
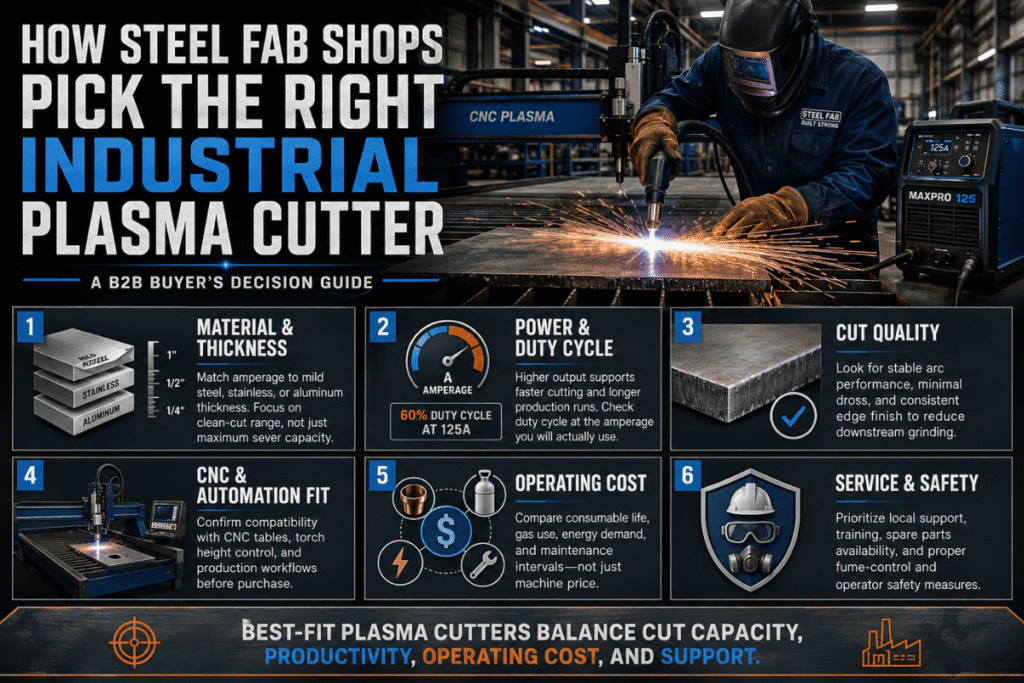
Una cortadora de plasma industrial es una compra muy diferente a la unidad de ³0 amperios que cuelga en el garaje de un aficionado. Para un taller de fabricación de acero con más de 200 horas de arco eléctrico al mes, la elección entre 65 A y 125 A, entre una mesa de 48 y 510, y entre el Proveedor A y el Proveedor B, determina los costos operativos durante cinco a siete años. Esta guía ofrece un marco de decisión para dicha compra, basado en cálculos de clases de amperaje, las normas de infraestructura OSHA 1910.252, un modelo de costo total de propiedad (TCO) a cinco años y una lista de verificación de proveedores B2B de 12 puntos.
Especificaciones rápidas: Cortadora de plasma industrial de un vistazo
| Rango de amperaje de producción B2B | 45 A – 200 A+ (la mayoría de los talleres de fabricación se ubican entre 65 A y 105 A) |
| Capacidad de corte de producción de acero dulce | Corte de producción de 1/2″ (45 A) a 2″ (125 A+) |
| Demanda de aire típica (clase 65 A) | 6–7 SCFM a 80–90 PSI, continuo, seco |
| Ventilación obligatoria | 2,000 cfm/soldador mínimo por OSHA 29 CFR 1910.252(c)(2)(ii) |
| Cape× (llave en mano de grado industrial) | Entre 15 y 200 dólares, dependiendo de la clase de amperaje y el tamaño de la mesa. |
| Vida útil del activo (estructura mecánica) | 10-20 años (los consumibles son piezas de desgaste, no la máquina). |
| Tamaño del mercado mundial (2025) | ~$811 millones de dólares estadounidenses, con un crecimiento anual compuesto del 5.9% por año. Perspectivas del mercado global |
¿Por qué las acerías necesitan un enfoque de compra diferente?

Un comprador industrial evalúa una cortadora de plasma con criterios distintos a los de un taller unipersonal. El ciclo de trabajo determina si la máquina aguanta la producción del martes. La rentabilidad de los consumibles decide si el coste por metro lineal hace que el trabajo sea rentable. El soporte del proveedor determina si un fallo de la antorcha el viernes por la tarde supone perder el fin de semana.
Las cinco dimensiones de compra que diferencian los sistemas de grado B2B de los sistemas de consumo con otra marca:
- El ciclo de trabajo se mide a la intensidad de producción, no a la intensidad máxima: un "ciclo de trabajo del 100 %" con una capacidad nominal de 50 A es inútil si se está cortando a 80 A.
- El plazo de entrega de las piezas (el mismo día frente a cuatro semanas) distingue a un proveedor B2B de una marca de consumo con otra denominación.
- Economía de costos de consumibles: costo de perforación nominal, vida útil del electrodo bajo su disciplina de amperaje real.
- Soporte del proveedor: tablas de corte publicadas, ingenieros de aplicaciones designados, capacitación in situ incluida.
- Documentación de cumplimiento: certificación UL/CE, datos de pruebas de emisión de humos, referencias a AWS/OSHA en el manual.
Si la propuesta del proveedor no aborda estas cinco dimensiones por escrito, estará negociando con un revendedor en lugar de un proveedor B2B. El resto de esta guía se centra en cómo verificar cada una de ellas antes de emitir la orden de compra, y cómo crear un perfil de producción, seleccionar el amperaje adecuado y elaborar una evaluación del proveedor que perdure tras el contacto con el personal de planta.
Primero, defina su perfil de producción.

Casi todas las compras de máquinas de plasma mal especificadas comienzan con la pregunta: "¿Cuál es el grosor máximo de placa que puede cortar?". Esa pregunta oculta cuatro preguntas más importantes. Antes de hablar con los proveedores, elabore un perfil de producción.
Hoja de trabajo del perfil de producción
- Grosor de corte diario promedio: el grosor real del 80% de su trabajo (en mm o pulgadas).
- El grosor máximo se encuentra en el percentil 90: ese grosor que se alcanza ocasionalmente, no la excepción que se da una vez al año.
- Composición del material en porcentajes: acero dulce, acero inoxidable, aluminio, otros materiales conductores.
- Horas mensuales de funcionamiento del arco: tiempo total de corte, no "horas de taller".
- El tamaño de la plancha más grande que manejes determinará el tamaño de la mesa de trabajo, no "la pieza más grande que quieras fabricar".
- Nivel de habilidad del operador (aprendiz/oficial/senior), ya que esto influye en la variación del consumo de consumibles.
¿Qué grosor máximo de acero puede cortar una cortadora de plasma de 60 amperios?
Un sistema de clase 60 amperios está clasificado para un corte de producción recomendado de 3/4″ (20 mm) de acero dulce, con una capacidad de corte de alrededor de 1-1/4″ (32 mm) y una capacidad de perforación de aproximadamente 1/2″ (12 mm). El acero inoxidable y el aluminio reducen esta capacidad en aproximadamente un 15-25 %. La misma máquina que corta de forma fiable acero dulce de 3/4″ se puede considerar como una máquina para acero inoxidable/aluminio de 5/8″. El número de especificación erróneo en la hoja de especificaciones es "espesor de corte"; este es el máximo que se puede cortar, no el espesor de las piezas que se pueden fabricar con una calidad de borde y una velocidad de avance adecuadas.
Selección de la clase de amperaje: La regla de la clase de potencia de 4 variables

La potencia nominal es el factor determinante en esta compra. El atajo de "comprar más de lo necesario por si acaso" es el error más costoso que puede cometer el propietario de un taller de fabricación, ya que un amperaje superior al 95 % de la capacidad nominal de la boquilla a largo plazo reduce drásticamente la vida útil de los consumibles. En su lugar, utilice la regla de las 4 variables.
- Clase de producción: lo que realmente requiere tu corte diario del percentil 80.
- Penetración máxima: lo que necesita un trabajo grueso del percentil 90 a alta velocidad.
- Ciclo de trabajo a amperaje de producción: ¿el sistema funciona al 100% con su número de clase diario?
- Economía de los consumibles: ¿a qué amperaje la vida útil del electrodo/boquilla se reduce drásticamente?
Elige la categoría más económica que cumpla con los cuatro requisitos, no la categoría más alta que te permita tu presupuesto.
| amperaje | Recorte de producción | Capacidad del servidor | Mejor ajuste |
|---|---|---|---|
| 45 A | 1/2 "(12 mm) | 7/8 "(22 mm) | Láminas, señalización, iluminación fa. |
| 65 A | 3/4 "(20 mm) | 1-1 / 4 "(32 mm) | General fabuloso, mezclado con el trabajo diario |
| 85 A | 1 ″ (25 mm) | 1-1 / 2 "(38 mm) | Fabricación pesada, placa estructural |
| 105 A | 1-1 / 4 "(32 mm) | 2 ″ (50 mm) | Líneas de producción industriales |
| 125 A | 1-3 / 4 "(45 mm) | 2-1 / 2 "(63 mm) | Industria pesada con múltiples turnos |
| 200 A + | 2"+ a velocidad de producción | 3″+ (75 mm+) | Astillero, vigas estructurales, torres eólicas |
Las guías del sector suelen recomendar las clases 65 A u 85 A para talleres cuyo trabajo diario se centra en el acero dulce de 1/4" a 3/4", lo que describe a la mayoría de los fabricantes de acero en general. Las clases 105 A y 125 A justifican su precio más elevado únicamente cuando se prevé una producción constante de chapa de 1" o más. Un análisis más técnico de la física y los subsistemas de los arcos eléctricos. Describe el razonamiento detrás de estos puntos de ruptura.
Comprar un sistema de 125 A para cortar placas de 1-3/4″ una vez al trimestre y luego usarlo a 65 A todos los días duplica el consumo de consumibles en comparación con las piezas que un sistema de 65 A habría cortado a un menor costo por pie. Adapte las especificaciones al trabajo diario, no a la excepción trimestral. Subcontrate el corte ocasional de placas gruesas o cambie a combustible puro.
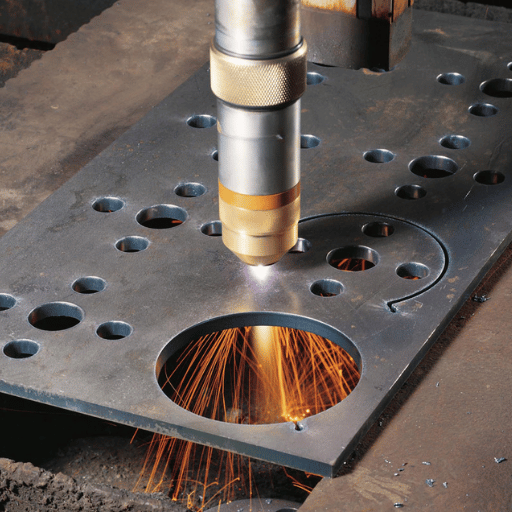
Capacidad de corte de material por tipo de metal

El plasma puede cortar todos los metales conductores de electricidad; sin embargo, la cifra de corte de producción que figura en la hoja de especificaciones se refiere al acero dulce. El acero inoxidable y el aluminio reducen esta cifra; el cobre y el latón la reducen aún más. Evaluación de agujeros cortados con plasma según FHWA-HRT-20-056 Cubre el comportamiento repetible del bisel y el borde en el acero estructural; la misma física reduce la capacidad de los materiales no ferrosos en la tabla siguiente.
| Material | Capacidad frente al acero dulce | Gas recomendado | Notas de borde/escoria |
|---|---|---|---|
| Acero dulce/al carbono | 100% (línea de base) | Aire comprimido u O₂ | Soldable tal como se corta para la mayoría de las aplicaciones. |
| Acero inoxidable | ≈85-90% | N₂/H₂ o aire | Ligera decoloración en la zona afectada por el calor; puede producirse pasivación en las partes críticas. |
| Aluminio (5xxx, 6xxx) | ≈75-85% | N₂/H₂ o aire | Escoria pegajosa en el borde inferior; se espera una etapa de limpieza. |
| Cobre / latón | ≈70% | N₂ o aire | Reflectante; ventana de trabajo estrecha |
Los cortes de plasma estándar producen un bisel de 1° a 4° respecto a la perpendicular, con un ancho de corte de aproximadamente 1.5 a 3 mm. El lado bueno (alejado de la dirección del remolino de gas) permanece por debajo de 2° durante la producción. Si la pieza se va a soldar a lo largo del borde cortado, programe el corte para que el lado bueno quede orientado hacia la junta de soldadura. Para trabajos con aluminio, prevea un paso posterior de desbaste o rectificado; planifique el flujo de trabajo en consecuencia. Gas, ajustes y espesor del aluminio para cortadora de plasma Describe en detalle los materiales consumibles utilizados en ese trabajo.
Tamaño de mesa y distribución de celdas para su taller.
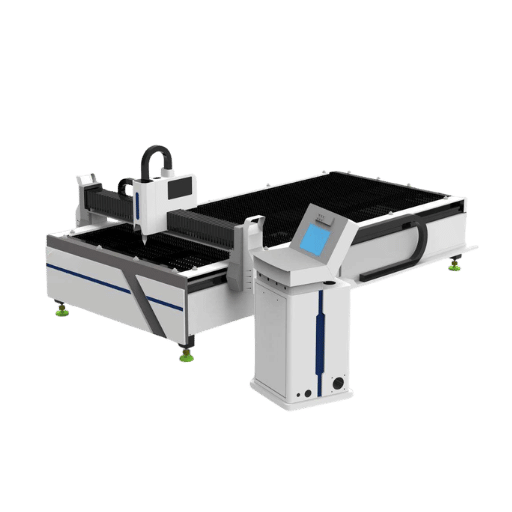
Las dimensiones de la mesa se determinan según el tamaño de la hoja, no de la pieza. Una mesa de 44 pies puede procesar media hoja de 48 pulgadas sin necesidad de volver a sujetarla; ideal para el corte, pero engorroso para el flujo de trabajo.
| Tabla | Ajuste de láminas | Huella del suelo | Ideal para |
|---|---|---|---|
| 4 × 4 pies | Media hoja, hojas en blanco para letreros | ~8×8 pies | Tienda pequeña, trabajo variado |
| 4 × 8 pies | Lámina completa de 4'×8' (1220×2440 mm) | ~8×14 pies | Referencia del sector: 80 % del trabajo de fabricación |
| 5 × 10 pies | Lámina de 5'×10', soportes grandes | ~10×16 pies | Taller de estructuras y fabricación pesada |
| 6×12 pies+ | Planchas de gran tamaño, bridas de vigas | ~12×18 pies+ | Astillero, torre de viento, estructura |
Debajo de las lamas existen dos opciones de subestructura. Una mesa de agua sumerge la pieza de trabajo, reduce los humos y el ruido, y disminuye la zona afectada por el calor; la norma es «agua, acero inoxidable y aluminio». Una mesa de extracción descendente extrae los humos a través de un armario con filtro; la norma es «acero dulce, en un taller limpio». Guía paso a paso para la selección de una mesa de plasma CNC industrial. Explica el cronograma para el reemplazo de las pizarras y los aspectos económicos del tratamiento del agua que las especificaciones por sí solas no revelan.
Deje al menos 4 metros de espacio de trabajo a cada lado de la mesa para la carga de láminas y un pasillo amplio para guiar la placa a través de la mesa. La instalación de aire comprimido y electricidad antes del diseño final es la forma más difícil de reconfigurar una celda de fabricación después de seis meses de producción.
Infraestructura aérea y eléctrica: lo que los compradores olvidan
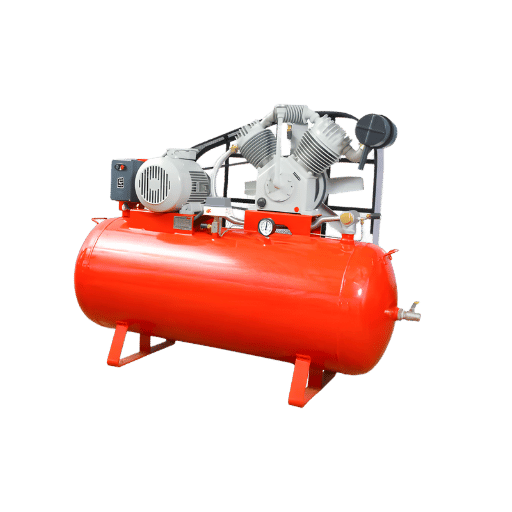
El aire comprimido es el componente más subestimado al seleccionar una cortadora de plasma. Los proveedores cotizan la cortadora; luego, el comprador descubre en tres semanas que el compresor y el secador costarán entre 15 000 y 30 000 dólares. Incluya las especificaciones del punto de uso en las especificaciones de su celda de fabricación, no en las de la garantía posterior a la venta.
| Clase de potencia | Demanda de aire | Compresor (continuo) | Servicio eléctrico |
|---|---|---|---|
| 45 A | ~5 SCFM a 80 PSI | 5 HP de una sola etapa mín. | 220 V monofásico / 30 A |
| 65 A | ~6–7 SCFM a 85 PSI | 7.5 HP de dos etapas | 220 V monofásico / 50 A o trifásico |
| 85 A | ~7–8 SCFM a 90 PSI | 10 HP de dos etapas | Trifásico 220 V / 480 V |
| 125 A + | Más de 10 SCFM a 90 PSI | 15–25 HP de dos etapas + receptor | Trifásico 480 V / 60+ A |
Los compresores con características nominales suelen ser engañosos. Un compresor monoetapa de 14 CFM con un ciclo de trabajo del 55% suministra 14 CFM para picos puntuales y luego se estabiliza al 65% del pico para un funcionamiento prolongado. El caudal de aire constante (CFM) en el regulador es lo que requiere el cortador de plasma; elija uno que proporcione potencia de salida continua, no el CFM máximo indicado en la placa. Combine un secador de refrigerante o desecante y un coalescedor con el compresor; la presencia de neblina de aceite y agua en el flujo de aire reduce a la mitad la vida útil de los consumibles. Cómo dimensionar un compresor de aire para una cortadora de plasma está recorriendo la ecuación del tanque receptor.
29 CFR 1910.252(c)(2)(ii) requiere ventilación mecánica a un mínimo de 2,000 pies cúbicos por minuto por soldador en talleres pequeños (menos de 10 000 pies cuadrados) donde la altura del techo sea inferior a 16 pies. Una celda de fabricación de cinco asientos necesita un mínimo de 10 000 cfm, un sistema de aire acondicionado de entre 20 000 y 40 000 dólares que la mayoría de los compradores de plasma pasan por alto al negociar las especificaciones en su presupuesto de compra. Y el corte por plasma... se incluye en la categoría de "corte" en la normativa de OSHA, mientras que la recolección de humos basada en procesos sigue estando respaldada por AWS Z49.1-2021 Seguridad en soldadura, corte y procesos afines.
Plasma vs. Láser vs. Oxicombustible: Cuando el plasma gana
No todos los trabajos de corte se realizan adecuadamente con plasma. Alrededor de los 6 mm de espesor de material, la situación cambia: por debajo de los 6 mm, el láser de fibra supera al plasma tanto en calidad de borde como en velocidad; de 6 mm a 50 mm en metales conductores (pegamento, chatarra y el dinero para realizar el trabajo), existe una clara competencia y el plasma gana en costo amortizado por pie y en inversión de capital; más allá de los 50 mm en acero al carbono, el oxicorte aún mantiene una posición dominante en cuanto a costo de corte, aunque la calidad del borde sigue siendo deficiente.
- Metales conductores de 6 a 50 mm: mejor precio por pie cuadrado.
- Instalaciones mixtas para el procesamiento de chapa metálica: aceros con bajo a alto contenido de carbono, aceros inoxidables y aluminio, sin procesamiento láser específico.
- Compradores sensibles al gasto de capital con presupuestos inferiores a 200 dólares.
- Entornos de producción que exigen una perforación rápida
- El láser de fibra de menos de 16 ga (~1.5 mm) es más limpio y rápido.
- Tolerancias más ajustadas que ±0.5° de bisel
- Materiales no conductores (plástico, vidrio, fibra de vidrio)
- Radios internos extremos / corte por plasma de agujeros más pequeños que el espesor de la placa
- ¿Cuál es el grado de material predominante? Menos de 6 mm con exigencia de bordes precisos en láser de fibra. Plasma conductivo de 6 a 50 mm. Acero al carbono de más de 50 mm con oxicorte.
- ¿Cuál es el tiempo máximo mensual de arcontes? Menos de 200 horas/mes en el juego de capex de recolección de plasma. Más de 200 horas/mes en el juego de láser de fibra liquidado a amortizado $/ft'.
- ¿Cuál es la proporción de materiales no metálicos? Mayor del 30% con una alta demanda de precisión en los bordes de los láseres de fibra. Menor del 30%, con mayor flexibilidad en el plasma.
Los hilos de Practical Machinist sobre la selección de herramientas de corte suelen recomendar el plasma superficial como la opción más rentable para trabajos de 6 mm o más; las situaciones en las que los propietarios de láseres de fibra se arrepienten de la compra suelen darse en talleres cuyo grosor real del material supera el punto óptimo del láser. Comparación directa entre corte por plasma y corte por láser con muestras de borde. Visualiza la disyuntiva.
¿Cuál es la mejor cortadora de plasma en relación calidad-precio?
La mejor opción depende de la aplicación, no de una clasificación única. Para un taller de fabricación general que corta acero dulce de 6 mm a 19 mm con 100 a 200 horas de arco eléctrico mensuales, un sistema de clase 85 A con una mesa de 48 pulgadas de cualquier fabricante industrial de primer nivel suele costar entre 20 000 y 45 000 dólares y se amortiza con una capacidad de entre 50 000 y 80 000 dólares. La respuesta incorrecta es la unidad de menor costo que "puede cortar 3,8 cm"; la capacidad de corte es un dato de marketing, no una capacidad de producción.
Coste total de propiedad: Más allá del precio de venta
El costo de capital de la propuesta es aproximadamente la mitad del precio total a cinco años. La otra mitad corresponde a consumibles, aire comprimido, energía eléctrica y tiempo de inactividad. Las mesas de plasma industriales tienen una vida útil de 10 a 20 años; los consumibles se reemplazan cada pocas horas de uso del arco.
Los cálculos de costos laborales que comparten los propietarios de talleres en foros de la comunidad de corte por plasma ofrecen una referencia fiable. Los profesionales del sector suelen presupuestar el trabajo con plasma en aproximadamente 0.33 $ por pulgada de corte + 0.15 $ por perforación + 1.67 $ por minuto de corte, incluyendo el costo por perforación el reemplazo del electrodo y la boquilla. Las calculadoras de costos publicadas en la industria sitúan el costo de perforación de acero dulce por debajo de 0.07 $ en un sistema industrial ligero. Los costos reales en los talleres varían entre estos valores, dependiendo de la experiencia del operario y la calidad del aire.
La mejor calidad de corte y la mayor vida útil de las piezas se suelen conseguir ajustando el amperaje al 95 % de la capacidad de la boquilla. Si el amperaje es demasiado bajo, el corte será deficiente. Si es demasiado alto, la vida útil de la boquilla se verá reducida.
— Guía sobre la vida útil de los consumibles del sector, resumida a partir del material de servicio técnico de los fabricantes de equipos originales (OEM) de primer nivel.
Los profesionales del sector suelen reportar más de 1,500 perforaciones con un electrodo de cobre+ al cortar placas de 6 mm (1/4") durante aproximadamente 3 horas de uso del soplete, una cifra significativamente superior al rango especificado de 600 a 1,500 perforaciones. Ajustar la altura de perforación a la altura de corte recomendada de 3,8 a 5 cm (1.5 a 2") y utilizar aire seco son las variables controlables que prolongan la vida útil de los consumibles entre dos y tres veces. Si bien estos factores no aparecen en la hoja de especificaciones, influyen decisivamente en el costo total de propiedad a cinco años.
Un esquema de costo total de propiedad (TCO) defendible a cinco años para un sistema de clase 85 A con un uso típico de taller de fabricación (200 horas/mes de arco encendido, 250 días/año):
- Amortización de gastos de capital: $30 llave en mano a 5 años = $6,000/año
- Materiales consumibles: ~$0.10 de promedio por perforación. ~200 perforaciones/día. 250 días = $5,000/año.
- Aire acondicionado (potencia del compresor + mantenimiento del secador) — ~$1,800/año
- Equipo eléctrico (plasma + auxiliares) — ~$2,200/año
- Mantenimiento programado más tiempo de inactividad: aproximadamente 1,500 dólares al año.
- Promedio del año 1 al año 5: ~$16,500/año ~$82,500 en cinco años
La inversión de capital representa aproximadamente el 36% del costo total a cinco años; los consumibles, el 30%; y el 34% restante corresponde a infraestructura y gastos operativos. El factor clave es la disciplina del operador (altura de perforación, calidad del aire, control de amperaje), más que la selección del proveedor.
Evaluación de proveedores B2B: Lista de verificación de 12 puntos para la solicitud de propuestas
No existe una lista de verificación estándar para proveedores de cortadoras de plasma B2B disponible públicamente. Esta sección aborda esta necesidad. Utilice los 12 puntos que se detallan a continuación como filtro para cada propuesta de proveedor; asigne a cada uno una ponderación del 1 al 5 y una prueba binaria (proporcionada o no proporcionada por escrito).
Lista de verificación de proveedores B2B de 12 puntos
- Ciclo de trabajo a la intensidad de corriente de producción: tabla publicada, no solo "60% a 100 A". Exija el ciclo de trabajo a la intensidad de corriente que realmente utilizará.
- Tabla de corte para sus tres materiales principales: velocidades, gas, matriz de consumibles por escrito para acero dulce + acero inoxidable + aluminio en sus espesores.
- Plazo de entrega de consumibles: ¿envío el mismo día o pedido en 4 semanas? Obtenga el acuerdo de nivel de servicio (SLA) por escrito.
- ¿Almacén de repuestos local o taller autorizado a menos de 4 horas del taller? Indique el nombre y la información de contacto.
- Certificación UL y/o CE: certificado de marca completa, no "componentes listados por UL". "La aseguradora lo exige".
- Documentación de cumplimiento: el manual hace referencias cruzadas a las normas OSHA 1910.252 y AWS Z49.1-2021 para obtener orientación sobre humos y trabajos en caliente.
- Se incluye la formación del operador, ya sea en las instalaciones del cliente o en la fábrica, con un número de horas especificado y la emisión de un certificado.
- Condiciones de la garantía: cobertura independiente para la fuente de alimentación, la antorcha y los consumibles; piezas y mano de obra, no solo piezas.
- Acceso de ingeniero de aplicaciones: un contacto designado que puede revisar sus archivos de piezas y recomendar parámetros de corte, no una cola telefónica gratuita.
- Referencias en su sector: tres instalaciones B2B en funcionamiento, de su tamaño y con una combinación de materiales similar, a las que pueda contactar.
- Ruta de intercambio/actualización: ¿qué sucede en el año 5 o 7 si se aumenta la clase de amperaje?
- Postura de ciberseguridad (controlador CNC): para sistemas conectados, política básica de contraseñas, canal de actualización de firmware, guía de segmentación de red.
Califique a cada proveedor de 0 a 60 (12 puntos, 5 de ponderación máxima). Una puntuación inferior a 40 en una compra de la clase de $50 000 indica que se debe renegociar la propuesta o descartar al proveedor. Entre los fabricantes de equipos originales industriales de nivel 1 y sus distribuidores autorizados, la mayoría obtiene una puntuación de 45 o más; la amplia variación radica en las líneas de consumibles, soporte y capacitación, no en la fuente de alimentación en sí. Las marcas de consumo remarcadas y los revendedores no autorizados suelen fallar en los puntos 3, 4, 7, 9 y 11: la infraestructura de soporte que no pueden replicar desde un almacén.
En caso de duda, canalice la solicitud de propuestas a través de un proveedor cuya línea de máquinas de corte por plasma industrial se combina con rotadores y posicionadores de soldadura. del mismo proveedor: la responsabilidad de un único proveedor simplifica drásticamente los puntos 4 y 9. Combinación de plasma con equipos de rotación y posicionamiento de soldadura En la fase final del proceso es donde la mayoría de las células de fabricación de acero destacan o fracasan en cuanto a su rendimiento.
Perspectivas del mercado de corte por plasma CNC para 2026
Si está considerando realizar una compra de capital en 2026 basándose en la narrativa de que "el láser de fibra reemplazará al plasma", los datos de mercado no justifican esperar. Varios analistas independientes coinciden en que el plasma está creciendo, no disminuyendo, en su segmento de metal conductor de 6 a 50 mm.
Según Global Market Insights, la industria de las máquinas de corte por plasma superó los 811.4 millones de dólares en 2025, con una tasa de crecimiento anual compuesta del 5.9 % hasta 2034. Mordor Intelligence Se prevé un crecimiento anual compuesto del 4.23%, con un mercado que alcanzará los 2.32 millones de dólares en 2031. Las diferentes metodologías de estimación explican la diferencia de tamaño; ambos analistas coinciden en la dirección.
Tres cambios tecnológicos marcarán las decisiones de compra en 2026:
- La tecnología de plasma X-Definition/HD está reduciendo la brecha en la calidad de los bordes con respecto al láser de fibra en acero dulce de espesor medio, manteniendo la rentabilidad por pie lineal del plasma por encima de los 6 mm.
- El IoT y el mantenimiento predictivo han pasado de ser sistemas de gama alta a sistemas de gama media: los controladores modernos informan sobre los ciclos de consumo, el voltaje del arco y la telemetría del ciclo de trabajo a las herramientas de mantenimiento de la planta.
- Ahora más pequeñas que nunca en la bola de fuego, las fresadoras de bisel automatizadas están pasando de la gama alta a la gama media para la fabricación de estructuras y recipientes a presión, donde el trabajo de biselado de 5 ejes requería oficialmente una máquina aparte.
Desde el punto de vista del momento oportuno: si la variación dentro del rango aceptable para 2026 está dominada por acero dulce de espesor medio, planifique utilizar un plasma de clase HD. Si el anuncio de ayer se centró más en chapa delgada que en espesor medio, cuantifique las cifras del láser de fibra y revise su teoría de inversión antes de volver al plasma. Prepárese para solicitar una auditoría del sistema de aire y ventilación incluso antes de que llegue la máquina de corte; el aire y la extracción que cumpla con las normas de OSHA son los dos puntos de control de la inversión en cada línea de plasma.
Preguntas frecuentes
P: ¿Qué amperaje de cortadora de plasma necesito para un taller de fabricación de acero?
Ver respuesta
P: ¿Cuánto duran los consumibles en una cortadora de plasma industrial?
Ver respuesta
P: ¿Cuál es el coste total de poseer una cortadora de plasma industrial durante 5 años?
Ver respuesta
P: ¿Cómo puedo verificar que un proveedor de cortadoras de plasma sea de grado B2B y no una marca de consumo con otra denominación?
Ver respuesta
P: ¿Qué tamaño de compresor de aire necesito para una cortadora de plasma industrial?
Ver respuesta
P: ¿Seguirá mereciendo la pena la tecnología de plasma industrial en 2026, teniendo en cuenta la bajada de precios de los láseres de fibra?
Ver respuesta
P: ¿Una cortadora de plasma industrial puede procesar acero inoxidable y aluminio, además de acero dulce?
Ver respuesta
Acerca de esta guía del comprador
Esta guía de compra de cortadoras de plasma industriales incluye datos para la toma de decisiones en talleres industriales, obtenidos a partir de (1) las normas de cumplimiento OSHA 1910.252 y AWS Z49.1-2021, (2) estudios de mercado realizados por Global Market Insights y Mordor Intelligence, y (3) los costos de taller reportados por usuarios finales de la industria en foros de discusión sobre corte por plasma. Se definen las categorías de capacidad y amperaje disponibles para máquinas de clase industrial; se deben seleccionar combinaciones específicas de máquina, funciones de herramientas múltiples y material para cada aplicación. Revisado por el equipo de ingeniería de Resizeweld en mayo de 2026.
Referencias y fuentes
- OSHA 29 CFR 1910.252 — Soldadura, corte y soldadura fuerte — Departamento de Trabajo de los Estados Unidos, Administración de Seguridad y Salud Ocupacional
- Índice de normas de OSHA sobre soldadura, corte y soldadura fuerte — Departamento de Trabajo de los Estados Unidos
- FHWA-HRT-20-056 — Evaluación de orificios fabricados mediante corte por arco de plasma — Administración Federal de Carreteras de EE. UU.
- Publicación especial 847 del NIST: Mecanizado de materiales avanzados — Instituto Nacional de Estándares y Tecnología de EE. UU.
- AWS Z49.1 — Seguridad en soldadura, corte y procesos afines — Sociedad Americana de Soldadura
- Referencia de la norma de seguridad para soldadura ANSI Z49.1-2021 — Instituto Nacional Estadounidense de Estándares
- Tamaño del mercado de máquinas de corte por plasma: informe de previsiones 2026-2035 — Perspectivas del mercado global
- Tamaño del mercado de máquinas de corte por plasma, cuota de mercado y tendencias de crecimiento hasta 2031 — Inteligencia de Mordor
Artículos Relacionados
- Cortadora de plasma CNC: cómo funciona, especificaciones y aplicaciones industriales. — el complemento técnico de esta guía del comprador
- Guía de selección de mesas de plasma CNC de grado industrial — subestructura de la mesa, listones, agua vs. tiro descendente
- Cómo dimensionar un compresor de aire para su cortadora de plasma — Cálculos del tanque receptor y selección de secadora
- Corte por plasma frente a corte por láser — Comparación de la calidad de corte, la velocidad y el costo por pie
- Cortadora de plasma para aluminio: guía sobre gases, ajustes y espesor. — manipulación de materiales no ferrosos
- Sistemas de posicionamiento de soldadura — Equipos de celdas de fabricación posteriores para combinar con el corte por plasma









{kind=link}
{kind=link}
{kind=link}
{kind=link}