
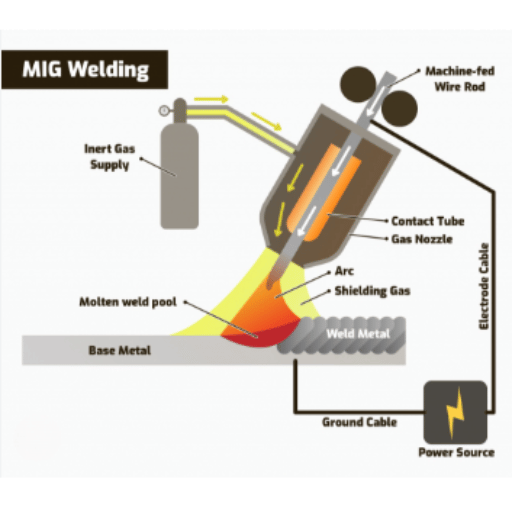
Het beheersen van de instellingen van MIG-lasapparaten is een fundamentele vaardigheid die zorgt voor schone, sterke en nauwkeurige lassen. Of u nu een ervaren professional bent of een beginner, het aanpassen van de draadsnelheid, spanning en andere lasparameters is essentieel voor het optimaliseren van de prestaties en het voorkomen van veelvoorkomende problemen zoals spatten, slechte penetratie of inconsistente lasnaden. Deze uitgebreide gids ontdoet MIG-lasinstellingen van hun geheimen en biedt praktische inzichten en bruikbare tips om uw lasresultaten te verbeteren. We leggen uit hoe deze parameters samenwerken, bespreken hun impact op verschillende metalen en toepassingen en geven u de kennis om uw lasvaardigheden naar een hoger niveau te tillen.
Gasloos MIG-lassen begrijpen

Gasloos MIG-lassen, ook wel flux-cored arc welding (FCAW) genoemd, vereist geen beschermgas van een externe bron, omdat het gebruikmaakt van een gevulde draad. De lasdraad bevat een flux die een beschermende atmosfeer rond de las creëert tijdens het branden. Dit proces is zeer nuttig bij lassen in de buitenlucht of in situaties waarin gas zich door de wind kan verspreiden. Gasloos MIG-lassen is niet alleen eenvoudig in te stellen, maar ook perfect voor dikkere materialen. Nadeel is dat het meer spatten en slak kan achterlaten, wat extra schoonmaakwerk vereist. Het is echter een geschikte optie voor zowel amateur- als professionele lassers die draagbaarheid en gebruiksgemak belangrijker vinden dan het gebruik van gasflessen.
Wat is gasloos MIG-lassen?
Gasloos MIG-lassen, of gevulde draad (FCAW), wordt gekenmerkt door het gebruik van een gevulde draad in plaats van een extern gas. De flux in de draad vormt een gasscherm en slak die de las beschermen tegen verontreiniging. Dit proces is zeer geschikt voor gebruik buitenshuis en op winderige plaatsen waar traditionele beschermgassen mogelijk niet effectief werken. De draagbaarheid, eenvoud en de mogelijkheid om met dikkere metalen te werken, maken het een veelgebruikte keuze onder zowel professionals als amateurs.
Verschillen tussen gasloos en traditioneel MIG-lassen
| Aspect | Gasloos MIG-lassen | Traditioneel MIG-lassen |
|---|---|---|
| Afschermingsmethode | Vertrouwt op een fluxkern in de draad om een beschermend schild te creëren | Maakt gebruik van een externe bron van afschermgas |
| Gebruiksomgeving | Perfect voor buiten of bij winderige omstandigheden | Aanbevolen voor gecontroleerde binnenomgevingen |
| Eenvoudige instelling | Draagbaarder en eenvoudiger op te zetten met minder componenten | Vereist extra apparatuur zoals gasflessen en regelaars |
| Dikte van het materiaal | Uitstekend geschikt voor dikke componenten met diepe penetratie | Vaker gebruikt voor dunne of delicate materialen |
| Las uiterlijk | Kan slak achterlaten die verwijderd moet worden | Meestal schoner en met weinig of geen nabewerking nodig |
Voordelen en beperkingen van gasloze technieken
✓ Voordelen
- Draagbaar: Geen externe gasfles nodig, waardoor de apparatuur draagbaarder is voor gebruik op afstand of buitenshuis
- Luchtweerstand: Door het ontbreken van beschermgas is het proces minder gevoelig voor wind
- Diepe penetratie: Uitstekend geschikt voor het werken met dikkere metalen en structurele toepassingen
⚠ Beperkingen
- Opruimen van slakken: Vereist extra schoonmaaktijd om slak uit lasrupsen te verwijderen
- Hittecontrole: Een hogere temperatuur kan onverenigbaar zijn met dunnere of delicate materialen
- Las uiterlijk: Visuele afwerking voldoet mogelijk niet aan de eisen voor esthetische projecten
Belangrijkste factoren die de MIG-instellingen beïnvloeden
- 1
Dikte van het materiaalHet aspect van het te lassen materiaal is van groot belang bij het bepalen van de spanning, draadaanvoersnelheid en stroomsterkte. Dikkere materialen vereisen een hogere spanning en stroomsterkte voor een goede penetratie.
- 2
Draadtype en -grootteHet type en de maat van de lasdraad moeten passen bij het materiaal en de toepassing. Dunnere draden zijn geschikt voor dunne materialen, terwijl dikkere draden dikke secties efficiënt aankunnen.
- 3
Samenstelling van het afschermgasBij het gebruik van gas heeft de benaming van het beschermgas een directe invloed op de boogeigenschappen en de laskwaliteit. Zo zorgt CO₂ voor een diepere penetratie, terwijl een argonmengsel zorgt voor schonere lassen met minder spatvorming.
- 4
Lassen PositieBij verticaal of bovenhands lassen is doorgaans een lagere spanning en draadaanvoersnelheid nodig vergeleken met vlakke posities, om de controle te behouden en druppelen te verminderen.
- 5
VoedingsinstellingenZorg ervoor dat de spanning en stroomsterkte geschikt zijn voor het specifieke materiaal en de gebruikte draad. Te lage instellingen kunnen leiden tot zwakke lassen, terwijl te hoge instellingen kunnen leiden tot doorbranden of overmatige spatten.
- 6
RijsnelheidDe snelheid waarmee de lasser beweegt, bepaalt het uiterlijk van de lasrups en de penetratiediepte. Snelle beweging kan leiden tot een gebrek aan penetratie, terwijl langzame beweging kan leiden tot overmatige opbouw.
Draadgrootte en -type
De draaddikte en het type zijn zeer belangrijk voor het bereiken van goede lasresultaten. Draden met een kleinere diameter, bijvoorbeeld 0.023 inch, zijn uitstekend geschikt voor dunne materialen en bieden meer precisie en minder warmte-inbreng. Aan de andere kant kunnen grotere draden, zoals 0.035 inch of 0.045 inch, worden gebruikt voor dikkere materialen en zorgen voor diepe penetratie en sterke lassen. Bovendien hangt de keuze van het juiste draadtype (massief of gevuld) af van de lasomgeving en het gebruikte materiaal. Massieve draden geven bijvoorbeeld de beste resultaten in schone ruimtes, terwijl gevulde draden buitenshuis kunnen worden gebruikt in minder goed voorbereide ruimtes met minder reinheid. Houd altijd rekening met de dikte van het materiaal, het lasontwerp en de laspositie bij het selecteren van de beste draadgrootte en -type voor uw klus.
Overwegingen bij materiaaldikte
De dikte van het materiaal is een belangrijke factor bij het kiezen van de juiste lasdraad en instellingen. Dikkere stukken metaal vereisen een sterkere stroomsterkte en een grotere draaddiameter om goede lassen met een goede penetratie te produceren. Omgekeerd voorkomt het gebruik van dunne draad en een lage stroomsterkte voor het lassen van dunnere materialen doorbranden, terwijl het werk netjes en nauwkeurig blijft. Voor uitstekende resultaten dient u de draaddikte en de machine-instellingen altijd aan te passen aan de materiaaldikte.
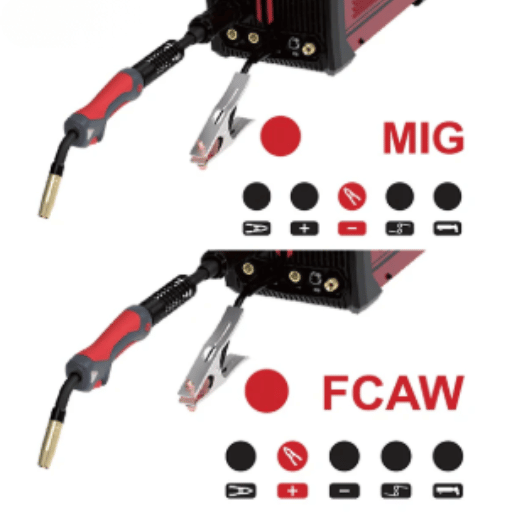
Polariteit begrijpen bij gasloos lassen
Een van de belangrijkste aspecten van gasloos lassen is de polariteit, die een zeer sterke invloed heeft op de kwaliteit en stabiliteit van de las. Bij gasloos lassen met kern en flux, Gelijkstroom-elektrode negatief (DCEN) is de standaardmethode. Dit betekent dat de elektrode met de negatieve kant wordt verbonden en het werkstuk met de positieve kant. DCEN zorgt voor een diepere penetratie, minder spatten en een efficiëntere werking van draden met fluxkern, en is daarom de beste keuze voor projecten waarbij zowel nauwkeurigheid als sterkte vereist zijn. Controleer de door de draadfabrikant aanbevolen polariteit voor de beste resultaten om fouten te voorkomen.
Interpretatie van de gasloze MIG-instellingentabel
Om een gasloos MIG-instellingenschema te begrijpen, moet u goed op drie belangrijke factoren letten:
📏 Materiaaldikte
De dikte van het materiaal bepaalt de aanbevolen instellingen in de tabel. Dikkere materialen vereisen een hogere spanning en draadaanvoersnelheid voor penetratie, terwijl dunnere materialen lagere instellingen vereisen om brandwonden te voorkomen.
🔧 Draadmaat
De draaddikte in de tabel moet overeenkomen met uw lasbewerking. Zware toepassingen gebruiken dikkere draden, terwijl lichtere, dunnere materialen met dunnere draden worden bewerkt.
⚡ Polariteitsinstellingen
De tabel toont de juiste polariteit. Bij gasloos MIG-lassen wordt meestal de negatieve polariteit van de gelijkstroomelektrode (DCEN) gebruikt. Deze zorgt voor een gelijkmatige warmteverdeling en vergemakkelijkt het lassen.
Pro Tip: Als u deze specificaties uit de tabel strikt toepast, produceert u snel en met minimale fouten sterke en schone lassen. Controleer de aanpassingen altijd dubbel voordat u begint om er zeker van te zijn dat u de tabel correct volgt.
Overzicht van MIG-instellingengrafieken
MIG-insteltabellen zijn zeer belangrijke referenties die lassers helpen bij het bepalen van de juiste parameters voor verschillende materialen en hun diktes. Deze tabellen tonen doorgaans de instellingen voor draadaanvoersnelheid, spanning, stroomsterkte en polariteit, afhankelijk van het gebruikte metaaltype en gas. Als lassers de aanbevelingen in de tabel volgen, verkrijgen ze de beste penetratie, sterke lassen en minder defecten, wat leidt tot een effectiever en nauwkeuriger werkproces.
Stapsgewijze handleiding voor het gebruik van de grafiek
Identificeer het materiaal
Bepaal vóór het lassen het type en de dikte van het te lassen materiaal. Dit is cruciale informatie voor het kiezen van de juiste instellingen.
Selecteer de combinatie van draad en gas
Met behulp van de tabel vindt u de juiste draad en gasmatch voor het te gebruiken materiaal.
Zoek de parameters
In de tabel vindt u de aanbevolen spanning, draadaanvoersnelheid en ampèrage-instellingen die specifiek zijn voor uw materiaal- en gascombinatie.
Pas uw lasser aan
Voer de voorgestelde parameters in uw MIG-lasapparaat in. Vaak zijn de spanning en de draadaanvoersnelheid van apparaten eenvoudig in te stellen.
Voer een testlas uit
Een snelle testlas moet worden uitgevoerd om de instellingen te controleren. Een goede penetratie en het uiterlijk van de lasrups moeten de criteria zijn voor het inspecteren van de las.
Indien nodig bijstellen
Als de testlas onvolkomenheden vertoont, verlaag of verhoog dan de spanning of de draadaanvoersnelheid enigszins om betere resultaten te krijgen.
Door deze stappen te volgen, kunt u eenvoudig de MIG-instellingentabel raadplegen en gebruiken om sterke en aantrekkelijke lassen te produceren.
Optimale instellingen voor uw project identificeren
Om de beste MIG-lasinstellingen voor uw specifieke project te bepalen, raadpleegt u eerst de MIG-instellingentabel die bij uw lasapparaat is geleverd. Houd hierbij rekening met het soort materiaal, de dikte en de draaddikte. Koppel deze vervolgens aan de aanbevolen spanning en draadaanvoersnelheid. Voer een proeflas uit op restmateriaal om de instellingen te bevestigen door de penetratie en de lasnaadkwaliteit te controleren. Breng indien nodig kleine aanpassingen aan, maar zorg altijd voor een goede balans tussen warmte en draadafzetting, zodat u de gewenste lassterkte en -uitstraling krijgt. Deze systematische methode garandeert precisie en effectiviteit van resultaten die specifiek zijn afgestemd op uw lastaak.
Veelvoorkomende uitdagingen bij gasloos MIG-lassen

⚠️ Belangrijke uitdagingen om op te letten
1. Spatvorming
Gasloos MIG-lassen Produceert meestal meer spatten dan gasbeschermde methoden. Indien niet goed onder controle, kan dit leiden tot materiaalverlies en extra tijd voor het opruimen.
2. Problemen met porositeit
Als de juiste techniek niet wordt toegepast, kunnen ingesloten gassen poriën vormen die de las verzwakken. Dit risico kan aanzienlijk worden verminderd door de juiste draadaanvoersnelheid en -hoek te gebruiken.
3. Beperkte lasuitstraling
Lassen die met gasloze draden zijn gemaakt, zijn mogelijk niet zo glad als lassen die met beschermgas zijn gemaakt. Ze zijn daarom mogelijk niet geschikt voor projecten waarbij een hoge mate van esthetische acceptatie vereist is.
4. Buiten lassen
Hoewel lassen zonder gas de beste keuze is voor gebruik buitenshuis, omdat het niet wordt beïnvloed door de wind, kan de laskwaliteit toch achteruitgaan bij extreme wind of vocht.
5. Draadterugbranding
Verkeerde instellingen, zoals een verkeerde spanning of draadaanvoersnelheid, kunnen ervoor zorgen dat de draad terugbrandt. Dit kan schade aan de apparatuur veroorzaken en tot onderbrekingen in de workflow leiden.
Door de genoemde moeilijkheden te overwinnen met de juiste instellingen en de juiste werkwijze, kunnen lassers langdurige en robuuste resultaten behalen met het gasloze MIG-lasproces.
Aanpak van spatproblemen
Bij gasloos MIG-lassen is het cruciaal om de spanning en draadaanvoersnelheid correct in te stellen, aangezien een onjuiste kalibratie kan leiden tot meer spatten. Gebruik alleen zeer goede en schone gevulde draad en reinig het werkoppervlak om vuilophoping te voorkomen. Probeer bovendien verschillende lastechnieken uit, zoals het wijzigen van de lassnelheid en het constant houden van de laspistoolhoek, voor een gladder resultaat.
Het bereiken van schone lassen
✨ Beste praktijken voor schone resultaten
- ✓
Gebruik hoogwaardige gevulde draad voor consistente prestaties - ✓
Maak het werkoppervlak grondig schoon om alle onzuiverheden zoals vet of roest te verwijderen - ✓
Zorg ervoor dat uw spanning en draadaanvoersnelheid correct zijn ingesteld om onregelmatigheden te voorkomen - ✓
Houd dezelfde reissnelheid aan tijdens het hele lasproces - ✓
Zorg voor een consistente geweerhoek voor langzame, veilige en nauwkeurige bewegingen
Het overwinnen van dikte-uitdagingen
Bij het gasloos MIG-lassen moet men rekening houden met de dikte van de las door de parameters in te stellen op basis van de dikte van het materiaal.
| Genre | Aanbevolen aanpak: | Belangrijke overwegingen |
|---|---|---|
| Dikkere materialen | Verhoog zowel de spanning als de draadaanvoersnelheid voor een goede vulling | Overweeg meerdere doorgangen en een goede afschuining voor sterkere lassen |
| Dunnere materialen | Gebruik een lagere warmtestand om doorbranden te voorkomen | Zorg voor een hoge nauwkeurigheid voor de reissnelheid en gebruik weefbewegingen om de warmte te verdelen |
Referentiebronnen
- Miller Welds – MIG-lassen: de juiste parameters instellen
Biedt belangrijke suggesties voor desktopinstellingen voor MIG-lassen, inclusief het juiste type machine en de nauwkeurige afstellingen ervan. - Pinnacle Shop – MIG-lasparameterinstellingen en richtlijnen
Een uitgebreide gids die alle factoren behandelt die van invloed zijn op het lassen, zodat u ze optimaal kunt instellen voor het gewenste resultaat. - YouTube – Herstel uw Flux Core-opstelling: de complete gids
Een videohandleiding waarin de complexiteit van het instellen van het gasloos MIG-lasproces (Flux Cored Arc Welding) wordt uitgelegd.









{kind=link}
{kind=link}
{kind=link}
{kind=link}