
Een CNC-plasmasnijder is een computergestuurd thermisch snijproces dat gebruikmaakt van een hogetemperatuur geïoniseerde gasplasmastraal om elektrisch geleidende metalen materialen met zeer fijne toleranties te snijden, nauwkeuriger dan welke handmatige methode ook. Voor metaalbewerkingsbedrijven die permanent koolstofstaal, roestvrij staal, aluminium en andere platen tot een dikte van 2 cm snijden, blijft het de industriestandaard: sneller dan snijden met gasbrandstof, goedkoper dan fiberlasers voor diktes van 6-50 mm en veel beter in staat om snijbranders in productielijnen te integreren dan handbranders. Deze gids onderzoekt de werking van een CNC-plasmasnijder, van de natuurkundige principes tot de gebruikte stroomsterkteklassen ("tot op tafelformaat" zoals ze zeggen), de materiaalcapaciteit, de lucht- en elektrische infrastructuur die vaak over het hoofd wordt gezien, praktische industriële toepassingen, een eerlijke vergelijking met laser- en gasbrandstofsnijden, de economische aspecten van Bimosu die de werkelijke bedrijfskosten bepalen, en de marktvooruitzichten tot 2026.
Specificaties in één oogopslag — CNC-plasmasnijder
| Plasma-boogtemperatuur | ~25,000°F (~14,000°C) |
| Vermogensklassebereik | 45 A (lichte fabricage) – 200 A+ (zware industrie) |
| Snijcapaciteit van zacht staal | 1/4″ (45 A) tot 2″+ afsnijding (125 A+) |
| Typische zaagsnedebreedte | 1.5–3 mm, afhankelijk van de stroomsterkte en verbruiksmaterialen. |
| Randafschuining (standaard plasma) | ±1–4° afwijking van de loodrechte stand |
| Luchtbehoefte (doorgaans 65 A) | ~6–7 SCFM bij 80–90 PSI continu, gedroogd |
| Snijbare materialen | Zacht/koolstofstaal, roestvrij staal, aluminium, koper, messing — uitsluitend geleidend. |
| Levensduur van industriële frames | 10-20 jaar (verbruiksartikelen zijn slijtageonderdelen, niet de machine zelf) |
Wat is een CNC-plasmasnijder en hoe snijdt deze metaal?
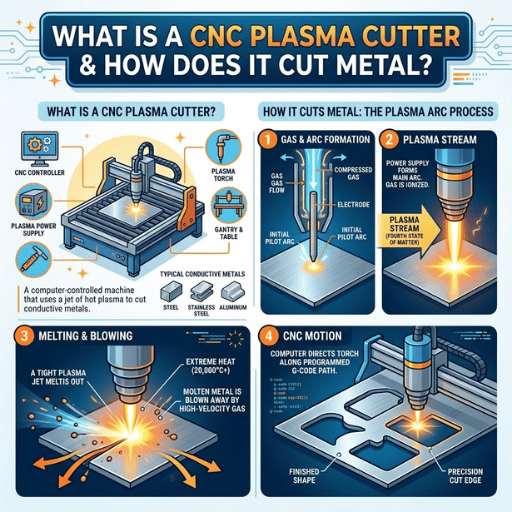
Bij een bitonar-snijmethode op hoge temperatuur wordt een hogesnelheidsstraal van geïoniseerd gas (of plasma) door een werkstuk geleid om elektrisch geleidende metalen materialen te snijden. De term "MIG" in MIG-MPP is afgeleid van het feit dat het proces een actieve boog gebruikt om het te snijden metaal te beschermen. Deze actieve boog ontstaat door een boogoverdrachtsproces tussen een stroombron en een wolfraamstaaf. Het proces produceert een zeer precieze snede met een veel hogere snelheid dan met de hand mogelijk is.
Hoe werkt een CNC-plasmasnijder?
Een typische plasmasnijder heeft de vorm van een toorts die is gemonteerd op een gefreesd frame met drie vrijheidsgraden en specifieke bewegingsmogelijkheden. Een computerprogramma, geschreven als G-code op basis van een CAD-tekening en opgeslagen op een laptop, ontvangt commando's van de toorts om de plasmaboog langs een pad in de ruimte te bewegen. De term "CNC" (Controlled Nuclear Control) kan een systeem met een centrale, bestandsserverende pc onderscheiden van diverse propriëtaire CNC-besturingspakketten, mogelijk met een touchscreen voor bepaalde bedieningsmodi.
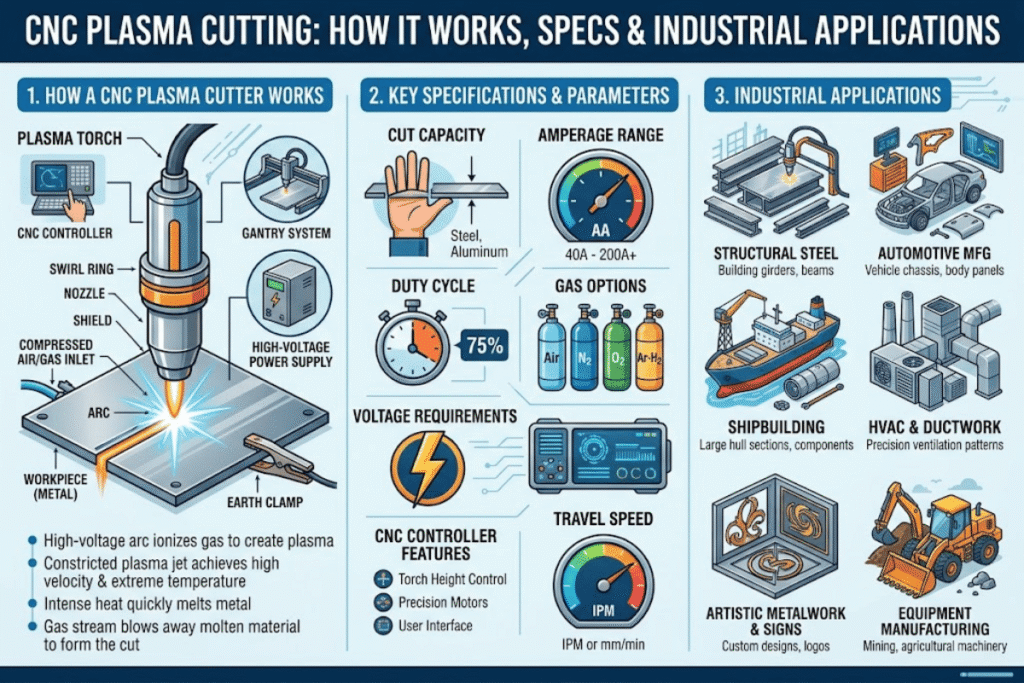
- De inherente natuurkundige principes van het snijbranderproces doorlopen een reeks fasen tijdens elke snijcyclus:
- Door hoogfrequente ontsteking van een pilootboog tussen de elektrode en de opening van de brander wordt een kolom geïoniseerd gas door de procesopening in het werkstuk geperst. Deze pilootboog heeft een gemiddelde temperatuur van ongeveer 25,000 °Fahrenheit (14.000 Celsius), heet genoeg om snel de exacte oppervlakteverandering te bewerkstelligen die nodig is om een relatief smalle snede te verwijderen.
- Wanneer de boog het blanke metaal raakt, dooft de pilootkolom. De hoofdkolom zorgt dan voor de overdracht van de boog van de opening naar het werkstuk; vanaf dit moment loopt het boogcircuit door het metaal. Deze overdracht is het begin van het eigenlijke snijproces.
- De boog smelt het werkstuk met een bepaalde snelheid, waardoor materiaal van de plaat wordt verwijderd; de hogedrukoven (~25,000 psi) heeft de neiging de resulterende pluim gesmolten metaal aan de onderkant van de snede naar buiten te stoten, met een kracht die afhangt van een wisselwerking tussen de stroomsterkte, de MIG-toevoersnelheid per milliseconde, de bewegingssnelheid van de toorts per twee milliseconden en diverse andere factoren. De balans, ook wel "gassnijkwaliteit" genoemd, is cruciaal voor CNC-controle van de randvorm, maar kan door de operator worden beïnvloed door de toortssnelheid (evenals de stroomsterkte en de gasstroom).
Tijdens het snijden leest de CNC-machine de encoderfeedback van de dure machine, past de positie van de snijbrander aan in de X-, Y- en Z-richting en handhaaft een pad dat op het scherm met de kenmerkende ribbels wordt weergegeven. Tegelijkertijd wordt de hoogte van de snijbrander constant geregeld door het moment van boogoverdracht met een set bedieningselementen die losstaan van de stappenmotoren. Deze onderbrekingen tijdens het snijden kunnen zo ernstig zijn dat de hoogte van de snijbrander onvermijdelijk een halve inch (1,27 cm) afwijkt totdat het systeem de plaat weer detecteert. In de productie wordt de dop bewerkt totdat de randen een afwijking van 1-4 mm (1-4 mm) ten opzichte van de loodrechte stand vertonen, een veel schoner resultaat dan haalbaar is met een handbrander, of herhaalbaar is binnen een werkdag met handmatig snijden.
De zes subsystemen binnen een compleet CNC-plasmasysteem

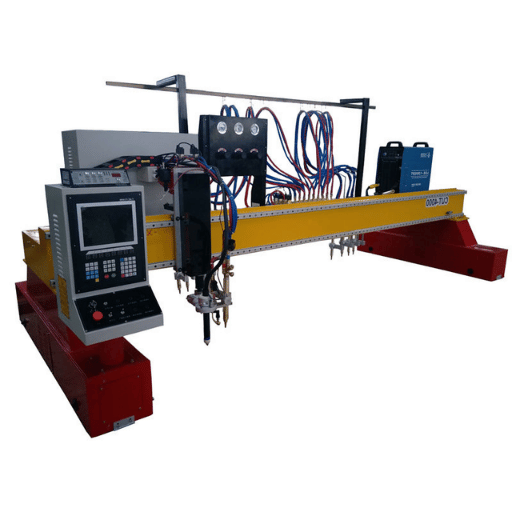
Een complete CNC-plasmasnijder is niet zomaar één apparaat. Het bestaat uit zes subsystemen die allemaal tegelijk moeten functioneren. Weten wat elk systeem doet, maakt een offerte makkelijker te lezen en een servicebezoek een stuk eenvoudiger.
- In de kast bevindt zich een stroombron die de elektrische stroom van de werkplaats omzet in een nauwkeurig gereguleerde (via de inschakelduur – bijvoorbeeld een inschakelduur van 60 procent betekent zes minuten boogontlading per tien minuten, waarbij de rest van de tijd wordt gebruikt voor koeling) gecontroleerde gelijkstroomboog.
- Een gemechaniseerde plasmabrander, gemonteerd op de portaalconstructie, maakt handmatig werken overbodig. Handbranders kunnen weliswaar achteraf op instapmodellen worden gemonteerd, maar beperken de herhaalbaarheid aanzienlijk. Professionele fabrikanten gebruiken een brander die specifiek is ontworpen voor machinemontage met een consistente afstandsgeometrie.
- De CNC-controller – of het nu een speciale industriële machine is (Fanuc, Allen-Bradley, Siemens) of een Windows-pc die als hostapparaat fungeert en via Ethernet is verbonden met de snijsoftware – zorgt voor het lezen van het werkstukprogramma, het aansturen van de motoren van de machine en het regelen van de in- en uitgang voor de boogstartsignalen. Veel beginnende bedrijven kopen simpelweg een CNC-machine die via Ethernet op het systeem is aangesloten.
- Onder de machine zorgt een aandrijfmechanisme voor de beweging van de portaalconstructie langs de X- en Y-as. Dit gebeurt via servomotoren of stappenmotoren met respectievelijk versterkers en encoders, een tandwieloverbrenging op het grote industriële frame voor de X-as (grotere bewegingsafstand) en een kogelomloopspindel voor de Y-as. De beweging langs de Z-as zorgt voor het onafhankelijk omhoog en omlaag bewegen van de brander, los van de rest van het systeem.
- Boven de plaat meet een boogspanningsregelaar voor de hoogte van de brander de spanning als indicatie van de afstand tussen de brander en de plaat, en stelt de Z-as in realtime nauwkeurig af. Een ontbrekende of defecte THC (Threshold Height Control) kan leiden tot een scheve snede tijdens het productieproces, doordat de plaat opwarmt en vervormt.
- In de werkplaats vormt de zaagtafel de basis van de constructie – latten, frame en ofwel een watertank (voor het dempen van geluid en dampen en het opvangen van spatten) ofwel een afzuiginstallatie (die dampen afzuigt naar een filtersysteem). De doorbuiging van de tafel is direct gerelateerd aan een bepaalde mate van afschuiningsfout in de zaagsnede.
Tot de optionele accessoires behoren geautomatiseerde afschuinkoppen voor lasvoorbereiding, rookafzuiginstallaties, boorstations, markeerkoppen en vierde assen voor het snijden van pijpen. Elk van deze accessoires voegt in ongeveer gelijke mate extra mogelijkheden en complexiteit toe.
Vermogensklasse en afschakelcapaciteit: de ampèrespecificatie ontcijferen
Amperage is de basisspecificatie van elke plasmasnijmachine en wordt vaak verkeerd geïnterpreteerd. De meeste potentiële kopers beschouwen de maximale snijdikte als aankoopcriterium, maar die aanpak is onjuist. De productiedikte, de inschakelduur en de productkosten per elektrode zijn veel belangrijkere factoren.
| stroomsterkte | Aanbevolen snit | Servercapaciteit | Doorboren | Beste pasvorm |
|---|---|---|---|---|
| 45 A | 1/2 ″ (12 mm) | 7/8 ″ (22 mm) | 1/4 ″ (6 mm) | Plaatmetaal, bewegwijzering, lichte fabricage |
| 65 A | 3/4 ″ (20 mm) | 1-1 / 4″ (32 mm) | 1/2 ″ (12 mm) | Algemeen klusbedrijf, gemengd werk |
| 85 A | 1 "(25 mm) | 1-1 / 2″ (38 mm) | 5/8 ″ (16 mm) | Zware constructie, constructieplaat |
| 105 A | 1-1 / 4″ (32 mm) | 2 "(50 mm) | 3/4 ″ (20 mm) | Industriële productielijnen |
| 125 A | 1-3/4″ @ 10 IPM, 100% DC | 2-1 / 2″ (63 mm) | 1 "(25 mm) | Zware industrie, ploegendienst |
| 200A+ | 2 inch of meer bij productiesnelheid | 3″+ (75 mm+) | 1-1/4″+ | Scheepswerf, constructiebalken, zware plaat |
De capaciteitslimieten zijn representatief voor de industriestandaard voor luchtplasmasnijden op zacht staal met standaard snijbranders; roestvrij staal en aluminium verlagen deze limieten met 15-25 procent. De waarden geven de maximale dikte aan die het systeem kan doorsnijden met behoud van een productiekwaliteit.
De 4-variabele machtsklasse-regelDe vermogensklasse wordt niet alleen op basis van de hardheid bepaald. Deze is afgeleid van vier factoren: (1) productieniveau (gemiddelde dikte), (2) piekverbruik, (3) de geleverde inschakelduur bij de productiestroomsterkte, en (4) de verbruikseconomie - wanneer de stroomsterkte meer dan 95% van de nominale waarde van de nozzle bedraagt, neemt de levensduur van de nozzles en elektroden drastisch af. Het enkel baseren op de maximale hardheid leidt tot de grootste fout die veel bedrijven maken: een 125 A-systeem aanschaffen om zeldzame platen van 1-3/4 inch te snijden en vervolgens dagelijks op 65 A te werken - waardoor het verbruik van verbruiksartikelen verdubbelt voor onderdelen die met een 65 A-systeem tegen lagere kosten per strekkende meter gesneden hadden kunnen worden.
Voor werkplaatsen die voornamelijk zacht staal van 6 mm tot 19 mm dik zagen, is een 65 A- of 85 A-systeem vrijwel altijd de juiste oplossing. Kies alleen voor 105 A of 125 A als er continu productie van dikker staal dan 25 mm op de planning staat. Voor een gedetailleerdere specificatie, inclusief het gedrag bij continue belasting, zie onze documentatie. Technische specificaties voor plasmasnijden.
Snijtafels en de benodigde ruimte op het werkblad

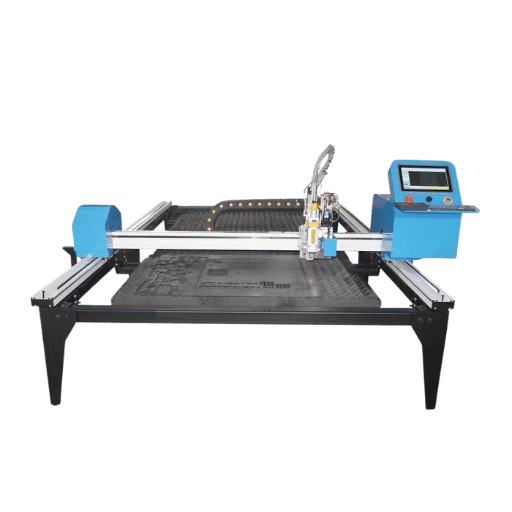
De tafelgrootte wordt bepaald door het plaatmateriaal, niet door de snijmaat. Een tafel van 44 inch (1.2 m x 1.2 m) biedt net genoeg ruimte aan een halve plaat van 48 inch zonder opnieuw vast te klemmen. Dat is prima voor het snijden, maar niet voor de workflow. Kies de tafel die uw meest gebruikte plaatmateriaal zonder tussenliggende handelingen kan verwerken.
| Afmeting van de tafel | Plaatmateriaal pasvorm | Voetafdruk van de vloer | beste voor |
|---|---|---|---|
| 2×2ft | Druppels, blanco borden | circa 6 x 6 meter inclusief vrije ruimte | Hobby, kunst, prototype |
| 4×4ft | Half vel (4 x 4 cm) | ~8×8 ft | Kleine werkplaats, gemengd werk |
| 4×8ft | Standaardformaat 4′×8′ (1220×2440 mm) | ~8×14 ft | Industriële basislijn — 80% van het fabricagewerk |
| 5×10ft | 5'×10' plaat, grote beugels | ~10×16 ft | Zware fabricage, constructiewerkplaats |
| 6×12ft | Extra grote plaat, balkflenzen | ~12×18 ft | Scheepswerf, constructiestaal, windmolen |
Zodra de afmetingen vaststaan, zijn er twee opties voor de onderconstructie. Bij een watertafel wordt water onder de lamellen ondergedompeld of verzameld, waardoor dampen en geluid worden gedempt en de door warmte beïnvloede zone wordt verkleind. Deze optie is gunstig voor aluminium en roestvrij staal, waar toenemende oxidatie een probleem kan zijn. Bij een downdraft tafel worden dampen via geperforeerde openingen naar een filtersysteem geleid. Dit houdt de lucht in de werkplaats schoon, maar vereist meer elektriciteit voor de ventilator en brengt hogere kosten met zich mee voor het continu vervangen van de filters. De meeste grote productiestudio's met veel roestvrij staal geven de voorkeur aan een watertafel; grote productiestudio's voor zacht staal in een schone omgeving geven de voorkeur aan een downdraft tafel.
Zorg voor voldoende bewegingsruimte: minimaal 4 meter werkruimte aan elke kant van de tafel waar geen obstakels zijn, plus een vrije doorgang voor het hanteren van de vellen papier. plaatmetaallassen De daaropvolgende processen vinden uitsluitend stroomafwaarts van de snijcel plaats, dus bepaal de onderdelenstroom voordat u de luchtleidingen aansluit.
Materialen die u kunt snijden en de snijkwaliteit die u daarmee behaalt.
Een CNC-plasmasnijder kan elk metaal snijden dat elektriciteit geleidt – dat is universeel. Zacht staal en koolstofstaal zijn ideaal: de hoogste snijsnelheid, een lange levensduur van de verbruiksartikelen en de laagste kosten per meter. Roestvrij staal en aluminium kunnen ook efficiënt gesneden worden, maar met een hogere vermogensdichtheid en een andere reactie van de verbruiksartikelen.
Kan een CNC-plasmasnijder aluminium snijden?
Ja, met een paar haken en ogen. Ten eerste voert aluminium door zijn hogere thermische geleidbaarheid de warmte sneller af dan staal, waardoor de effectieve snijcapaciteit beperkt blijft tot naar schatting 75-85% van de capaciteit van zacht staal. Een 65 A-systeem, geschikt voor 3/4 inch zacht staal, kan gemakkelijk ongeveer 5/8 inch aluminium bewerken. Ten tweede produceert aluminium een kleverigere slak die aan de onderrand hecht; snijden onder water of met een lucht-lucht-vlammengsel verlicht de schoonmaakstap, maar elimineert deze niet volledig. Voor de schoonste aluminium zijwanden is een fiberlaser de optimale oplossing, mits de benodigde middelen beschikbaar zijn.
| Materiaal | Capaciteit versus zacht staal | Aanbevolen gas | Randnoten |
|---|---|---|---|
| Zacht / koolstofstaal | 100% (basislijn) | Perslucht of O₂ | Schoon, lasbaar in de gesneden vorm voor de meeste toepassingen. |
| RVS | ~85–90% | N₂/H₂-mengsel of lucht (afhankelijk van de kwaliteit) | Lichte verkleuring in de warmtebeïnvloede zone (HAZ); op kritische onderdelen kan passivering optreden. |
| Aluminium (5xxx, 6xxx) | ~75–85% | N₂/H₂ of lucht | Plakkerige aanslag aan de onderrand, opruimen is nodig. |
| Koper, messing | ~ 70% | N₂ of lucht | Reflecterend; hoge thermische geleidbaarheid verkleint het werkingsvenster |
📐 Technische opmerking — Afschuining en slakkenProductie: standaard plasmasnijden levert een afschuining van 1-4 mm op, afhankelijk van de hoogte van de snijbrander, de snijsnelheid en de meetrichting van de snede. De gebruikelijke conventie is: de goede kant van de snede (tegenover de richting van de gaswerveling) moet kleiner zijn dan 2 mm; de afvalzijde kan een afschuining van 4 mm bereiken. Bij het voorbereiden van lasonderdelen met een afschuining aan de laszijde, programmeer dan voor de goede kant naar de lasnaad (of gebruik een automatische afschuinkop). Bij het werken met poedercoating, plan een slakverwijderingsstap in - poeder hecht zich gemakkelijker aan de bovenste spatten of de onderste slak.
Vereisten voor lucht-, stroom- en werkplaatsinfrastructuur
De luchttoevoerleiding wordt in elke plasma-laswerkplaats enorm onderschat. Een constante luchtstroom van ongeveer 6-7 SCFM bij 80-90 psi is nodig voor een goede plasma-doorboring. Een 85 ampère systeem verbruikt meer. Een 85 ampère eenfasige compressor met een nominale capaciteit van 14 CFM bij 80 psi, een inschakelduur van 55% en zonder meertrapsaandrijving, levert slechts gedurende een fractie van een minuut 14 CFM; de rest van de tijd verbruikt hij 90% van zijn capaciteit bij 15% van zijn vermogen. Omdat overtollige lucht een zwakkere, diffuse boog veroorzaakt, kost het verbruiksartikelen elke keer dat de luchttoevoer niet optimaal is.
Vocht vormt de andere helft van de uitdaging bij persluchttoevoer. Perslucht bevat onvermijdelijk water en olie; beide zullen de brander beschadigen. Een luchtdroger met koelmiddel of adsorptiemiddel, geïnstalleerd vóór een coalescentiefilter, is de eenvoudigste en goedkoopste manier om de levensduur van verbruiksartikelen in een gemiddelde werkplaats te verviervoudigen of zelfs nog meer.
| Vermogensklasse | Luchtvraag | Compressordimensionering (continu) | Elektrische service |
|---|---|---|---|
| 45 A | ~5 SCFM bij 80 PSI | minimaal 5 pk eentraps | Eenfasig 220 V / 30 A |
| 65 A | ~6–7 SCFM bij 85 PSI | 7.5 pk tweetraps | Eenfasig 220 V / 50 A of driefasig 220 V |
| 85 A | ~7–8 SCFM bij 90 PSI | 10 pk tweetraps | 3-fasen 220 V / 480 V |
| 125A+ | 10+ SCFM bij 90 PSI | 15–25 pk tweetrapsmotor met grote ontvanger | 3-fasen 480 V / 60+ A |
Rookafzuiging, oogbescherming, brandwachtprocedures en richtlijnen voor vrije zones zijn verplicht als onderdeel van OSHA 29 CFR 1910.252De veiligheidsmaatregelen voor hete werkzaamheden op procesniveau worden gedetailleerd beschreven in AWS Z49.1, waarbij de ventilatie specifiek wordt afgedekt in AWS-factsheet nr. 36Elke damp die chroom (roestvrij staal), beryllium of gegalvaniseerde coatings bevat, vereist ademhalingsbescherming volgens de EPA-normen.
Deskundigen in de industrie weten dat een te hoge druk boven het aanbevolen bereik de vlamboog van de lastoorts juist verzwakt in plaats van versterkt. Een te hoge druk verspreidt de vlamboog in de toorts over een fractie van een meter, waardoor de precisie en snijdiepte afnemen. De druk die in een handleiding wordt aanbevolen, is geen minimum, maar een optimum.
Industriële toepassingen: Waar CNC-plasma de overwinning behaalt
Plasmasnijden vult een smalle niche in vijf uniek geschikte industriële sectoren, waar de ongeëvenaarde combinatie van snelheid, diktebereik en betaalbaarheid alle andere opties overbodig kan maken.
Fabricage van constructiestaalMet een hoge vlamsnelheid en een fijne, snelle, opwaartse snede langs afschuiningen en gaten in het bereik van 200-400A, worden de randen van elke gegroeide rompbeplating, schot of verstevigingsplaat (diktebereik 6-50 mm) gebogen en volledig bewerkt. De afschuiningkwaliteit is acceptabel voor de meeste lasvoorbereidingen; gebruik een gravimetrische bewerking of slijpmachine om af te werken in het verstevigingsbereik. Programmeer de machine zo dat het bovenste uiteinde van de gewenste diktezone naar de snede is gericht.
Scheepsbouw en werfwerkzaamhedenSnelle doorvoer van gestanste, versterkte, gedraaide, geboorde of anderszins geprefabriceerde grote assemblages en/of zwaardere plaatcomponenten (scheepsrompen, modules, scheeps-/assemblagedrijvers, enz., dikte 125-200 Å) met 1-4 afschuiningen plus een meerassige afschuinkop en zwaartekrachtuitgelijnde meervoudige brandersystemen in de brander. Gebruik stroomafwaarts. lasrotators en kantelpositioneerders, gekoppeld aan hoogwaardige CMM-meetsystemen, om de snijtafel te ontdoen van massieve werkstukken.
HVAC- en plaatstalen luchtkanalenSnelle en betrouwbare productie van blikken platen, gelaste naden, onderdelen met kritische vormen (bouten, vierkante platen, afgesneden kale scharnierdelen, gelaste randen, paneelverstevigingen, enz.) uit dunwandig gegalvaniseerd plaatstaal, tot 60 inch in de plaat, met behulp van een 45 A ultrasnelle snijbrander waarbij de transportsnelheid van het onderdeel de snijsnelheid overtreft.
Landbouw- en zware machinesFrames, beugels, blad- en tandblanks, trechterplaat. Plaatwerk in zacht staal, 6-25 mm dominant. 65-105 A-gebied; afschuining en slakken zijn minder belangrijk omdat onderdelen tot assemblages worden gelast in plaats van als afgewerkte oppervlakken te worden aangeboden.
Chassis, trailers en carrosseriepanelen voor auto'sFramebalken, verstevigingsplaten, op maat gemaakte laadbakken voor trailers, rockcrawler-bumpers. Diverse diktes, van 16-gauge plaatstaal tot 1/2-inch plaatstaal. Middelhoge vermogenssystemen (65-85 A) verwerken de meeste klussen; fabrikanten van trailers en chassis gebruiken standaard 48-inch tafels voor een goede pasvorm. Industriële plasmasnijmachines met afzuigtafels zorgen voor schonere lucht in de werkplaats tijdens productieruns met een hoog volume.
Plasma versus laser versus autogeen snijden: een eerlijke vergelijking van verschillende processen
De grens van 6 mm dikte is ongeveer het punt waarop de afweging tussen de verschillende processen verandert. Onder de 6 mm blinkt de fiberlaser uit in snijkwaliteit en snelheid. Tussen 6 en 50 mm in geleidende metalen behoudt plasma zijn positie op het gebied van kosten per strekkende meter en investeringskosten. Boven de 50 mm in koolstofstaal wint autogeen snijden nog steeds qua basiskosten, hoewel de snijkwaliteit dan minder is.
| Afmeting | CNC-plasma | fiber Laser | Oxy-brandstof |
|---|---|---|---|
| Optimale dikte | 6–50 mm geleidend | 0.5–25 mm, idealiter <6 mm | 25–200 mm, uitsluitend koolstofstaal |
| Randkwaliteit | ±1–4° afschuining, lichte slakvorming | ±0.5°, nabij netto | Ruw, moet worden schoongemaakt. |
| Snijsnelheid bij 6 mm zacht staal | ~80–120 IPM (85 A) | ~200–400 IPM (4 kW) | ~16–24 IPM |
| Kapitaaluitgaven (kant-en-klaar) | $15–$200 | $80–$500+ | $5–$30 |
| Bedrijfskosten | ~$0.10–0.30/ft | ~$0.05–0.15/ft (lager bij grote volumes) | ~$0.08–0.20/ft (zuurstof + brandstofgas) |
| Materialen | Alle geleidende metalen | Alle metalen + reflecterende uitdagingen | Alleen koolstofstaal en laaggelegeerd staal |
Proceskiezer met 3 vragen
- Wat is uw meest voorkomende materiaaldikte? Minder dan 6 mm met hoge randkwaliteit: fiberlaser. 6-50 mm: plasma voor geleidende metalen. Meer dan 50 mm: koolstofstaal: autogeen snijden.
- Wat is uw hoogste maandelijkse snijvolume? Bij minder dan 200 uur boogontlading per maand wint plasma het meestal vanwege de lagere investeringskosten. Daarboven is fiberlaser rendabeler vanwege de lagere kosten per strekkende meter.
- Hoeveel non-ferrometalen (roestvrij staal, aluminium) zitten er in uw mix? Als het non-ferrogehalte meer dan 30% bedraagt en u waarde hecht aan een goede randkwaliteit, is een fiberlaser de hogere investeringskosten waard. Als het non-ferrogehalte slechts sporadisch voorkomt, biedt de flexibiliteit van plasma de doorslag.
Voor een gedetailleerdere vergelijking van de snijkwaliteit naast elkaar, met voorbeeldranden en een kostenmodellering per proces, zie onze plasmasnijden versus lasersnijden analyse en de alternatieve invalshoek in Lasersnijden vergelijken met plasmasnijden..
Bedrijfskosten en levensduur van verbruiksartikelen: een realistische TCO-check
Industriële plasmasnijmachines hebben een levensduur van 10-20 jaar. Verbruiksartikelen zijn slijtageonderdelen die volgens schema vervangen moeten worden. De totale eigendomskosten worden voornamelijk bepaald door de verbruikssnelheid van de verbruiksartikelen – die op zijn beurt wordt bepaald door de bediening door de gebruiker, niet door het type machine.
Wat is de verwachte levensduur van een CNC-plasmasnijder?
Bij industriële apparatuur gaan het mechanische frame en het bewegingssysteem doorgaans 10 tot 20 jaar mee voordat een ingrijpende revisie nodig is. Goed onderhouden stroombronnen hebben een vergelijkbare levensduur. De verbruiksartikelen van de snijbrander – elektrode, mondstuk, wervelring, borgkap en beschermkap – zijn slijtageonderdelen die om de paar uur snijtijd vervangen moeten worden. "Levensduur" omvat daarom eigenlijk twee aspecten: de levensduur van de machine (tientallen jaren) en de vervangingscyclus van de verbruiksartikelen (uren tot dagen).
| Consumable,en | Typisch leven | Vervangen wanneer |
|---|---|---|
| Elektrode (met hafniumpunt) | 800–2,000 piercings | Hafniumputje dieper dan ~1.5 mm |
| verstuiver | 600–1,500 piercings | De opening is niet langer rond, interne groeven zichtbaar |
| Wervelring | Lang — alleen vervangen bij schade | Scheuren, brandplekken door lasbogen, met vuil verstopte gaten |
| Schild | Herbruikbaar na het schoonmaken van spetters. | Zichtbare vervorming of doorbranden |
| Bevestigingskap | Levensduur van de fakkel | Beschadigde draden of brandplekken |
"De beste snijkwaliteit en levensduur van de onderdelen worden doorgaans bereikt wanneer de stroomsterkte is ingesteld op 95 procent van het nominale vermogen van het mondstuk. Als de stroomsterkte te laag is, zal de snede onnauwkeurig zijn. Als deze te hoog is, zal de levensduur van het mondstuk afnemen."
— Technische dienst van Hypertherm, “10 veelvoorkomende fouten bij plasmasnijden”
De kosten van verbruiksartikelen worden bepaald door vier door de operator te regelen variabelen: doorboorhoogte, luchtkwaliteit, stroomsterkte en aanloopregeling. Bij een te lage doorboorhoogte spat gesmolten metaal terug op het mondstuk. Bij gebruik van ongefilterde vochtige lucht treedt voortijdige corrosie van het hafnium in de elektrode op. Bij een stroomsterkte van meer dan 95% van de nominale waarde van het mondstuk halveert de levensduur van het mondstuk. Bij een aanloopregeling die de boog na het snijden laat aanhouden, beschadigt het verlengen van de boog de binnenkant van het mondstuk. Geen van deze problemen is de schuld van de machine en ze staan ook niet vermeld in de specificaties.
Prik de brander door op 1.5 tot 2 keer de aanbevolen snijhoogte. Verreweg de meeste vroegtijdige defecten aan de brander, volgens meldingen uit de werkplaats, zijn rechtstreeks terug te voeren op deze ene instelling. Als uw brander de snijhoogte bereikt voordat het doorprikken is voltooid, wordt uw brander overbelast – "onzorgvuldige sneden" leiden bijna altijd tot verbruiksartikelen, niet tot defecte machines.
Beperkingen en wanneer CNC-plasma de verkeerde keuze is
Plasmasnijden is de beste keuze voor een breed scala aan onderdelen, maar niet voor alle snijwerkzaamheden. 5 randvoorwaarden bepalen de omtrek.
- Bedrijfstoleranties kleiner dan 0.5 mm afschuining zijn onhaalbaar. Plasmabewerking in batches haalt toleranties van 1-4 mm; hoogwaardige plasmabewerking haalt toleranties van 0.5-1 mm op een warme dag, in een magnetron. Voor nauwere toleranties op korte termijn en elders zijn fiberlaser-, waterstraal- of nabewerkingstechnieken nodig.
- Zeer dunne lasers met een diameter van minder dan 16 gauge (~1.5 mm) zijn technisch haalbaar, maar zelden de juiste keuze. Zoals Gauzeiron en anderen hebben aangetoond, wordt de warmtebeïnvloede zone (HAZ) navenant gemaximaliseerd, waardoor goedkope regenboogkleuren (paars/blauw/ademhalingsglitter) meer worden overtroffen dan bij een fiberlaser. Plasma is niet hopeloos, maar gewoon niet de beste optie.
- Niet-geleidende materialen zijn niet geschikt om te snijden. Plastic, glas, glasvezel, keramiek – ze ontwijken allemaal de plasmaboog volledig. Waterstraalsnijden of lasersnijden is de beste optie.
- Nauwe binnenhoeken en minuscule gaten stuiten op beperkingen door de interne snijgeometrie. De snijbreedte (1.5-3 mm) en de doorsteekdiameter maken het onmogelijk om met een standaard plasma-lasapparaat de kleinste gaten en een nauwkeurig passende interne radius te creëren. (Twijfelgrens: gaten kleiner dan de plaatdikte zijn vrijwel gegarandeerd onder consistente, en niet slechts gemiddelde, procesomstandigheden.)
- De rookontwikkeling is een reëel probleem dat niet genegeerd mag worden. Per meter product produceert plasma meer zichtbare rook dan een fiberlaser. Een hoger chroom- of zinkgehalte in het materiaal – roestvrij staal, geverfd, gegalvaniseerd, gecoat – verhoogt de rookontwikkeling, waardoor ademhalingsbescherming en een grotere filterinstallatie nodig zijn.
Fabrikanten schaffen soms om de verkeerde redenen een plasmasnijder aan en ontdekken de beperkingen pas te laat: "we hebben een plasmasnijder gekocht om alles te doen, van plaatbewerking tot het snijden van platen", wat vaak gevolgd wordt door de aanschaf van een tweede fiberlaser om te doen wat de plasmasnijder niet kon. Door deze veelvoorkomende situatie is het makkelijker om te budgetteren voor twee machines in plaats van één.
Vooruitzichten voor de CNC-plasmasnijmarkt tot 2026
Plasma zal niet verdwijnen na de wederkomst. Marktonderzoek wijst op groei, fiberlasers veroveren bepaalde toepassingen waar plasma al een zwakke positie had, en het huidige marktsegment voor plasma blijft CNC.
Think Wereldwijde marktinzichtenDe markt voor plasmasnijmachines overschreed in 2025 de 811.4 miljoen dollar en zal tot 2034 met een samengesteld jaarlijks groeipercentage van 5.9% groeien. Een aparte voorspelling De prognoses gaan uit van een samengestelde jaarlijkse groei van 4.5% tot 2030. Beide analyses wijzen op dezelfde richting: groei, geen krimp.
Drie technologische verschuivingen bepalen de koopbeslissingen in 2026:
- Hoogwaardig plasma zorgt voor een revolutie in de laserwereld. X-Definition en vergelijkbare systemen benaderen nu een randkwaliteit die vergelijkbaar is met die van een fiberlaser op middeldik zacht staal, waarbij de plasmastroom behouden blijft bij diktes van meer dan 6 mm.
- De industriële sector omarmt steeds meer het Web of Things en geavanceerd gepland onderhoud. Moderne systemen leveren meer dan ooit gegevens over verbruiksartikelen, werkcycli en boogspanning aan onderhoudsgereedschappen – waardoor onverwachte storingen en stilstand worden verminderd en de kosten per onderdeel worden verlaagd.
- Geautomatiseerde hoeksnijkoppen verschuiven van een "elite"-product naar een product in het middensegment. 5-assige hoeksnijkoppen met lasgeschikte hoekprogrammering worden al op verschillende manieren toegepast bij de fabricage van constructies en drukvaten.
Als u een kapitaalinvestering voor 2026 plant: budgetteer dan voor een HD- of X-Definition-systeem als u voornamelijk middeldik zacht staal bewerkt. Als u grote hoeveelheden plaatmetaal van minder dan 6 mm bewerkt, bereken dan eerst de kosten voor een fiberlaser voordat u terugvalt op plasmasnijden. En in beide gevallen is het raadzaam om een inspectie van het luchtsysteem te laten uitvoeren voordat de snijmachine arriveert – de luchtkwaliteit bepaalt of het budget voor verbruiksartikelen haalbaar is.
Veelgestelde Vragen / FAQ

V: Hoe groot moet de compressor zijn om een plasmasnijder te laten werken?
Bekijk antwoord
V: Wat is een nadeel van CNC-plasmasnijmachines?
Bekijk antwoord
V: Hoe nauwkeurig zijn CNC-plasmasnijders?
Bekijk antwoord
V: Kun je geld verdienen met een CNC-plasmasnijder?
Bekijk antwoord
V: Wat is het verschil tussen een CNC-plasmasnijder en een CNC-plasmatafel?
Bekijk antwoord
V: Hoe programmeer je een CNC-plasmasnijder?
Bekijk antwoord
Over deze analyse
Dit artikel combineert specificaties uit openbare Hypertherm Powermax SYNC-snijtabellen, FHWA-onderzoek naar het gedrag van plasma-gesneden gaten in constructiestaal, OSHA- en AWS-normen voor heetwerk en ervaringen van operators uit industriële fabricagefora. Capaciteit en verbruikscijfers zijn typisch voor industriële apparatuur; specifieke machine- en materiaalcombinaties kunnen variëren. Peer review in april 2026 door het engineeringteam van Resizeweld.
Referenties en bronnen
- OSHA 29 CFR 1910.252 — Algemene eisen voor lassen, snijden en solderen — Amerikaans ministerie van Arbeid, Arbeidsveiligheids- en gezondheidsadministratie
- Index van OSHA-normen voor lassen, snijden en solderen — Amerikaans ministerie van Arbeid
- Evaluatie van gaten vervaardigd met behulp van plasmasnijden (FHWA-HRT-20-056) — Amerikaanse Federale Wegbeheer
- NIST Special Publication 847: Machining of Advanced Materials — Amerikaans Nationaal Instituut voor Standaardisatie en Technologie
- AWS Z49.1 — Veiligheid bij lassen, snijden en aanverwante processen — American Welding Society
- AWS Veiligheids- en gezondheidsinformatieblad nr. 36: Ventilatie bij lassen en snijden — American Welding Society
- Marktomvang en prognoserapport voor plasmasnijmachines 2026-2035 — Wereldwijde marktinzichten
- Marktvooruitzichten voor plasmasnijmachines 2026-2030 — GlobeNewswire / Onderzoek en Markten
Gerelateerde artikelen
- Plasmasnijden versus lasersnijden — Vergelijking van snijkwaliteit, snelheid en kosten met voorbeeldranden
- Lasersnijden versus plasmasnijden vergelijken — een alternatieve invalshoek op dezelfde afweging, gericht op de afschrijving van investeringsuitgaven
- Verschillende soorten lassen vergeleken — het afstemmen van lasprocessen op plasma-gesneden werkstukken verderop in het proces
- Lassen van plaatwerk — Overwegingen met betrekking tot het lassen na plasmasnijden van plaatwerkonderdelen
- Wat is een afschuinmachine? — Afschuinen van de lasvoorbereiding die verder gaat dan de hoeken die plasma van nature kan leveren
- Plasmasnijmachines — Pillar Page — volledige systeemspecificaties en configuratieopties









{kind=link}
{kind=link}
{kind=link}
{kind=link}