteit werd veroorzaakt door 7 niet-conforme afschuiningen die waren aangebracht met een haakse slijper voor groefhoeken van 45 graden. Alle verbindingen die met deze voorbereiding waren gemaakt en die werden onderworpen aan AWS D1.1, zijn sindsdien afgekeurd door de externe inspecteur van de werkplaats. Dit vereist herwerk en herinspectie van zo'n 23 verbindingen, wat resulteert in $18,000 aan herwerkkosten. Bij alle afgekeurde verbindingen werd vastgesteld dat de afschuiningen waren aangebracht met een handslijper.
Dientengevolge werd de procedure van het bedrijf herzien, zodat alle voorbereidingen voor groeflassen bij projecten die onder de bouwvoorschriften vallen, moeten worden uitgevoerd met behulp van goedgekeurde afschuinmachines.
Draagbare en snoerloze afschuiningsgereedschappen: vooruitzichten voor de sector in 2026

De huidige markt voor afschuiningsgereedschap ondergaat een structurele verschuiving naar draadloze, op accu's werkende platforms. Dit wordt gedreven door de mobiliteitseisen op bouwplaatsen, strengere regelgeving voor hand-, arm- en ventilatiesystemen (HAVS) in Europa en Noord-Amerika, en de sectorbrede toepassing van professionele 18V-accusystemen die nu alles aandrijven, van boormachines tot afschuiningsmachines, allemaal op hetzelfde platform.
+ 457%
Jaarlijkse zoekvraag naar draagbare afschuinmachines (2025)
+ 42%
Groei van de vraag naar plaatafschuinmachines op jaarbasis (2025)
$ 150M
Marktgrootte van draagbare afschuinmachines in 2025; prognose $220 miljoen in 2034 (Verified Market Reports)
4.5%
Markt voor draagbare afschuinmachines: samengestelde jaarlijkse groei (CAGR) 2026–2034
De draadloze sector is momenteel de drijvende kracht achter productinnovaties binnen de categorie professioneel elektrisch gereedschap. Nieuwe draadloze afschuinmachines zijn geïntroduceerd met een eigen accusysteem van Bosch (PROFACTOR), Fein (AMPShare 18V) en Metabo, waarmee de adoptie van nieuwe draadloze machines in de professionele metaalbewerkingsindustrie jaarlijks met 15% blijft toenemen. De markt voor alle rechte afschuinmachines (inclusief machines met snoer en stationaire modellen) zal naar verwachting blijven groeien met een samengesteld jaarlijks groeipercentage van 6.5% en in 2033 een omzet van circa 2.4 miljard bereiken.
Ook de druk van regelgeving versnelt deze verandering: de richtlijnen van de Britse HSE (Health and Safety Executive) voor HAVS (Head-Adjusted Vibration Syndrome) wijzen roterende slijpmachines expliciet toe aan de blootstellingsactiewaarde (EAV) van 2.5 m/s² A(8) na slechts ongeveer een uur dagelijkse blootstelling, wat actie van de werkgever vereist. Ter vergelijking: accuaangedreven afschuinmachines met ingebouwde antivibratietechnologie blijven tijdens normaal gebruik ruim onder dat niveau.
Actieaanbeveling voor 2026: Fabricagebedrijven die 10 of meer afschuiningen per ploegendienst uitvoeren, zouden draadloze 18V- of elektrische afschuinmachines moeten overwegen als directe vervanging voor lasvoorbereidingsworkflows met haakse slijpers. De huidige prijzen van de apparatuur zijn gebaseerd op de situatie vóór de consolidatie van platforms — het bredere segment groeit met een samengesteld jaarlijks groeipercentage van 6.5%, en er worden prijsstijgingen verwacht naarmate grote accuplatforms tot 2027 specialistische gereedschapscategorieën overnemen. Voor actuele machineopties en prijzen, zie de RESIZE afschuiningsgereedschapsbereik.
Veelgestelde vragen — Antwoorden op veelgestelde vragen over afschuiningsgereedschap
Hoe ziet afgeschuind eruit?
Wat is een afgeschuinde rand?
Een afgeschuinde rand is een schuin of gehoekt oppervlak dat aan het uiteinde van een stuk metaal is gesneden. Deze hoek wordt meestal gebruikt om een duidelijk zichtbare hoek te creëren. Dit staat in contrast met een rechte, vlakke snede van 90 graden. Meestal is deze hoek 30, 45 of 60 graden.
Bij buiseinden die aan elkaar gelast moeten worden, hebben beide uiteinden een overeenkomende afgeschuinde hoek die bij de passing samenkomt om een V-groef te vormen.
Wat is het verschil tussen afschuinen en schuin afwerken?
Wat is het verschil tussen afschuinen en schuin afwerken?
Bij een afschuining wordt een veel diepere snede gemaakt in een volledig oppervlak, waarmee een diepe V-vorm wordt gecreëerd aan de binnen- of buitenrand voor volledig doorlassing. De diepte van de afschuining vereist een aanzienlijk grotere hoeveelheid materiaalverwijdering dan bij een afschuining. Afschuiningsmachines bieden de keuze tussen een afschuiningskop of een afschuiningskop, en veel moderne afschuiningsmachines hebben verwisselbare koppen, zodat hetzelfde gereedschap voor beide bewerkingen in een werkplaatsomgeving kan worden gebruikt.
Voor een volledige technische vergelijking, zie de handleiding voor afschuinen en facetten.
Kan een afschuiningsgereedschap gebruikt worden om te ontbramen?
Kan een afschuinmachine ook afschuinen of ontbramen?
Ja, afschuinmachines met verwisselbare kopsystemen worden ook geleverd met ontbraam- en afschuiningsinzetstukken, zodat de gebruiker een gat kan boren, een pijpeinde kan afsnijden of een vlak oppervlak kan frezen en het resultaat vervolgens kan ontbramen door simpelweg de kop te verwisselen – zonder dat er een tweede gereedschap nodig is. Wanneer dit in combinatie met uw afschuinkop wordt gebruikt, voorkomt u de aanschaf van dure, gespecialiseerde machines of een tweede gereedschap dat u wellicht maar zelden gebruikt. Het vermindert de hoeveelheid benodigde apparatuur in een werkplaats, wat resulteert in een lagere totale investering.
Welke afschuinhoek is standaard voor lassen?
Wat zijn de meest voorkomende afschuinhoeken voor constructiestaal?
De meest gangbare, vooraf gekwalificeerde afschuinhoek voor een volledig doorgelaste verbinding in staal met behulp van SMAW is de afschuinhoek van 45 graden voor enkelvoudige V-, J-, U- en H-groeflassen volgens AWS D1.1 voor een enkelvoudige CJP-verbinding. Voor een dubbele afschuining op een V-groef ontstaat een ingesloten hoek van 90 graden. GMAW- en FCAW-methoden gebruiken een afschuinhoek van 30 graden voor enkelvoudige CJP-lassen volgens AWS D1.1; een minimale verbindingshoek van 37.5 graden voor cirkelvormige T-, Y- en K-verbindingen volgens AWS D1.1 tabel 3.6; een afschuinhoek van 60 graden voor enkelvoudige CJP-verbindingen volgens AWS D1.1 voor dikke platen met SAW; en een industriestandaard afschuinhoek van 45 graden voor constructief koolstofstaal wanneer geen norm wordt vermeld. De tolerantie voor de afschuinhoek volgens AWS D1.1 bedraagt +10 / 0 in de gelaste toestand en +10 / 5 na montage. Dit zijn de acceptabele bereiken vóór de NDT-inspectie; elke afwijking van meer dan dit tolerantiebereik zal leiden tot afkeuring bij een code-inspectie.
Hoe lang gaan hardmetalen afschuiningsinzetstukken mee?
Hoeveel uur kan ik met een hardmetalen wisselplaat doen?
Dat is de hamvraag! De typische levensduur van een wisselplaat hangt echter sterk af van het te bewerken materiaal en de specifieke werkparameters: voor koolstofstaal met de juiste snelheid kunt u rekenen op 4-8 uur snijtijd per wisselplaat; 2-4 uur voor staal met weinig of geen koolstof dat koudvervormd is; 8-12 uur voor aluminium met gepolijste wisselplaten en de juiste smering. De slijtage van de hardmetalen frees is merkbaar wanneer er meer kracht nodig is, de afwerkingskwaliteit verslechtert of de controlehoek afwijkt van de voorgeschreven afmeting (gemeten met een gradenboog). Een specifiek voordeel van het gebruik van verstekmachines met hardmetalen gereedschap: een wisselplaat van 4.0-4.50 mm kost ongeveer $4-8 USD voor ongecoate exemplaren en $15-25 of meer voor gecoate exemplaren.
Vergeleken met de kosten van herstelwerkzaamheden, levert een mislukte lasinspectie vanwege geometrische fouten als gevolg van versleten inzetstukken die niet twee uur eerder zijn vervangen, aanzienlijke besparingen op.
Gerelateerde artikelen
Referenties en bronnen
- AWS D1.1 Constructielascode — Staal (Niveau 1 — Juridisch archief van de Amerikaanse overheid)
- Britse gezondheids- en veiligheidsdienst: Richtlijnen voor hand-armtrillingen (Niveau 1)
- OSHA-norm voor inhaleerbaar kristallijn siliciumdioxide (Niveau 1)
- ASME B31.3 Procesleidingcode (Niveau 2)
- API 1104: Lassen van pijpleidingen en gerelateerde faciliteiten (Niveau 2)
Over deze handleiding: Dit artikel is samengesteld door het RESIZE Engineering Team om professionals in de fabricage te helpen bij het bepalen van de juiste afschuiningsgereedschappen en lasvoorbereidingsmethoden. RESIZE levert industriële frees- en afschuiningsapparatuur voor constructiestaal, olie- en gaspijpleidingen en scheepswerven. De hierin opgenomen afschuiningshoeken zijn afkomstig uit openbare versies van AWS D1.1 en Britse HSE-richtlijnen.
Raadpleeg voor drukbestendige en andere veiligheidskritische toepassingen altijd de meest recente edities.
Beoordeeld door het RESIZE Engineering Team – fabrikant van industriële frees- en afschuinmachines voor de scheepsbouw, olie- en gaspijpleidingen en de staalconstructie-industrie.









{kind=link}
{kind=link}
{kind=link}
{kind=link}