
Specificaties — Plasmasnijden van aluminium
| Plasmacapaciteit (aluminium) | 1 mm – 6 inch (0.04″ – 152 mm) |
| Typisch stroomsterktebereik | 45 A (vel) – 260 A (1+ inch plaat) |
| Tolerantie haalbaar | ±0.015″ – ±0.020″ (±0.4 – 0.5 mm) |
| Aanbevolen plasmagas (<5 mm) | Stikstof (N₂) plasma + N₂ of luchtafscherming |
| Aanbevolen plasmagas (>6 mm) | N₂-plasma + waterafscherming (N₂/H₂O) |
| Aanbevolen plasmagas (>20 mm) | H-35 (35% H₂ / 65% Ar) plasma + N₂-afscherming |
| Onderwater snijden | Mogelijk met beluchter + training. nooit voor Al-Li-legeringen. |
Kun je aluminium snijden met een plasmasnijder? Jazeker — hier is het echte antwoord.
Ja. Moderne plasma-lasapparaten van het type Powermax/Forsyth leveren een breed snijbereik op aluminium. De achterhaalde mythe dat plasma niet werkt op aluminium stamt uit de tijd van Tellurian met bedieningselementen uit de vroege jaren 00 en een beperkte keuze aan gassen. In het afgelopen decennium is dat veranderd. HyperthermESAB, Lincoln en Miller snijplotters verwerken aluminium met een snijkwaliteit die vergelijkbaar is met lasersnijden, maar tegen minder dan de helft van de bedrijfskosten (zie boven). Waterstraalsnijden is ook mogelijk met vrijwel elke legering, tegen ongeveer dezelfde bedrijfskosten.
Werken plasmasnijders echt op aluminium?
Eerlijk antwoord: beter dan de meeste fabrikanten verwachten, met drie kanttekeningen. Ten eerste wordt de oppervlakteafwerking volledig bepaald door de keuze van het beschermgas: plasmalassen met alleen lucht laat een ruwe, doffe, met oxide bedekte rand achter die vóór het lassen nabewerkt moet worden. Ten tweede is de randtolerantie ruimer dan bij laserlassen (0.015-0,020 inch voor plasma, 0.005 inch voor laser, volgens gepubliceerde industrienormen van The Fabricator); hoewel dit prima is voor trailers, wagons, bepantsering van militaire voertuigen en de meeste lasconstructies, lijkt het tekort te schieten voor veel precisiewerk in de lucht- en ruimtevaart. Ten derde kan snijden in een waterkolom systemen voor waterstofbeheersing vereisen, anders kunnen aluminium-lithiumlegeringen daadwerkelijk exploderen.
Voor het bewerken van veelgebruikte legeringen in de trailer-, scheepvaart-, transport-, militaire, automobiel- en constructiebouw, zoals 5052, 6061 of 5083, is een plasmasnijder vrijwel altijd de juiste oplossing. Uit branchegegevens blijkt dat er overlap is met recente implementaties van Resizeweld plasmasnijmachines, van het segment tot het segment cloud. Voor een inleiding tot de technologie, zie Wat is een plasmasnijmachine?.
Gaskeuze: lucht, stikstof, argon-helium of H-35? Beslissingsmatrix op basis van dikte

De juiste gaskeuze maakt een wereld van verschil. Gebruik je de verkeerde gassen, dan krijg je ruwe, geoxideerde, rafelige randen die met geen enkele vaardigheid van de operator te verbeteren zijn; een onacceptabel resultaat. Plasma en beschermgas. Twee verschillende gasstromen die elke werkplaats met chloorvrij plasma onder de knie moet hebben. Hier lees je hoe werkplaatsmanagers ze afstellen voor aluminium.
Welk gas gebruikt u voor het plasmasnijden van aluminiumplaten?
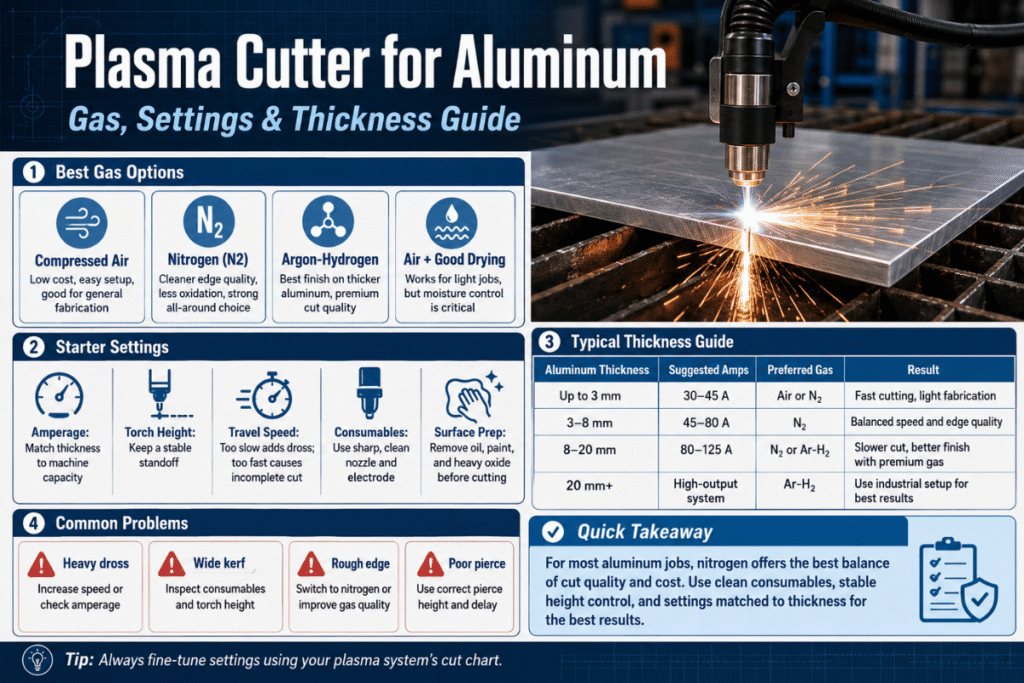
Voor aluminiumplaten dunner dan 5 mm (ongeveer 0.2 inch) leveren zowel plasma als stikstof (een N/N-proces) de scherpste, lasklare randen op. Met een Powermax-type luchtplasmasnijder is het eenvoudig, maar je verbruikt wel zo'n 30 dollar aan twee of drie stikstofgasflessen per week om één uur nabewerking te besparen. Het is het echter waard, zegt Bob Fernicola, plasma business manager bij ESAB: "Met de juiste gaskeuze kun je met plasma een zeer mooie rand in aluminium krijgen."
| Aluminium dikte | Plasmagas | Schildgas | beste voor | Compromis |
|---|---|---|---|---|
| < 5 mm (< 3/16″) | Lucht | Lucht | Laagste kosten, ruw werk | Geoxideerde rand, nabewerken vóór het lassen. |
| < 5 mm (< 3/16″) | Stikstof | Stikstof | Scherpe rand, klaar om te lassen | Kosten van flessengas |
| 6–12 mm (¼–½″) | Stikstof | Water (H₂O) | Glad oppervlak, lage kosten per vierkante meter | Vereist een brander die geschikt is voor waterafscherming. |
| 12–20 mm (½–¾″) | H-35 of H-2 mix | Stikstof | Hoge energiedichtheid, diepe snede | Waterstofhoudend gas, geen grondwater. |
| > 20 mm (> ¾″) | H-35 | Stikstof | Zware plaat, constructief | Hoogste gaskosten, training vereist |
| Elke (vermijden) | Zuurstof / F5 | - | Alleen zacht staal / roestvrij staal | Slechte afwerking op aluminium, niet gebruiken. |
Snijschema's afgeleid van de snijschema-richtlijnen van de fabrikant (Hypertherm Powermax en XPR-serie, technische bulletins van ESAB plasma). AWS Z49.1 Veiligheid bij lassen, snijden en aanverwante processenVoor plasmasnijden in elk gas is lokale mechanische ventilatie vereist. Voor luchtplasma-toepassingen, zie luchtcompressor voor plasmasnijder Maatadvies.
Begin altijd met de snijtabel in de handleiding van uw machine voor de exacte dikte en pas deze vervolgens nauwkeurig aan. Snijtabellen van fabrikanten zijn afgestemd op specifieke verbruiksartikelen – een afwijking van meer dan 10% van de aanbevolen stroomsterkte zal de slijtage van de verbruiksartikelen versnellen.
Diktebeperkingen voor aluminium: van 1 mm plaat tot 6 inch plaat.
Plasmasnijders worden verkocht in ampèreklassen, en de ampèreklasse bepaalt hoe dik een stuk aluminium de machine kan doorsnijden. ASTM B209Aluminiumplaat wordt gedefinieerd als een vlak product van 0.250 inch (6.35 mm) en dikker; dunner materiaal wordt plaat genoemd. De minimale dikte is ook van belang – bij een dikte van minder dan 1 mm vervormen de brede snijopening en de warmte-inbreng van plasma het werkstuk meer dan dat ze het snijden. Onder de tabel bepaalt de legeringskeuze verder welke stroomsterkteklasse u daadwerkelijk nodig hebt.
Hoe dik kan een 50A plasmasnijder aluminium snijden?
Een luchtplasmasnijder van 45-50 A, zoals een Hypertherm Powermax 45, kan aluminium tot ongeveer 12 mm (5/16 inch) schoon doorsnijden en tot 8 mm (5/16 inch) doorboren onder productieomstandigheden. Daarboven begint de boog uit te doven, wordt de slakvorming moeilijk te beheersen en neemt de levensduur van de verbruiksartikelen sterk af. Productiebedrijven upgraden over het algemeen naar 65 A of 85 A voor routinematig plaatwerk van dikker materiaal.
| Ampèreklasse | Productieverlaging | Doorboorcapaciteit | Optimale toepassing van aluminium |
|---|---|---|---|
| 45 A | Tot 12 mm (½″) | 8 mm (5/16 ″) | HVAC, bewegwijzering, lichtfabricage |
| 65-85 A | Tot 22 mm (⅞″) | 16 mm (⅜″) | Aanhangwagens, transport, scheepvaart |
| 105-130 A | Tot 38 mm (1½″) | 25 mm (1 ″) | Structureel, militair, spoorwegwagon |
| 200–260 A (X-definitie) | Tot 152 mm (6″) | 75 mm (3 ″) | Zware plaat, malbasis |
📐 Technische opmerking — Legering beïnvloedt stroomkalibratie
5052-H32 en 6061-T6 hebben grotendeels dezelfde snijeigenschappen, maar de hogere thermische geleidbaarheid van 6061 (167 W/mK versus 138 W/mK voor 5052, volgens referentiegegevens uit de industrie) zorgt ervoor dat de warmte sneller uit de snijzone wordt afgevoerd. Bij een grensdikte kan 6061 5-10% meer stroomsterkte of een lagere snijsnelheid nodig hebben dan 5052 om een onvolledige snijkant te voorkomen. 5083 scheepsplaat gedraagt zich als 5052. Voer altijd een proefsnede uit wanneer u van legering wisselt bij een dikte die al de limiet van uw machine bereikt.
Instellingen voor plasmasnijder voor aluminium: stroomsterkte, snelheid en afstand tot de snijkant

Drie instellingen bepalen de snijkwaliteit bij het bewerken van aluminium: stroomsterkte, snijsnelheid en afstand van de snijbrander tot de snijbrander (die bij geautomatiseerde systemen indirect wordt ingesteld via de boogspanning). Als de verhoudingen goed zijn, krijg je een rechte rand met minimale slakvorming. Als de verhoudingen niet kloppen, krijg je een afgeschuinde, geoxideerde, slakrijke bende die geslepen moet worden voordat verdere bewerkingen mogelijk zijn.
Stroomsterkte: Gebruik de hoogste stroomsterkte die uw materiaaldikte toelaat volgens de snijtabel van de fabrikant. Een hogere stroomsterkte betekent sneller snijden, een kleinere warmtebeïnvloede zone en minder vervorming. Praktijkervaringen tonen aan dat het gebruik van de maximale stroomsterkte bij geautomatiseerde systemen vrijwel altijd de juiste instelling is – alleen bij handmatig snijden zijn lagere instellingen nodig om de beweging van de snijbrander bij te houden.
Lassnelheid: Las met de hoogste IPM/TS-snelheid (snelheid van de vonkenstroom onder het werkstuk ten opzichte van de richting van de brander) waarbij de vonken ongeveer 15-30 mm achter de richting van de brander eindigen. Als de vonken recht naar beneden voor de brander schieten of ver voor het branderspoor uit gaan, las dan langzamer - geen oppervlakteslakken, verbreding van de snede en smeltbakken aan de rand - tekenen van een te lage lassnelheid. Als de boog omhoog in het mondstuk springt, las dan sneller - onvolledige snede. Handmatig lassen met een snelheid van ongeveer 10-15 IPM (250-350 mm/min) op aluminiumplaat.
De CNC-machine en de cobot verwerken continu meer dan 100 IPM (meer dan 2,500 mm/min) op dezelfde plaat.
Afstand tot het werkstuk en doorsteekhoogte. De afstand tot het werkstuk wordt bij de meeste Powermax-machines ingesteld op ongeveer 1.5 mm (0.060 inch) boven het werkstuk. De doorsteekhoogte moet 1.5 tot 2 keer de snijhoogte zijn (als vuistregel 2.3 tot 3.0 mm) om te voorkomen dat gesmolten aluminium terug in het mondstuk wordt geblazen en de verbruiksmaterialen aantast.
Bij Powermax-systemen neemt de spanning toe met de afstand tot de plaat. Bij machines met automatische boogspanningsregeling stelt u de gewenste spanning in en het besturingssysteem zorgt voor een constante afstand, zelfs bij kromgetrokken of niet-vlakke platen.
Slepen met de spuitmond op het werkstuk laten rusten is acceptabel bij zacht staal met een sleepbeschermingsschijf; het mag niet worden gebruikt bij aluminium, omdat het zachte, kleverige smeltmateriaal de spuitmond verstopt, waardoor de levensduur van de schijf slechts met 20-40% wordt verlengd.
Plasma, laser en waterstraal voor aluminium: wanneer elk systeem wint
De keuze voor plasma-, fiberlaser- of waterstraalsnijden voor aluminium is een inkoopbeslissing die de kosten per strekkende meter, de randkwaliteit en de maximale capaciteit voor de komende 10 jaar zal beïnvloeden. Elk proces heeft zijn eigen niche binnen het brede werkingsspectrum. De volgende matrix maakt gebruik van waarden die zijn gekoppeld aan andere bronnen. De fabrikantHet artikel over misvattingen en de actuele specificaties van de fabrikant.
| Veranderlijk | Plasma | fiber Laser | Waterjet |
|---|---|---|---|
| Maximale aluminiumdikte | 152 mm (6 ″) | ~19 mm (¾″) | 200 mm (8″)+ |
| Randtolerantie | ±0.015–0.020″ | ± 0.005 ″ | ± 0.003 ″ |
| Snijsnelheid (6 mm aluminium) | Snel | Snel | Langzaam |
| Kosten per voet (6 mm aluminium) | Laag | Medium | Hoog (schurend) |
| Hittebeïnvloede zone | Gemiddeld | Smal | Geen (vleeswaren) |
| Kapitaalinvesteringen | Laag | Hoge | Medium |
Kies voor plasmasnijden bij het snijden van aluminium in grote productievolumes, als een snijdikte van 020 inch geen probleem is (of als u het zich kunt veroorloven), en als een fiberlasercel te duur voor u is. Kies voor lasersnijden als u grote hoeveelheden plaatwerk met nauwe toleranties bewerkt. Kies voor waterstraalsnijden als warmtetoevoer niet mogelijk is (bijvoorbeeld bij warmtebehandelde legeringen die bijna op de eindtemperatuur zijn, of bij composietbekleed aluminium) of als het materiaal dikker is dan 6 inch.
Voor een verdere vergelijking naast elkaar, zie plasmasnijden versus lasersnijden en Lasersnijden versus plasmasnijden versus waterstraalsnijden.
Snijkwaliteit: Slakvorming, oxidatie en randtolerantie — Wat is haalbaar en wat niet?
Plasmasnijden van aluminium levert geen laserkwaliteit op bij dunne platen, maar wel lasklare kwaliteit bij dikkere platen als je de gasdruk, stroomsterkte en snijsnelheid goed instelt. In de praktijk worden bijna alle snijfouten veroorzaakt door een van de volgende vier redenen. De onderstaande diagnosegrafiek koppelt elk defect aan de onderliggende oorzaak en de oplossing.
Waarom snijdt mijn plasmasnijder aluminium niet netjes?
80-90% van de klachten over reinheid zijn afkomstig van één van de volgende vier oorzaken: een geoxideerd, ruw oppervlak (gasprobleem), veel slakvorming (snelheids- of stroomsterkteprobleem), een te grote afschuinhoek (afstandsprobleem of stroomsterkteprobleem) of een poreuze rand (gas- of snelheidsprobleem). Uit gegevens van brancheforums zoals Practical Machinist en de Miller-community blijkt dat slakvorming vaker voorkomt bij dun aluminium van 3/32 inch (2.4 mm), waarbij de operator ofwel een veel te lage stroomsterkte gebruikt in een poging om "het netjes te doen" ofwel een veel te hoge snelheid gebruikt in een poging om "vervorming te voorkomen".
| Symptoom | waarschijnlijke oorzaak | Bepalen |
|---|---|---|
| Ruwe, geoxideerde zwarte rand | Luchtplasma op aluminium | Schakel over naar het N₂/N₂- of N₂/H₂O-proces. |
| Slakresten aan de onderkant van de snede (slakvorming bij lage snelheid) | Te lage snelheid of te hoge stroomsterkte | Verhoog de snelheid met 10-15% of verlaag de stroomsterkte met één band. |
| Oppervlakkige slakspatten (snelle slakvorming) | Te hoge snelheid of te lage stroomsterkte | Verlaag de snelheid met 10-15% of verhoog de stroomsterkte. |
| Te grote afschuinhoek (één zijde uitlopend) | De afstand tussen de standen is te groot (de spanning is te hoog). | Laat de zaklamp zakken en kalibreer de AVHC-spanning opnieuw. |
| Poreuze, lasongeschikte rand | Waterstofverontreiniging of gasmengsel onjuiste dikte | Controleer de gassamenstelling aan de hand van de diktegrafiek; controleer de zuiverheid van het beschermgas. |
| Onregelmatige snede op kromgetrokken plaat | Brander met vaste hoogte op een oneffen werkstuk | Schakel boogspanningshoogteregeling in of gebruik een cobot met sensoren. |
De waarheid is dat plasmalassen bij lasnaden op plaatwerk in de overgrote meerderheid van de productieprocessen echt kan wedijveren met laserlassen. Aaron Brandt, manager mechanische systemen bij Hypertherm, verklaarde: "Met de nieuwste, krachtige plasmasystemen behalen we uitstekende toleranties op alle plaatdiktes en -materialen. De hoekvariatie bij aluminium is zelfs aanzienlijk beter dan bij zacht staal en roestvrij staal." In de praktijk is dit de ervaring van constructie- en transportwerkplaatsen gedurende de afgelopen tien jaar.
Veiligheid rondom grondwater: de waterstofval (en hoe u deze kunt vermijden)
Dit is het gedeelte waar niemand het over heeft totdat het je overkomt. Bij het plasmasnijden van aluminium op een watertafel kan er waterstofgas vrijkomen met een snelheid die explosieve holtes onder het werkstuk vormt. Aluminiumoxide (de slakdeeltjes die in het water vallen) neutraliseert chemisch de zuurstof van HO, waardoor vrije waterstof achterblijft. De waterstof ontsnapt als kleine belletjes – meestal onschadelijk – totdat slecht ontworpen watertafels zich vullen met holtes onder platen en in ondergedompelde kamers. Wanneer de volgende snede door het ongesteunde gedeelte gaat en de boog de waterstofholte raakt, ontstaat er een explosie.
Snijd aluminium-lithium (Al-Li) nooit met een plasmasnijder in de buurt van water – niet op een grondvlak, niet met een waterafscherming en niet op een vochtige vloer. Al-Li is extreem reactief. De veiligheidsdocumentatie van Hypertherm en ESAB bevestigt dit.
Een typisch incidentscenario, zoals gedocumenteerd door technisch personeel van ESAB: een operator laadt een plaat, verhoogt het waterpeil, snijdt enkele onderdelen door en beëindigt zijn dienst. Zolang de plaat in het water blijft, hoopt zich meestal waterstof op in holtes eronder. De volgende operator prikt de plaat door, de vlamboog ontsteekt de opgesloten holte en de explosie veroorzaakt schade en een ernstig risico op letsel.
Effectieve oplossingen, gerangschikt op betrouwbaarheid:
- ✔
Beluchtingssysteem — De geperforeerde buizenconstructie aan de onderkant van de tafel zorgt voor een constante gordijn van persluchtbellen, waardoor de vorming van waterstofbellen wordt voorkomen. De meest kosteneffectieve beheersingsmethode. - ✔
Bubble uitlaatdemper — een op een brander gemonteerd hulpstuk dat lucht door een binnenmondstuk en water door een buitenmondstuk laat stromen, waardoor het omringende water in beweging wordt gebracht en ophoping wordt voorkomen. - ✔
Waterfiltratie met centrifugale scheiding (bijv. Ebbco GRS-klasse systemen) — pompt water door sproeiers, verwijdert aluminiumdeeltjes voordat ze waterstof blijven genereren en houdt het bad in beweging. - ✔
Operationele discipline — Laat aluminium platen nooit een nacht ondergedompeld in water liggen; laat het waterpeil zakken en weer stijgen voordat u gaat snijden om opgehoopte luchtbellen te verwijderen; train de operators in de chemische processen.
Afgezien van waterstof is plasmasnijden met elk gasmengsel een erkend proces dat rookgassen genereert. Volgens Het informatieblad van OSHA over het beheersen van gevaarlijke dampen en gassen tijdens het lassen.Plasmasnijden valt in dezelfde categorie voor rookbeheersing als autogeen snijden en solderen. AWS Z49.1 schrijft lokale mechanische ventilatie voor bij plasmasnijden in ruimtes waar mensen aanwezig zijn. Aluminiumoxidestof is op zichzelf licht irriterend, maar niet geclassificeerd als gevaarlijk volgens de HWPS-normen; bij het snijden van gemengde metalen of verchroomd of gecoat aluminium worden de blootstellingsniveaus voor zeswaardig chroom overschreden volgens de bestaande Cr(VI) NEP-normen van OSHA. Zie de CNC-watertabelgids voor meer informatie.
Vijf misvattingen die u prestaties bij het zagen van aluminium kosten
De volgende vijf mythes achtervolgen plasmasnijden al sinds de jaren 1980, toen gasopties en machinebesturing nog primitief waren. Moderne, luchtgestuurde systemen zijn inmiddels wel geëvolueerd, maar veel autofabrikanten en reparatiewerkplaatsen niet. De onderstaande uitspraken van experts zijn afkomstig uit een artikel van The Fabricator over plasmasnijden.
Misvatting 1: Aluminium is geen geschikt materiaal voor plasmabewerking omdat de porositeit de rand beschadigt.
Dit is een ontwerpfout van de gasleverancier, gepresenteerd als een beperking van de mogelijkheden van de technologie. Bij het snijden van aluminium met laser, buigwielen, autogeen of plasma is er geen verschil in de snijkwaliteit tussen plasma en laser. Het is duidelijk dat de parameters van mijn plasma-werk nu vergelijkbaar of zelfs beter zijn dan die van laser, maar ter referentie: ik krijg een mooie snijkant met een standaard rastergasmengsel van zuurstof, stikstof en argon op mijn opstelling.
"Met de juiste gasselectie kun je met plasma een zeer mooie rand op aluminium verkrijgen."
Misvatting 2: Plasma kan niet aan strenge toleranties voldoen.
Dat gold voor machines uit de jaren 1980. Niet voor de huidige systemen. De huidige X-Definition plasmasnijder kan eenvoudig geprogrammeerd worden met een nauwkeurigheid van 0.015 à 0.020 inch op een aluminium plaat - een laserprecisie, maar ruim binnen de toleranties die een gebruiker van trailers, militaire voertuigen en spoorwegwagons acceptabel zal vinden.
"In de militaire voertuig- en spoorwegindustrie is een tolerantie van plus of minus vijfduizendste millimeter doorgaans niet gewenst, terwijl wij bij plasmasnijden een tolerantie van plus of minus 15 of 20 millimeter kunnen halen, wat ruim binnen de toleranties valt die in die industrieën gelden."
Misvatting 3: Plasmasnijden van aluminium laat een moeilijk te reinigen oppervlak achter.
Hetzelfde probleem met de gaskeuze. Bij plasmalassen met lucht krijg je inderdaad ruw, geoxideerd residu. Bij inertgasprocessen (N₂/N₂ of N₂/HO₂) is de oppervlakteafwerking glad en lijken de lassen naadloos aan te sluiten op de snijkant, met minimale voorbereiding.
Misvatting 4: Laser is kosteneffectiever dan plasma voor aluminium
Klopt bij dunne platen (onder ongeveer ) bij grote volumes. Niet waarboven de laser hogedrukstikstof als hulpgas moet gebruiken (geen exotherme reactie mogelijk op aluminium) en de bedrijfskosten sterk stijgen. Plasma behoudt een aanzienlijk kostenvoordeel per strekkende meter bij platen, plus een hogere diktelimiet (6 inch plasma versus ~ voor fiberlaser).
Misvatting 5: Voor het plasmasnijden van aluminium is een speciaal opgeleide operator nodig die toezicht houdt.
Bij moderne, hoogwaardige, gemechaniseerde plasmasystemen worden de afstand, beweging en doorsteekvertraging geautomatiseerd. Een ander punt waar de oplettendheid van de operator echt van belang is, is het snijden met water (zie het gedeelte over de waterstofval hierboven) – dit vormt een chemisch risico, geen probleem bij het snijden zelf.
"De meeste gemechaniseerde plasmasnijsystemen hebben bedieningselementen waarmee de machine automatisch kan werken, de juiste afstand tot het werkstuk kan worden gehandhaafd en de beweging van de machine kan worden geregeld."
Waar gaat het aluminiumplasmasnijden naartoe: vooruitzichten voor 2025-2030?
De markt voor plasmasnijmachines bedroeg in 2025 USD 811.4 miljoen. De IMARC Group voorspelt dat deze markt jaarlijks stabiel zal blijven groeien met een samengesteld jaarlijks groeipercentage (CAGR) van 4.16-4.5% en in 2034 USD 2.2 miljard zal bereiken. Industriële plasmasnijmachines zullen naar verwachting sterker groeien, omdat ze investeringen in fiberlasers in geautomatiseerde productieprocessen zullen verdringen.
Er zijn drie specifieke redenen om in 2026 of 2027 voor een aluminium plasma-oplossing te kiezen. Ten eerste is de verticale penetratie van CNC-plasma ten opzichte van handmatig bewerken al goed ingeburgerd in de trailer-, constructie- en EV-carrosseriebouw. Ten tweede maakt geavanceerde cobot-integratie geautomatiseerd plasma snel toegankelijk voor werkplaatsen die voorheen geen aparte CNC-machine konden rechtvaardigen. Ten derde zijn hoogwaardige legeringen voor EV-accu's, speciale verlichting en andere lichtgewicht componenten voor transport (5xxx en 6xxx), waarvoor plasma uitermate geschikt is, op grote schaal geproduceerd in dezelfde legeringen. Dit alles samen vormt een overtuigende investeringscase voor werkplaatsen met fiberlasers die in 2026 plaatwerk van aluminium blijven uitvoeren. Zie ook de gerelateerde artikelen over dit onderwerp. CNC plasmasnijder capaciteitslandschap.
Veelgestelde vragen over het plasmasnijden van aluminium
V: Kan een Hypertherm Powermax 45 aluminium snijden?
Bekijk antwoord
V: Kun je aluminium met alleen perslucht plasmasnijden?
Bekijk antwoord
V: Wat is de beste plasmasnijder voor aluminium plaatmetaal?
Bekijk antwoord
V: Hoe voorkom ik slakvorming op plasmagesneden aluminium?
Bekijk antwoord
V: Kan een CNC-plasmasnijder aluminium snijden?
Bekijk antwoord
Over deze analyse
Dit referentieonderzoek combineert gegevens uit snijschema's van plasmasnijmachines – de Hypertherm Powermax- en XPR-productieseries, technische bulletins van ESAB over het gebruik van plasma, gepubliceerde normen AWS Z49.1 en ASTM B209, richtlijnen van OSHA voor rookbeheersing en geciteerde deskundigen uit The Fabricator – met de daadwerkelijke productiepraktijk voor alle trailer-, transport- en constructie-aluminiumplaatwerkzaamheden die met plasma zijn gedocumenteerd.
Ontdek de plasmasnijmachines van Resizeweld →
Referenties en bronnen
- Beheersing van gevaarlijke dampen en gassen tijdens het lassen (OSHA FS-3647) — Amerikaanse Arbeidsveiligheids- en Gezondheidsadministratie
- Nationaal prioriteitsprogramma — Hexavalent chroom (CPL 02-02-076) — Amerikaanse Arbeidsveiligheids- en Gezondheidsadministratie
- AWS Z49.1 Veiligheid bij lassen, snijden en aanverwante processen — American Welding Society
- ASTM B209-normspecificatie voor aluminium en aluminiumlegeringen plaat en plaat. — ASTM International
- Misvattingen over het plasmasnijden van aluminium — De Fabrikant
- Marktomvang, groei en prognose voor plasmasnijmachines 2026-2034 — IMARC Groep
- Marktvooruitzichten voor plasmasnijmachines 2026-2030 — GlobeNewswire
Gerelateerde artikelen
- Plasmasnijden versus lasersnijden — een directe vergelijking van processen voor plaat- en plaatwerk
- Lasersnijden versus plasmasnijden versus waterstraalsnijden — drieledig besluitvormingskader voor aluminium en staal
- CNC plasmasnijder handleiding — wat verandert er als je overstapt van handmatig naar geautomatiseerd snijden?
- CNC-plasmatafelgeleider — grondwaterstanden, neerwaartse luchtstroomtabellen en aluminiumveilige configuraties
- Luchtcompressor voor plasmasnijder — het bepalen van de juiste luchttoevoer voor luchtplasma-productiewerkzaamheden
- Wat is een plasmasnijmachine? — een inleiding tot de technologie voor kopers die nog niet bekend zijn met plasma-tv









{kind=link}
{kind=link}
{kind=link}
{kind=link}