
![Máquina de biselar Mathey Dearman: Modelos, especificações e alternativas CNC [2026]](https://resizeweld.com/wp-content/uploads/2026/05/0-5-1024x683.webp)
Desde a década de 1930, a Mathey Dearman é referência no setor de biselamento de tubos com chama. Suas máquinas de biselamento com sela, máquinas de esteira e ferramentas EZ Pipecut são utilizadas na maior parte da construção de dutos na América do Norte – e por um bom motivo. No entanto, todas as máquinas Mathey Dearman utilizam oxicombustível ou plasma, o que gera uma zona afetada pelo calor que algumas normas e condições de obra não toleram. Este guia cataloga todos os modelos atuais da Mathey Dearman com preços de distribuidores certificados, descreve o que as normas de ângulo de biselamento realmente prescrevem (incluindo a especificação de dois ângulos que a maioria dos guias omite) e fornece uma matriz de decisão simples para identificar quando o biselamento mecânico a frio é mais adequado.
O que é a máquina de biselar Mathey Dearman?

A Mathey Dearman é uma fabricante de Tulsa, Oklahoma, fundada na década de 1930 e parte do portfólio do SFE Group. A empresa se concentra exclusivamente em ferramentas para corte, biselamento e alinhamento de tubos, projetadas para portabilidade em canteiros de obras – e não para automação em fundições. Atualmente, mantém três linhas de produtos:
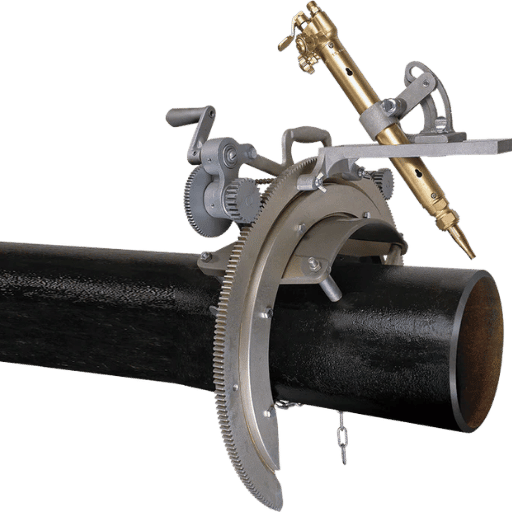
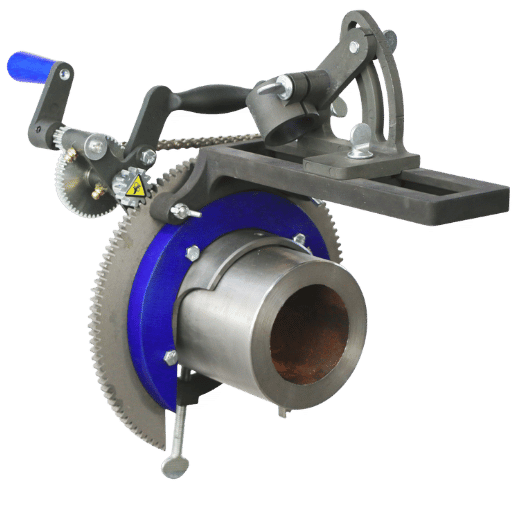
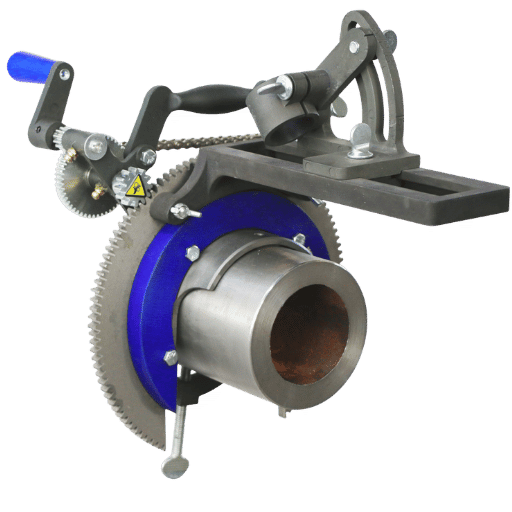
- Máquinas de Sela – Carros de tocha orbital com formato que acompanha o diâmetro externo, capazes de envolver e girar a tocha em mais de 90° enquanto deposita um chanfro em qualquer conjunto de múltiplas juntas alinhadas fileira após fileira de tubos. Esta é a máquina Mathey Dearman que o soldador de dutos moderno tem em mente quando diz que "precisa de uma Mathey Dearman". A abordagem de sela não requer acesso ao interior do tubo, o que a torna viável para tubos corroídos ou ligeiramente ovalizados.
- Série EZ Pipecut – Porta-maçarico leves e fáceis de manusear, utilizados em tubos de menor diâmetro (4.5″-24″). Disponíveis em versões manuais, motorizadas automáticas e autopropelidas magnéticas. Estas últimas fixam o corpo do maçarico firmemente à parede do tubo por meio de força magnética, dispensando o uso de parafusos, uma vantagem para tubos já instalados na vala.
- Band Crawler – Uma máquina automática de passe de banda com acionamento em aço inoxidável, com velocidade máxima de deslocamento de 36 IPM, para tubos de grande diâmetro (10" a 60" de diâmetro externo), que pode transportar simultaneamente tochas de plasma ou chama. Soldas de ombro a ombro em um tubo de 48" de diâmetro podem ser concluídas no tempo em que um membro da equipe percorre a distância com a roda da tocha.
As três famílias de máquinas compartilham os mesmos objetivos de design: portabilidade, autossuficiência e facilidade de transporte no local de trabalho. As máquinas são vendidas sem tochas ou consumíveis; os corpos das tochas e o gás são fornecidos pelo operador. Isso resulta nas unidades de sela mais leves (a MSA manual pesa 12 kg com as tochas) e em uma manutenção de campo elegante e simples.
A Mathey Dearman mantém toda a sua linha de produtos térmica – exclusivamente para corte oxiacetilênico, oxipropano ou plasma. Não há equipamentos para corte ou biselamento a frio no portfólio da Mathey Dearman. Essa escolha é crucial quando a especificação do tubo, a espessura da parede ou as condições do local levam o material para fora da faixa de processamento das ferramentas térmicas.
Todos os modelos e tamanhos de tubos da Mathey Dearman
A tabela abaixo enumera todas as máquinas de biselar Mathey Dearman atualmente em operação em 2025. O preço sugerido pelo fabricante (MSRP) representa o preço atual de distribuidor na América do Norte, da rigweldersupply.com, um revendedor credenciado da Mathey Dearman, referente apenas à máquina – sem o corpo da ferramenta.
| Modelo | Família | Faixa de diâmetro externo do tubo | DE do tubo (mm) | Forma | Energia | Preço de tabela (USD) |
|---|---|---|---|---|---|---|
| Selim MSA — Manual | Sela | 1.5 ″ –4 ″ | 38-102 | Chamas | nenhum | $1,485 |
| Selim MSA — Motorizado (PLASMASPEED) | Sela | 1.5 ″ –4 ″ | 38-102 | Chama + Plasma | 110 / 230 VAC | $3,887 |
| Selim 1SA — Manual | Sela | 3 ″ –8 ″ | 76-203 | Chamas | nenhum | $1,547 |
| 1SA com espaçadores de degrau | Sela | 3 ″ –8 ″ | 76-203 | Chamas | nenhum | $1,765 |
| Selim 2SA — Manual | Sela | 6 ″ –12 ″ | 152-305 | Chamas | nenhum | $2,265 |
| Selim 3SA — Manual | Sela | 12 ″ –20 ″ | 305-508 | Chamas | nenhum | $4,310 |
| EZ Pipecut — Manual | Corte de tubos EZ | 4.5 ″ –24 ″ | 114-610 | Chamas | nenhum | Orçamento a pedido |
| Corte de tubos EZ — Automático | Corte de tubos EZ | 4.5 ″ –24 ″ | 114-610 | Chama (motorizada) | Elétrico | Orçamento a pedido |
| EZ Pipecut — Magnético | Corte de tubos EZ | 9 ″ –48 ″ | 229-1219 | Chamas | nenhum | Orçamento a pedido |
| Band Crawler — Modelo 4SA | Band Crawler | 20 ″ –26 ″ | 508-660 | Chama (manual) | nenhum | Orçamento a pedido |
| Band Crawler — Modelo 8SA | Band Crawler | 40 ″ –48 ″ | 1016-1219 | Chama / Plasma | Elétrico | Orçamento a pedido |
| Selim — Motorizado (Monarch Band, 24″) | Selim + Faixa | 24″+ (com faixa Monarch) | 610+ | Chama / Plasma | 110 / 230 VAC | US$ 1,085 (somente a banda) |
Quais os tamanhos de tubos que a máquina de sela Mathey Dearman processa?
A série de suportes para tubos abrange diâmetros externos de 1.5" a 20" em quatro modelos. Utilize espaçadores escalonados – incluídos nos kits de suporte ou adquiridos separadamente – para abranger toda a faixa de diâmetros sem a necessidade de peças adicionais. O modelo 1SA é capaz de trabalhar com tubos de 3" a 8" utilizando espaçadores; dessa forma, uma equipe pode adquirir uma máquina, um conjunto de espaçadores e concluir o suporte.
Ultrapasse os 50 cm (20") com a série EZ Pipecut (até 60 cm/24") ou com a Band Crawler (até 150 cm ou mais usando a fita flexível Monarch). O modelo 8SA com Band Crawler se desloca a 91 cm/min (36 IPM) e pode girar um carro de tocha a 135 cm/min (53 IPM) em tubos com diâmetro externo de 50 a 66 cm (20" a 26"), sendo a máquina Mathey Dearman mais rápida para grandes trabalhos em tubulações principais.
O controle digital do motor PLASMASPEED — padrão no MSA motorizado, mas também um kit de adaptação de US$ 3,000 para o 1SA — modula a velocidade de deslocamento e desliga automaticamente. Isso minimiza a variação no início e no fim do arco, o que resulta em ângulos de bisel irregulares ao iniciar e finalizar cada passe circunferencial. Para tubos de parede fina com espessura inferior a ¼”, controle digital de velocidade.
Como o corte a chama cria um chanfro: processo, velocidade e qualidade da superfície.
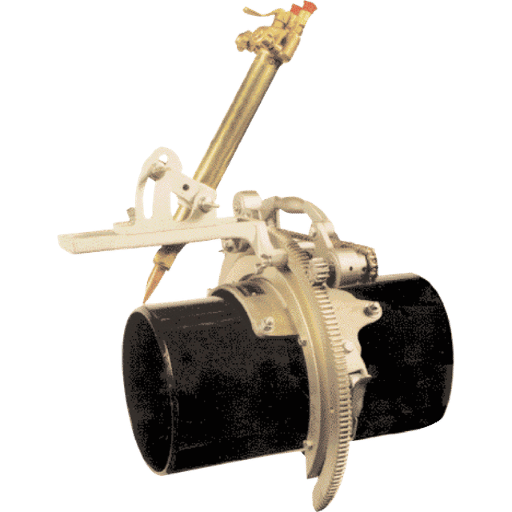
O processo de biselamento oxiacetilênico consiste em elevar a temperatura da superfície do tubo até o ponto de ignição do aço carbono (aproximadamente 870 °C) e, em seguida, direcionar um jato de oxigênio de alta pressão para oxidá-lo e remover o material à frente do maçarico. Este maçarico é montado em uma máquina de sela Mathey Dearman, que gira em torno da peça de trabalho a uma velocidade controlada e constante, determinada pelo sistema de acionamento. Essa velocidade garante um ângulo de bisel uniforme, definido pelo ângulo de inclinação da cabeça do maçarico.
Corte com chama: quando funciona bem
- Corta qualquer tubo de aço carbono sem acesso ao interior do tubo — a sela de montagem externa prende apenas a parte externa do tubo.
- Manipula tubos corroídos, incrustados ou ligeiramente ovalizados que as ferramentas de montagem interna não conseguem agarrar.
- Baixo custo de consumíveis em aço carbono padrão A106/A53: apenas gás e bico de maçarico.
- As máquinas de costura manuais não precisam de energia elétrica — apenas de gás.
- Comprovado em campo na construção de oleodutos e gasodutos principais há mais de 80 anos na América do Norte.
Corte com chama: limitações reais
- Produz uma zona superficial de martensita endurecida (zona afetada pelo calor) no chanfro da face (área resfriada rapidamente).
- A rugosidade superficial é tipicamente Ra 12–25 µm; a cláusula 5.15.4.3 da norma AWS D1.1:2020 limita as faces chanfradas a um máximo de 1,000 µin (25 µm).
- A variação do ângulo de bisel de ±1–3° é típica ao longo da circunferência devido à deriva da inclinação da tocha e às mudanças na velocidade de deslocamento.
- É muito comum haver uma variação de 1 a 2 mm na face da raiz ao longo da junta; os soldadores precisam ajustar a amperagem constantemente.
- Proibido em atmosferas perigosas de acordo com OSHA 29 CFR 1910.252(a)(2)(vi)(C).
O que a AWS D1.1 realmente diz sobre grind: O código não proíbe superfícies chanfradas por corte a chama em aço carbono. A cláusula 5.15.4.3 permite superfícies cortadas termicamente, desde que a rugosidade permaneça dentro de 1,000 µin (25 µm). Em equipamentos devidamente mantidos, cortando tubos padrão A106 ou API 5L, uma máquina de corte de tubos Mathey Dearman em boas condições produz superfícies dentro desse limite — soldadores de dutos experientes confirmam isso na prática de campo. O esmerilhamento torna-se necessário quando: a rugosidade da superfície excede o limite na inspeção; linhas de arrasto visíveis, ranhuras ou inclusões de escória estão presentes; o material do tubo é uma liga metálica; ou a especificação do projeto impõe um requisito de superfície mais rigoroso do que a linha de base D1.1.
Padrões de ângulo de bisel que todo soldador de tubos deve conhecer.
O ângulo de bisel "padrão" depende das normas, da espessura da parede do tubo e do tipo de junta. Usar o ângulo errado, medir a partir do plano de referência errado, significa jogar roleta russa com a rejeição da sua linha de raio-X ou ultrassom — um sulco muito raso resulta em uma raiz subpenetrada; um sulco muito íngreme resulta em um volume excessivo de metal de enchimento, impedindo uma raiz nivelada e adequada.
Qual é o ângulo de bisel padrão para soldagem de tubos?
Não existe uma solução única para todos os casos. A norma ASME B16.25:2017, compartilhada por todas as especificações de preparação de extremidades para soldagem de topo, define 37.5 para espessura de parede de 22.5 mm (aproximadamente 0.875") e 19 para paredes com mais de 22.5 mm. A maioria dos guias de campo e os diversos treinamentos práticos que vejo se concentram apenas no chanfro de 37.5, seguindo os outros 80-90% de uso de tubos Schedule 40/80. Tubulações de pressão de parede espessa apresentam o chanfro composto de 19 onde é necessário manter a entrada de calor baixa, o reforço da raiz mínimo e os custos de material sob controle.
| Padrão | Ângulo Chanfrado | Rosto Raiz | Aplicação Primária |
|---|---|---|---|
| ASME B16.25:2017 | 37.5° (parede ≤22.5 mm) / 19° (parede >22.5 mm) | 1.6 mm ± 0.8 mm | Soldagem de topo, flanges, conexões |
| AWS D1.1:2020 | Ângulo máximo de 45° para ranhura em V padrão; varia conforme o detalhe da junta pré-qualificada. | Detalhes específicos da junta | Soldagem de aço estrutural |
| ASME B31.3:2022 | 30°–37.5° típico; conforme WPS qualificado | 0 – 3.2 mm | Tubulações de processo — química, refinaria, farmacêutica |
| API 1104:2021 | Conforme especificação de procedimento de soldagem qualificada (normalmente 30°–37.5°) | Por WPS | Soldagem circunferencial de dutos em terra e no mar |
As recomendações padrão apontam dois pontos que os engenheiros de soldagem frequentemente destacam como ausentes em seu treinamento de campo:
- O ângulo incluído é medido a partir do eixo do tubo, não da face do tubo. Meio ângulo de 37.5°, ângulo total incluído de 75°, para obter uma imagem espelhada em ambos os lados. Certifique-se de que a inclinação da tocha ou a profundidade da geometria de inserção estejam configuradas para o eixo, e não para a face, ao avaliar as instruções do fabricante da tocha ou os guias de configuração da máquina.
- A uniformidade da face da raiz é mais importante do que um ângulo de bisel exato. Um bisel de 38° com variação de 0.3 mm na face da raiz ao longo da circunferência produz resultados de raio-X superiores a um ângulo de 37.5° com variação de 2 mm, conforme descrito em livros didáticos. Máquinas de solda a chama geralmente apresentam variação de 1 a 2 mm na face da raiz; ferramentas de soldagem a frio com insertos mantêm essa variação em até 0.3 mm. Essa diferença é o principal fator que determina a capacidade do soldador de manter velocidade de deslocamento e amperagem uniformes na passada de raiz; ou se ele/ela terá que improvisar nesse quesito.
Ao ajustar uma máquina de solda Mathey Dearman, defina a inclinação da cabeça da tocha para o ângulo especificado no seu WPS (Especificação de Procedimento de Soldagem); não para algum "padrão" presumido. Seu WPS é o documento que rege a operação; o diagrama acima serve apenas como guia.
Mathey Dearman vs. H&M vs. RESIZE: Comparação lado a lado
Três marcas principais se destacam quando empreiteiras de soldagem comparam equipamentos de biselamento de tubos para novos trabalhos: Mathey Dearman (com uma base instalada fundamental na construção de oleodutos na América do Norte), H&M (popular na indústria em geral e em instalações mecânicas) e RESIZE (com uma abordagem de inserção de metal duro por processo mecânico a frio, predominante onde se utilizam ligas de alta resistência). Essas máquinas não são equivalentes e não resolvem o mesmo problema; elas atendem a diferentes segmentos do mercado de biselamento de tubos.
| Fator | Mathey Dearman | H & M | RESIZE |
|---|---|---|---|
| Método de corte | Chama oxicombustível / plasma (térmico) | Chama oxicombustível (térmica) | Fresamento com inserto de metal duro (mecânico a frio) |
| Faixa de tamanho de tubos | 1.5″–60″ OD (sela completa + linha de rastejamento da banda) | 1.5″–8″ OD (linha de sela padrão) | 0.5″–24″ (modelos de tubos com montagem interna) |
| Zona afetada pelo calor | Presente; a profundidade varia de acordo com a velocidade de deslocamento e a condição da ponta. | Presente; mesmo processo térmico | Zero — nenhum calor gerado |
| É necessário retificar o chanfro posteriormente? | Não é exigido em aços carbono padrão que atendam ao limite Ra da norma AWS D1.1; exigido para aços de liga. | Mesmas condições que Mathey Dearman | Não — a superfície está pronta para soldagem por máquina, Ra 3.2–6.3 µm |
| consistência do ângulo de bisel | ±1–3° típico em toda a circunferência | ±1–3° típico | ±0.5° (geometria de inserção com restrição mecânica) |
| consistência da face da raiz | ±1–2 mm ao longo da circunferência | ±1–2 mm | ± 0.3 mm |
| Funciona em atmosferas explosivas? | Não — chama aberta proibida de acordo com OSHA 1910.252(a)(2)(vi)(C) | Não — a mesma proibição se aplica. | Sim — sem faíscas, sem chama aberta |
| Adequado para cromo-molibdênio P91/P22? | Restritivo — a maioria das especificações do projeto proíbe ou exige tratamento térmico pós-soldagem (PWHT) após o corte térmico. | Restrito — mesma limitação | Sim — não há efeitos térmicos na metalurgia dos tubos. |
| Preço de entrada (máquina básica) | US$ 1,485 (Selim manual MSA) | Estimativa de aproximadamente US$ 1,200 a US$ 1,300 (dados de campo de 2017) | US$ 1,565 (modelo portátil para tubos, base) |
| País de fabricação | EUA (Tulsa, Oklahoma) | EUA (Tulsa, Oklahoma) | China (fábrica especializada em equipamentos de soldagem) |
Matriz de Decisão do Método de Bisel de 3 Questões
Essa estrutura pega qualquer decisão relacionada a soluções de biselamento de tubos e a filtra por meio da categoria. Cada elemento da série é uma barreira rígida – uma única resposta "Sim" fornece uma resposta definitiva, sem necessidade de questionamento adicional sobre as próximas perguntas da lista.
- A tubulação está localizada em uma atmosfera inflamável ou explosiva ativa ou recentemente purgada?
SIM → Somente biselamento mecânico a frio. OSHA 29 CFR 1910.252(a)(2)(vi)(C) proíbe corte e soldagem “na presença de atmosferas explosivas (misturas de gases, vapores, líquidos ou poeiras inflamáveis com ar)”. Nenhuma permissão para trabalho a quente resolve essa restrição quando a própria atmosfera é explosiva — o corte a frio elimina a fonte de ignição. - O material do tubo é cromo-molibdênio (P11/P22/P91/P92), aço inoxidável austenítico (304/316L), duplex ou está sujeito ao código nuclear ASME Seção III?
SIM → O chanfro mecânico a frio é altamente recomendado. A maioria das especificações de projetos para essas classes de aço proíbe o corte térmico na superfície final de preparação da solda ou exige um ciclo de tratamento térmico pós-corte (740–760 °C para P91), o que adiciona horas de cronograma e custos de teste. A fresagem a frio com inserto preserva a dureza, a microestrutura e as propriedades de corrosão do material base durante todo o processo de corte. - A tubulação externa tem diâmetro externo de 2″ a 24″, ou o local da obra não possui fornecimento de energia elétrica ou pneumática?
SIM → Selim/calçado térmico Mathey Dearman ou H&M. As unidades portáteis mecânicas para montagem interna a frio atingem um diâmetro máximo de aproximadamente 24 polegadas para uso em campo; as máquinas de sela e esteira Mathey Dearman suportam diâmetros externos de até 60 polegadas apenas com fornecimento de gás, sem necessidade de conexão elétrica para os modelos manuais.
Se você responder "Não" a todas as três perguntas – aço carbono não sensível ao tempo (A106/A53/API 5L), diâmetros nominais de tubulação na faixa de 2 a 24 polegadas e atmosferas "não classificadas como perigosas" – então tanto o processo térmico quanto o mecânico a frio se enquadram no código, com o resultado sendo amplamente influenciado pelo volume de corte e pela composição do material: o processo térmico oferece maior produtividade com alto volume de trabalho em aço carbono em terrenos não complexos; o processo mecânico a frio oferece menor custo total do ciclo de vida quando se consideram os tipos de liga, a mão de obra de retificação e as taxas de rejeição na inspeção.
Avaliando um máquina de biselamento mecânico a frio Para tubos de até 24" de diâmetro externo? Os modelos elétricos e pneumáticos portáteis da RESIZE abrangem a faixa de diâmetros que a maioria das equipes de campo encontra, sem a necessidade de permissão para trabalho a quente.
Quatro cenários em que o corte com chama falha
A máquina de escavação Mathey Dearman foi construída para realizar trabalhos de longa distância em dutos de aço carbono — e faz isso muito bem. Quatro condições, porém, invariavelmente impedem que um projeto atinja esse objetivo.
Cenário 1: Refinarias e fábricas químicas em operação
A norma OSHA 29 CFR 1910.252(a)(2)(vi)(C) estabelece que “Nenhum corte ou soldagem deve ser realizado na presença de atmosferas explosivas”. Embora refinarias de processamento de petróleo, parques de tanques e plantas químicas em operação possam usar permissões para trabalhos a quente a fim de reduzir o período de risco, elas não podem alterar a exigência fundamental de nunca realizar trabalhos em atmosferas explosivas em áreas ventiladas. A retificação mecânica a frio, sem faíscas, com acionamento pneumático ou elétrico, elimina a fonte de ignição e é atualmente o padrão de fato para trabalhos de interligação e manutenção em instalações de petróleo.
Cenário 2: Tubos de cromo-molibdênio e ligas de alta resistência
1. Os aços cromo-molibdênio, em particular o P91 (9 Cr-1 Mo-V), principal material das linhas de superaquecedores e reaquecedores de usinas termelétricas, endurecem rapidamente quando cortados termicamente em têmpera ao ar. Nas especificações de projeto para P91, P22, P11 e P92, na maioria das vezes o corte térmico na superfície de preparação final para soldagem não é permitido, ou está sujeito a um ciclo de tratamento térmico de 740-760 °C a ser realizado após o corte e antes de qualquer operação de soldagem.
Isso implica o tempo de permanência de repouso, além do teste de dureza independente necessário para cada junta na zona de fusão e na zona afetada pelo calor. A fresagem mecânica a frio com inserto remove material sem geração de calor e resfria no tubo original, de modo que a face chanfrada será mantida exatamente como no tubo original, sem necessidade de tratamento térmico. Consequentemente, não haverá ponto de espera adicional para aquecimento e perfuração da amostra no ITP.
Cenário 3: Tubo de aço inoxidável e duplex
O corte térmico de aços inoxidáveis austeníticos (304, 316L) resulta na formação de precipitados de carboneto de cromo nos contornos de grão – um processo denominado "sensibilização" – dentro da zona termicamente afetada. O aço inoxidável sensibilizado não apresenta resistência à corrosão intergranular na região do material adjacente à linha de solda. Em aços duplex, essa alta temperatura interfere na proporção entre as fases austenita e ferrita, que confere as propriedades mecânicas únicas a essas ligas.
O biselamento mecânico a frio pode preservar as propriedades metalúrgicas que justificam, em particular, o custo e a utilização desses materiais.
Cenário 4: Tubulação de acordo com o Código Nuclear (Seção III da ASME)
A Seção III da ASME exige documentação completa de todos os processos aplicados a materiais de tubulação nuclear. O corte térmico introduz variáveis — profundidade da ZTA (Zona Termicamente Afetada), variação de dureza, potencial de absorção de hidrogênio — que exigem testes independentes, revisão pelo Inspetor Autorizado e aceitação formal antes do avanço da junta. O corte mecânico a frio elimina completamente essas variáveis do registro do processo. O resultado prático: menos pontos de inspeção por junta, taxas de aceitação radiográfica mais rápidas e menor exposição a retrabalho em trabalhos onde uma única rejeição de solda pode ultrapassar US$ 10,000 em mão de obra direta.
Como avaliar qualquer máquina de biselar tubos: lista de verificação de 7 pontos
Entre os diferentes tipos de sela Mathey Dearman ou o processo mecânico a frio ou térmico, estes 7 argumentos permitem saber se a máquina é adequada:
- Faixa de diâmetro do tubo e método de encaixe. As máquinas de fixação externa (OD) (Mathey Dearman, H&M) agarram a parte externa do tubo — não necessitam de acesso interno e podem ser usadas em tubos corroídos ou com incrustações. As ferramentas mecânicas a frio com montagem interna agarram a parte interna do tubo — exigem um diâmetro interno limpo e sem danos, além de um diâmetro conhecido. Confirme a especificação da sua tubulação, a condição da parede e o diâmetro externo medido antes de especificar qualquer um dos tipos.
- Compatibilidade do material com o processo. Aço carbono (A106, A53, API 5L) em graus padrão → tratamento térmico ou a frio, ambos aceitáveis pelas normas. Aços-liga (P91, P22, inoxidáveis) → tratamento mecânico a frio para evitar a necessidade de tratamento térmico pós-corte e pontos de parada para testes de dureza. O código de tubulação aplicável e a especificação do projeto são os que prevalecem; as alegações do fabricante não se sobrepõem ao ITP (Plano de Inspeção e Teste).
- Faixa de ângulos de bisel e disponibilidade de consumíveis. A maioria dos documentos WPS para dutos exige ângulos de 30° a 37.5°. Verifique se a máquina atinge o ângulo exato especificado no WPS sem o uso de um cabeçote de tocha especial ou geometria de inserto não padronizada. Para ferramentas mecânicas a frio, confirme a disponibilidade do inserto em estoque localmente ou junto ao fornecedor, com um prazo de entrega compatível com o cronograma do seu projeto.
- Fonte de energia disponível no local de trabalho. As máquinas manuais de corte a frio funcionam apenas com gás, sem necessidade de ligação elétrica. Os modelos motorizados requerem 110 V ou 230 V CA. As ferramentas mecânicas a frio exigem alimentação pneumática (80–90 PSI na entrada da ferramenta), elétrica (normalmente 1–2 kW) ou hidráulica. A incompatibilidade entre os requisitos da ferramenta e a infraestrutura do local cria um problema logístico que não pode ser resolvido rapidamente em campo.
- Capacidade de espessura de parede: A sela MSA trabalha com tubos de parede mais fina na faixa de 1.5" a 4" de diâmetro externo, com limitações para tubos de parede grossa. As serras de esteira com banda acomodam paredes espessas em grandes diâmetros. As ferramentas de montagem interna mecânica a frio especificam a espessura máxima da parede por carga de inserto de metal duro — normalmente de 25 a 75 mm, dependendo da classe do modelo. Verifique a espessura da parede especificada, não a nominal.
- Rugosidade superficial, medida na sua especificação de tubulação: A norma AWS D1.1:2020 permite até 1,000 µin (25 µm) em superfícies cortadas termicamente. Ferramentas de corte mecânico a frio com insertos produzem Ra de 3.2 a 6.3 µm (125 a 250 µin) — de quatro a oito vezes mais suave que o limite da norma D1.1. Para tubulações nucleares, submarinas ou farmacêuticas, onde a especificação é mais rigorosa que D1.1, solicite um corte de demonstração em sua tubulação e material reais antes de fazer o pedido.
- Custo total por corte, não o preço de aquisição da máquina: Uma Mathey Dearman 1SA por US$ 1,547 O corte mecânico a frio apresenta um custo de consumíveis por corte muito baixo em aço carbono — apenas gás e ponta. Uma ferramenta de corte mecânico a frio, com custo entre US$ 4,000 e US$ 10,000, tem um custo de aquisição mais elevado, mas elimina a mão de obra de retificação gerada pelo corte térmico em ligas metálicas. Análises de custos da indústria para tubos de cromo-molibdênio P22 mostram que os processos térmicos custam entre US$ 10,000 e US$ 18,000 em mão de obra adicional por 1,000 cortes, incluindo o retrabalho devido a falhas no teste de dureza; o corte mecânico a frio custa entre US$ 500 e US$ 1,500 em custos de consumíveis para o mesmo volume. Antes de tomar a decisão de compra, compare os dois modelos com o seu volume de corte anual real e a composição dos materiais.
Quanto custa uma máquina de biselar tubos?
Equipamentos de soldagem a chama de nível básico, como o Mathey Dearman MSA ou similar, começam em US$ 1,485 para o instrumento básico, sem incluir o corpo da tocha. Instrumentos mecânicos portáteis para soldagem a frio, para tubos de até 60 cm (24"), começam em US$ 1,565 e chegam a mais de US$ 10,000 para configurações reforçadas em tubos de paredes densas. Tochas de fita de diâmetro rombo e unidades motorizadas automáticas custam entre US$ 15,000 e mais de US$ 30,000. Equipamentos de soldagem a chama usados são negociados em sites de equipamentos excedentes e feiras de sistemas de soldagem, com preços que variam entre 40% e 60% do valor de uma instalação normal, incluindo espaçadores e grampos. Recomenda-se a confirmação de todo o conjunto de ferragens antes da compra do equipamento usado, pois conjuntos de espaçadores e grampos alternativos representam uma parte significativa do valor do kit.
Tendências do mercado de máquinas de biselamento de tubos até 2030
O mercado global de máquinas de biselar foi avaliado em US$ 359.83 milhões em 2023 e prevê-se que cresça a uma taxa composta de crescimento anual (CAGR) de 4.3% até 2030, atingindo aproximadamente US$ 483 milhões (Maximize Market Research). Três tendências estão remodelando as decisões sobre equipamentos dentro dessa curva de crescimento.
O segmento de veículos elétricos está superando o mercado em geral. As máquinas elétricas de biselamento de tubos representam um segmento separado, avaliado em aproximadamente US$ 450 milhões em 2024, com uma taxa de crescimento anual composta (CAGR) de 6.8% até 2034, atingindo um valor estimado de US$ 850 milhões (Reports and Data). O principal fator para esse crescimento é a combinação do controle de velocidade programável com a operação sem faíscas, o que permite o uso em locais onde o uso de chamas abertas é proibido e a infraestrutura pneumática não está disponível.
A demanda por máquinas de biselamento portáteis aumentou drasticamente em 2025. O volume de buscas por “máquina de biselar portátil” aumentou aproximadamente 700% entre abril e setembro de 2025 — de uma média de 40 buscas mensais para um pico de 320. Esse aumento repentino acompanha a aceleração da construção de terminais de GNL e dos ciclos de manutenção de plataformas offshore, ambos exigindo equipamentos que acompanham a equipe em vez de ficarem armazenados em uma oficina fixa. A mudança na demanda por unidades portáteis beneficia tanto as máquinas de biselar manuais da Mathey Dearman quanto as ferramentas mecânicas compactas a frio que as equipes de campo carregam em suas caixas de ferramentas.
O crescimento do mercado americano está ligeiramente acima da taxa global. A América do Norte apresenta uma previsão de crescimento anual composto (CAGR) de 5.2% até 2033 (Reliable Market Forecast), impulsionada pela expansão de gasodutos e por programas de substituição da infraestrutura hídrica previstos na Lei de Investimento em Infraestrutura e Empregos de 2021.
Para os compradores de equipamentos, a tendência aponta para o aumento da participação das ferramentas mecânicas a frio em relação às unidades de corte a chama, principalmente nos projetos que exigem documentação, trabalho em atmosferas classificadas ou o uso de tubos de liga metálica. O principal mercado da Mathey Dearman — construção de gasodutos de aço carbono em terrenos abertos — continua crescendo na mesma proporção que o mercado geral, com as ferramentas mecânicas a frio ganhando espaço em interligações de instalações e em projetos de terminais de GNL, dependendo da situação de cada projeto.
Perguntas frequentes
A máquina de biselar Mathey Dearman é a mesma coisa que uma biseladora de tubos?
Na gíria usada por profissionais da construção de dutos, os termos "Mathey Dearman" e "biseladora" são frequentemente usados como sinônimos (como "Kleenex" e lenço de papel). Para biseladoras de tubos tipo sela, como as mencionadas aqui, esses dois termos se referem à mesma máquina na construção de dutos na América do Norte. Como a biseladora Mathey Dearman é de longe a marca dominante na maioria dos projetos de dutos na América do Norte, até mesmo o nome da marca se tornou uma abreviação para a categoria. Mais tecnicamente, "biseladora de tubos" pode se referir a diversas ferramentas usadas para cortar a extremidade de um tubo biselado para prepará-lo para as soldas de junção (como ferramentas mecânicas a frio com montagem interna, plasma e fresadoras de biselamento de chapas), mas não à máquina Mathey Dearman. Portanto, independentemente da marca da máquina, o encarregado está dizendo à equipe para "pegar a Mathey Dearman" quando precisarem de uma biseladora de tubos tipo sela com chama.
Uma máquina Mathey Dearman consegue cortar e chanfrar em uma única passada?
Sim; esta máquina de passe único realiza uma órbita da cabeça do maçarico ao redor da circunferência do tubo para cortar a espessura da parede e produzir o chanfro de solda simultaneamente. A inclinação rotacional da cabeça do maçarico determina o ângulo do chanfro (geralmente entre 30°, 37.5° e 45°), permitindo que ambas as tarefas de corte sejam concluídas em uma única órbita. Essa mesma filosofia também está disponível na EZ Pipecut com suas máquinas de corte e chanfro de passe único. Como realizam tanto o corte quanto o chanfro em um único ciclo operacional, as máquinas de sela Mathey Dearman são geralmente mais rápidas do que os processos de corte e chanfro que exigem passes separados da máquina e manuseio entre as etapas.
O corte a chama com um torno Mathey Dearman sempre exige esmerilhamento antes da soldagem?
Não. A cláusula 5.15.4.3 da norma AWS D1.1:2020 permite o corte térmico de tubos de aço carbono quando a rugosidade da superfície não exceder 1,000 µin (25 µm). Uma máquina de corte de tubos Mathey Dearman, quando devidamente mantida, é capaz de produzir essa condição padrão em tubos A106 ou API 5L sem retificação por padrão. A necessidade de retificação surge quando a rugosidade da superfície excede 1,000 µin, quando ocorrem marcas de arrasto e outros danos, ou quando o material do tubo/especificação do projeto apresenta uma melhoria significativa em relação à linha de base da norma D1.1.
Qual a diferença entre a máquina de selas Mathey Dearman e a máquina de esteiras para bandas?
A máquina de sela se conecta diretamente à seção transversal do tubo por meio de espaçadores ou pinos; não há necessidade de envolver o tubo com outros acessórios. Sua cobertura abrange diâmetros externos de 1.5" a 20" até 3SA e MSA. A Band Crawler se fixa por meio de uma cinta flexível de aço inoxidável que se aperta ao redor do tubo de grande circunferência (de 10" a 60" de diâmetro externo) e possui um carro motorizado que movimenta o cabeçote do maçarico. As máquinas de sela convencionais são limitadas pela largura do vão do tubo; o uso de máquinas sobre esteiras possibilita o preparo das extremidades dos tubos em uma gama mais ampla de diâmetros.
Como o chanfro a frio RESIZE se compara ao Mathey Dearman para trabalhos diários em dutos?
Para projetos que envolvem a construção de dutos de longa distância utilizando tubos API 5L grau B em condições a céu aberto (no solo), as máquinas de corte a frio são um pouco mais rápidas para iniciar o trabalho, menos dispendiosas por corte e não dependem de energia elétrica para operar. Para paradas programadas em refinarias, instalações de GNL ou similares, ou quando um aço de grau P11 é utilizado em combinação com quaisquer condições de trabalho a quente móveis que possam ser encontradas, os sistemas mecânicos a frio dispensam as etapas adicionais de inspeção e tratamento da ZTA (Zona Termicamente Afetada), e evitam a mão de obra de preparação da ZTA, o tratamento térmico de redução da ZTA e os requisitos de permissão para trabalho a quente associados ao processo térmico. Ambas são opções válidas; a decisão depende do grau do material do tubo, da categoria de risco de segurança do local ou da especificação do projeto, mas não da marca. Consulte a tabela comparativa acima e Página da fresadora e biseladora RESIZE Para obter as especificações completas e os preços.
Onde posso comprar máquinas de biselar Mathey Dearman e peças de reposição?
Os equipamentos Mathey Dearman são vendidos por distribuidores autorizados de suprimentos para soldagem em toda a América do Norte. A Rigweldersupply.com oferece uma linha completa de máquinas de solda de sela (MSA a 3SA) e kits de retrofit PLASMASPEED com preços divulgados. As filiais da Airgas e distribuidores independentes de suprimentos para soldagem mantêm em estoque os modelos de sela mais comuns. Observe que a Mathey Dearman comercializa máquinas de solda de sela principalmente para o mercado norte-americano; pedidos internacionais têm prazos de entrega mais longos devido aos canais de distribuição do Grupo SFE. Para máquinas usadas, os distribuidores de equipamentos excedentes para dutos e leilões de suprimentos para soldagem são as opções mais comuns – certifique-se de obter o máximo possível de espaçadores e garras com seu lote, pois esses componentes representam uma grande porcentagem do valor operacional do kit e são difíceis de comprar separadamente.
Artigos Relacionados
- Biseladora de Tubos H&M: Guia Completo e Comparação
- Máquina de biselar tubos: tipos, especificações e como escolher a certa
- Guia do comprador de biseladora de tubos: o que você precisa saber antes de comprar
- O que é uma máquina de biselar? Usos, tipos e guia de seleção.
- Biselamento vs. Chanfro: Principais diferenças explicadas para soldadores









{kind=link}
{kind=link}
{kind=link}
{kind=link}