
Een essentieel onderdeel van het waarborgen van de structurele integriteit en prestaties van elk gelast pijpsysteem is het garanderen van een goede passing. Passen is met name cruciaal in situaties zoals industriële leidingen of constructies, waar nauwkeurige uitlijning en strakke toleranties direct kunnen leiden tot hoogwaardige, duurzame lasverbindingen.
Dit artikel behandelt de belangrijkste aspecten van pijplasverbindingen; het belang van deze aspecten in fabricageprocessen, de gereedschappen die worden gebruikt om deze precisie te waarborgen, en de rol van klemmen bij de assemblage van pijpcomponenten bij zowel stomplassen als moflassen. Deze fundamentele kennis stelt een ingenieur in staat om het aantal defecten te verminderen, de lascontinuïteit te verbeteren en te voldoen aan de strenge normen van elke relevante industrie. Verder wordt ingegaan op de beste werkwijzen en procedures die bijdragen aan een vakkundige pijplasverbinding, zodat u meer ervaring kunt opdoen met fabricageprocessen.
Sleutel afhaalmaaltijden
Een nauwkeurige passing is de basis van een succesvolle lasverbinding. Het zorgt voor een gelijkmatige warmteverdeling, een goede fusie en naleving van de technische specificaties, wat direct van invloed is op de levensduur en de veiligheid van de uiteindelijke constructie.
Inzicht in de passing bij pijplassen
Nauwkeurige passing bij pijplassen is essentieel voor de sterkte van de lassen en om defecten te voorkomen. Dit houdt in dat de pijpsegmenten correct worden uitgelijnd en voorbereid, zodat de voegopening tijdens het hele lasproces gelijkmatig smal en goed uitgelijnd blijft. Dit wordt bereikt door de pijpranden te reinigen om onzuiverheden te verwijderen, de juiste afschuinhoeken te gebruiken en consequent de juiste voegbreedte aan te houden tussen de uiteinden van twee pijpsegmenten.
Het gebruik van klemmen of hulpstukken om een los onderdeel op zijn plaats te houden is van groot belang om een goede passing te garanderen en de kans op verkeerde uitlijning tijdens het lassen te verkleinen. Enkele aanvullende punten kunnen worden besproken, aangezien de principes van bovenstaande informatie door lassers moeten worden nageleefd om ervoor te zorgen dat het smeltproces betrouwbaar verloopt, de efficiëntie hoog blijft en aan de constructie- en veiligheidseisen wordt voldaan.
Definitie van pasvorm
Het voorbereiden, uitlijnen en positioneren van te lassen onderdelen, zoals buizen of metalen constructies, is essentieel. Het zorgt ervoor dat de onderdelen perfect georiënteerd zijn en de optimale spleetbreedte creëren om de hoogst mogelijke laskwaliteit, de structurele integriteit van het geheel en de volledige naleving van de technische specificaties te garanderen. Een goede voorbereiding is van cruciaal belang voor het lasproces zelf. Het beïnvloedt de sterkte, de bruikbaarheid en de algehele efficiëntie van de verbinding.
Het belang van een nauwkeurige pasvorm
Een nauwkeurige passing is cruciaal voor de integriteit en duurzaamheid van de lasverbindingen. Een verkeerde uitlijning of onjuiste afstand kan leiden tot defecten zoals onvolledige penetratie, porositeit en vervorming, waardoor de sterkte en het draagvermogen van de verbinding afnemen. Bovendien verminderen nauwkeurig gedefinieerde passingen de benodigde nabewerking, waardoor materiaalverspilling wordt beperkt en de productie-efficiëntie wordt verbeterd. Strengere normen voor uitlijning zijn essentieel om te voldoen aan technische specificaties, de veiligheid te waarborgen en de levensduur van de uiteindelijke constructie te verlengen.
Het belang van pasvorm bij lasprocessen
Nauwkeurige passing speelt een cruciale rol in de lastechniek voor de gewenste mechanische integriteit en betrouwbaarheid van de lasverbinding. Het zorgt voor een gelijkmatige warmteverdeling, voldoende fusie en een nauwkeurige uitlijning, waardoor de kans op structurele defecten wordt verkleind. Fabrikanten houden zich daarom strikt aan de normen voor nauwkeurige passing om verbindingen van betere kwaliteit te verkrijgen en te voldoen aan steeds strengere technische normen, wat uiteindelijk leidt tot een langere levensduur van de geassembleerde onderdelen.
Belangrijkste gereedschappen en klemmen voor het monteren van leidingen

️
Essentiële montagegereedschappen
- 1. Pijpklemmen: Deze mechanische apparaten bevestigen en positioneren leidingen tijdens montagewerkzaamheden, zodat ze stevig op hun plaats blijven tijdens het daadwerkelijke uitlijnen. Ze zorgen voor stabiliteit en voorkomen zijwaartse beweging.
- 2. Verstelbare pasrollen: Deze rollen maken rotatie mogelijk om zware of dikwandige buizen te positioneren tijdens het snijden of lassen, waardoor een snelle en gelijkmatige montage mogelijk is.
- 3. Kettingklemmen: Veelzijdige gereedschappen die gebruikt worden om pijpen met uiteenlopende diameters perfect uitgelijnd te houden en zich aan te passen aan variaties in de pijpstructuur.
- 4. Nivelleringsgereedschap: Waterpasinstrumenten (zoals bubbelwaterpassen) of laserwaterpassen worden gebruikt om de horizontale en verticale uitlijning te controleren en structurele fouten te voorkomen.
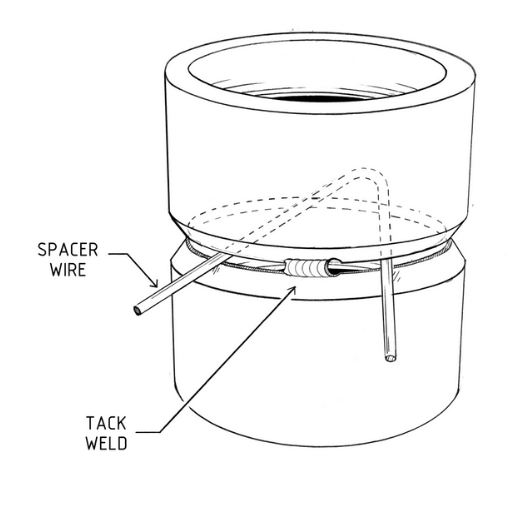
- 5. Wiggen en afstandhouders: Wordt gebruikt om consistente tussenruimten tussen pijpeinden te handhaven, waardoor nauwkeurige wortelopeningen worden gegarandeerd.
- 6. Uitlijnpinnen: Uitstekend geschikt voor het fixeren van leidingen in de juiste positie en het garanderen van concentriciteit, met name voor toepassingen met hoge toleranties.
Soorten klemmen die gebruikt worden bij pijplassen
| Klemtype | Primaire functie en toepassing |
|---|---|
| Kettingklemmen | Veelzijdige grip voor diverse diameters; perfect voor het behouden van de juiste uitlijning bij hoogwaardige verbindingen. |
| Velgklemmen | Grijpt de buitenomtrek vast om centrering en perfecte uitlijning tijdens het lassen te garanderen. |
| Binnenklemmen | Zet uit in de buis om de uiteinden vast te zetten; gebruikt voor uiterst nauwkeurige uitlijning. |
| Magnetische klemmen | Sterke hechting voor lichtgewicht, kortstondige bevestiging en eenvoudige positieaanpassing. |
| Verstelbare pijpklemmen | Helpt bij het naadloos lassen van diverse buizen in uiteenlopende gewenste configuraties. |
Essentiële hulpmiddelen voor een goede pasvorm.
Om een goede verbinding te garanderen en aan de industrienormen te voldoen, vereist een correcte montage van leidingen het gebruik van precisiegereedschap in combinatie met vakkundige technieken. Leidingsteunen, klemmen voor leidinguitlijning en waterpassen of laseruitlijnsystemen behoren tot de belangrijkste benodigde gereedschappen. Leidingsteunen zorgen voor de stabiliteit en hoogte van de leiding; klemmen voor leidinguitlijning houden de leiding nauwkeurig vast voor het vastzetten; en waterpassen of laseruitlijnsystemen maken een nauwkeurige uitlijning van de leiding onder een hoek mogelijk. Dit zorgt voor een perfecte uitlijning van de leiding, vermindert vervorming en garandeert naleving van strikte tolerantie-eisen, wat resulteert in hoogwaardige verbindingen die voldoen aan de regelgeving en operationele vereisten.
De rol van orbitaal lassen bij de fabricage van pijpen
Orbitaal lassen biedt grote voordelen voor pijplassen vanwege de precisie, consistentie en efficiëntie. Het wordt tegenwoordig geassocieerd met een hoge mate van automatisering en kan uniforme lassen garanderen met minimale menselijke tussenkomst. Dit minimaliseert het aantal defecten en verbetert tegelijkertijd de algehele structurele integriteit van de lassen. Deze lasmethode is effectief bij hoogwaardige projecten zoals in de lucht- en ruimtevaart, farmaceutische industrie en halfgeleiderindustrie, waar veel waarde wordt gehecht aan kwaliteit en reinheid. Het maakt herhaalbare resultaten mogelijk, maakt het lassen van pijpen met verschillende diameters eenvoudig en verbetert over het algemeen de efficiëntie van het lasproces. Dit draagt bij aan minder stilstand, het voldoen aan strenge wettelijke eisen en het waarborgen van een lange levensduur van de pijpleidingsystemen.
Technieken voor een correcte uitlijning van componenten
- ✓
Gebruik van precisie-meetinstrumenten: Daarbij horen onder andere schuifmaten, waterpassen en diverse laseruitlijningssystemen om ervoor te zorgen dat er nauwkeurige metingen worden verricht. - ✓
Toepassing van hechtlassen: Tijdelijke hechtlassen houden de onderdelen op hun plaats, waardoor kleine aanpassingen mogelijk zijn vóór het definitieve lassen. - ✓
Afstellen met uitlijnklemmen: Verstelbare klemmen en bevestigingsmiddelen maken beweging in een gecontroleerde omgeving mogelijk, waardoor een nauwkeurige uitlijning onder constante stabiliteit behouden blijft. - ✓
Visuele inspectie: Regelmatige visuele inspecties tijdens het uitlijningsproces sporen ongewenste afwijkingen op, zodat deze snel gecorrigeerd kunnen worden.
Methoden voor het bereiken van een nauwkeurige pasvorm.
Om de uitlijning van onderdelen en de juiste passing van componenten te garanderen, worden diverse andere technieken en gereedschappen gebruikt. De belangrijkste methoden worden hieronder beschreven:
- 1
Precisie meetinstrumenten
Gebruik schuifmaten, micrometers en laseruitlijningssystemen om exacte afmetingen te bepalen en minuscule uitlijningsfouten te identificeren. - 2
Juiste voorbereiding van het oppervlak
Zorg voor een schoon oppervlak, vrij van verontreinigingen, en zorg ervoor dat de lasnaden afgeschuind zijn om een sterke lasverbinding te garanderen. - 3
Strategisch hechtlassen
Gebruik puntlassen op meerdere plaatsen om onderdelen vast te zetten en speling en schommelingen te voorkomen. - 4
Hydraulische of pneumatische armaturen
Gebruik robotgrijpers om een uniforme druk en dimensionale stabiliteit te behouden bij assemblages met hoge toleranties.
Het waarborgen van consistente spleettoleranties
Consistente spelingtoleranties zijn cruciaal voor een optimale structurele integriteit en bepalen tevens de prestaties van het lasproces onder de omstandigheden van de houder. Het is essentieel om nauwkeurige meetinstrumenten, zoals voelers of lasersystemen, te gebruiken om de speling vóór en tijdens de assemblage te meten. Een productieproces dat gericht is op het beheersen van variaties, moet beschikken over duidelijke standaardwerkprocedures (SOP's) om de processen tijdens de bewerking en assemblage te reguleren. Een goede materiaalvoorbereiding om spelingvariaties te minimaliseren omvat randbewerking en oppervlaktereiniging. Professionals kunnen binnen de gespecificeerde spelingtolerantie blijven door geavanceerde meettechnieken te combineren met gecontroleerde procedures, en zo te voldoen aan en de eisen van de industrie te overtreffen.
Hechtlastechnieken voor het monteren van pijpen
Hechtlassen is de cruciale factor voor het verkrijgen van een nauwkeurige uitlijning van de drievoudige balk. het monteren van de buizen vóór het lassenVolgens de beste praktijken in de industrie moeten er matige hechtlassen worden aangebracht langs de geschikte afstand tussen de lasnaden, met regelmatige tussenafstanden, om de uitlijning te stabiliseren en vervorming tijdens het lassen te voorkomen. De afstand tussen de hechtlassen is voornamelijk afhankelijk van de pijpdiameter en wanddikte en kan spanningsconcentratie veroorzaken. De hechtlas moet matig in het basismetaal doordringen, waardoor ultrasterke verbindingen ontstaan die bestand zijn tegen misbruik en toch gemakkelijk te verwijderen zijn na het voltooien van de eindlas. Het reinigen van het lasgebied en, indien nodig, voorverwarmen, verbeteren de laskwaliteit en helpen bij het verminderen van defecten. De resulterende gelaste constructies moeten aan dezelfde criteria voldoen als de strenge normen die door de industrie worden gesteld.
Uitdagingen bij het lassen van pijpen

Het verkrijgen van de perfecte pasvorm voor het lassen van pijpen brengt talloze uitdagingen met zich mee, die van invloed kunnen zijn op de kwaliteit, duurzaamheid en algehele prestaties van de las. Hieronder volgen enkele problemen:
⚠️ Veelvoorkomende obstakels
- Verkeerde uitlijning: Zelfs kleine afwijkingen veroorzaken ongelijke spanningsbelastingen en verhogen de kans op lekkage.
- Ongelijkmatige openingen: Door de onregelmatige afstand tussen de sproeiers is het moeilijk om een acceptabel penetratieniveau te bereiken.
- Materiaalvervorming: De hitte bij het lassen veroorzaakt vervorming of krimp, wat de montage bemoeilijkt.
- Oppervlakteverontreiniging: Vuil, olie of roest leiden tot slechte verbinding en lasfouten.
- Milieu omstandigheden: Wind, luchtvochtigheid en extreme temperaturen veroorzaken defecten.
Veelvoorkomende pasproblemen bij pijplassen
Een goede passing is cruciaal bij het lassen van pijpen voor de integriteit en uitlijning van de verbinding; er doen zich echter een aantal veelvoorkomende problemen voor:
- Verkeerde uitlijning: Onjuiste positionering leidt tot ongelijkmatige kralen en verminderde gewrichtssterkte.
- Onjuiste opening (wortelopening): Te kleine of te grote openingen leiden tot onvoldoende doordringing of porositeit.
- Hoog-laag (interne uitlijningsfout): Oneffen binnenoppervlakken veroorzaken spanningsconcentraties en belemmeren de doorstroming.
- Ongelijke afschuinhoeken: Onregelmatigheden in lasdiepte en fusie vereisen corrigerend slijpen.
- Ovaliteit van de buis: Afwijkingen van een perfecte cirkelvormige doorsnede bemoeilijken de uitlijning.
Impact van slechte passing op de laskwaliteit
Een slechte passing heeft direct invloed op de laskwaliteit, omdat dit inconsistente lasprofielen oplevert en de structurele integriteit aantast. De laskwaliteit wordt verder aangetast door de verhoogde kans op problemen zoals onvolledige fusie, porositeit en scheurvorming. Bij grote spleten of verkeerde uitlijningen kan de warmteverdeling tijdens het lasproces ongelijkmatig zijn, wat kan leiden tot zwakke verbindingen en kostbare herstelwerkzaamheden. Bovendien kunnen holtes als gevolg van afwijkingen in de passing de las ongeschikt maken voor de industrienormen, waardoor de operationele betrouwbaarheid en veiligheid ernstig in gevaar komen. Strikte naleving van procedures voor prefabricage-inspecties, correcte passingsoefeningen en uitlijningscontroles blijft absoluut noodzakelijk voor lassen van topkwaliteit.
Strategieën om montageproblemen te overwinnen
Om de uitdagingen bij het passen te beheersen, is een combinatie van geavanceerde technieken en strikte protocollen nodig. Perfecte bewerking en metaalbewerking garanderen nauwkeurigheid in de onderdelen en minimaliseren zo de kans op verkeerde uitlijning. Het gebruik van geavanceerde pashulpmiddelen zoals verstelbare klemmen, conische vulplaatjes en uitlijngereedschap zorgt voor een nauwkeurige positionering tijdens de montage. Grondige controles met behulp van niet-destructieve testmethoden, ultrasoon onderzoek of röntgenonderzoek detecteren eventuele verkeerde uitlijning vóór aanvang van het lassen. Regelmatige training van het personeel in de beste werkwijzen en het naleven van gedetailleerde lasprocedures laat weinig ruimte voor twijfel over fouten, waardoor de verbindingen consistent voldoen aan de industriële normen en operationele criteria.
Beste werkwijzen voor hoogwaardig lassen en fabriceren

💡 Pro-tips voor succes
- Zorg voor een goede voorbereiding van het materiaal: Reinig alle oppervlakken en verwijder alle olie, roest of verf.
- Volg de lasprocedurevoorschriften (WPS): Houd u aan de vastgestelde stroomsterkte, spanning en rijsnelheid.
- Zorg voor een goede pasvorm en uitlijning: Gebruik precisieapparatuur om de afmetingen te controleren.
- Gebruik de juiste uitrusting: Kies machines en verbruiksartikelen die geschikt zijn voor het specifieke project.
- Controleer de omgevingsomstandigheden: Gebruik afschermingen om wind en vochtigheid te beperken.
- Warmte-input monitoren: Vermijd oververhitting of extreme afkoeling om scheuren te voorkomen.
- Voer regelmatig inspecties uit: Inspecteer vóór, tijdens en na het lassen.
- Veiligheidsmaatregelen implementeren: Geef prioriteit aan persoonlijke beschermingsmiddelen en een schone werkplek.
Industriële normen voor pijpfittingen
De juiste passing van leidingen is essentieel voor de veiligheid, betrouwbaarheid en algehele prestaties van alle leidingsystemen. Industriële normen zoals die van ASME en AWS stellen exacte specificaties vast voor uiteenlopende aspecten, van de uitlijning van verbindingen tot toleranties voor de lasnaad en reinheid. Een goede uitlijning van verbindingen elimineert een aanzienlijke spanningsconcentratie en verdeelt de belasting gelijkmatig; bovendien zorgt een consistente tolerantie voor de lasnaad ervoor dat de vereiste penetratie tijdens het lassen wordt bereikt. Het voldoen aan deze normen maakt doorgaans goede inspectieprocedures mogelijk en zorgt voor strikte naleving van materiaalspecificaties om defecten te voorkomen. Het naleven van de industriële normen helpt een organisatie om de structuur te onderhouden en te presteren volgens de operationele standaarden.
Veiligheidsaspecten tijdens de montage
Het waarborgen van de veiligheid tijdens montagewerkzaamheden vereist strikte naleving van de werkprocedures en het correcte gebruik van de vereiste persoonlijke beschermingsmiddelen (PBM's). Bijzonder belangrijk is het zorgen voor duidelijke communicatie tussen teamleden, het controleren of alle te gebruiken hijsapparatuur gecertificeerd en geïnspecteerd is voor de juiste belasting, en het vastzetten van alle onderdelen om ongewenste bewegingen of defecten te voorkomen. Het beperken van gevaren op de werkplek kan onder andere bestaan uit het verwijderen van scherpe randen en andere uitstekende oppervlakken, en het zorgen voor ventilatie om te voorkomen dat er schadelijke dampen vrijkomen in besloten ruimtes. Periodieke training en het uitvoeren van een goed opgestelde risicoanalyse voorafgaand aan de werkzaamheden zijn niet alleen de beste methoden om ongevallen te voorkomen, maar garanderen tevens de veiligheid van de werkomstandigheden.
Continue verbetering van lasprocessen
Continue verbeteringsprocessen worden bevorderd door het identificeren van de onvermijdelijke inefficiënties, defecten en gevaren die inherent zijn aan het huidige proces. De integratie van geavanceerde lastechnologieën, zoals automatische systemen en realtime monitoring, verbetert het lasproces in termen van precisie en consistentie. Vervolgens moeten kwaliteitsmanagementsystemen worden geïmplementeerd en wordt de optimalisatie van het lasproces van cruciaal belang, met de nadruk op vele complexe variabelen zoals warmte-inbreng, materiaalcompatibiliteit en naleving van vooraf vastgestelde technische goedkeuringen. Regelmatige training voor continue verbetering van het gehele personeel is, samen met een toegewijde afdeling voor toegepaste technologie, nog steeds het beste wapen van de universiteit om optimaal gebruik van middelen te bevorderen en daarmee de gewenste maximale productiviteit te bereiken. Door gebruik te maken van actuele gegevens zullen de pogingen van de organisatie om de lasactiviteiten systematisch te verbeteren effectief leiden tot hogere prestaties, betrouwbaarheid en veiligheid.
Referentiebronnen
- Quora: Het belang van een goede pasvorm voor lassen
- LANL-technische normen: Huisafwerking en -uitlijning
- AXXAIR: Het belang van in- en uitlijnen en hechten bij orbitaal lassen
Veelgestelde vragen (FAQ's)
Wat is lasverbinding?
Laspassing is het proces van het uitlijnen van onderdelen. en het voorbereiden van onderdelen zoals buizen of platen vóór het lassen om de juiste verbindingsconfiguratie te verkrijgen.
Waarom is een goede lasverbinding belangrijk?
De gewenste verbinding is tot stand gebracht, wat zorgt voor hoogwaardige lassen en de kans op defecten verkleint, waardoor de stabiliteit van de componenten op lange termijn wordt verbeterd.
Welke factoren spelen een rol bij de passing van lasverbindingen?
De factoren die hierbij een rol spelen, zijn onder andere het type materiaal, de voegconstructie, de wortelopeningen, de instelling en de tolerantieregels volgens de geldende codes of normen.
Welke gereedschappen kunnen worden gebruikt tijdens het lassen en monteren?
De gereedschappen die hiervoor gebruikt worden, zijn klemmen, uitlijnmallen, pijpsteunen en meetinstrumenten om een perfecte uitlijning te garanderen.
Wat zijn de uitdagingen bij het lassen van verbindingen?
Uitdagingen zijn onder andere verkeerde uitlijning, het gebruik van onjuiste lasnaden en materiaaldeformaties, wat op zijn beurt leidt tot een slechte laskwaliteit.









{kind=link}
{kind=link}
{kind=link}
{kind=link}