
Uma máquina de corte a plasma industrial é uma compra diferente daquela de 0 amperes que um hobbista tem na garagem. Para uma oficina de fabricação de aço com mais de 200 horas de uso do arco por mês, a escolha entre 65 A e 125 A, entre uma mesa de 48 e 510 polegadas, entre o Fornecedor A e o Fornecedor B, define os custos operacionais para os próximos cinco a sete anos. Este guia é uma estrutura de decisão para essa compra – construída a partir de cálculos de classe de amperagem, normas de infraestrutura da OSHA 1910.252, um modelo de Custo Total de Propriedade (TCO) de cinco anos e uma lista de verificação de fornecedores B2B com 12 itens.
Especificações rápidas — Corte a plasma industrial em resumo
| Faixa de amperagem de produção B2B | 45 A – 200 A+ (a maioria das fábricas de semicondutores fica entre 65 A e 105 A) |
| Capacidade de produção de aço macio reduzida | Corte de produção de 1/2″ (45 A) até 2″ (125 A+) |
| Demanda de ar típica (classe 65 A) | 6–7 SCFM a 80–90 PSI, contínuo, seco |
| Ventilação obrigatória | Mínimo de 2,000 cfm/soldador por OSHA 29 CFR 1910.252(c)(2)(ii) |
| Cape× (solução completa de nível industrial) | De US$ 15 mil a US$ 200 mil, dependendo da classe de amperagem e do tamanho da mesa. |
| Vida útil do ativo (estrutura mecânica) | 10 a 20 anos (os consumíveis são itens de desgaste, não a máquina em si) |
| Tamanho do mercado global (2025) | Aproximadamente US$ 811 milhões, crescendo a uma taxa composta anual de 5.9% por ano. Informações sobre o mercado global |
Por que as empresas de fabricação de aço precisam de uma abordagem de compra diferente?

Um comprador industrial avalia uma máquina de corte a plasma considerando um conjunto de restrições diferente do de uma oficina com apenas um funcionário. O ciclo de trabalho determina se a máquina suportará a produção de terça-feira. A economia dos consumíveis define se o custo por metro torna o trabalho lucrativo. O suporte do fornecedor determina se uma falha na tocha na sexta-feira à tarde comprometerá o fim de semana.
As cinco dimensões de compra que diferenciam os sistemas de nível B2B dos sistemas de consumo com marca própria:
- Ciclo de trabalho na amperagem de produção, não no pico – um “ciclo de trabalho de 100%” classificado para 50 A é inútil se você estiver cortando a 80 A.
- O prazo de entrega para disponibilidade de peças – no mesmo dia versus quatro semanas – diferencia um fornecedor B2B de uma marca de consumo que apenas revende o produto.
- Análise econômica de custos de consumíveis – custo nominal da perfuração, vida útil do eletrodo sob sua faixa de amperagem real.
- Suporte abrangente do fornecedor – tabelas de corte publicadas, engenheiros de aplicação designados, treinamento no local incluído.
- Documentação de conformidade – certificação UL/CE, dados de teste de emissão de fumos, AWS / OSHA referenciados no manual.
Se a proposta do fornecedor não abordar essas cinco dimensões por escrito, você estará negociando com um revendedor, e não com um fornecedor B2B. O restante deste guia está estruturado em torno de como verificar cada uma delas antes do envio do pedido de compra – e como criar um perfil de produção, uma escolha de amperagem e uma avaliação do fornecedor que sejam relevantes para a linha de produção.
Defina primeiro o seu perfil de produção.

Quase toda compra mal especificada de máquina de corte a plasma começa com a pergunta: "Qual a espessura máxima da chapa que ela consegue cortar?". Essa pergunta esconde quatro outras ainda melhores. Antes de falar com os fornecedores, anote um perfil de produção.
Planilha do Perfil de Produção
- Espessura média de corte diária – a espessura em que 80% do seu trabalho realmente se encontra (em milímetros ou polegadas).
- Espessura máxima no percentil 90 – aquela espessura que você usa ocasionalmente, não a exceção anual.
- Composição do material em porcentagens: aço macio, aço inoxidável, alumínio, outros materiais condutores.
- Horas mensais de funcionamento do arco – tempo total de corte, não “horas de funcionamento da oficina”.
- O tamanho da mesa é determinado pelo tamanho máximo da chapa que você consegue manusear, e não pela "maior peça que você quer fabricar".
- Nível de habilidade do operador (aprendiz / oficial / sênior), pois isso influencia a variação no consumo de consumíveis.
Qual a espessura máxima de aço que um cortador de plasma de 60 amperes consegue cortar?
Um sistema de 60 amperes é recomendado para cortes de produção de aço macio de 3/4" (20 mm), com capacidade de corte transversal em torno de 1-1/4" (32 mm) e capacidade de perfuração de aproximadamente 1/2" (12 mm). Aço inoxidável e alumínio reduzem essa capacidade em cerca de 15 a 25%. A mesma máquina que corta aço macio de 3/4" com confiabilidade é mais adequada para cortes em aço inoxidável/alumínio de 5/8". O número de especificação incorreto na ficha técnica é "espessura de corte transversal" — ou seja, a espessura máxima que você pode cortar, não a espessura das peças que você pode produzir com uma qualidade de corte e taxa de avanço aceitáveis.
Seleção da Classe de Amperagem: A Regra das 4 Classes de Potência Variáveis

A classe de potência é o fator determinante na capacidade de carga nesta compra. O atalho de "comprar mais do que o necessário por precaução" é o erro mais caro que um proprietário de oficina de fabricação pode cometer, pois a amperagem acima de 95% da capacidade nominal do bico, a longo prazo, reduz drasticamente a vida útil dos consumíveis. Em vez disso, utilize a Regra das 4 Variáveis.
- Classe de produção: o que seu corte diário no 80º percentil realmente exige.
- Penetração máxima - o que o trabalho espesso no percentil 90 precisa em alta velocidade.
- Ciclo de trabalho na amperagem de produção – o sistema opera a 100% na sua carga horária diária?
- Economia de consumíveis – a partir de qual amperagem a vida útil do eletrodo/bocal cai drasticamente?
Escolha a classe mais básica que atenda a todos os quatro requisitos, e não a classe mais alta que seu orçamento permite.
| amperagem | Corte de produção | Capacidade do servidor | Melhor ajuste |
|---|---|---|---|
| 45 A | 1/2 ″ (12 mm) | 7/8 ″ (22 mm) | Folha, sinalização, tecido leve |
| 65 A | 3/4 ″ (20 mm) | 1-1 / 4 ″ (32 mm) | Fabricação geral, trabalho diário misto |
| 85 A | 1 ″ (25 mm) | 1-1 / 2 ″ (38 mm) | Fabricação pesada, chapa estrutural |
| 105 A | 1-1 / 4 ″ (32 mm) | 2 ″ (50 mm) | Linhas de produção industriais |
| 125 A | 1-3 / 4 ″ (45 mm) | 2-1 / 2 ″ (63 mm) | Indústria pesada com vários turnos |
| 200A+ | 2″+ na velocidade de produção | 3″+ (75 mm+) | Estaleiro, vigas estruturais, torres eólicas |
Os guias da indústria geralmente recomendam as classes 65 A ou 85 A para oficinas cujo trabalho diário se concentra na faixa de aço macio de 1/4" a 3/4" — o que descreve a maioria das empresas de fabricação de aço em geral. As classes 105 A e 125 A justificam seu preço mais elevado somente quando há produção consistente de chapas com mais de 1". Uma explicação mais técnica da física e dos subsistemas do arco elétrico. Descreve o raciocínio por trás desses pontos de ruptura.
Comprar um sistema de 125 A para cortar chapas de 1-3/4" uma vez por trimestre e depois operá-lo a 65 A diariamente dobra a taxa de consumo de materiais em comparação com as peças que um sistema de 65 A cortaria, a um custo por metro linear menor. Ajuste a especificação ao trabalho diário, não à exceção de um corte trimestral. Terceirize o corte ocasional de chapas grossas ou mude para combustível oxílico.
Capacidade de corte de materiais por tipo de metal

O plasma pode cortar todos os metais condutores de eletricidade; no entanto, o número de corte de produção na ficha técnica refere-se ao aço macio. O aço inoxidável e o alumínio reduzem esse valor; o cobre e o latão reduzem ainda mais. Avaliação de furos cortados a plasma (FHWA-HRT-20-056) Abrange o comportamento repetível de chanfros e bordas em aço estrutural; a mesma física reduz a capacidade de corte de metais não ferrosos na tabela abaixo.
| Material | Capacidade versus aço macio | Gás recomendado | Notas de borda/escória |
|---|---|---|---|
| Aço macio/carbono | 100% (linha de base) | Ar comprimido ou O₂ | Soldável no estado em que foi cortado para a maioria das aplicações |
| Aço inoxidável | ≈85–90% | N₂/H₂ ou ar | Ligeira descoloração na ZTA (Zona Termicamente Afetada); a passivação pode ocorrer posteriormente em peças críticas. |
| Alumínio (5xxx, 6xxx) | ≈75–85% | N₂/H₂ ou ar | Escória pegajosa na borda inferior; etapa de limpeza prevista |
| Cobre / latão | ≈70% | N₂ ou ar | Reflexivo; janela de trabalho estreita |
Os cortes a plasma padrão produzem um chanfro de 1° a 4° em relação à perpendicular, com uma largura de corte de aproximadamente 1.5 a 3 mm, mantendo o lado "bom" (oposto à direção do fluxo de gás) abaixo de 2° na produção. Quando a peça for soldada ao longo da borda do corte, programe o lado bom voltado para a junta de solda. Para trabalhos em alumínio, espere uma etapa de desbaste ou esmerilhamento posteriormente; planeje o fluxo de trabalho de acordo. Gás, configurações e espessura do alumínio para corte a plasma Abrange detalhadamente os materiais de consumo utilizados nesse trabalho.
Dimensões da mesa e layout das células para o seu chão de fábrica
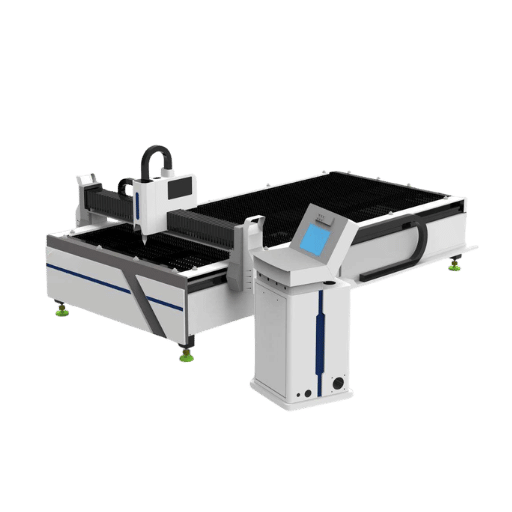
As dimensões da mesa são determinadas pelo tamanho da chapa, não pelo tamanho da peça. Uma mesa de 44 pés comporta meia chapa de 48 polegadas sem precisar reposicionar a peça — ótimo para o corte, mas problemático para o fluxo de trabalho.
| mesa | Folha de estoque | Pegada do piso | Destaques |
|---|---|---|---|
| 4×4 pés | Meia folha, espaços em branco para sinalização | Aproximadamente 8×8 pés | Loja pequena, trabalho variado |
| 4×8 pés | Folha inteira de 4'×8' (1220×2440 mm) | Aproximadamente 8×14 pés | Linha de base da indústria — 80% do trabalho de fabricação |
| 5×10 pés | Chapa de 5'×10', suportes grandes | Aproximadamente 10×16 pés | Fabricação pesada, oficina estrutural |
| 6×12 pés+ | Placa de grandes dimensões, flanges de viga | ~12×18 pés+ | Estaleiro, torre eólica, estrutural |
Existem duas opções de subestrutura abaixo das ripas. Uma mesa de água submerge a peça, reduzindo a fumaça e o ruído, além de diminuir a zona afetada pelo calor — a regra é "água, aço inoxidável e alumínio". Uma mesa de exaustão inferior aspira a fumaça através de um gabinete com filtro — a regra é "aço carbono, em uma oficina limpa". Guia passo a passo para seleção de mesa de plasma CNC industrial Explica o cronograma de substituição das ripas e os aspectos econômicos do tratamento de água que as especificações por si só não revelam.
Providencie pelo menos 4 m de espaço livre em cada lado da mesa para o carregamento das chapas e um corredor amplo para a passagem das chapas pela mesa. Instalar as conexões de ar comprimido e elétrica antes do layout final é a maneira mais difícil de reconfigurar uma célula de fabricação após seis meses de produção.
Infraestrutura aérea e elétrica: o que os compradores esquecem
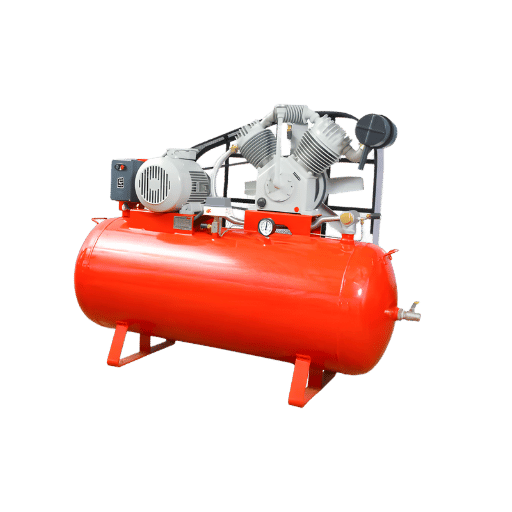
O ar comprimido é o item mais subestimado na seleção de uma máquina de corte a plasma. Os fornecedores cotam a máquina; o comprador, então, descobre em três semanas que precisa investir de US$ 15 a US$ 30 na instalação de um compressor e secador. Inclua as especificações de uso no projeto da sua célula de fabricação, e não se preocupe com problemas de garantia pós-venda.
| Classe de poder | Demanda de ar | Compressor (contínuo) | Serviço elétrico |
|---|---|---|---|
| 45 A | ~5 SCFM a 80 PSI | 5 HP de estágio único mín. | 220 V monofásico / 30 A |
| 65 A | ~6–7 SCFM a 85 PSI | 7.5 HP de dois estágios | 220 V monofásico / 50 A ou trifásico |
| 85 A | ~7–8 SCFM a 90 PSI | 10 HP de dois estágios | Trifásico 220 V / 480 V |
| 125A+ | Mais de 10 SCFM a 90 PSI | 15–25 HP dois estágios + receptor | Trifásico 480 V / 60+ A |
Os compressores com base na placa de identificação são enganosos. Um compressor de estágio único de 14 CFM com código de "ciclo de trabalho de 55%" fornece 14 CFM para picos de vazão, estabilizando em 65% da vazão máxima para uso contínuo. O que o cortador de plasma exige é uma vazão constante na configuração do regulador — priorize a potência de saída contínua, não a vazão máxima indicada na placa de identificação. Utilize um secador de ar com refrigerante ou dessecante e um coalescedor compatíveis com o compressor; névoa de óleo e água no fluxo de ar reduzem a capacidade de armazenamento pela metade. Como dimensionar um compressor de ar para uma máquina de corte a plasma está analisando a equação do tanque receptor.
A norma 29 CFR 1910.252(c)(2)(ii) exige ventilação mecânica com vazão mínima de 2,000 pés cúbicos por minuto por soldador em oficinas pequenas – com menos de 10,000 pés quadrados – onde a altura do teto é inferior a 16 pés. Uma célula de fabricação com cinco posições de trabalho necessita de, no mínimo, 10,000 pés cúbicos por minuto – um sistema de ar condicionado de US$ 20 a US$ 40 que a maioria dos compradores de máquinas de corte a plasma ignora ao negociar as especificações em seu orçamento de compra. E o corte a plasma... se enquadra na categoria "corte" na regulamentação da OSHA, enquanto a coleta de fumos baseada no processo continua sendo respaldada por... AWS Z49.1-2021 Segurança em Soldagem, Corte e Processos Afins.
Plasma vs. Laser vs. Oxicombustível: Quando o Plasma Vence
Nem todos os trabalhos de corte são adequadamente atendidos pelo plasma. Em torno de 6 mm de espessura do material, o equilíbrio muda: abaixo de 6 mm, o laser de fibra supera o plasma tanto em qualidade de borda quanto em velocidade; de 6 mm a 50 mm em metais condutores – considerando cola, sucata e o custo para realizar o trabalho – há uma clara competição e o plasma vence em custo amortizado por metro e investimento inicial; acima de 50 mm em aço carbono, o corte oxiacetilênico ainda mantém uma posição competitiva em termos de custo de corte, embora a qualidade da borda ainda seja deficiente.
- Metais condutores de 6 a 50 mm — melhor custo-benefício
- Instalações mistas de processamento de chapas metálicas – aços de baixo a alto teor de carbono, aços inoxidáveis e alumínio sem processamento a laser dedicado.
- Compradores sensíveis a despesas de capital com orçamento inferior a US$ 200 mil
- Ambientes de produção que exigem perfuração rápida
- O laser de fibra com calibre inferior a 16 ga (~1.5 mm) é mais limpo e rápido.
- Tolerâncias mais rigorosas que ±0.5° de chanfro.
- Material não condutor (plástico, vidro, fibra de vidro)
- Raios internos extremos / corte a plasma de furos menores que a espessura da chapa
- Qual é a classe de material predominante? Menos de 6 mm com exigência de borda estreita em laser de fibra. Plasma condutivo de 6 a 50 mm. Acima de 50 mm, aço carbono em oxicombustão.
- Qual é o tempo máximo mensal de arcontes? Menos de 200 horas/mês no cenário de investimento inicial em coleta de plasma. Mais de 200 horas/mês no cenário de custo fixo por metro linear com laser de fibra.
- Qual é a participação de materiais não metálicos? Mais de 30%, com alta demanda por bordas em laser de fibra. Menos de 30%, com maior flexibilidade em plasma.
Na revista Practical Machinist, ao abordar a seleção de ferramentas de corte, o plasma de superfície é frequentemente citado como a opção mais econômica para trabalhos com espessura superior a 6 mm. Geralmente, os proprietários de máquinas a laser de fibra se arrependem da compra em oficinas onde a espessura real do material ultrapassava a faixa ideal de operação do laser. Comparação lado a lado do corte a plasma e a laser com amostras de borda. Visualiza a relação de compromisso.
Qual é a melhor máquina de corte a plasma em termos de custo-benefício?
A definição de "melhor" depende da aplicação, não de uma classificação única. Para uma oficina de fabricação geral que corta aço macio de 6,35 mm a 19 mm (1/4" a 3/4") com 100 a 200 horas mensais de operação do arco, um sistema Classe A 85 com mesa de 122 cm (48") de qualquer fabricante industrial de primeira linha normalmente custa entre US$ 20.000 e US$ 45.000 e se amortiza em uma capacidade de produção de US$ 50.000 a US$ 80.000. A resposta errada é a unidade de menor custo que "consegue cortar 38 mm (1-1/2")" – a capacidade de corte é um número de marketing, não uma capacidade de produção real.
Custo Total de Propriedade: Além do Preço de Etiqueta
O custo de capital da proposta é aproximadamente metade do custo total ao longo de cinco anos. A outra metade corresponde a consumíveis, ar comprimido, energia e tempo de inatividade. As mesas de plasma industriais têm uma vida útil de 10 a 20 anos; os consumíveis são substituídos a cada poucas horas de operação do arco.
Os cálculos de custos de mão de obra relatados por proprietários de oficinas de corte a plasma em fóruns da comunidade fornecem um parâmetro de referência confiável. Profissionais do setor geralmente precificam o trabalho com plasma em aproximadamente US$ 0.33 por polegada de corte + US$ 0.15 por perfuração + US$ 1.67 por minuto de corte, sendo que o valor por perfuração inclui a substituição de eletrodos e bicos. Calculadoras de custos do setor indicam que o custo de perfuração em aço carbono é inferior a US$ 0.07 em um sistema de uso industrial leve. Os valores reais variam dentro desses limites, dependendo da disciplina do operador e da qualidade do ar.
“A melhor qualidade de corte e a maior vida útil das peças geralmente são alcançadas quando a amperagem é ajustada para 95% da capacidade nominal do bico. Se a amperagem for muito baixa, o corte ficará impreciso. Se for muito alta, a vida útil do bico será reduzida.”
— Orientações da indústria sobre a vida útil de consumíveis, resumidas a partir de material de serviço técnico de OEMs de nível 1
Profissionais da indústria geralmente relatam mais de 1,500 perfurações com um eletrodo de cobre cortando uma chapa de 6,35 mm (1/4") em aproximadamente 3 horas de uso do maçarico — um número significativamente superior à especificação de 600 a 1,500 perfurações. A altura de perfuração ajustada para 3,8 a 5 cm (1.5 a 2") da altura de corte recomendada e o uso de ar seco são as variáveis controláveis que prolongam a vida útil do consumível em 2 a 3 vezes. Nada disso consta na ficha técnica, mas representa a maior parte do seu custo total de propriedade (TCO) em cinco anos.
Um esboço de custo total de propriedade (TCO) defensável para cinco anos, para um sistema de classe 85A com uso típico em uma fábrica (200 horas/mês de funcionamento contínuo, 250 dias/ano):
- Amortização do Capex – Projeto chave na mão de US$ 30 mil em 5 anos = US$ 6,000 mil/ano
- Materiais de consumo – ~US$ 0.10 em média por perfuração. Aproximadamente 200 perfurações/dia. 250 dias = US$ 5,000/ano.
- Ar (energia do compressor + manutenção do secador) — aproximadamente US$ 1,800/ano
- Elétrica (plasma + auxiliares) — aproximadamente US$ 2,200/ano
- Manutenção programada mais tempo de inatividade — aproximadamente US$ 1,500/ano
- Média do primeiro ao quinto ano – aproximadamente US$ 16,500/ano, totalizando aproximadamente US$ 82,500 ao longo de cinco anos.
O investimento inicial (Capex) representa aproximadamente 36% do custo total em cinco anos; os consumíveis, 30%; e os 34% restantes correspondem a itens de infraestrutura e operacionais. O fator crucial é a disciplina do operador (altura de perfuração, qualidade do ar, controle de amperagem), mais do que a escolha do fornecedor.
Avaliação de Fornecedores B2B: A Lista de Verificação de 12 Pontos para Solicitação de Propostas
Não existe uma lista de verificação padrão da indústria para fornecedores de máquinas de corte a plasma B2B disponível publicamente. É essa lacuna que esta seção visa preencher. Utilize os 12 pontos abaixo como filtro para cada proposta de fornecedor; atribua a cada um um peso de 1 a 5 e uma comprovação binária (fornecida/não fornecida por escrito).
Lista de verificação de fornecedores B2B em 12 pontos
- Ciclo de trabalho na amperagem de produção - tabela publicada, não apenas "60% a 100A". Exija o ciclo de trabalho na amperagem que você realmente utilizará.
- Tabela de corte para seus três materiais principais - velocidades, gás, matriz consumível em escrita para aço macio + aço inoxidável + alumínio em suas espessuras.
- Prazo de entrega de materiais de consumo: envio no mesmo dia versus pedido com prazo de entrega de 4 semanas? Obtenha o SLA por escrito.
- Depósito de peças local ou parceiro de serviço autorizado - a até 4 horas da oficina? Nomeado e com contato.
- Certificação UL e/ou CE - certificado de marca completa, não apenas "componentes listados pela UL". A seguradora exige isso.
- A documentação de conformidade — o manual faz referência cruzada às normas OSHA 1910.252 e AWS Z49.1-2021 para orientações sobre fumos e trabalhos a quente.
- Treinamento do operador incluído - no local ou na fábrica, com horário especificado e certificado emitido.
- Termos da garantia: cobertura separada para fonte de alimentação, tocha e consumíveis; peças e mão de obra, não apenas peças.
- Acesso de engenheiro de aplicação - contato específico que pode revisar seus arquivos de peças e recomendar parâmetros de corte, não uma fila de espera de atendimento telefônico.
- Referências no seu setor: três instalações B2B em funcionamento, do seu porte, com a sua combinação de materiais, que você possa contatar.
- Troca/atualização: o que acontece no 5º ou 7º ano se você aumentar a amperagem do equipamento?
- Postura de cibersegurança (controlador CNC) - para sistemas conectados, política básica de senhas, canal de atualização de firmware, diretrizes de segmentação de rede.
Atribua uma pontuação de 0 a 60 a cada fornecedor (máximo de 12 pontos, com peso máximo de 5). Uma pontuação inferior a 40 em uma compra da ordem de US$ 50 mil indica a necessidade de renegociar a proposta ou descartar o fornecedor. Entre os principais fabricantes de equipamentos originais (OEMs) industriais e seus distribuidores autorizados, a maioria obtém pontuação acima de 45; a grande variação reside nas linhas de consumíveis, suporte e treinamento, e não na fonte de energia em si. Marcas de consumo com outras marcas e revendedores não autorizados geralmente falham nos itens 3, 4, 7, 9 e 11 — a infraestrutura de suporte que não podem replicar a partir de um depósito.
Na dúvida, encaminhe a RFP através de um fornecedor cuja linha de máquinas de corte a plasma industrial é combinada com rotadores e posicionadores de soldagem do mesmo fornecedor — a responsabilidade por um único fornecedor simplifica drasticamente os itens 4 e 9. Combinação de plasma com equipamentos de rotação e posicionamento para soldagem É no lado a jusante que a maioria das células de fabricação de aço se destaca ou fracassa em termos de produtividade.
Perspectivas do mercado de corte a plasma CNC até 2026
Se você está planejando uma aquisição de capital para 2026 com base na narrativa de que "o laser de fibra substituirá o plasma", os dados de mercado não justificam esperar. Vários analistas independentes concordam que o plasma está crescendo, e não diminuindo, em seu segmento de metal condutor de 6 a 50 mm.
Segundo a Global Market Insights, o setor de máquinas de corte a plasma ultrapassou os 811.4 milhões de dólares em 2025, com uma taxa de crescimento anual composta (CAGR) de 5.9% até 2034. Mordor Intelligence As projeções indicam uma taxa de crescimento anual composta (CAGR) de 4.23%, com o mercado atingindo US$ 2.32 bilhões até 2031. Metodologias de análise distintas explicam a diferença de tamanho; ambos os analistas concordam com a direção do crescimento.
Três mudanças tecnológicas moldarão as decisões de compra de 2026:
- A tecnologia de plasma X-Definition/HD está reduzindo a diferença de qualidade de borda em comparação com o laser de fibra em aço macio de espessura média, mantendo a relação custo-benefício do plasma por metro acima de 6 mm.
- A IoT (Internet das Coisas) e a manutenção preditiva migraram de sistemas de alto padrão para sistemas de gama média; os controladores modernos reportam ciclos de consumíveis, tensão do arco e telemetria do ciclo de trabalho para ferramentas de manutenção da planta.
- Menores do que nunca no quesito "bola de fogo", as cabeças de biselamento automatizadas estão migrando de equipamentos de ponta para equipamentos de gama média na fabricação de estruturas e vasos de pressão, onde o trabalho de biselamento em 5 eixos exigia anteriormente uma máquina separada.
Do ponto de vista do cronograma: se a variação para o lado benigno do "OK" para 2026 for dominada por aço macio de espessura média, planeje utilizar um plasma de classe HD. Se o anúncio de ontem se referia mais a chapas finas do que a chapas de espessura média, quantifique os custos com laser de fibra e verifique sua teoria de investimento antes de optar pelo plasma. Espere ter que solicitar uma auditoria do sistema de ar e ventilação antes mesmo da chegada da máquina de corte – ar e exaustão em conformidade com as normas da OSHA são os dois principais fatores de investimento em toda linha de corte a plasma.
Perguntas frequentes
P: Qual a amperagem necessária para uma máquina de corte plasma em uma oficina de fabricação de aço?
Ver resposta
P: Qual é a vida útil dos consumíveis em uma máquina de corte a plasma industrial?
Ver resposta
P: Qual é o custo total de propriedade de uma máquina de corte a plasma industrial ao longo de 5 anos?
Ver resposta
P: Como posso verificar se um fornecedor de máquinas de corte a plasma é de nível B2B e não apenas uma marca de consumo com outra etiqueta?
Ver resposta
P: Qual o tamanho do compressor de ar necessário para uma máquina de corte a plasma industrial?
Ver resposta
P: Com a queda nos preços dos lasers de fibra, o plasma industrial ainda vale a pena em 2026?
Ver resposta
P: Uma máquina de corte a plasma industrial consegue cortar aço inoxidável e alumínio, além de aço macio?
Ver resposta
Sobre este guia do comprador
Este guia de compra de cortadoras de plasma industriais contém dados para tomada de decisão em oficinas industriais, derivados de (1) normas de conformidade OSHA 1910.252 e AWS Z49.1-2021, (2) pesquisas de mercado da Global Market Insights e da Mordor Intelligence e (3) custos de oficina relatados por usuários finais do setor em fóruns de discussão sobre corte a plasma. As categorias de capacidade e amperagem disponíveis são definidas para máquinas de classe industrial; combinações específicas de máquina, recursos de multiferramentas e material devem ser selecionadas para aplicações individuais. Revisado pela equipe de engenharia da Resizeweld em maio de 2026.
Referências e fontes
- OSHA 29 CFR 1910.252 — Soldagem, Corte e Brasagem — Departamento do Trabalho dos EUA, Administração de Segurança e Saúde Ocupacional
- Índice de normas da OSHA para soldagem, corte e brasagem — Departamento do Trabalho dos EUA
- FHWA-HRT-20-056 — Avaliação de furos fabricados usando corte por arco de plasma — Administração Federal de Rodovias dos EUA
- Publicação Especial 847 do NIST — Usinagem de Materiais Avançados — Instituto Nacional de Padrões e Tecnologia dos EUA
- AWS Z49.1 — Segurança em processos de soldagem, corte e afins — Sociedade Americana de Soldagem
- Norma de Segurança para Soldagem ANSI Z49.1-2021 — Instituto Nacional de Padrões Americano
- Tamanho do mercado de máquinas de corte a plasma, relatório de previsão 2026–2035 — Análises do Mercado Global
- Tamanho, participação e tendências de crescimento do mercado de máquinas de corte a plasma até 2031 — Inteligência de Mordor
Artigos Relacionados
- Cortadora de plasma CNC — Como funciona, especificações e aplicações industriais — o guia técnico complementar deste guia do comprador
- Guia de Seleção de Mesas de Plasma CNC de Grau Industrial — subestrutura da mesa, ripas, água versus corrente descendente
- Como dimensionar um compressor de ar para sua máquina de corte a plasma — Cálculo do tanque receptor e seleção do secador
- Corte a plasma versus corte a laser — Comparação de qualidade de corte, velocidade e custo por metro
- Cortador de plasma para alumínio — Guia de gás, configurações e espessura — manuseio de materiais não ferrosos
- Sistemas de posicionamento para soldagem — equipamentos de célula de fabricação downstream para combinar com corte a plasma









{kind=link}
{kind=link}
{kind=link}
{kind=link}