
Uma máquina de corte a plasma CNC é um processo de corte térmico controlado numericamente por computador (CNC) que utiliza um jato de plasma ionizado de alta temperatura para cortar materiais metálicos eletricamente condutores com tolerâncias finas, com mais precisão do que qualquer método manual. Para oficinas de fabricação que cortam permanentemente chapas de carbono, aço inoxidável, alumínio e outros materiais com espessura de até 5 cm (2"), ela continua sendo o padrão da indústria: mais rápida que o corte a laser de combustível sólido, menos dispendiosa que o laser de fibra em distâncias de 6 a 50 mm e muito mais eficiente para alimentar linhas de produção do que maçaricos manuais. Este guia explora o funcionamento de uma máquina de corte a plasma CNC, desde a física envolvida até as classes de amperagem encontradas ("para o tamanho da mesa", como se costuma dizer), passando pela capacidade de material, infraestrutura elétrica e de ar que as oficinas muitas vezes negligenciam, aplicações industriais reais, uma comparação direta com o corte a laser e a laser de combustível sólido, os aspectos econômicos que determinam os custos operacionais reais e as perspectivas de mercado até 2026.
Especificações rápidas — Corte a plasma CNC em resumo
| Temperatura do arco de plasma | ~25,000°F (~14,000°C) |
| gama de classes de potência | 45 A (fábrica leve) – 200 A+ (indústria pesada) |
| Capacidade de corte de aço macio | 1/4″ (45 A) até 2″+ de corte (125 A+) |
| Largura típica do corte | 1.5–3 mm dependendo da amperagem e dos consumíveis |
| Bisel de borda (plasma padrão) | ±1–4° em relação à perpendicular |
| Requisito de ar (típico 65 A) | ~6–7 SCFM a 80–90 PSI contínuos, seco |
| Materiais cortáveis | Aço carbono/macio, aço inoxidável, alumínio, cobre, latão — somente condutores |
| vida útil da estrutura industrial | 10 a 20 anos (os consumíveis são itens de desgaste, não a máquina em si) |
O que é uma máquina de corte a plasma CNC e como ela realmente corta metal?
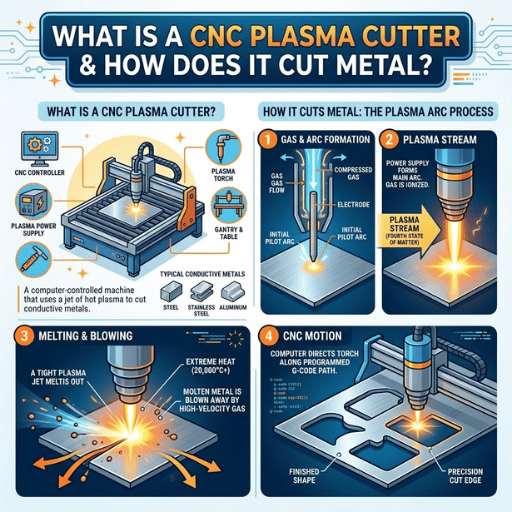
O método de corte a alta temperatura por metal duro (MIG-MPP) envolve direcionar um jato de gás ionizado (ou plasma) em alta velocidade através de uma peça de trabalho para cortar materiais metálicos condutores de eletricidade. A sigla "MIG" em MIG-MPP deriva do fato de o processo utilizar um arco ativo para proteger o metal a ser cortado. Esse arco ativo se desenvolve a partir de um processo de transferência de arco entre uma fonte de energia e um lingote de tungstênio. O processo produz um corte de alta precisão em velocidades muito maiores do que as obtidas manualmente.
Como funciona uma máquina de corte a plasma CNC?
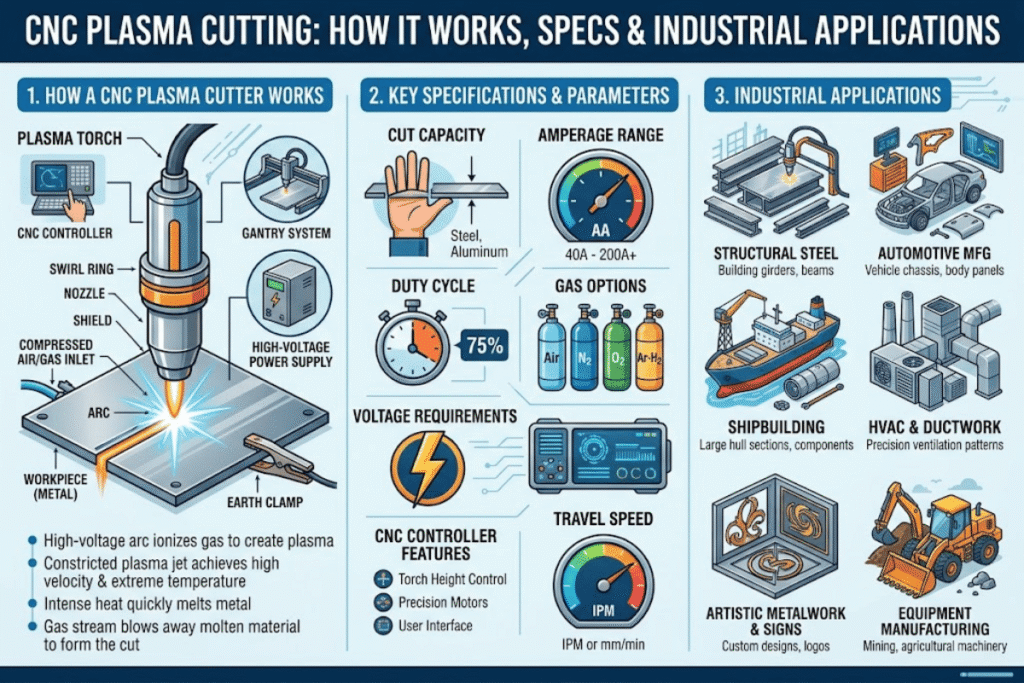
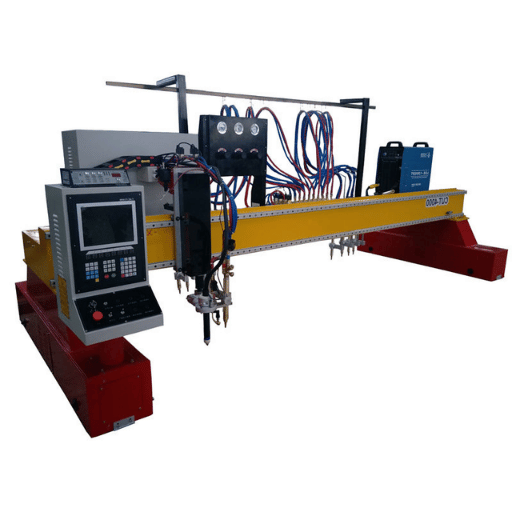
Uma máquina de plasma típica tem a forma de uma tocha montada em um pórtico usinado com três graus de liberdade e movimento dedicado. Um programa de computador, escrito em código G a partir de um desenho CAD e armazenado em um laptop, recebe comandos da tocha para mover o arco de plasma ao longo de um caminho no espaço; o termo "CNC" pode identificar uma máquina com um PC comercial que serve como servidor de arquivos central, diferenciando-a de diversos pacotes de controle CNC proprietários, que podem incluir uma tela sensível ao toque para alguns modos de operação.
- Os princípios físicos inerentes ao processo de corte com maçarico passam por uma série de estágios durante cada ciclo de corte:
- A ignição de alta frequência de um arco piloto entre o eletrodo e o orifício da tocha impulsiona uma coluna piloto de gás ionizado através do orifício do processo e para dentro da peça de trabalho. Este arco piloto tem uma temperatura média de aproximadamente 14.000 °C (25,000 °F), quente o suficiente para produzir rapidamente a alteração superficial exata necessária para remover uma camada fina de material através de um corte relativamente estreito.
- Quando o arco toca o metal nu, a coluna piloto se extingue. A coluna principal então realiza a transferência da chama do orifício para a peça de trabalho; a partir desse momento, o circuito do arco percorre o metal. Essa transferência é o que inicia o processo de corte propriamente dito.
- O arco elétrico funde a peça a uma taxa definida, removendo material da chapa; o forno de alta pressão (~25,000 psi) tende a ejetar a pluma resultante de metal fundido pela parte inferior do corte, com uma força que depende da interação entre a amperagem, a taxa de alimentação MIG (que varia milissegundo a milissegundo), a velocidade de deslocamento da tocha (que varia dois milissegundos a dois milissegundos) e vários outros fatores. O equilíbrio, conhecido como "qualidade do corte a gás", é crucial para o controle CNC do formato da borda, mas pode ser ajustado pelo operador com a velocidade da tocha (bem como a amperagem e o fluxo de gás).
Durante o corte, o CNC lê o feedback do encoder da máquina de alto custo, ajusta a posição da tocha nos eixos X, Y e Z e mantém um caminho visível na tela, enquanto a altura da tocha é constantemente regulada pelo momento de transferência do arco com um conjunto de controles separado de qualquer conjunto de motores de passo. Essas interrupções no circuito durante o corte podem ser tão graves que a altura da tocha oscila em 12,7 mm (½ polegada) até que o sistema "recupere" a posição da chapa. Na produção, a tampa é usinada até que as bordas apresentem tolerâncias perpendiculares de 1 a 4 mm, um nível de precisão muito maior do que o obtido com uma tocha manual ou repetível em um dia de trabalho com um corte manual.
Os seis subsistemas internos de um sistema completo de plasma CNC

Uma máquina de corte a plasma CNC completa não é uma caixa única. Ela é composta por seis subsistemas que precisam funcionar simultaneamente, e saber a função de cada um facilita a leitura de um orçamento e simplifica bastante o planejamento de uma visita técnica.
- Dentro do gabinete encontra-se uma fonte de energia que recebe a eletricidade da oficina e a converte em um arco CC controlado e cuidadosamente regulado (através do ciclo de trabalho – por exemplo, um ciclo de trabalho de 60% equivale a seis minutos de tempo de arco acionado a cada dez minutos, com o restante dedicado ao resfriamento).
- Montado no pórtico, um maçarico de plasma mecanizado elimina a necessidade de intervenção manual do operador. Maçaricos manuais podem ser adaptados a máquinas de nível básico, mas limitam severamente a repetibilidade. A fabricação profissional utiliza um maçarico projetado especificamente para instalação em máquinas, com geometria de afastamento consistente.
- O controlador CNC – seja uma máquina industrial dedicada (Fanuc, Allen-Bradley, Siemens) ou um PC com Windows usado como dispositivo host, conectado ao software de corte via Ethernet – é responsável por ler o programa da peça, acionar os motores da máquina e controlar a entrada e saída dos sinais de ignição do arco. Muitas oficinas de pequeno porte simplesmente compram uma máquina CNC conectada ao sistema via Ethernet.
- Abaixo da máquina, um sistema de transmissão é responsável pelo movimento do pórtico ao longo dos eixos X e Y por meio de servomotores ou motores de passo com amplificadores e encoders, respectivamente, cremalheira e pinhão na grande estrutura industrial para o eixo X (curso mais longo) e fuso de esferas no eixo Y. O movimento do eixo Z é responsável por elevar e abaixar a tocha independentemente do restante do sistema.
- Acima da chapa, um controlador de altura da tocha por tensão de arco mede a tensão como um indicador da distância entre a tocha e a chapa e ajusta o eixo Z em tempo real. A ausência ou o mau funcionamento de um controlador de altura da tocha pode resultar em um corte distorcido durante a produção, à medida que a chapa aquece e se deforma.
- Na oficina, a mesa de corte estabelece a estrutura – ripas, moldura e um reservatório de água (para amortecer ruídos e vapores e coletar respingos) ou um sistema de exaustão (para conduzir os vapores até um sistema de filtragem). A deflexão da mesa está diretamente relacionada a um conjunto de erros de chanfro no corte.
Os acessórios opcionais incluem cabeçotes de biselamento automatizados para preparação de solda, sopradores para extração de fumos, estações de perfuração, cabeçotes de marcação e quartos eixos para corte de tubos. Cada um adiciona capacidade e complexidade em proporções aproximadamente iguais.
Classe de potência e capacidade de corte: decodificando a especificação de amperagem
A amperagem representa a especificação básica de todas as máquinas de corte a plasma e é a mais facilmente mal interpretada. A maioria dos potenciais compradores avalia a espessura máxima de corte como critério de compra – e essa abordagem é falha. A espessura de produção, o ciclo de trabalho e a relação custo-benefício por eletrodo são os fatores mais importantes.
| amperagem | Corte Recomendado | Capacidade do servidor | perfurar | Melhor ajuste |
|---|---|---|---|---|
| 45 A | 1/2 ″ (12 mm) | 7/8 ″ (22 mm) | 1/4 ″ (6 mm) | Chapas metálicas, sinalização, fabricação de luz |
| 65 A | 3/4 ″ (20 mm) | 1-1 / 4 ″ (32 mm) | 1/2 ″ (12 mm) | Oficina de serviços gerais, trabalho variado |
| 85 A | 1 ″ (25 mm) | 1-1 / 2 ″ (38 mm) | 5/8 ″ (16 mm) | Fabricação pesada, chapa estrutural |
| 105 A | 1-1 / 4 ″ (32 mm) | 2 ″ (50 mm) | 3/4 ″ (20 mm) | Linhas de produção industriais |
| 125 A | 1-3/4″ a 10 IPM, 100% CC | 2-1 / 2 ″ (63 mm) | 1 ″ (25 mm) | Indústria pesada, vários turnos |
| 200A+ | 2″+ na velocidade de produção | 3″+ (75 mm+) | 1-1/4″+ | Estaleiro, vigas estruturais, chapa grossa |
Os limites de capacidade representam o padrão da indústria para plasma de ar em aço macio com consumíveis padrão de maçarico mecânico; aço inoxidável e alumínio reduzem esses limites em 15 a 25%. Os valores Sever indicam a espessura máxima que o sistema pode cortar com bordas de qualidade de produção.
A Regra da Classe de Potência de 4 VariáveisA classe de potência não é determinada apenas pela dureza. Ela deriva de quatro fatores: (1) nível de produção (espessura média), (2) requisitos de consumo máximo, (3) ciclo de trabalho fornecido na amperagem de produção e (4) economia de consumíveis — quando a amperagem excede 95% da capacidade nominal do bico, a vida útil dos bicos e eletrodos cai drasticamente. Considerar apenas a dureza máxima resulta no pior erro da oficina: comprar um sistema de 125 A para cortar uma chapa rara de 1-3/4" e depois operar a 65 A diariamente — dobrando o consumo de consumíveis para peças que um sistema de 65 A teria cortado a um custo por metro menor.
Para oficinas que cortam principalmente aço macio de 6,35 mm a 19 mm (1/4" a 3/4"), um sistema de 65 A ou 85 A é quase sempre a solução ideal. Recorra a sistemas de 105 A ou 125 A somente quando houver produção contínua acima de 25,4 mm (1"). Para uma especificação mais detalhada, incluindo o comportamento do ciclo de trabalho sob carga contínua, consulte nosso [link para o manual/recurso específico]. Especificações técnicas de corte a plasma.
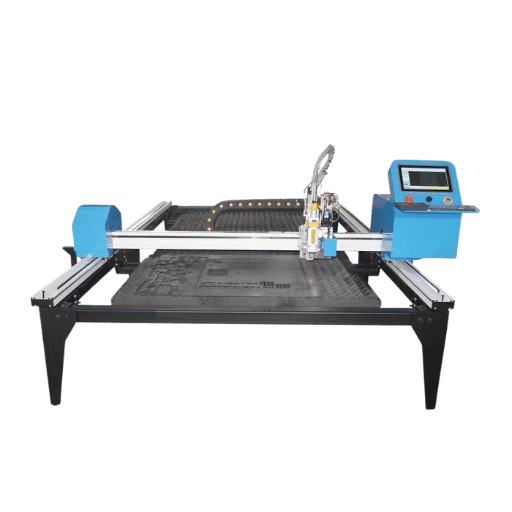
Mesas de corte e área de trabalho

O tamanho da mesa é determinado pelo material da chapa, não pelo tamanho do corte. Uma mesa de 44 polegadas (1.2 m x 1.2 m) comporta apenas metade de uma chapa de 48 polegadas sem precisar prendê-la novamente — o que é aceitável para o corte, mas não para o fluxo de trabalho. Escolha a mesa que acomode o material que você mais utiliza sem a necessidade de manuseio intermediário.
| Tamanho Tabela | Folha de estoque | Pegada no chão | Mais Adequada Para |
|---|---|---|---|
| 2×2 pés | Gotas, espaços em branco para sinalização | Aproximadamente 6 x 6 pés, incluindo a folga. | Hobby, arte, protótipo |
| 4×4 pés | Meia folha (4′×4′) | Aproximadamente 8×8 pés | Pequena oficina de fabricação, trabalho variado |
| 4×8 pés | Tamanho padrão completo de 4′×8′ (1220×2440 mm) | Aproximadamente 8×14 pés | Linha de base da indústria — 80% do trabalho de fabricação |
| 5×10 pés | Folha de 5′×10′, suportes grandes | Aproximadamente 10×16 pés | Fabricação pesada, oficina estrutural |
| 6×12 pés | Placa de grandes dimensões, flanges de viga | Aproximadamente 12×18 pés | Estaleiro, aço estrutural, torre eólica |
Após definir o tamanho, existem duas opções de subestrutura. Uma mesa de água submerge ou acumula água sob as ripas, reduzindo a fumaça e o ruído, além de diminuir a zona afetada pelo calor — sendo a opção preferida para alumínio e aço inoxidável, onde a oxidação crescente é uma preocupação. Uma mesa de exaustão descendente direciona a fumaça através de áreas perfuradas para um sistema de filtragem, mantendo o ar da oficina limpo, porém exigindo maior consumo de energia elétrica para o ventilador e custos constantes de substituição do filtro. A maioria dos estúdios de alta produção com grande quantidade de aço inoxidável prefere uma mesa de água; estúdios de aço carbono de alto volume em ambientes limpos preferem a mesa de exaustão descendente.
Planeje o espaço livre: pelo menos 4 m de espaço de trabalho em cada lado da mesa, sem obstruções, além de uma rota livre para a distribuição das folhas. Espaço apertado. soldagem de chapa metálica Os processos subsequentes ocorrem exclusivamente a jusante da célula de corte, portanto, determine o fluxo de peças antes de instalar as linhas de ar.
Materiais que você pode cortar e a qualidade do corte que você obterá.
Uma máquina de corte a plasma CNC pode cortar qualquer metal condutor de eletricidade — isso é universal. Aços macios e de baixo carbono são os alvos ideais: maior velocidade de corte, vida útil prolongada dos consumíveis e menor custo por metro. Aço inoxidável e alumínio também são cortados com eficiência, mas exigem maior potência e apresentam comportamentos diferentes em relação aos consumíveis.
Uma máquina de corte a plasma CNC consegue cortar alumínio?
Sim, com algumas ressalvas. Primeiro, a maior condutividade térmica do alumínio dissipa o calor da fenda mais rapidamente do que o aço, resultando em uma capacidade de corte efetiva estimada em 75-85% da classificação do aço carbono — um sistema de 65 A, classificado para aço carbono de 19 mm (3/4"), corta facilmente cerca de 16 mm (5/8") de alumínio. Segundo, o alumínio produz uma escória mais aderente que se fixa à borda inferior; o corte submerso ou com uma mistura de ar e chama facilita a limpeza, mas não a elimina completamente. Para obter bordas de alumínio mais limpas, o laser de fibra é a solução ideal quando os recursos estão disponíveis.
| Material | Capacidade versus aço macio | Gás Recomendado | Notas de Borda |
|---|---|---|---|
| Aço macio/carbono | 100% (linha de base) | Ar comprimido ou O₂ | Limpo e soldável, tal como cortado, para a maioria das aplicações. |
| Aço inoxidável | ~85–90% | Mistura N₂/H₂ ou ar (dependendo da qualidade) | Ligeira descoloração na ZTA (Zona Termicamente Afetada); a passivação pode ocorrer posteriormente em peças críticas. |
| Alumínio (5xxx, 6xxx) | ~75–85% | N₂/H₂ ou ar | Resíduos pegajosos na borda inferior, aguarde a limpeza. |
| Cobre, latão | ~% 70 | N₂ ou ar | Reflexivo; alta condutividade térmica reduz a janela de trabalho. |
📐 Nota de Engenharia — Chanfro e EscóriaFabricação: cortes a plasma padrão terão um chanfro de 1 a 4, dependendo da altura da tocha, da velocidade de deslocamento e de qual lado da fenda você mede. Convenção típica: o lado bom do corte (direção oposta ao turbilhão de gás) deve permanecer <2; o lado de descarte pode chegar a 4. Ao preparar peças para soldagem com chanfro no lado da junção, programe para que o lado bom fique voltado para a junção (ou utilize uma cabeça de chanfro automatizada). Ao trabalhar com pintura a pó, planeje uma etapa de remoção de escória ou lixamento, pois o pó adere mais facilmente a respingos na superfície ou à escória na base.
Requisitos de infraestrutura de ar, energia e oficina
O volume da linha de ar comprimido é amplamente subestimado em todas as oficinas de corte a plasma. Um fluxo constante de cerca de 6-7 SCFM a 80-90 psi é o necessário para alimentar uma boa perfuração a plasma. Um sistema de 85 amperes consome mais. Um compressor monofásico de 85 amperes com vazão nominal de 14 CFM a 80 PSI, ciclo de trabalho de 55% e que não seja de múltiplos estágios, fornecerá 14 CFM apenas por uma fração ínfima de minuto; no restante do tempo, estará consumindo 90% de sua vazão nominal com apenas 15% de sua capacidade. Como o excesso de ar gera um arco fraco e difuso, cada vez que o fluxo de ar se desvia da faixa ideal, os consumíveis são consumidos.
A umidade é a outra metade do desafio do fornecimento de ar. O ar comprimido inevitavelmente carrega água e óleo; ambos danificam o maçarico. Um secador de ar com refrigerante ou dessecante, instalado antes de um filtro coalescente, é a maneira mais simples e barata de quadruplicar ou mais a vida útil dos consumíveis em uma oficina comum.
| Classe de potência | Demanda de ar | Dimensionamento de compressores (contínuo) | Serviço Elétrico |
|---|---|---|---|
| 45 A | ~5 SCFM a 80 PSI | 5 HP de estágio único mínimo | Monofásico 220 V / 30 A |
| 65 A | ~6–7 SCFM a 85 PSI | 7.5 HP de dois estágios | Monofásico 220 V / 50 A ou trifásico 220 V |
| 85 A | ~7–8 SCFM a 90 PSI | 10 HP de dois estágios | Trifásico 220 V / 480 V |
| 125A+ | Mais de 10 SCFM a 90 PSI | 15–25 HP dois estágios com receptor grande | Trifásico 480 V / 60+ A |
A extração de fumos, a proteção ocular, os procedimentos de vigilância contra incêndio e as diretrizes de área segura são obrigatórios como parte de OSHA 29 CFR 1910.252A segurança em trabalhos a quente ao nível do processo é detalhada em AWS Z49.1, com ventilação especificamente abordada em Ficha informativa da AWS nº 36Qualquer vapor que contenha cromo (aço inoxidável), berílio ou revestimentos galvanizados exigirá proteção respiratória de acordo com as normas da EPA (Agência de Proteção Ambiental dos Estados Unidos).
Profissionais da indústria sabem que operar com pressão muito acima da faixa recomendada diminui o arco da tocha em vez de fortalecê-lo. Pressões acima do especificado dispersam o feixe de luz na tocha por uma fração de metro, comprometendo a precisão e a profundidade do corte. A recomendação de pressão no manual não é um mínimo, mas sim o ideal.
Aplicações industriais: onde o plasma CNC se destaca
O plasma ocupa um nicho específico em cinco setores industriais particularmente adequados, onde sua combinação inigualável de velocidade, variedade de espessuras e custo acessível torna qualquer outra opção irrelevante.
Fabricação de Aço EstruturalChama de alta velocidade e goivagem fina, rápida e ascendente, com intensidade entre 200 e 400 Å, criam cortes e furos em bisel, curvando e usinando completamente a borda de qualquer chapa de casco, antepara ou reforço (espessura entre 6 e 50 mm). Qualidade de bisel aceitável para a maioria das preparações de solda; utilize um passe de gravimetria ou esmerilhadeira para o acabamento na faixa de espessura do reforço. Programe para manter a extremidade superior da zona de espessura desejada voltada para o corte.
Construção naval e trabalhos em estaleiroAlta produtividade de conjuntos grandes perfurados, reforçados, torneados, furados ou pré-fabricados, e/ou componentes de chapas mais espessas (cascos de navios, módulos, flutuadores de navios/conjuntos, etc., com espessura de 125 a 200 mm), com 1 a 4 chanfros, além de cabeçote de chanfro multiaxial e sistemas de tocha múltipla alinhados por gravidade. Uso a jusante. rotadores de soldagem e posicionadores inclináveis, acoplados a sistemas de medição CMM de alta tecnologia, para remover peças maciças da mesa de corte.
Sistemas de climatização e dutos de chapa metálicaProdução rápida e confiável de chapas de folha de flandres, costuras com abas, peças com formatos críticos (parafusos, chapas quadradas, partes de dobradiças sem acabamento, rebarbas com abas, reforços de painéis, etc.) a partir de chapas galvanizadas de calibre leve, com até 60 polegadas de largura, utilizando um maçarico de 45 A com altíssima taxa de alimentação, onde a velocidade de transferência da peça supera a velocidade de corte.
Equipamentos agrícolas e pesadosEstruturas, suportes, lâminas e dentes em branco, chapas para funil. Trabalho em chapa de aço macio, predominantemente de 6 a 25 mm. Área de atuação: 65-105 Å; chanfro e escória são menos relevantes, pois as peças são soldadas em conjuntos em vez de apresentadas como superfícies acabadas.
Chassis automotivo, reboque e painéis de carroceriaLongarinas, chapas de reforço, carrocerias personalizadas para reboques, para-choques para veículos off-road. Espessuras variadas, de chapas de calibre 16 até chapas de 1/2 polegada. Sistemas de potência média (65-85 A) atendem à maioria dos trabalhos; fabricantes de reboques e chassis padronizam o uso de mesas de 48 polegadas para encaixe perfeito. Máquinas de corte a plasma de nível industrial com mesas de exaustão mantêm o ar da oficina mais limpo durante produções de alto volume.
Plasma vs. Laser vs. Oxicombustível: Uma Comparação Honesta entre os Processos
A partir de 6 mm de espessura, aproximadamente, a relação de compromisso entre os diferentes processos se altera. Abaixo de 6 mm, o laser de fibra se destaca em termos de qualidade de corte e velocidade. Entre 6 e 50 mm em metais condutores, o plasma mantém sua posição com base no custo por metro e no investimento inicial. Acima de 50 mm em aço carbono, o corte oxiacetilênico ainda se sobressai em termos de custo bruto de corte, embora a qualidade do corte seja inferior.
| Dimensão | Plasma CNC | Laser de fibra | Oxi-combustível |
|---|---|---|---|
| Ponto ideal de espessura | 6–50 mm condutivo | 0.5–25 mm, idealmente <6 mm | Somente aço carbono de 25 a 200 mm |
| Qualidade de ponta | Bisel de ±1–4°, escória leve | ±0.5°, próximo da rede | Áspero, precisa de limpeza. |
| Velocidade de corte a 1/4″ de aço macio | ~80–120 IPM (85 A) | ~200–400 IPM (4 kW) | ~16–24 IPM |
| Capex (chave na mão) | US$ 15 mil a US$ 200 mil | $ 80K–$ 500K+ | US$ 5 mil a US$ 30 mil |
| Custo operacional | Aproximadamente US$ 0.10 a US$ 0.30 por pé | Aproximadamente US$ 0.05–0.15/pé (menor em grandes volumes) | ~US$ 0.08–0.20/pé (oxigênio + gás combustível) |
| Materiais | Todos os metais condutores | Todos os metais + desafios de reflexão | Somente aço carbono e aço de baixa liga |
Seletor de Processo de 3 Perguntas
- Qual é a espessura predominante do seu material? Menos de 6 mm com exigência de qualidade de borda: laser de fibra. De 6 a 50 mm: metais condutores a plasma. Acima de 50 mm: aço carbono oxicombustível.
- Qual é o seu volume máximo de corte mensal? Com menos de 200 horas de operação do arco por mês, o menor investimento inicial (capex) do plasma geralmente se mostra mais vantajoso. Acima desse volume, o menor custo por metro do laser de fibra se amortiza.
- Qual a porcentagem de metais não ferrosos (aço inoxidável, alumínio) na sua composição? Se for superior a 30% e a qualidade das bordas for importante, o laser de fibra justifica o investimento inicial. Se o uso de metais não ferrosos for ocasional, a flexibilidade do plasma é a melhor opção.
Para uma comparação lado a lado mais detalhada da qualidade de corte com bordas de amostra e modelagem de custos por processo, consulte nosso corte a plasma x corte a laser análise e o ângulo alternativo em Comparação entre corte a laser e corte a plasma.
Custo operacional e vida útil dos consumíveis: uma análise realista do custo total de propriedade (TCO).
As máquinas de corte a plasma industriais são ativos com vida útil de 10 a 20 anos. Os consumíveis são itens de desgaste, substituídos conforme o cronograma. O custo total de propriedade é determinado principalmente pela taxa de consumo dos consumíveis – que, por sua vez, é determinada pelas práticas do operador, e não pela marca da máquina.
Qual é a vida útil esperada de uma máquina de corte a plasma CNC?
Em equipamentos de uso industrial, a estrutura mecânica e o sistema de movimento normalmente funcionam por 10 a 20 anos antes de necessitarem de uma revisão significativa. Fontes de energia com manutenção adequada oferecem uma vida útil semelhante. Os consumíveis da tocha – eletrodo, bocal, anel de turbulência, tampa de retenção e proteção – são itens de desgaste que precisam ser trocados a cada poucas horas de corte. Portanto, a “vida útil” se resume a duas questões: a vida útil do ativo da máquina (em escala de décadas) e o ciclo de substituição dos consumíveis (em escala de horas a dias).
| Consumível | Vida típica | Substituir quando |
|---|---|---|
| Eletrodo (com ponta de háfnio) | 800 a 2,000 perfurações | Carcaça de háfnio com profundidade superior a ~1.5 mm |
| Bico | 600 a 1,500 perfurações | Orifício já não redondo, sulcos internos visíveis |
| Anel de redemoinho | Longo — substituir somente em caso de danos | Rachaduras, queimaduras por arco elétrico, buracos entupidos de sujeira |
| Proteger | Reutilizável após a limpeza de respingos. | Deformação visível ou perfuração. |
| Tampa de retenção | Vida útil da tocha | Rosca danificada ou marcas de queimadura |
“A melhor qualidade de corte e a maior vida útil das peças geralmente são alcançadas quando a amperagem é ajustada para 95% da capacidade nominal do bico. Se a amperagem for muito baixa, o corte ficará impreciso. Se for muito alta, a vida útil do bico será reduzida.”
— Serviço Técnico da Hypertherm, “10 erros comuns no corte por arco plasma”
A economia de consumíveis é determinada por quatro variáveis controladas pelo operador: altura de perfuração, qualidade do ar, controle da amperagem e programação do fio de saída. Perfurações muito baixas fazem com que o metal fundido espirre de volta na face do bocal. O uso de ar úmido não filtrado causa corrosão prematura do eletrodo de háfnio. A utilização crônica de amperagem acima de 95% da capacidade nominal do bocal reduz sua vida útil pela metade. Programar fios de saída que mantêm o arco aceso após o corte causa danos internos ao bocal devido ao alongamento do arco. Nenhum desses problemas é culpa da máquina e nenhum deles consta na ficha técnica.
Faça a perfuração a uma altura de 1.5 a 2 vezes a altura de corte recomendada. De longe, a maioria das falhas prematuras de bicos, segundo relatos da fábrica, está diretamente relacionada a essa configuração. Se o seu controlador de temperatura estiver abaixando a tocha até a altura de corte antes que a perfuração esteja concluída, o bico está sendo usado de forma inadequada – cortes instáveis quase sempre são causados por consumíveis, e não pela máquina.
Limitações e quando o plasma CNC é a escolha errada
O plasma é a melhor opção para uma grande variedade de peças, mas não para todos os trabalhos de corte. Cinco restrições definem o perímetro.
- Tolerâncias operacionais abaixo de 0.5 de chanfro são inatingíveis. O plasma em lote opera com 1-4; o plasma de alta especificação opera com 0.5-1 em um dia quente, em um forno de micro-ondas. Para tolerâncias mais rigorosas em curto prazo e em outras situações, são necessárias usinagem a laser de fibra, jato de água ou pós-corte.
- Calibres muito estreitos, abaixo de 16 ga (~1.5 mm), são tecnicamente viáveis, mas raramente a escolha correta. Como Gauzeiron e outros demonstraram, a ZTA (Zona Termicamente Afetada) é correspondentemente maximizada, superando o efeito arco-íris roxo/azul/brilho inalado de forma mais eficaz do que o laser de fibra. O plasma não é uma solução sem esperança – apenas não é a melhor opção.
- Materiais não condutores simplesmente não podem ser cortados. Plástico, vidro, fibra de vidro, cerâmica – todos esses materiais evitam completamente o arco de plasma. O corte a jato de água ou a laser é a melhor opção.
- Cantos internos apertados e orifícios minúsculos esbarram nas limitações da geometria interna do corte. A largura do corte (1.5-3 mm) e a largura da cúpula de perfuração impedem a criação de orifícios muito pequenos e raios internos precisamente ajustados para um plasma padrão. (Limite de incerteza: orifícios menores que a espessura da placa são praticamente garantidos sob condições de processo consistentes, e não apenas médias.)
- A emissão de fumos é real e não pode ser ignorada. Por metro quadrado de produto, o plasma gera mais fumos visíveis do que o laser de fibra. Um aumento no teor de cromo ou zinco no material – aço inoxidável, pintado, galvanizado, revestido – eleva a emissão de fumos, exigindo respiradores e um sistema de filtragem maior.
Os fabricantes podem comprar plasma por motivos errados e descobrir as limitações tarde demais: "Compramos plasma para fazer tudo, desde detalhes em chapas até corte de placas", geralmente seguido pela compra de um laser de fibra para realizar o que o plasma não conseguiu. Essa prática frequente torna mais fácil orçar duas opções de máquinas, em vez de apenas uma.
Perspectivas do mercado de corte a plasma CNC até 2026
O plasma não está sucumbindo à segunda vinda de Cristo. Pesquisas de mercado indicam expansão, o laser de fibra conquista certas aplicações onde o plasma já apresentava desempenho fraco, e o segmento de mercado atualmente dominante para plasma permanece sendo o CNC.
De acordo com as Informações sobre o mercado globalEm 2025, o setor de máquinas de corte a plasma ultrapassou os 811.4 milhões de dólares, com uma taxa de crescimento anual composta de 5.9% até 2034. Uma previsão separada As projeções indicam um crescimento anual composto (CAGR) de 4.5% até 2030. Ambas as análises concordam na mesma direção: crescimento, não retração.
Três mudanças tecnológicas estão moldando as decisões de compra de 2026:
- O plasma de alta tecnologia está revolucionando o setor de lasers. Sistemas como o X-Definition estão alcançando qualidade de corte semelhante à do laser de fibra em aço macio de espessura média, mantendo a taxa de fluxo de plasma acima de 6 mm.
- O setor industrial continua a adotar a Internet das Coisas e a manutenção programada avançada. Os sistemas modernos, mais do que nunca, fornecem dados sobre disponibilidade de consumíveis, ciclo de trabalho e tensão do arco para as ferramentas de manutenção da planta, reduzindo imprevistos e tempo de inatividade e auxiliando na redução de custos por peça.
- As cabeças de corte angular automatizadas estão passando de um recurso "de elite" para um recurso de uso intermediário. Cabeças de corte angular de 5 eixos com programação de ângulos adequada para soldagem têm sido observadas, de uma forma ou de outra, na fabricação de estruturas e recipientes pressurizados.
Se você planeja uma aquisição de capital para 2026: inclua no orçamento um sistema de alta definição (HD) ou de alta definição (X-Definition) se o seu trabalho principal for corte de aço carbono de espessura média. Se você compra para corte de chapas metálicas com menos de 6 mm em grande volume, faça os cálculos com laser de fibra antes de considerar o plasma. E, em ambos os casos, agende uma auditoria do sistema de ar comprimido antes da chegada da máquina de corte — a qualidade do ar é o que determina se o orçamento para consumíveis atingirá a projeção.
Perguntas frequentes

P: Qual o tamanho do compressor necessário para operar uma máquina de corte a plasma?
Ver resposta
P: Qual é uma desvantagem das máquinas de corte a plasma CNC?
Ver resposta
P: Qual é a precisão das máquinas de corte a plasma CNC?
Ver resposta
P: É possível ganhar dinheiro com uma máquina de corte a plasma CNC?
Ver resposta
P: Qual a diferença entre uma máquina de corte a plasma CNC e uma mesa de corte a plasma CNC?
Ver resposta
P: Como programar uma máquina de corte a plasma CNC?
Ver resposta
Sobre esta análise
Este artigo combina especificações de tabelas de corte públicas do Hypertherm Powermax SYNC, pesquisas da FHWA sobre o comportamento de furos cortados a plasma em aço estrutural, normas de trabalho a quente da OSHA e AWS e experiências de operadores em fóruns de fabricação industrial. Os valores de capacidade e consumíveis são típicos para equipamentos industriais; combinações específicas de máquina e material podem variar. Revisado por pares em abril de 2026 pela equipe de engenharia da Resizeweld.
Referências e fontes
- OSHA 29 CFR 1910.252 — Requisitos gerais para soldagem, corte e brasagem — Departamento do Trabalho dos EUA, Administração de Segurança e Saúde Ocupacional
- Índice de normas da OSHA para soldagem, corte e brasagem — Departamento do Trabalho dos EUA
- Avaliação de furos fabricados usando corte por arco de plasma (FHWA-HRT-20-056) — Administração Federal de Rodovias dos EUA
- Publicação Especial 847 do NIST: Usinagem de Materiais Avançados — Instituto Nacional de Padrões e Tecnologia dos EUA
- AWS Z49.1 — Segurança em processos de soldagem, corte e afins — Sociedade Americana de Soldagem
- Ficha informativa nº 36 da AWS sobre segurança e saúde: Ventilação para soldagem e corte — Sociedade Americana de Soldagem
- Tamanho do mercado de máquinas de corte a plasma, relatório de previsão 2026–2035 — Análises do Mercado Global
- Perspectivas do mercado de máquinas de corte a plasma 2026–2030 — GlobeNewswire / Pesquisa e Mercados
Artigos Relacionados
- Corte a plasma versus corte a laser — Comparação da qualidade de corte, velocidade e custo com bordas de amostra
- Comparação entre corte a laser e corte a plasma — perspectiva alternativa sobre a mesma relação de custo-benefício, com foco na amortização do capex
- Comparação dos tipos de soldagem — adequando os processos de soldagem às peças cortadas a plasma posteriormente
- Folha de metal de solda — Considerações sobre soldagem a jusante para peças de chapa cortadas a plasma
- O que é uma máquina de biselar? — chanframento de preparação de soldagem além dos ângulos que o plasma pode fornecer nativamente
- Máquinas de corte a plasma — Página principal — especificações completas do sistema e opções de configuração







{kind=link}
{kind=link}
{kind=link}
{kind=link}