
Sterke en betrouwbare lasverbindingen zijn niet alleen een must in de bouw en de maakindustrie, maar ook in andere sectoren. De T-las is een van de vele soorten lasverbindingen die zeer veelzijdig en sterk zijn en de belangrijkste bijdrage leveren aan de productie van hoogwaardige producten zoals constructieframes of machineonderdelen. Maar wat is precies het geheim van een effectieve T-las en kan de kwaliteit ervan worden gegarandeerd? Deze blogpost bespreekt belangrijke methoden, tips en toepassingen die zowel de beginnende als de ervaren lasser zullen inspireren en hen zullen helpen hun vaardigheden te optimaliseren. Of u nu uw vaardigheden wilt ontwikkelen of gewoon de rol van goed lassen wilt leren kennen, deze gids geeft u de basiskennis voor zeer duurzame en nauwkeurige T-lasverbindingen.
T-verbindingslassen begrijpen
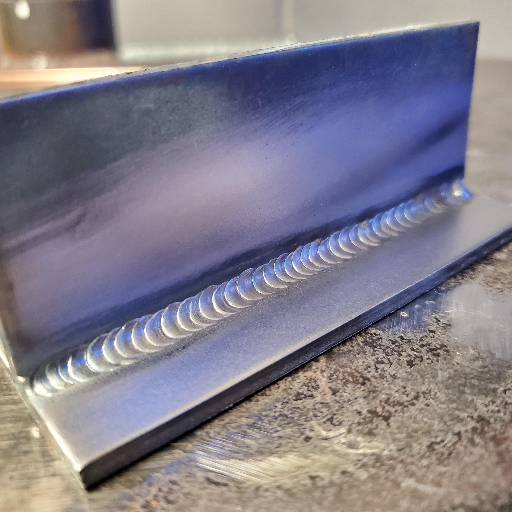
T-lassen is het proces waarbij twee metalen onderdelen zodanig met elkaar worden verbonden dat ze een "T"-vorm vormen met een rechte hoek ertussen. De belangrijkste toepassing van dit type las is in constructies waar sterke en duurzame verbindingen nodig zijn, zoals frames en machineonderdelen. Een goede uitlijning en materiaalvoorbereiding zijn cruciaal voor de kwaliteit van een T-las. De meest geprefereerde opties voor het lassen van T-verbindingen zijn hoeklassen en groeflassen, die afhankelijk zijn van de sterkte en dikte van de te lassen materialen. Een constante lassnelheid, warmte en penetratiecontrole zijn de basisprincipes voor een sterke verbinding en het minimaliseren van het aantal defecten.
Definitie van T-verbindingslassen
T-lassen is een techniek waarbij twee metalen onderdelen haaks met elkaar worden verbonden, waardoor een "T"-vorm ontstaat. Deze techniek is populair geworden in de constructie van frameconstructies, machines en constructiedelen waar sterke, dragende verbindingen nodig zijn. Deskundigen beweren dat hoeklassen de voorkeursmethode zijn voor het uitvoeren van T-lassen, omdat ze sterk en eenvoudig te gebruiken zijn, terwijl groeflassen worden gebruikt voor dikkere materialen die een diepere penetratie vereisen. Vooruitgang in de lastechnologie, zoals geautomatiseerde lassystemen, heeft gezorgd voor precisie en consistentie bij T-lassen, waardoor fouten worden verminderd en de productiviteit wordt verhoogd. Een goede voorbereiding, inclusief het reinigen en uitlijnen van de materialen, blijft zeer belangrijk voor het produceren van hoogwaardige producten.
Betekenis van T-verbindingen in verschillende industrieën
T-verbindingen zijn onmisbaar in tal van industrieën vanwege hun structurele veelzijdigheid en betrouwbaarheid. Ze worden gebruikt in de bouw om sterke frames te maken voor gebouwen, bruggen en andere infrastructuur. De auto- en lucht- en ruimtevaartindustrie gebruiken T-verbindingen voor de assemblage van respectievelijk voertuigframes en vliegtuigonderdelen, omdat ze sterk maar toch licht zijn. T-verbindingen worden ook gebruikt in pijpleidingen en scheepsbouw, waar ze bijdragen aan veilige verbindingen, zelfs onder hoge druk. Hun vermogen om met verschillende materialen te werken en verschillende soorten belastingen te ondersteunen, maakt T-verbindingen onmisbaar in engineering en productie.
Veelvoorkomende toepassingen van T-verbindingslassen
- Constructie: Deze technologie werd onder andere gebruikt bij de bouw van skeletten, bruggen en zware infrastructuur.
- Automobielindustrie: Het monteren van frames voor auto's en andere voertuigen is een belangrijk proces in de auto-industrie.
- Aerospace: De lucht- en ruimtevaartsector maakt gebruik van robotica voor de productie van vliegtuigonderdelen.
- Pijpleidingsystemen: De pijpleidingsystemen onder hoge druk zijn voorzien van veilige verbindingen.
- Scheepsbouw: Lassen is een van de methoden die worden gebruikt om ervoor te zorgen dat schepen duurzaam zijn en een goede structurele integriteit hebben.
Lastechnieken voor T-verbindingen
Voor T-verbindingen worden verschillende lasmethoden gebruikt, afhankelijk van het materiaal en de eisen voor de toepassing:
- • Afgeschermd booglassen van metaal (SMAW): Uitstekend geschikt voor zware toepassingen waarbij de penetratie diep is en de verbindingen sterk zijn.
- • Gas-metaalbooglassen (GMAW/MIG): Uitstekend geschikt voor nauwkeurig lassen met een zeer hoog rendement en weinig spatvorming.
- • Gas Tungsten Booglassen (GTAW/TIG): Biedt de beste controle en onberispelijke lassen; is typisch voor dunne materialen en hoogwaardige afwerkingen.
- • Gevuld booglassen (FCAW): Een perfecte keuze voor het maken van sterke lassen in omstandigheden zoals buiten of bij wind.
- • Puntlassen: Wordt gebruikt in dunne metaaltoepassingen, veelgebruikt in de automobiel- en plaatwerkindustrie.
De keuze voor een bepaalde methode hangt af van factoren zoals het soort materiaal, de structurele vereisten en zelfs de omgevingsomstandigheden.
MIG-lassen voor T-verbindingen
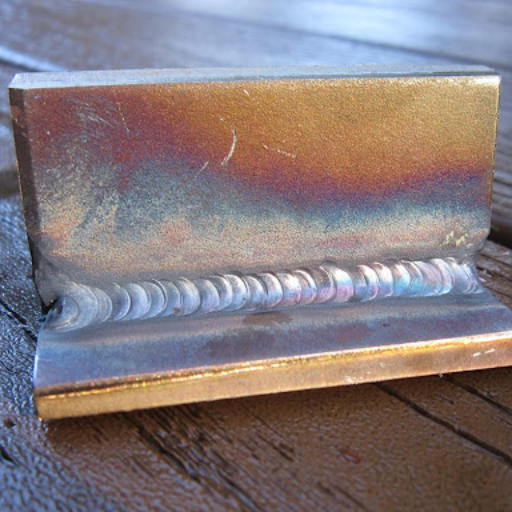
MIG-lassen, ook wel Gas Metal Arc Welding (GMAW) genoemd, is een techniek die niet alleen sterke, maar ook betrouwbare T-verbindingen creëert. De T-verbinding bestaat uit twee metalen die onder een hoek van 90 graden aan elkaar worden gelast, waardoor de "T"-vorm ontstaat. De duurzaamheid van de las hangt echter sterk af van de voorbereiding van het te verbinden oppervlak. De basismetalen moeten grondig worden gereinigd om verontreinigingen zoals roest, olie of verf te verwijderen, die de kwaliteit van de las kunnen verminderen.
Het is absoluut noodzakelijk om de juiste machine-instellingen te gebruiken bij het lassen van T-lassen met MIG. De spanning, draadsnelheid en de stroomsnelheid van het beschermgas moeten, naast andere factoren, worden gekozen op basis van de dikte en het type materiaal. Afhankelijk van de inbranding en het uiterlijk van de lasrups kunt u de lastoorts duwen of slepen. De juiste positionering van de elektrode is essentieel: probeer de boog precies op het snijpunt van de las te krijgen voor maximale inbranding en een sterke las.
TIG-lastechnieken
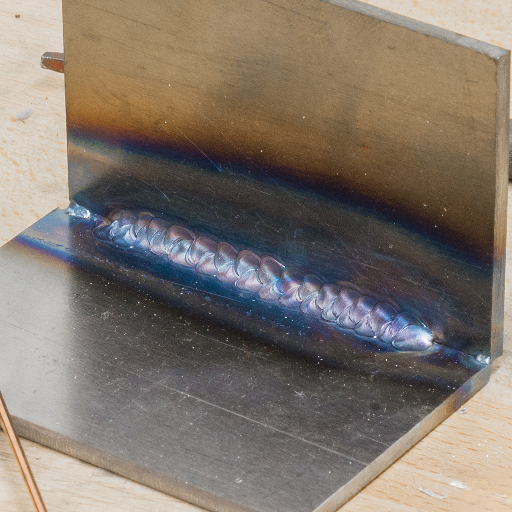
TIG-lassen, wat staat voor Tungsten Inert Gas-lassen, is een flexibel proces dat consistent de hoogste en meest nauwkeurige lassen produceert. Het belangrijkste bij TIG-lassen is het kiezen van de juiste wolfraamelektrode voor het specifieke materiaal dat verbonden moet worden. Gethoriumeerd wolfraam is perfect voor staal, terwijl zuiver wolfraam geschikt is voor aluminium. Bij het werken met staal is gelijkstroom (DC) de beste keuze, terwijl voor aluminium wisselstroom (AC) de voorkeur verdient. Een vaste hand en een consistente booglengte, over het algemeen ongeveer 3 mm van het werkstuk, zijn noodzakelijk voor uniformiteit. Verhoog de stroomsterkte afhankelijk van de dikte van het materiaal en zorg voor een goede gasstroom. Argon is het meest gebruikte gas voor afscherming in de meeste toepassingen. Reinig het werkstuk altijd grondig, aangezien vuil en andere verontreinigingen ervoor kunnen zorgen dat lassen hun integriteit verliezen, wat tot defecten kan leiden. Een goede techniek en voorbereiding zijn de sleutels tot succesvol TIG-lassen.
Staaflassen en zijn toepassingen
Elektrodelassen, ook wel bekend als Shielded Metal Arc Welding (SMAW), is een proces dat kan worden toegepast op diverse laswerkzaamheden en breed geaccepteerd is in verschillende industrieën. Het werkt door een gecoate elektrode met flux te gebruiken om de las te produceren, terwijl de vloeimiddel tijdens het lasproces creëert een beschermend gas- en slakschild. De methode is toepasbaar voor lassen in diverse situaties, waaronder buiten en op winderige plaatsen, waar andere processen mogelijk niet effectief zijn. Elektrodelassen is vooral geschikt voor industrieel gebruik, zoals in de bouw, scheepsbouw en pijpleidingwerk, en kan ook worden toegepast op diverse metalen zoals staal, roestvrij staal en gietijzer.
De belangrijkste voordelen van elektrodelassen zijn de eenvoud, de lage kosten en de mogelijkheid om het te gebruiken zonder extern beschermgas, waardoor het zeer geschikt is voor veldwerk en onderhoud. Aan de andere kant vereist het een bekwame hand om schone en foutloze lassen te produceren, aangezien de methoden voor slakverwijdering en spatbeheersing lastig kunnen zijn. Een expert worden in deze techniek garandeert consistente en sterke lassen bij diverse projecten, wat het belang ervan in veel industrieën bevestigt.
Lastypen voor T-verbindingen
de primaire lastypen voor T-verbindingen omvatten hoeklassen, proplassen, sleuflassen, groeflassen en flenslassen.
| Lastype | Beschrijving | Sleutelgebruik | Sterkte | Dikte |
|---|---|---|---|---|
| Filet | Driehoekige las | Algemeen | Hoge | Variabel |
| Stekker | Circulaire las | Plaatverbindingen | Medium | Dunne platen |
| Sleuf | Verlengde las | Plaatverbindingen | Medium | Dunne platen |
| Groove | Diepe groeflas | Heavy-duty | Zeer hoog | Dikke platen |
| Flens | Randversterking | structuur- | Hoge | Gemiddeld |
Hoeklassen: wanneer ze te gebruiken
Hoeklassen worden voornamelijk gebruikt voor het maken van haakse verbindingen, zoals T-verbindingen, schootverbindingen en hoekverbindingen. Ze worden meestal toegepast waar hoge sterkte en gebruiksgemak vereist zijn, waardoor ze perfect zijn voor algemene bouw, constructies en de productie van apparatuur. Deze lassen zijn multifunctioneel en economisch, waardoor sterke verbindingen mogelijk zijn zonder uitgebreide voorbereiding of bewerking van de te verbinden materialen.
Andere lastypen die van toepassing zijn op T-verbindingen
Er zijn nog verschillende andere lastypen die effectief gebruikt kunnen worden bij T-verbindingen, afhankelijk van de specifieke vereisten van de toepassing:
Pluglassen
Pluglassen zijn een van de opties wanneer de spanning op de verbinding gelijkmatig moet worden verdeeld. Deze lasmethode doorsnijdt één materiaal en verbindt het met het andere, waardoor de stabiliteit van de constructie wordt verbeterd.
Sleuflassen
Net als pluglassen helpen sleuflassen bij het verbinden van overlappende metalen stukken op vooraf bepaalde plaatsen. Ze bieden een gecontroleerde lasverdeling en extra schuifweerstand in het verbindingsgebied.
Groeflassen
Groeflassen worden gebruikt in T-verbindingen waar een krachtige verbinding nodig is. In tegenstelling tot hoeklassen vereisen ze groeven in de verbinding om penetratie en een hogere lassterkte te garanderen bij kritische projecten.
Oppervlaktelassen
Oppervlaktelassen worden gebruikt bij T-verbindingen als er behoefte is aan versteviging of het coaten van slijtvaste materialen voor de verbonden materialen, meestal in zware toepassingen.
Al deze lastypen hebben hun eigen specifieke voordelen en worden geselecteerd afhankelijk van de belasting- en materiaaleigenschappen en de specifieke eisen van de betreffende industriële T-verbindingsconstructie.
Het kiezen van het juiste lastype voor uw project
Het kiezen van de beste lasmethode voor uw T-verbindingsproject is geen eenvoudige zaak; het vereist een zorgvuldige afweging van factoren zoals de materiaaleigenschappen, de vereiste sterkte van de verbinding en de aard van de toepassing. Stomplassen bieden de sterkste en meest esthetisch aantrekkelijke verbindingen, waardoor ze het meest geschikt zijn voor projecten waarbij zowel schoonheid als sterkte cruciaal zijn. Hoeklassen daarentegen worden vaak toegepast in minder kritieke situaties vanwege hun eenvoudige toepassing en productiviteit. Groeflassen zijn echter de lassen die zeer zware projecten aankunnen die maximale penetratie en sterkte vereisen. Oppervlaktelassen kunnen worden toegepast om T-verbindingen te versterken of om ze slijtvast te maken in omgevingen met hoge spanning. Het is noodzakelijk om altijd rekening te houden met de projectontwerpspecificaties, veiligheidsnormen en industrienormen bij het bepalen van het geschikte lastype.
Essentiële gereedschappen en apparatuur voor het lassen van T-verbindingen

Om T-lassen uit te voeren, moet men allereerst over het juiste gereedschap en de juiste apparatuur beschikken om veiligheid en precisie te garanderen. De basisuitrusting bestaat uit een lasapparaat dat werkt met de gekozen lasmethode (MIG, TIG of elektrode), elektroden of lasstaven, een lashelm, handschoenen en beschermende kleding. Daarnaast zijn klemmen, staalborstels en slijpmachines handig voor het voorbereiden en vastzetten van het materiaal. Zorg er altijd voor dat de veiligheidsuitrusting voldoet aan de norm voor bescherming tegen hitte, vonken en uv-straling. Een goede voorbereiding en het juiste gereedschap zijn cruciaal voor het bereiken van sterke, betrouwbare lassen.
Benodigde basis lasgereedschappen
Voor de T-verbindingslasmethode zijn de volgende gereedschappen essentieel:
- Lasapparaat: Controleer of het compatibel is met de door u gekozen lastechniek, bijvoorbeeld MIG-, TIG- of elektrodelassen.
- Elektroden of vulstaven: Kies het juiste type op basis van de materialen en het lasproces.
- Klemmen of bevestigingen: Houd de te lassen stukken vast om te controleren of ze goed uitgelijnd zijn.
- Lashelm en handschoenen: Bescherm uzelf tegen vonken, fel licht en hitte.
- Staalborstel: Helpt bij het reinigen van metalen oppervlakken die worden gelast, voor en na het lasproces.
- Slijpgereedschap: Voor het gladmaken van het gelaste oppervlak en het voorbereiden van de randen.
Met deze gereedschappen tot uw beschikking is het maken van sterke en perfecte verbindingen met T-lassen geen probleem. Controleer daarnaast altijd of de veiligheidsuitrusting voldoet aan de industrienormen.
Geavanceerde apparatuur voor professionele lassers
Professionele lassers vertrouwen doorgaans op ultramoderne apparatuur om de hoogste precisie, productiviteit en veiligheid te leveren. De belangrijkste gereedschappen zijn:
- TIG-lassers: Ideaal voor de meest veeleisende lassen op verschillende metalen. Biedt uitstekende controle en onberispelijke resultaten.
- Multi-proces lassers: Deze lassers kunnen verschillende lastechnieken, zoals MIG, TIG en elektrode, tegelijkertijd uitvoeren voor meer gemak.
- Automatische lassystemen: Deze systemen zijn geschikt voor werk met een hoog volume, omdat ze zorgen voor uniformiteit en minder handmatige arbeid.
- Plasmasnijders: Ze worden gebruikt voor het nauwkeurig snijden van metalen materialen, waarbij de randen schoon zijn en er zo min mogelijk snijafval ontstaat.
- Rookafzuigers: Deze zijn verplicht om de lucht schoon te houden en ervoor te zorgen dat het bedrijf voldoet aan de voorschriften voor arbeidsveiligheid.
Met deze gereedschappen kunnen professionals complexe taken met de grootst mogelijke precisie en betrouwbaarheid uitvoeren en tegelijkertijd de hoogste veiligheidsniveaus in acht nemen.
Onderhoud van lasgereedschappen
Lasgereedschappen hebben goed onderhoud nodig voor een lange levensduur, goede prestaties en veilig teamwork. Regelmatige controles moeten worden uitgevoerd om tekenen van veroudering op te sporen, zoals versleten verbruiksartikelen, losse verbindingen of beschadigde kabels. Maak het gereedschap na elk gebruik goed schoon door vuil, slak en stof te verwijderen. Dit helpt ophoping te voorkomen die de functionaliteit van het gereedschap kan beïnvloeden. Bewegende onderdelen moeten worden gesmeerd om soepel te kunnen werken en het is essentieel om de apparatuur altijd op een droge en veilige plaats te bewaren om vocht en schade te voorkomen. Bovendien draagt het regelmatig vervangen van verbruiksartikelen zoals elektroden en mondstukken bij aan het behoud van de laskwaliteit. Het volgen van de instructies van de fabrikant voor elk gereedschap kan ook bijdragen aan een langdurig effect, waardoor professionals constant hoogwaardige resultaten kunnen leveren.
Veiligheidsmaatregelen bij het lassen van T-verbindingen

Tijdens het lassen van T-verbindingen is het essentieel om de juiste ventilatiemaatregelen te nemen om inademing van giftige dampen te voorkomen. Daarnaast is het dragen van persoonlijke beschermingsmiddelen (PBM), zoals lashelmen, handschoenen en brandwerende kleding, verplicht ter bescherming tegen ultraviolet (UV) licht en vonken. Controleer lasapparatuur op slijtage of defecten voordat u deze gebruikt en houd de werkruimte schoon om brandrisico's te verminderen. Pas geschikte aardingsmethoden toe om elektrische schokken te voorkomen en laat de lasmachine niet onbeheerd achter. Door deze veiligheidsmaatregelen te volgen, wordt het risico op ongevallen aanzienlijk geminimaliseerd en wordt de veiligheid tijdens het lasproces verbeterd.
Persoonlijke beschermingsmiddelen (PBM) voor lassers
Om zichzelf tegen verschillende risico's te beschermen, moeten gekwalificeerde lassers de juiste persoonlijke beschermingsmiddelen (PBM's) dragen. De minimale uitrusting bestaat uit een lashelm met een geschikt filter om de ogen van de lasser te beschermen tegen straling en vonken, vlamvertragende handschoenen en een vlamvertragende jas met lange mouwen. Een veiligheidsbril of een bril met zijschermen is verplicht voor de bescherming van de ogen, met name tijdens werkzaamheden zoals slijpen of snijden. Het is ook raadzaam om schoenen met stalen neuzen te dragen om te voorkomen dat uw voeten bekneld raken door vallende zware voorwerpen, en een ademhalingsmasker bij werkzaamheden in slecht geventileerde ruimtes om inademing van schadelijke rook te voorkomen. Een complete set PBM's is essentieel om risico's te verminderen en de veiligheid van lassers tijdens werktijd te waarborgen.
Veiligheidsoverwegingen op de werkplek
De bescherming van laswerkzaamheden is een primaire zorg en moet als eerste worden overwogen. Het inademen van giftige dampen en gassen kan een probleem vormen als de ruimte niet goed wordt geventileerd; daarom is een goede luchtstroom in de werkruimte essentieel. Lokale afzuigsystemen of mobiele rookafzuigers kunnen altijd worden gebruikt om ervoor te zorgen dat er geen schadelijke dampen in de lucht zijn. Om het risico op brand te elimineren, moet de ruimte bovendien vrij worden gehouden van alle soorten brandbare materialen zoals papier, hout of chemicaliën. Om elektrische schokken te voorkomen, is het noodzakelijk om alle elektrische apparatuur goed te aarden en de kabels te controleren op eventuele schade. Bovendien dragen het markeren van gevaarlijke gebieden en het vrijmaken van paden bij aan het voorkomen van vallen en andere ongevallen. Voldoende verlichting is cruciaal voor zowel nauwkeurigheid als veiligheid, vooral in afgesloten ruimtes of op plaatsen met weinig zicht. Als met deze factoren rekening wordt gehouden, verloopt het lasproces veiliger en effectiever.
Veelvoorkomende lasfouten en hoe u ze kunt voorkomen
Porositeit is een van de meest voorkomende defecten bij het lassen en treedt op wanneer gasbellen worden ingesloten. Ik zorg er altijd voor dat het basismateriaal grondig wordt gereinigd en de gasafscherming goed wordt afgedekt, zodat porositeit wordt voorkomen. Onvolledige versmelting is een ander probleem dat wordt gekenmerkt door het feit dat de las niet volledig met het basismetaal versmelt. Ik pak dit aan door de juiste lastechniek toe te passen, te zorgen voor de juiste warmte-inbreng en een voldoende lasvoorbereiding. Scheuren is een ander defect dat kan optreden als gevolg van snelle afkoeling of onjuiste lasparameters. Ik voorkom scheuren door de afkoelsnelheid te controleren en het materiaal indien nodig voor te verwarmen. Door me bewust te zijn van deze aspecten en ze in de gaten te houden, kan ik sterke en lasbare verbindingen creëren die vrij zijn van defecten.
⚠️ Referentiebronnen
-
Numerieke berekening en experimentele meting van temperaturen en lasrestspanningen in een dikwandige T-verbindingsconstructie
De krant lezen -
Een overzicht van wrijvingsgelaste T-verbindingen
De krant lezen -
Eindige elementenmodellering van een gelaste T-verbinding
De krant lezen - Topfabrikanten en leveranciers van laspositioneerders in China
- Gids voor soorten lassen
Veelgestelde vragen (FAQ's)
Wat is een T-verbinding en hoe wordt deze gebruikt bij structureel lassen?
Een T-las wordt gedefinieerd als een type lasverbinding die ontstaat door de kruising van twee metalen platen in een rechte hoek, waardoor de letter "T" ontstaat. De verbinding wordt veel gebruikt in stalen constructies, waarbij de twee belangrijkste overwegingen zijn om voldoende sterkte en stabiliteit te bieden. T-lassen kunnen onder andere worden uitgevoerd met TIG- en MIG-lassen, waardoor er verschillende soorten lassen kunnen worden geproduceerd, afhankelijk van de vereisten van het eindproduct.
Welke invloed heeft de positie van de las op de kwaliteit van de verbinding?
De laspositie is een van de belangrijkste factoren die de kwaliteit van de verbinding kunnen beïnvloeden. Zo kunnen de resultaten van een vlakke las beter zijn dan die van een bovenhandse las, omdat de smeltpoel wordt beïnvloed door de zwaartekracht bij bovenhands lassen. Daarnaast zijn de juiste lassnelheid en ampère-instellingen cruciaal voor het produceren van een sterke las en het voorkomen van defecten zoals gebrekkige versmelting of lamellaire scheuren.
Wat zijn de meest voorkomende defecten bij T-verbindingslassen?
De meest voorkomende defecten die vaak worden aangetroffen bij T-lassen zijn gebrek aan smeltpunt, porositeit en lamellaire scheuren. De term gebrek aan smeltpunt beschrijft het geval wanneer het lasmetaal onvoldoende hecht aan het basismetaal en lamellaire scheuren het gevolg zijn van een onvolmaakt verbindingsontwerp of een slechte lastechniek, wat resulteert in interne spanningen. Naast het prioriteren van veiligheid gedurende het hele lasproces, is het toepassen van lasmethoden en -richtlijnen van organisaties zoals AWS essentieel voor risicobeperking.
Welke verschillende lasverbindingen worden vaak gebruikt in de productie?
T-lassen zijn slechts één van de vele soorten verbindingen die in de productie worden gebruikt. Stompe verbindingen, schootverbindingen en hoekverbindingen zijn enkele van de andere veelgebruikte soorten. De keuze van de verbinding varieert afhankelijk van de oriëntatie en positie van de te verbinden metalen. Elke verbinding heeft zijn eigen unieke kenmerken en specifieke toepassingen. Kennis van de verschillende lastypen is daarom essentieel, omdat dit helpt bij het maken van de juiste keuze voor het verbindingsontwerp voor het project.
Waarom is een goed ontwerp van verbindingen belangrijk bij het voorkomen van defecten?
Een goed verbindingsontwerp garandeert de afwezigheid van lasdefecten zoals lamellaire scheuren en schept tevens de voorwaarden voor het produceren van volledige doorlasnaden. Het verbindingsontwerp kan als perfect worden beschouwd omdat het niet alleen rekening houdt met de materiaaldikte en het type las, maar ook met de verwachte treksterkte. Hierdoor kan de las de spanningen die tijdens het gebruik optreden, weerstaan, wat resulteert in een duurzaam product.
Hoe bereik je een volledige doorlas op een T-verbinding?
Om een volledige doorlas op een T-verbinding te bereiken, moet de verbinding goed worden voorbereid en vaak wordt een V-groef of afschuining gebruikt om het laspistool toegang te geven tot de laswortel. Deze techniek vereist mogelijk opnieuw lassen (tweede lasgang) en een zorgvuldige controle van de spannings- en stroomsterkte-instellingen om een goede smelt te bereiken en krimp door afkoeling te minimaliseren.
Wat is hechtlassen en wat is het doel ervan bij het voorbereiden van verbindingen?
Hechtlassen is een methode die voorkomt dat het uiteindelijke lasproces wordt beïnvloed en de metalen onderdelen tijdelijk op hun plaats houdt. Het maken van kleine lasjes op strategische punten is de methode die wordt gebruikt om vervorming van de gehele verbinding te voorkomen. Door middel van hechtlassen wordt de verbinding uitgelijnd en gefixeerd, wat bijdraagt aan de kwaliteit van het eindproduct.
Conclusie
Het beheersen van T-lassen vereist een combinatie van de juiste techniek, het juiste gereedschap en een grondige kennis van veiligheidsprotocollen. Of u nu werkt aan bouwprojecten, toepassingen in de automobielindustrie of componenten in de lucht- en ruimtevaart, de principes in deze handleiding helpen u bij het creëren van sterke, betrouwbare lassen. Vergeet niet om veiligheid altijd voorop te stellen, uw apparatuur goed te onderhouden en uw vaardigheden continu te verbeteren door te oefenen en te leren.









{kind=link}
{kind=link}
{kind=link}
{kind=link}