
Dieser Leitfaden deckt alle Entscheidungen ab, die ein Fertigungsprofi treffen muss: vier Maschinentypen, verifizierte Fasenwinkel mit Code-Referenzen, ein Leistungsvergleich mit Winkelschleifen, Anforderungen an die Materialverträglichkeit und eine Fünf-Faktoren-Auswahlmatrix, die für jede Projekt- oder Beschaffungsentscheidung anwendbar ist.
RESIZE Fräs- und Fasenmaschine – Wichtigste Spezifikationen
| Parameter | Normen |
|---|---|
| Materialkompatibilität | Stahl, Edelstahl, Aluminium, PVC, Verbundwerkstoffe |
| Schnittwinkel (einstellbar) | 15 °, 30 °, 45 °, 60 °, 75 ° |
| Maximale Schnitttiefe | 0 – 25 mm |
| Maximale Kantenbreite | 35mm |
| Leistung | 2.8-kW-Elektromotor |
| Geschwindigkeitsbereich | 2,000–6,000 U/min |
| Gewicht der tragbaren Einheit | 18-32 kg |
| Preisspanne (Rohrmaschinen) | $ $ 1,565 31,000- |
| Sicherheitsvorrichtungen | Not-Aus- und Antivibrationssystem |
Was ist ein Fasenwerkzeug und wie funktioniert es?

Was ist eine Fasenmaschine?
Fasenschneidmaschinen sind elektrisch betriebene Präzisionsschneidmaschinen, die zum Anbringen von Fase oder Schrägen an Kanten von Metallblechen, Stahlrohren oder Bauteilen entwickelt wurden. Im Gegensatz zu Winkelschleifern, die Material durch Abtrag entfernen, schneiden spezielle Fasenschneidwerkzeuge das Material sauber und kontrolliert in einem einzigen Schnitt ab. Die Maschine mit ihrem integrierten, rotierenden Hartmetall-Schneidkopf fasen entweder in einem voreingestellten oder einem individuell justierten Winkel.
Das Verfahren ist recht einfach: Das Werkstück wird eingespannt oder die Maschinenbasis an der Werkstückkante entlanggeführt. Anschließend wird der Einsatz im vorgegebenen Fasenwinkel am Metall angesetzt und das Werkzeug mit konstanter Tiefe vorgeschoben. Das Ergebnis ist ein maßgenaues Profil, das nach korrekter Maschineneinstellung ohne weiteres Schleifen, Winkelprüfung oder Entgraten direkt für die Montage bereit ist.
Einstellbare Schnittwinkel von 15° bis 75°, variable Drehzahl für optimale Arbeitsgeschwindigkeit und austauschbare Kopfsysteme für Fasen, Anfasen, Entgraten und Radiusfräsen gehören jetzt zum Standard. Das Werkzeug eignet sich für die Vorbereitung von Schweißverbindungen in Baustahl bis hin zum einfachen Wechseln der Kopfsysteme für das Plasmaschneiden und Entgraten – und nicht mehr.
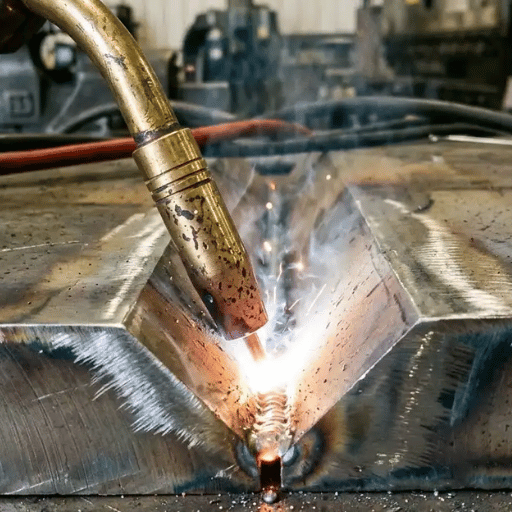
Was bewirkt ein Fasenwerkzeug?
Ein Fasenwerkzeug dünnt Metallkanten aus und schabt sie in einem vorgegebenen Winkel ab. Dadurch entsteht eine geneigte Oberfläche für die Schweißnahtvorbereitung, die Kantenbearbeitung oder die Montage. Bei der Schweißnahtvorbereitung definiert das Fasen die Nutgeometrie für die gewünschte Wurzelnaht – die V-, J- oder Fasennut –, in die das Schweißzusatzmaterial eintreten kann und so eine einwandfreie Schweißung im Wurzelbereich gewährleistet. Das Werkzeug bearbeitet Stahl und Edelstahl, eliminiert die Gefahr von Schnitten an der Kante und bereitet sie optimal für die Haftung nachfolgender Bearbeitungsprozesse vor. Es verarbeitet Kantenbreiten von wenigen Millimetern bis zu 35 mm mit einstellbaren Winkeln von 15° bis 75°. Zu den kompatiblen Materialien gehören Stahl, Edelstahl, Aluminium, Kupfer, PVC-Rohre und technische Verbundwerkstoffe.
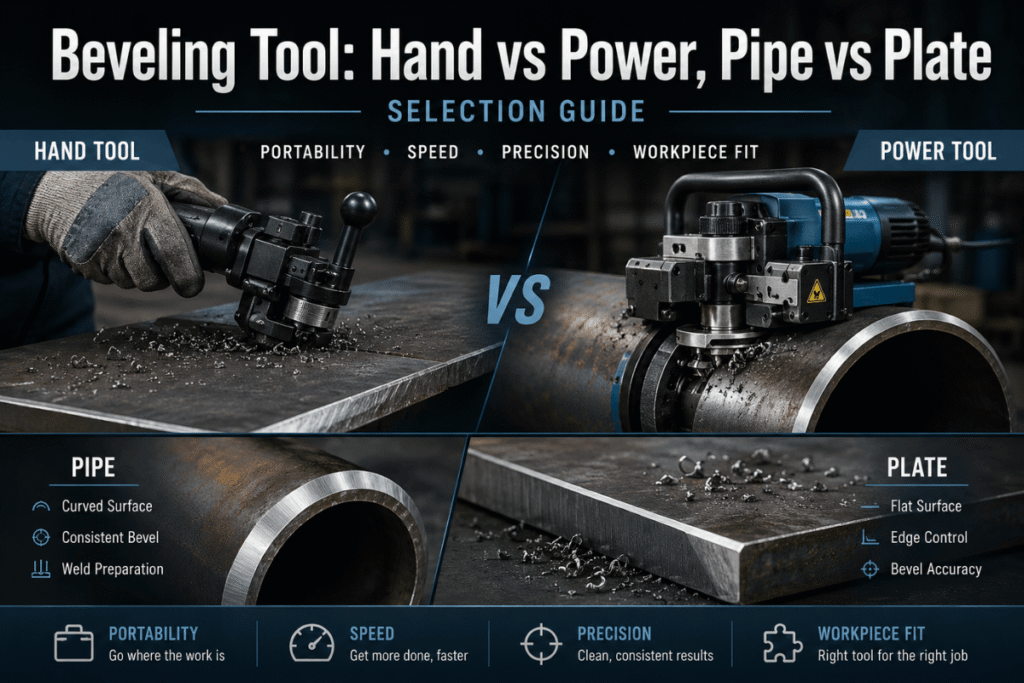
Arten von Fasenmaschinen: Blech-, Rohr-, tragbare und stationäre Maschinen

Fasenmaschinen lassen sich in vier Hauptgruppen einteilen. Die Wahl hängt sowohl von der geometrischen Form des Werkstücks als auch von der Produktionsumgebung (vor Ort oder in einer Werkstatt) ab. Eine ungeeignete Wahl führt zu höheren Kosten, Inkompatibilität mit den Betriebsbedingungen oder beidem (beispielsweise eignet sich eine kleine, handliche Fasenmaschine mit begrenzter Leistung nicht zum Schneiden langer Fasen an großen Platten, während ein Ölfeldreparaturteam sie nicht vor Ort einsetzen kann).
Welches Werkzeug erzeugt abgeschrägte Kanten?
Die Fase wird mit einer von vier Spezialmaschinen erzeugt: einer Rohrfasenmaschine (für Rohre und Rohrenden), einer Blechkantenfasenmaschine (für Flachbleche und Platten), einem handgeführten Fasenwerkzeug (für Baustellenarbeiten und Positionsverbindungen) oder stationären CNC-Fräsmaschinen (für die Serienfertigung). Als kostengünstige Alternative werden gelegentlich Winkelschleifer – einschließlich speziell für das Fasen entwickelter Aufsatzsätze – für kleinere, nicht normgerechte Arbeiten eingesetzt. Die von Normen wie AWS D1.1, ASME B31.3 und API 1104 geforderten gleichmäßigen und wiederholbaren Nutgeometrien lassen sich jedoch nur mit einer geeigneten Fasenmaschine zuverlässig herstellen.
| Maschinentyp | Primäre Anwendung | Kapazität | Tuning | Preisspanne |
|---|---|---|---|---|
| Rohrschrägmaschine | Vorbereitung der Schweißnaht an Rohrenden | 0.5″–60″ Außendurchmesser | Elektrisch / pneumatisch / hydraulisch | $ $ 1,565 31,000- |
| Plattenanfasen | Kanten von Flachplatten und Blechen | Platte 1–35 mm dick | Elektrisch 1.5–3 kW | $ $ 2,000 10,000- |
| Tragbarer Handfasenschneider | Vor-Ort-, Positionierungs- und Reparaturarbeiten | Alle Kantengeometrien | Elektrisch, kabellos, 18 V, pneumatisch | $ $ 650 3,500- |
| Stationäre / CNC-Fräsmaschine | Großserienfertigung in der Werkstatt | Durch Maschinentisch fixiert | Elektrisch 3–15 kW | $15,000–$100,000+ |
Weitere Details zu den vollständigen technischen Spezifikationen, insbesondere zum Rohrdurchmesser, zu den Schnittwinkeln, den geeigneten Werkstoffen und den Schnittdaten, finden Sie auf den Produktseiten unserer jeweiligen Produktreihe. Fräs- und Fasenmaschines für Rohre und Konstruktionsplatten.
✓ Tragbares Fasenwerkzeug – Vorteile
- Kann in jeder Position betrieben werden – über Kopf, vertikal, horizontal
- Bei kabellosen 18V-Modellen ist kein Netzstrom erforderlich.
- Schnelle Mobilisierung für Pipeline-Reparaturen und Feldarbeiten
- Geringere Investitionskosten als bei stationären Maschinen
⚠ Tragbares Fasenwerkzeug – Einschränkungen
- Geringere maximale Schnitttiefe als bei stationären Maschinen
- Die Batteriekapazität begrenzt dauerhafte Fahrten mit hohem Drehmoment.
- Die Bedienertechnik beeinflusst die Konsistenz auf gekrümmten Oberflächen
- Bitte beachten Sie, dass unser Heavy-Duty-Sortiment nicht für das Abschrägen von sehr dicken Blechen oder für besonders komplexe Verbindungen mit zusammengesetzten Kurven geeignet ist.
Standard-Fasenwinkel für die Schweißnahtvorbereitung: 30°, 37.5°, 45° und 60°
Der Schweißnahtwinkel einer bestimmten Verbindung wird durch die für den jeweiligen Auftrag geltende Schweißnorm festgelegt und darf niemals dem Ermessen des einzelnen Schweißbetriebs überlassen werden. Verbindungen, bei denen der falsche Winkel verwendet oder die zulässige Toleranz überschritten wurde, sind inakzeptabel und müssen nachgebessert werden.
Nachfolgend finden Sie eine Zusammenfassung der vorqualifizierten Nutwinkel für die gängigsten Verbindungsarten unter AWS D1.1 Konstruktionsschweißnorm — Stahl, anwendbar auf nicht-rohrförmige Verbindungen.
| Abschrägungswinkel | Rillentyp | Prozess | AWS D1.1 Gelenke | Typische Verwendung |
|---|---|---|---|---|
| 45 °C. | Einfache V-Nut, abgeschrägte Nut, J-Nut, U-Nut (CJP) | SMAW (Stock) | B-U2a, B-U4a, B-U8, B-U6 | Baustahl, Brücken, Druckbehälter |
| 30 °C. | Schrägnut, J-Nut (CJP) | GMAW / FCAW | B-U4a-GF, B-U8-GF | Blechbearbeitung, leichte Konstruktionsfertigung, Drahtvorschub |
| 60 °C. | Single-V CJP (hinterhobelt), abgeschrägte PJP | SMAW / SAW | B-U2, BC-P2 | Dickblech, Unterpulverschweißen |
| 37.5 °C. | Rohrförmige T-, Y- und K-Verbindungen (CJP, Detail B) | SMAW | AWS D1.1 Tabelle 3.6 | Offshore-Strukturen, Rohrfachwerke, Jacket-Rahmen |
⚙ Technischer Hinweis — AWS D1.1 Toleranzen für Nutwinkel
In der obigen Tabelle der zulässigen Nutwinkel gemäß AWS D1.1 (Abbildungen 3.3 und 3.4 in den Tabellen der Verbindungstypen für CJP bzw. PJP) sehen wir, dass die zulässige Toleranz für den Nutwinkel beträgt +10°, −0° wie detailliert und +10°, −5° bei der AnpassungEine Fase mit einer negativen Abweichung von auch nur 6° vom Sollwinkel gilt bei der Passprüfung als nicht normkonform. Manuelles Schleifen – das typischerweise Winkelabweichungen von ±5° bis 8° verursacht – erreicht oder überschreitet den Grenzwert von −5° für negative Abweichungen bei der Passprüfung. Daher stellt das Anfasen mit einem Winkelschleifer ein Risiko für die Einhaltung der Normen bei allen tragenden oder druckführenden Schweißnähten gemäß AWS D1.1 dar.
Eine vollständige Übersicht über die Normen für Fasenwinkel in verschiedenen Normen und Rohrformaten finden Sie im Leitfaden zu Abschrägen und Fasen und die engagierten Fasenstandards Artikel.
Anfaswerkzeug vs. Winkelschleifer: Der Leistungsunterschied bei der Schweißnahtvorbereitung
Die meisten Betriebe verwenden einen Winkelschleifer zur Arbeitsvorbereitung, da er ein sehr leicht zugängliches Werkzeug ist, alle Verbindungsarten und Geometrien bewältigt und keine spezielle Einrichtung erfordert – diese Wahl sollte jedoch nur für kleine und nicht normkonforme Aufträge getroffen werden. Bei allen anderen Szenarien, die 15 oder mehr Fasen pro Schicht erfordern, oder bei Verbindungen, die einer Schweißanweisung (WPS) unterliegen, ist der Effizienzunterschied zwischen Winkelschleifern und professionellen Fasenschneidanlagen immens, wenn man Geschwindigkeit, Genauigkeit, die Gesundheit des Bedieners oder die Einhaltung der Normen betrachtet.
Auf der ConFab (El Dorado, KS) verzeichneten die Verarbeiter eine Reduzierung der Zeit pro Fasenbearbeitung von 45–90 Sekunden bei Verwendung von Schleifscheiben auf 7–10 Sekunden mit einem speziellen Fasenwerkzeug. 80–90% Reduzierung der Zykluszeit für die gleiche 4 cm Schnittgeometrie. Neben dem Durchsatz ergeben sich beim Winkelschleifen drei Risikodimensionen, die durch spezielle Werkzeuge eliminiert werden:
| Abmessungen | Winkelschleifer | Spezielles Fasenwerkzeug |
|---|---|---|
| Winkelgenauigkeit | ±5°–8° (bedienerabhängig) | ±0.5° (maschinell gesteuert) |
| Oberflächengüte | Grobschliff; Nachschliff erforderlich | Schweißfertig in einem Arbeitsgang |
| Vibrationsrisiko (HAVS) | 3.5–6.0 m/s² A(8); UK HSE EAV nach ca. 1 Stunde/Tag überschritten | Geringe Vibration; Antivibrationssysteme serienmäßig |
| Staubbelastung | Erzeugt feinen, lungengängigen Quarzstaub | Späne fallen zu Boden; minimale Feinstaubbelastung. |
| Code-Konformität | Hohes Ablehnungsrisiko — −5° AWS D1.1 Passungsgrenze | Eingebaute Einhaltung des vorgegebenen Winkels |
| Zykluszeit (15 Gelenke/Schicht) | ~22–35 Minuten Mahldauer + Prüfzeit | ~3–5 min (80–90 % schneller) |
Wann man ein spezielles Fasenwerkzeug verwenden sollte – Entscheidungshilfe
- IF Tägliches Fasenvolumen ≥15 Verbindungen UND Einhaltung der Schweißnorm erforderlich → spezielles Fasenwerkzeug
- IF Das Material ist Aluminium oder Edelstahl → stets dediziertes Werkzeug (Verunreinigungen durch Schleifspäne sind nicht verhandelbar)
- IF Für Ihren Standort gelten HAVS- oder Quarzstaubvorschriften → spezielles Fasenwerkzeug
- IF gelegentliche Reparaturen (≤5 Verbindungen/Woche) UND nicht vorschriftsmäßige Arbeiten an der tragenden Struktur → Winkelschleifer zulässig
„Mit Schleifscheiben dauert es einfach zu lange, um ein gutes Ergebnis zu erzielen. Jetzt fertige ich eine Fase oder einen Radius in einem Arbeitsgang an, ohne Nachbearbeitung. Die Späne fallen direkt zu Boden – kein Staub, kein Risiko für Hand-Arm-Vibrationssyndrom.“
Für eine vollständige Behandlung von Vorbereitung der Schweißnaht Toleranzen und Passungsnormen finden Sie im entsprechenden Leitfaden.
Die vollständigen Maschinenspezifikationen finden Sie hier. Anfasmaschine Bereich von RESIZE.
Kompatibilität beim Metallfasen: Stahl, Edelstahl, Aluminium und PVC

Die Schneidleistung eines Fasenwerkzeugs ändert sich mit dem Werkstückmaterial. Schneidplattentyp, Spindeldrehzahl und Vorschubgeschwindigkeit müssen auf die Härte, Wärmeleitfähigkeit und das Spanbildungsverhalten des Materials abgestimmt sein.
Die Bearbeitung von Aluminium mit einer Stahlkonfiguration oder die Bearbeitung von Edelstahl mit Drehzahleinstellungen für Baustahl führt zu Geometriefehlern, verkürzter Standzeit der Wendeschneidplatten und in einigen Fällen zu schweißbeeinträchtigenden Oberflächenverunreinigungen.
| Material | Typ einfügen | Gemeinsame Herausforderung | Lösung |
|---|---|---|---|
| Baustahl | Standard-Hartmetall-Wendeschneidplattenfräser | Verschleiß bei hochsiliziumhaltigen Sorten | Hochwertiges Hartmetall; alle 4–8 Stunden prüfen. |
| Edelstahl | Beschichtetes Hartmetall (TiAlN) | Kaltverfestigung bei niedriger Vorschubgeschwindigkeit | Niedrige Drehzahl, hoher Vorschub; nicht verweilen |
| Aluminium | Poliertes, beschichtetes Hartmetall | Aufbaukante (BUE) – Spanhaftung | Polierte Schneiden + höherer Vorschub + Schneidflüssigkeit |
| Kupfer | Scharfes, unbeschichtetes Hartmetall | Bildung von klebrigen Chips, Verschmieren | Hoher positiver Spanwinkel; Beschichtungen vermeiden |
| PVC-Rohre / Kunststoffe und Verbundwerkstoffe | Spezieller Polymereinsatz | Schmelzen bei hoher Drehzahl; Gratbildung am Rand | Drehzahl reduzieren, in einen niedrigeren Drehzahlbereich wechseln; scharfer Einsatz unerlässlich |
⚙ Technischer Hinweis – Aluminium-Aufbaukante (BUE)
Beim Anfasen von Aluminium mit Standard-Hartmetalleinsätzen kommt es zur Mikroverschweißung von Aluminium an der Schneidkante – ein Phänomen, das als Aufbauschneidenbildung (BUE) bezeichnet wird. Das anhaftende Material verändert die effektive Schnittgeometrie, was zu einem falschen Fasenwinkel und einer rauen, verschmierten Oberflächenbeschaffenheit führt.
Abhilfe: Polierte, beschichtete Hartmetall-Wendeschneidplatten für die Bearbeitung von Nichteisenmetallen, die mit höheren Vorschubgeschwindigkeiten betrieben werden, um Späne vor dem Verkleben abzuführen, und mit einem dünnen Kühlschmierstofffilm an der Schneidkante versehen werden. Die Verwendung eines Winkelschleifers zur Schweißnahtvorbereitung von Aluminium verschärft dieses Problem zusätzlich – Schleiffunken betten Eisenpartikel in die Aluminiumoberfläche ein, die während des Schmelzprozesses zu Porenbildung in der Schweißnaht führen.
Industrielle Anwendungen: Wo Anfaswerkzeuge unverzichtbar sind

Anfaswerkzeuge kommen in allen Branchen zum Einsatz, in denen Metalle unter dauerhafter Belastung verbunden werden – aber in vier Branchen im Besonderen ist die korrekte Fasenvorbereitung eine gesetzliche Vorschrift und keine Frage der Qualität.
Eine nicht normgerechte Fase bedeutet in diesen Umgebungen Schweißnahtablehnung, strukturelle Abweichungen und in druckführenden Systemen die Gefahr eines katastrophalen Versagens.
Öl & Gas — Pipeline
Normen: API 1104 (Transportleitungen), ASME B31.3 (Prozessleitungen). Für die vollständige Wurzeldurchdringung sind abgeschrägte Rohrenden bei Feldverbindungen erforderlich.
Bei einer Winkelabweichung außerhalb der Toleranz ist ein Ausschneiden und Nachschweißen auf Kosten der Kosten erforderlich.
Schiffbau & Offshore
Normen: EN 1090 (Europa), AS/NZS 2980 (Australien). Die Abschrägung der Rumpfplatten an Strukturbauteilen bestimmt die Dauerfestigkeit unter dynamischer Wellenbelastung.
Die Genauigkeit der Fasenbearbeitung entscheidet über Bestehen/Nichtbestehen der Klassifizierungsprüfung.
Stahlbau
Norm: AWS D1.1. Momentenverbindungen in seismischen Gebieten erfordern geprüfte CJP-Nutschweißungen mit präziser Fasengeometrie, die durch eine unabhängige Inspektion anhand einer genehmigten Schweißanweisung bestätigt wurde.
Luft- und Raumfahrt und industrielle Fertigung
Standard: AWS D1.2 (Aluminiumkonstruktionen), herstellerspezifische Codes. Die Schweißnahtvorbereitung für Titan und Aluminium erfordert kontaminationsfreie Fasen. Spezielle Werkzeuge eliminieren das Risiko von Eisenpartikelverunreinigungen durch Schleifscheiben aus Kohlenstoffstahl.
Praxisbeispiel – Reparatur einer Pipeline in Beaumont, Texas
Bei Arbeiten an einer 6-Zoll-Rohrleitung aus Kohlenstoffstahl (Schedule 40) in der Nähe von Beaumont, Texas, wo kein Stromanschluss vorhanden war, konnte ein zweiköpfiges Wartungsteam mithilfe eines 18-V-Akku-Rohranfasgeräts mit einem leistungsstarken Akku zwölf Verbindungen in nur 38 Minuten fertigstellen – anstatt der geschätzten zweieinhalb Stunden mit einem manuellen Winkelschleifer.
Der Auftragnehmer konnte die API 1104-Inspektionen beim ersten Versuch bestehen, ohne dass Kosten in Höhe von 4,200 US-Dollar für die Fernsteuerung eines Dieselgenerators anfielen.
Für verwandte Anwendungen im Bereich der Metallbearbeitung siehe RESIZE. PlasmaschneidmaschinenDie vollständigen Spezifikationen zum Rohrdurchmesser finden Sie auf der RESIZE Fräs- und Fasenmaschine Produktseite.
So wählen Sie das richtige Fasenwerkzeug: Die 5-Faktoren-Auswahlmatrix

Die Wahl des richtigen Werkzeugs für Ihr Projekt oder Ihre Baustelle ist keine Budgetfrage – die allein aufgrund des Preises gewählte falsche Maschine verursacht Betriebsprobleme, die durch Nacharbeiten und Verzögerungen weitaus höhere Kosten verursachen. Dieses Präzisionsschneidwerkzeug muss auf Ihr Material, das Fugenvolumen, die Winkelvorgaben und die gesetzlichen Bestimmungen abgestimmt sein. Hier ist eine Fünf-Faktoren-Matrix, die Sie vor jeder Investitionsentscheidung, Mietvertragserstellung oder Projektzusage berücksichtigen sollten:
| # | Faktor | Anforderungen | Software Empfehlungen |
|---|---|---|---|
| 1 | Werkstückmaterial | Edelstahl oder Aluminium | Spezielles Werkzeug zwingend erforderlich – Verunreinigungen durch Schleifmaschinen sind bei diesen Materialien inakzeptabel. |
| 2 | Materialstärke | 0–12 mm → Handgerät; 12–35 mm → tragbares Gerät; >35 mm → stationäres Gerät | Die Schnitttiefe sollte der Materialstärke angepasst werden; der RESIZE-Bereich deckt Tiefen von 0–25 mm ab. |
| 3 | Portabilitätsanforderung | Feldarbeit oder kein Stromnetz | Akkubetriebene 18-V- oder pneumatische Geräte; vermeiden Sie kabelgebundene Geräte für Arbeiten an abgelegenen Rohrleitungen oder Wartungsarbeiten. |
| 4 | Stromquelle | Werkstatt → elektrisch (2.8 kW); Fernbedienung → kabellos 18 V / pneumatisch / hydraulisch | Elektrisch für die kontinuierliche Produktion; hydraulisch für Unterwasser- oder Gefahrenbereiche |
| 5 | Tägliches Produktionsvolumen | ≤ 5/Woche → manuell; ≥ 10/Tag → motorbetrieben; ≥ 50/Tag → automatisiert/CNC | Bei mehr als 10 Verbindungen pro Tag amortisiert sich ein motorbetriebenes Fasenwerkzeug in der Regel innerhalb von weniger als 6 Monaten bei üblichen Lohnkosten für die Fertigung. |
Die vollständige RESIZE-Produktpalette, abgebildet anhand aller fünf Faktoren – von tragbaren Akku-Geräten bis hin zu stationären Hochleistungsmaschinen, die jeweils als komplettes Werkzeugset mit Einsätzen und Zubehör geliefert werden – finden Sie unter RESIZE-Fasenwerkzeug-Sortiment.
Häufige Fehler beim Fasen und wie man sie vermeidet

In Fertigungsbetrieben – unabhängig von ihrer Größe – lässt sich der Großteil der Kosten für Schweißnacharbeiten auf Fehler zurückführen, die nicht im eigentlichen Schweißprozess, sondern in der Nahtvorbereitung vor dem Schweißen begründet liegen. Mindestens fünf Kategorien von Fasenfehlern verursachen den Großteil der Nacharbeitskosten.
Welche Fehler treten häufig beim Abschrägen auf?
Die fünf kostspieligsten Schweißfehler beim Fasenschweißen sind: die Verwendung eines Fasenwinkels außerhalb des zulässigen Bereichs gemäß Norm – meist verursacht durch manuelles Schleifen ohne mechanische Führung; ein durch unterschiedliche Wurzelflächenbreiten entlang des Rohrumfangs „veränderter“ Fasenwinkel, wodurch unterschiedliche Wurzelöffnungen entstehen; das Nichtentfernen von Graten nach dem Fasen, wodurch diese als Einschlüsse in das Schmelzbad gelangen; die Verwendung eines Winkelschleifers bei einer normgerechten Schweißnaht mit vorgeschriebenen Stumpfnähten, wobei eine Abweichung von 5 bis 8 Grad vom Soll-Fasenwinkel die AWS D1.1-Vorgabe von 5 Grad überschreitet; und schließlich die Verwendung einer Kohlenstoffstahlscheibe zum Schleifen von Edelstahl oder Aluminium, wodurch Stahlpartikel eingebettet werden, die anschließend zu einer mit bloßem Auge nicht sichtbaren, aber mittels Röntgen- oder Ultraschallprüfung erkennbaren Unterflächenporosität führen. In diesem Fall bleibt nur noch das Ausschleifen der gesamten Verbindung und eine erneute Schweißung.
⚠ Fehler Nr. 1 – Falscher Fasenwinkel
Folge: Vollständiges Verschmelzungsversagen von der Wurzel bis zur Außenfläche. Probeschweißen, dann entfernen und neu verschweißen.
Vorbeugende Maßnahmen: Stellen Sie sicher, dass eine spezielle Fasenschneidmaschine verwendet wird, die den WPS-Winkel erzeugen kann. Überprüfen Sie den Winkel vor Produktionsbeginn mit einem Fasenwinkelmesser.
⚠ Fehler Nr. 2 – Uneinheitliche Wurzelflächenbreite
Folge: ungleichmäßige Wurzelöffnungen, umlaufende ungleichmäßige Wurzelpassageporosität und mangelnde Verschmelzung (bei 3:00, 9:00)
Vorbeugende Maßnahme: Vor dem Abklemmen eines Rohres dessen Rundheit prüfen. Die Wurzelfläche an vier Positionen (12, 3, 6, 9) prüfen. Gemäß ASME B31.3 ist eine maximale Abweichung der Rohrrundheit von bis zu 1/32 Zoll entlang des Umfangs zulässig.
⚠ Fehler Nr. 3 – Auslassen des Entgratens
Folge: Beim Anfasen entstehende Metallgrate gelangen in das Schmelzbad. Dies führt zu einem Fehler bei der Volumenprüfung aufgrund definierter metallischer Einschlüsse.
Vor dem Schweißen vorbereiten und die Kante anfasen oder entgraten. Dies dauert weniger als 30 Sekunden pro Schweißnaht und verringert das Risiko von Einschlüssen im Röntgenbild erheblich.
⚠ Fehler Nr. 4 – Verwendung eines Winkelschleifers bei vorschriftsmäßigen Schweißnähten
Auswirkung: Abweichungen von 5 bis 8 beim Handschliff überschreiten die in den AWS D1.1-Standards festgelegte Passungstoleranz.5. Die Verbindung muss korrigiert oder die Schweißanweisung neu qualifiziert werden.
Vorbeugung: Jede Nutnaht nach AWS D1.1, ASME oder API erfordert ein spezielles Schweißverfahren – den Einsatz einer automatischen Fasenschneidanlage. Schleifmaschinen dürfen nur zum Entfernen von Heftpunkten und für Arbeiten verwendet werden, die keine normgerechte Reparatur darstellen.
⚠ Fehler Nr. 5 – Kreuzkontamination auf Edelstahl oder Aluminium
Wirkung: Eisenpartikel aus der Stahlscheibe dringen in mikrogeschweißte Ablagerungen auf der Edelstahloberfläche ein und führen bei Belastung zu Schweißnahtkorrosion/Lochfraß und Porosität.
Verwenden Sie keine Trennscheibe, die bereits auf Kohlenstoffstahl geschliffen wurde, für die Vorbereitung von Edelstahl oder Aluminium. Es gibt Wendeschneidplatten für Nichteisenmetalle. Trennen Sie die Arbeitsbereiche für Kohlenstoffstahl und Edelstahl in Ihrer Werkstatt.
Fallbeispiel: Houston Structural Fabrication – Ablehnung bei der zerstörungsfreien Prüfung
Ein in Houston ansässiger Stahlbaubetrieb, der Erfahrung mit routinemäßigen Ultraschallprüfungen auf Porosität hat, stellte fest, dass 14 Prozent aller fertiggestellten Schweißnähte diese oberflächennahe Fehlstelle aufwiesen. Ursache waren sieben nicht spezifikationsgemäße Fasen, die durch das Anschleifen von 45°-Nuten mit einem Winkelschleifer entstanden waren. Alle so hergestellten und nach AWS D1.1 geprüften Verbindungen wurden vom externen Prüfer des Betriebs zurückgewiesen. Dies erforderte Nachbearbeitung und erneute Prüfung von 23 Verbindungen und verursachte Nacharbeitskosten von 18,000 US-Dollar. Bei allen zurückgewiesenen Verbindungen stellte sich heraus, dass die Fasen mit einem Handschleifer angefertigt worden waren.
Dementsprechend wurde das Verfahren des Unternehmens überarbeitet und sieht nun vor, dass alle Vorbereitungen für Nutenschweißungen bei normgerechten Projekten mit zugelassenen Fasenmaschinen durchgeführt werden müssen.
Tragbare und kabellose Fasenwerkzeuge: Branchenausblick 2026

Der Markt für Fasenwerkzeuge befindet sich heute in einem Strukturwandel hin zu kabellosen, akkubetriebenen Plattformen – angetrieben durch die Mobilitätsanforderungen auf Baustellen, die Verschärfung der HAVS-Vorschriften in Europa und Nordamerika sowie die branchenübergreifende Einführung professioneller 18-V-Akkusysteme, die heute alles von Bohrmaschinen bis hin zu Fasenmaschinen auf derselben Plattform mit Strom versorgen.
+ 457%
Jährliche Suchnachfrage nach tragbaren Fasenmaschinen (2025)
+ 42%
Wachstum der Suchnachfrage nach Blechfasenmaschinen im Jahresvergleich (2025)
$ 150M
Marktgröße für tragbare Anfasmaschinen 2025; Prognose: 220 Mio. USD bis 2034 (Verified Market Reports)
4.5%
CAGR des Marktes für tragbare Anfasmaschinen 2026–2034
Der Akku-Sektor treibt derzeit Produktinnovationen im Bereich professioneller Elektrowerkzeuge voran. Neue Akku-Fasenschneidmaschinen wurden mit eigenen Akku-Plattformen von Bosch (PROFACTOR), Fein (AMPShare 18V) und Metabo eingeführt, da die Nutzung neuer Akku-Maschinen in der professionellen Fertigungsindustrie weiterhin jährlich um 15 % zunimmt. Gleichzeitig wird der Markt für alle geraden Fasenschneidmaschinen (einschließlich kabelgebundener und stationärer Geräte) mit einer durchschnittlichen jährlichen Wachstumsrate (CAGR) von 6.5 % weiter wachsen und bis 2033 ein Volumen von rund 2.4 Milliarden Einheiten erreichen.
Auch der regulatorische Druck beschleunigt diesen Wandel: Die britischen HSE-Richtlinien zu Hand-Arm-Vibrationssyndromen (HAVS) legen fest, dass Rotationsschleifmaschinen bereits nach etwa einer Stunde täglicher Exposition den Expositionsauslösewert (EAV) von 2.5 m/s² A(8) erreichen, was ein Eingreifen des Arbeitgebers erforderlich macht. Im Vergleich dazu bleiben akkubetriebene Fasenschleifmaschinen mit integrierter Antivibrationstechnologie bei normalem Gebrauch weit unter diesem Wert.
Handlungsempfehlung für 2026: Fertigungsbetriebe, die 10 oder mehr Fasenverbindungen pro Schicht bearbeiten, sollten kabellose 18-V- oder elektrische Fasenschneidmaschinen als direkten Ersatz für Winkelschleifer-basierte Schweißnahtvorbereitungs-Workflows in Betracht ziehen. Die aktuellen Gerätepreise beziehen sich auf die Zeit vor der Plattformkonsolidierung – der gesamte Markt wächst mit einer durchschnittlichen jährlichen Wachstumsrate (CAGR) von 6.5 %, wobei Preissteigerungen prognostiziert werden, da große Akkuplattformen bis 2027 Spezialwerkzeugkategorien übernehmen werden. Informationen zu aktuellen Maschinenoptionen und Preisen finden Sie unter [Link einfügen]. RESIZE-Fasenwerkzeug-Sortiment.
Häufig gestellte Fragen – Antworten zu Fasenwerkzeugen
Wie sieht eine abgeschrägte Kante aus?
Was ist eine abgeschrägte Kante?
Eine abgeschrägte Kante ist eine schräge oder abgewinkelte Fläche am Ende eines Metallstücks, die üblicherweise verwendet wird, um eine deutlich sichtbare, abgewinkelte Fläche zu erzeugen. Dies steht im Gegensatz zu einem rechtwinkligen, flachen 90-Grad-Schnitt. Üblicherweise beträgt dieser Winkel 30, 45 oder 60 Grad.
Bei Rohrenden, die miteinander verschweißt werden sollen, weisen beide Rohrenden übereinstimmende abgeschrägte Winkel auf, die sich bei der Passung zu einer V-Nut verbinden.
Worin besteht der Unterschied zwischen Abschrägen und Fasen?
Worin besteht der Unterschied zwischen Abschrägen und Fasen?
Eine Fase ist ein deutlich tieferer Schnitt in eine flächige Oberfläche, der die tiefe V-Form an der Innen- oder Außenkante für vollständiges Durchschweißen erzeugt. Im Vergleich zu einer Anfasung erfordert die Fase aufgrund ihrer Winkeltiefe einen erheblichen Materialabtrag. Fasenschneidmaschinen bieten die Wahl zwischen einem Fasenschneidkopf und einem Anfaskopf. Viele moderne Fasenschneidmaschinen verfügen über austauschbare Köpfe, sodass in einer Werkstatt dasselbe Werkzeug für beide Arbeitsgänge verwendet werden kann.
Einen vollständigen technischen Vergleich finden Sie im Leitfaden zu Abschrägen und Fasen.
Kann ein Fasenwerkzeug auch zum Entgraten verwendet werden?
Kann eine Fasenmaschine auch anfasen oder entgraten?
Ja, Fasenschneidmaschinen mit austauschbaren Kopfsystemen verfügen auch über Entgrat- und Anfas-Einsätze. So kann der Bediener ein Loch bohren, ein Rohrende schneiden oder eine ebene Fläche fräsen und das Ergebnis anschließend durch einfaches Austauschen des Kopfes entgraten – ein zusätzliches Werkzeug ist nicht erforderlich. In Kombination mit Ihrem Fasenschneidkopf vermeiden Sie dadurch die Anschaffung teurer Spezialmaschinen oder eines zweiten Werkzeugs, das Sie möglicherweise nur selten benötigen. Dies reduziert den Ausrüstungsbedarf in Ihrer Werkstatt und senkt somit Ihre Gesamtinvestition.
Welcher Fasenwinkel ist beim Schweißen üblich?
Welche Fasenwinkel sind bei Baustahl üblich?
Der gebräuchlichste vorqualifizierte Fasenwinkel für eine volldurchgeschweißte Verbindung an Stahl mittels SMAW beträgt 45° bei einseitiger V-, J-, U- und H-Naht nach AWS D1.1 für eine einfache CJP-Naht. Bei einer doppelten Fase an der V-Naht ergibt sich ein eingeschlossener Winkel von 90°. GMAW und FCAW verwenden eine 30°-Fase bei einseitiger CJP-Naht nach AWS D1.1; einen Mindestfugenwinkel von 37.5° bei kreisförmigen T-, Y- und K-Verbindungen nach AWS D1.1 Tabelle 3.6; eine 60°-Fase bei einseitiger CJP-Naht nach AWS D1.1 für dicke Bleche im SAW-Verfahren; und eine branchenübliche Fase von 45° für Baustahl, wenn keine Norm angegeben ist. Die zulässigen Toleranzen für den Fasenwinkel gemäß AWS D1.1 betragen +10 / 0 im Schweißzustand und +10 / 5 in der Baugruppe vor der zerstörungsfreien Prüfung; Abweichungen von mehr als diesem Toleranzbereich führen zum Nichtbestehen der Codeprüfung.
Wie lange ist die Lebensdauer von Hartmetall-Faseneinsätzen?
Wie viele Betriebsstunden kann ich mit einem Hartmetall-Wendeschneidplatteneinsatz erzielen?
Das ist die entscheidende Frage! Die typische Standzeit von Wendeschneidplatten hängt jedoch stark vom bearbeiteten Material und den individuellen Bearbeitungsparametern ab: Bei Kohlenstoffstahl und der richtigen Schnittgeschwindigkeit sind 4–8 Stunden pro Wendeschneidplatte zu erwarten; bei Stahl mit geringem oder keinem Kohlenstoffgehalt, der durch Kaltverfestigung gehärtet ist, 2–4 Stunden; bei Aluminium 8–12 Stunden mit polierten Wendeschneidplatten und korrekter Schmierung. Der Verschleiß der Hartmetallschneide zeigt sich dort, wo mehr Kraftaufwand nötig ist, die Oberflächenqualität nachlässt oder der Prüfwinkel (gemessen mit einem Winkelmesser) von der Sollgröße abweicht. Ein besonderer Vorteil von Hartmetallwerkzeugen an Schrägschneidmaschinen: Eine 4.0–4.50 mm Wendeschneidplatte kostet unbeschichtet ca. 4–8 US-Dollar, beschichtet hingegen 15–25 US-Dollar und mehr.
Im Vergleich zu den Kosten einer Nacharbeit sind die Einsparungen erheblich, wenn eine Schweißnahtprüfung aufgrund von Geometriefehlern durch verschlissene Einsätze, die nicht vor 2 Stunden ausgetauscht wurden, fehlschlägt.
Ähnliche Artikel
Referenzen & Quellen
- AWS D1.1 Konstruktionsschweißnorm — Stahl (Tier 1 – US-Regierungsarchiv für Rechtsangelegenheiten)
- Britische Arbeitsschutzbehörde: Leitfaden zu Hand-Arm-Vibrationen (Rang 1)
- OSHA-Standard für einatembaren kristallinen Siliziumdioxid (Rang 1)
- ASME B31.3 Prozessrohrleitungsnorm (Rang 2)
- API 1104: Schweißen von Rohrleitungen und zugehörigen Anlagen (Rang 2)
Über diesen Leitfaden: Dieser Artikel wurde vom RESIZE-Ingenieurteam erstellt, um Fachleuten in der Fertigungsindustrie bei der Auswahl der richtigen Anfaswerkzeuge und Schweißnahtvorbereitungsmethoden zu helfen. RESIZE bietet industrielle Fräs- und Anfasanlagen für Stahlkonstruktionen, Öl- und Gaspipelines sowie Werften an. Die hierin enthaltenen Anfaswinkel wurden aus öffentlich zugänglichen Versionen der AWS D1.1-Norm und den britischen HSE-Richtlinien zusammengestellt.
Bei druckführenden und anderen sicherheitskritischen Anwendungen sollten Sie stets die aktuellsten Ausgaben konsultieren.
Geprüft vom RESIZE Engineering Team – Hersteller von industriellen Fräs- und Fasenmaschinen für die Schiffbau-, Öl- und Gaspipeline- sowie Stahlbauindustrie.









{kind=link}
{kind=link}
{kind=link}
{kind=link}