
Una cortadora de plasma CNC es un proceso de corte térmico controlado numéricamente por computadora (CNC) que utiliza un chorro ionizado de gas-plasma a alta temperatura para cortar materiales metálicos conductores de electricidad con tolerancias finas, con mayor precisión que cualquier método manual. Para los talleres de fabricación que cortan permanentemente láminas de carbono, acero inoxidable, aluminio y otros materiales con un espesor de placa de hasta 2 pulgadas, sigue siendo el estándar de la industria: más rápida que el combustible oxídico, menos costosa que el láser de fibra para espesores de 6 a 50 mm y mucho más capaz de alimentar antorchas a las líneas de producción que las antorchas manuales. Esta guía explora el funcionamiento de una cortadora de plasma CNC, desde la física hasta las clases de amperaje encontradas ("hasta el tamaño de la mesa", como se suele decir), la capacidad del material, la infraestructura de aire y electricidad que los talleres a menudo pasan por alto, las aplicaciones industriales reales, una comparación honesta con el corte láser y el combustible oxídico, la economía de Bimosu que determina los costos operativos reales y las perspectivas del mercado hasta 2026.
Especificaciones rápidas: Cortadora de plasma CNC de un vistazo
| Temperatura del arco de plasma | ~25,000 °F (~14,000 °C) |
| Gama de clases de potencia | 45 A (fabricación ligera) – 200 A+ (industria pesada) |
| Capacidad de corte de acero dulce | 1/4″ (45 A) hasta 2″+ de separación (125 A+) |
| Ancho de corte típico | 1.5–3 mm dependiendo del amperaje y los consumibles |
| Bisel de borde (plasma estándar) | ±1–4° fuera de la perpendicular |
| Requisitos de aire (típico 65 A) | ~6–7 SCFM a 80–90 PSI continuo, seco |
| Materiales cortables | Acero dulce/al carbono, acero inoxidable, aluminio, cobre, latón: solo conductores. |
| Vida útil de los marcos industriales | 10-20 años (los consumibles son piezas de desgaste, no la máquina). |
¿Qué es una cortadora de plasma CNC y cómo corta realmente el metal?
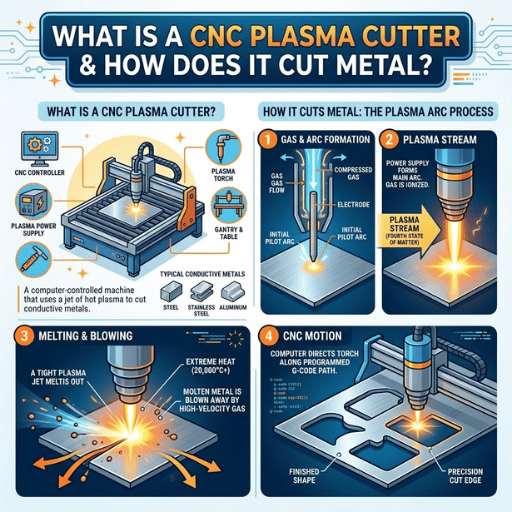
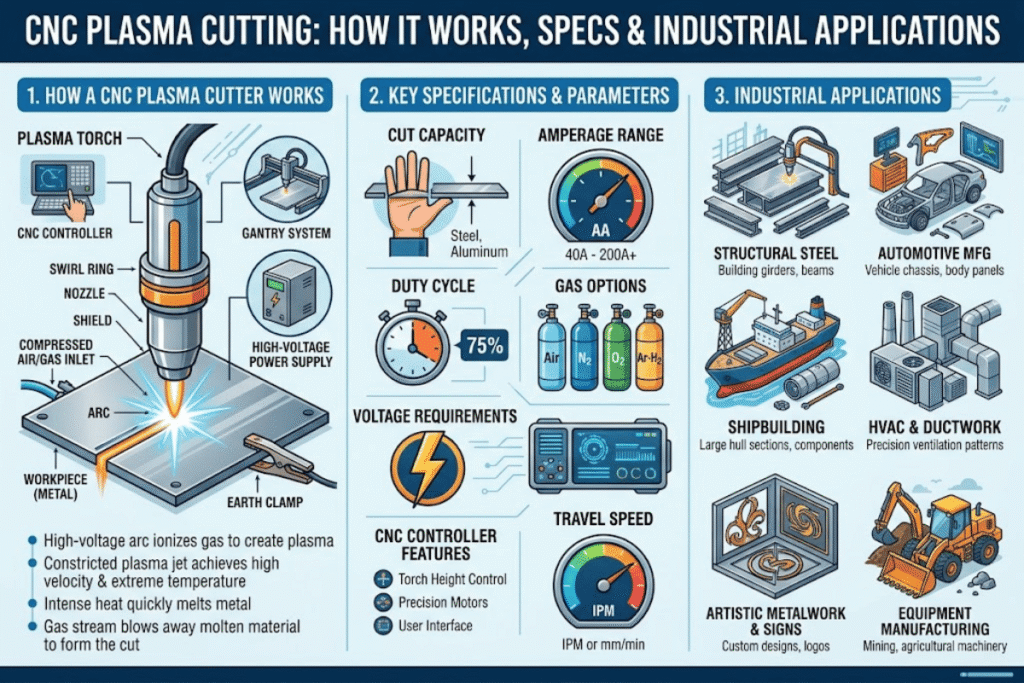
El método de corte por plasma de alta temperatura de MIG-MPP consiste en dirigir un chorro de gas ionizado (o plasma) a alta velocidad a través de una pieza de trabajo para cortar materiales metálicos conductores de electricidad. La sigla "MIG" en MIG-MPP proviene del hecho de que el proceso utiliza un arco activo para proteger el metal que se está cortando. Este arco activo se genera mediante un proceso de transferencia de arco entre una fuente de alimentación y lingotes de tungsteno. El proceso produce un corte muy preciso a velocidades mucho mayores que las que se pueden lograr manualmente.
¿Cómo funciona una cortadora de plasma CNC?
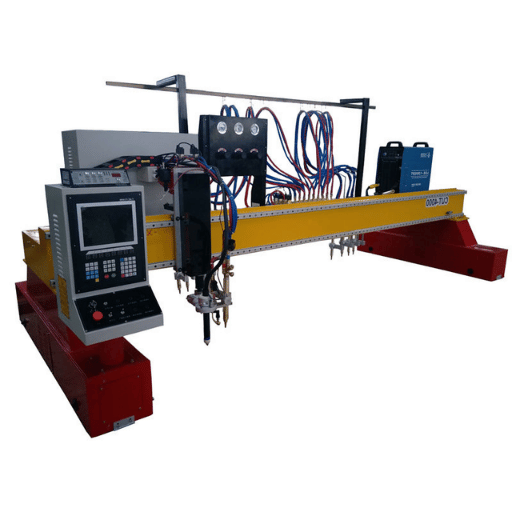
Una máquina de plasma típica consiste en una antorcha montada sobre un pórtico mecanizado con tres grados de libertad y movimiento específico. Un programa informático, escrito en código G a partir de un dibujo CAD y almacenado en un ordenador portátil, recibe comandos de la antorcha para mover el arco de plasma a lo largo de una trayectoria en el espacio. El término "CNC" permite identificar una máquina con un ordenador central de sobremesa como servidor de archivos, a diferencia de los diversos paquetes de control CNC propietarios, que pueden incluir una pantalla táctil para algunos modos de funcionamiento.
- La física inherente al proceso de soplete atraviesa una serie de etapas durante cada ciclo de corte:
- La ignición de alta frecuencia de un arco piloto entre el electrodo y el orificio de la antorcha impulsa una columna piloto de gas ionizado a través del orificio de procesamiento hacia la pieza de trabajo. Este arco piloto alcanza una temperatura promedio de aproximadamente 25 000 °Fahrenheit (14 000 °C), lo suficientemente alta como para producir rápidamente el cambio superficial exacto necesario para eliminar un corte relativamente estrecho.
- Cuando el arco toca el metal desnudo, la columna piloto se extingue. La columna principal entonces transfiere el arco desde el orificio a la pieza de trabajo; a partir de ese momento, el circuito del arco recorre el metal. Esta transferencia es lo que inicia el proceso de corte propiamente dicho.
- El arco funde la pieza a una velocidad definida, eliminando material de la placa. El horno de alta presión (~25 000 psi) tiende a expulsar la columna de metal fundido resultante por la parte inferior del corte, con una fuerza que depende de la interacción del amperaje, la velocidad de avance MIG milisegundo a milisegundo, la velocidad de desplazamiento de la antorcha milisegundo a milisegundo y otros factores. El equilibrio, conocido como «calidad del corte por gas», es fundamental para el control CNC de la forma del borde, pero el operador puede ajustarlo mediante la velocidad de la antorcha (así como el amperaje y el flujo de gas).
Durante el corte, la CNC lee la retroalimentación del codificador de la máquina de alta gama, ajusta la posición de la antorcha en X, Y y Z, y mantiene una trayectoria que se muestra en la pantalla, mientras que la altura de la antorcha se regula constantemente mediante el momento de transferencia del arco con un conjunto de controles independientes de cualquier pila de motores paso a paso. Las pérdidas de señal durante el corte pueden ser tan graves que la altura de la antorcha varía inevitablemente ½ pulgada hasta que el sistema "recupera" la placa. En producción, la tapa se mecaniza hasta que los bordes ofrecen tolerancias perpendiculares de 1 a 4 pulgadas, un nivel mucho más preciso que el que se puede lograr con una antorcha manual o que el que se puede repetir en una jornada laboral con un corte manual.
Los seis subsistemas dentro de un sistema completo de plasma CNC

Una cortadora de plasma CNC completa no es una sola máquina. Son seis subsistemas que deben funcionar simultáneamente, y saber qué hace cada uno facilita la lectura de la hoja de presupuesto y simplifica enormemente la planificación de una llamada de servicio.
- Dentro del gabinete se encuentra una fuente de alimentación que toma el suministro eléctrico del taller y lo convierte en un arco de CC controlado y cuidadosamente regulado (mediante el ciclo de trabajo; por ejemplo, un ciclo de trabajo del 60 por ciento equivale a seis minutos de tiempo de arco encendido por cada diez minutos, dedicándose el resto a la refrigeración).
- Montada en el pórtico, una antorcha de plasma mecanizada elimina la necesidad de intervención manual. Si bien las antorchas manuales pueden adaptarse a máquinas básicas, limitan considerablemente la repetibilidad. En la fabricación profesional se utiliza una antorcha diseñada específicamente para su instalación en máquinas, con una geometría de separación uniforme.
- El controlador CNC, ya sea una máquina industrial especializada (Fanuc, Allen-Bradley, Siemens) o un PC con sistema operativo Windows que actúa como servidor conectado al software de corte a través de Ethernet, se encarga de leer el programa de la pieza, accionar los motores de la máquina y controlar la entrada y salida de las señales de inicio del arco. Muchos talleres principiantes simplemente compran una máquina CNC conectada al sistema mediante Ethernet.
- Debajo de la máquina, un sistema de transmisión controla el movimiento del pórtico a lo largo de los ejes X e Y mediante servomotores o motores paso a paso con amplificadores y codificadores, respectivamente. El sistema utiliza cremallera y piñón en el bastidor industrial grande para el eje X (mayor recorrido) y husillo de bolas en el eje Y. El recorrido del eje Z permite elevar y descender la antorcha independientemente del resto del sistema.
- Sobre la placa, un control de altura de la antorcha de voltaje de arco mide el voltaje como indicador de la distancia entre la antorcha y la placa, y ajusta con precisión el eje Z en tiempo real. Un control de altura de la antorcha ausente o defectuoso puede provocar un corte sesgado durante el proceso de fabricación, ya que la placa se calienta y se deforma.
- En el taller, la mesa de corte constituye la estructura básica: listones, marco y un depósito de agua (que amortigua el ruido y los humos y recoge las salpicaduras) o una cámara de extracción descendente (que dirige los humos a un sistema de filtrado). La deflexión de la mesa se correlaciona directamente con un conjunto de errores de biselado en el corte.
Entre los accesorios opcionales se incluyen cabezales biseladores automatizados para la preparación de soldaduras, sopladores de extracción de humos, estaciones de perforación, cabezales de marcado y cuartos ejes para el corte de tuberías. Cada uno de ellos añade capacidad y complejidad en proporciones aproximadamente iguales.
Clase de potencia y capacidad de corte: decodificando la especificación de amperaje
El amperaje es la especificación básica de toda máquina de corte por plasma y, a menudo, la que se malinterpreta con mayor facilidad. La mayoría de los compradores potenciales se basan en el grosor máximo de corte como criterio de compra, un enfoque erróneo. El grosor de producción, el ciclo de trabajo y la rentabilidad por electrodo son factores mucho más importantes.
| amperaje | Corte recomendado | Capacidad del servidor | agujerear | Mejor ajuste |
|---|---|---|---|---|
| 45 A | 1/2 "(12 mm) | 7/8 "(22 mm) | 1/4 "(6 mm) | Chapa metálica, señalización, fabricación de iluminación |
| 65 A | 3/4 "(20 mm) | 1-1 / 4 "(32 mm) | 1/2 "(12 mm) | Taller de trabajos generales, trabajos mixtos |
| 85 A | 1 ″ (25 mm) | 1-1 / 2 "(38 mm) | 5/8 "(16 mm) | Fabricación pesada, placa estructural |
| 105 A | 1-1 / 4 "(32 mm) | 2 ″ (50 mm) | 3/4 "(20 mm) | Líneas de producción industriales |
| 125 A | 1-3/4″ a 10 IPM, 100% DC | 2-1 / 2 "(63 mm) | 1 ″ (25 mm) | Industria pesada, varios turnos |
| 200 A + | 2"+ a velocidad de producción | 3″+ (75 mm+) | 1-1/4″+ | Astillero, vigas estructurales, chapa gruesa |
Los límites de capacidad son representativos del plasma de aire estándar de la industria para acero dulce con consumibles de soplete estándar; el acero inoxidable y el aluminio reducen estos límites entre un 15 y un 25 por ciento. Los valores de severidad indican el espesor máximo que el sistema puede cortar con bordes de calidad de producción.
La regla de la clase de potencia de 4 variablesLa potencia no se determina únicamente por la dureza. Se deriva de cuatro factores: (1) nivel de producción (espesor promedio), (2) requisitos de consumo máximo, (3) ciclo de trabajo proporcionado a la intensidad de corriente de producción y (4) economía de consumibles: cuando la intensidad de corriente supera el 95 % de la capacidad nominal de la boquilla, la vida útil de las boquillas y los electrodos disminuye drásticamente. Basarse únicamente en la dureza máxima conduce al peor error del taller: comprar un sistema de 125 A para cortar placas de 1-3/4 pulgadas de espesor y luego trabajar a 65 A todos los días, duplicando el desgaste de los consumibles para piezas que un sistema de 65 A habría cortado a un menor costo por pie.
Para talleres que cortan principalmente acero dulce de 1/4″ a 3/4″, un sistema de 65 A u 85 A es casi siempre la respuesta correcta. Opte por 105 A o 125 A solo cuando tenga previsto realizar producción continua de más de 1″. Para obtener un desglose más detallado de las especificaciones, incluido el comportamiento del ciclo de trabajo bajo carga continua, consulte nuestra Especificaciones técnicas del corte por plasma.
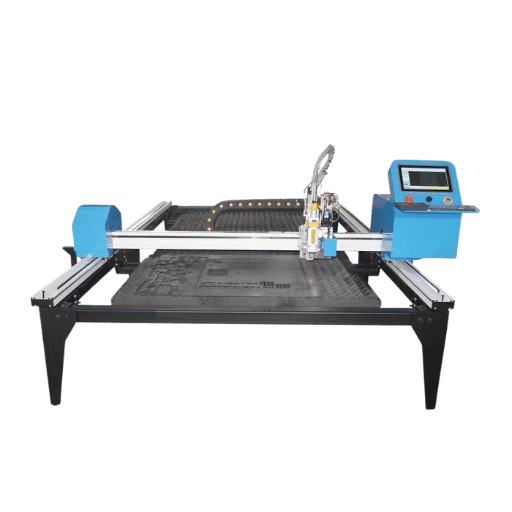
Mesas de corte y superficie de trabajo

El tamaño de la mesa se determina por el tipo de hoja, no por el tamaño de corte. Una mesa de 44 pulgadas (1.2 m x 1.2 m) apenas admite la mitad de una hoja de 48 pulgadas sin necesidad de volver a sujetarla, lo cual es aceptable para el corte, pero no para el flujo de trabajo. Elija la mesa que admita el tipo de hoja más común sin manipulación intermedia.
| Tamaño de la mesa | Ajuste de láminas | Huella del piso | Ideal Para |
|---|---|---|---|
| 2 × 2 pies | Drops, espacios en blanco para señalización | ~6×6 pies incluyendo el espacio libre | Afición, arte, prototipo |
| 4 × 4 pies | Media hoja (4'×4') | ~8×8 pies | Pequeña tienda fabulosa, trabajo variado |
| 4 × 8 pies | Tamaño estándar completo de 4′×8′ (1220×2440 mm) | ~8×14 pies | Referencia del sector: 80 % del trabajo de fabricación |
| 5 × 10 pies | Lámina de 5′×10′, soportes grandes | ~10×16 pies | Taller de estructuras y fabricación pesada |
| 6 × 12 pies | Planchas de gran tamaño, bridas de vigas | ~12×18 pies | Astillero, acero estructural, torre eólica |
Una vez definido el tamaño, existen dos opciones de subestructura. Una mesa de agua sumerge o acumula agua bajo las lamas, lo que reduce el humo y el ruido, además de disminuir la zona afectada por el calor; esta opción es preferible para aluminio y acero inoxidable, donde la oxidación ascendente es un problema. Una mesa de extracción descendente dirige el humo a través de áreas perforadas hacia un sistema de filtración, manteniendo el aire del taller limpio, pero requiere mayor consumo eléctrico para el ventilador y un gasto constante en el reemplazo de filtros. La mayoría de los estudios de alta producción con un alto contenido de acero inoxidable prefieren una mesa de agua; los estudios de alto volumen que trabajan con acero dulce en entornos limpios prefieren la extracción descendente.
Planifique el espacio libre: al menos 4 metros de espacio de trabajo a cada lado de la mesa donde no haya obstrucciones, además de una ruta despejada para la administración de las hojas. soldadura de chapa Los procesos subsiguientes se realizan exclusivamente después de la celda de corte, por lo que es necesario determinar el flujo de cada pieza antes de conectar las tuberías de aire.
Materiales que puede cortar y la calidad de corte que obtendrá
Una máquina de plasma CNC puede cortar cualquier metal conductor de electricidad; es universal. Los aceros dulces y al carbono son ideales: ofrecen la mayor velocidad de corte, una vida útil prolongada de los consumibles y el menor costo por metro. El acero inoxidable y el aluminio también se cortan con eficacia, pero requieren mayor potencia y presentan diferentes necesidades de consumibles.
¿Puede una cortadora de plasma CNC cortar aluminio?
Sí, con un par de inconvenientes. Primero, la mayor conductividad térmica del aluminio disipa el calor del corte más rápidamente que el acero, lo que indica una capacidad de corte efectiva estimada del 75-85% de la clasificación del acero dulce; un sistema de 65 A clasificado para acero dulce de 3/4 de pulgada corta fácilmente aproximadamente 5/8 de pulgada de aluminio. Segundo, el aluminio produce una escoria más pegajosa que se adhiere al borde inferior; cortar sumergido o con una mezcla de aire y llama facilita la limpieza, pero no la elimina por completo. Para obtener los laterales de aluminio más limpios, el láser de fibra es la solución óptima cuando se dispone de los recursos necesarios.
| Material | Capacidad frente a acero dulce | Gas recomendado | Notas al margen |
|---|---|---|---|
| Acero dulce/al carbono | 100% (línea de base) | Aire comprimido u O₂ | Limpio y soldable tal como se corta para la mayoría de las aplicaciones. |
| Acero inoxidable | ~85–90 % | Mezcla de N₂/H₂ o aire (según el grado) | Ligera decoloración en la zona afectada por el calor; puede producirse pasivación en las partes críticas. |
| Aluminio (5xxx, 6xxx) | ~75–85 % | N₂/H₂ o aire | Escoria pegajosa en el borde inferior, prepárese para limpiarlo. |
| Cobre, latón | ~ 70% | N₂ o aire | Reflectante; su alta conductividad térmica reduce el rango de funcionamiento. |
📐 Nota técnica: Bisel y escoriaFabricación: los cortes de plasma estándar tendrán un bisel de 1 a 4 dependiendo de la altura de la antorcha, la velocidad de avance y el lado del corte que se mida. Convención típica: el lado bueno del corte (dirección opuesta al remolino de gas) debe permanecer <2; el lado de desecho podría alcanzar 4. Al preparar piezas de soldadura con bisel en el lado de la unión, programe para que el lado bueno quede frente a la unión (o utilice un cabezal de biselado automatizado). Al trabajar con recubrimiento en polvo, planifique un paso de eliminación de escoria o rectificado, ya que el polvo se adhiere más fácilmente a las salpicaduras superiores o a la escoria inferior.
Requisitos de infraestructura de aire, energía y taller
En cualquier taller de plasma, el volumen de la línea de suministro de aire se subestima enormemente. Un flujo constante de aproximadamente 6-7 SCFM a 80-90 psi es lo que se necesita para alimentar un buen proceso de perforación por plasma. Un sistema de 85 amperios consume más. Un compresor monofásico de 85 amperios con una capacidad nominal de 14 CFM a 80 PSI, un ciclo de trabajo del 55 % y que no sea una unidad multietapa, suministrará 14 CFM solo durante una pequeña fracción de minuto; el resto del tiempo, consume el 90 % de su CFM al 15 % de su capacidad. Debido a que el exceso de aire genera un arco débil y difuso, se incurre en un mayor consumo de consumibles cada vez que el suministro de aire se sale del punto óptimo.
La humedad es la otra mitad del problema del suministro de aire. El aire comprimido inevitablemente contiene agua y aceite; ambos dañarán el soplete. Un secador de aire refrigerante o desecante instalado antes de un filtro coalescente es la forma más sencilla y económica de cuadruplicar o incluso triplicar la vida útil de los consumibles en un taller promedio.
| Clase de potencia | Demanda Aérea | Dimensionamiento de compresores (continuo) | Servicio eléctrico |
|---|---|---|---|
| 45 A | ~5 SCFM a 80 PSI | Mínimo 5 HP de una sola etapa | Monofásico 220 V / 30 A |
| 65 A | ~6–7 SCFM a 85 PSI | 7.5 HP de dos etapas | Monofásico 220 V / 50 A o trifásico 220 V |
| 85 A | ~7–8 SCFM a 90 PSI | 10 HP de dos etapas | Trifásico 220 V / 480 V |
| 125 A + | Más de 10 SCFM a 90 PSI | Motor de dos etapas de 15 a 25 CV con receptor grande | Trifásico 480 V / 60+ A |
La extracción de humos, la protección ocular, los procedimientos de vigilancia contra incendios y las directrices de áreas despejadas son obligatorios como parte de OSHA 29 CFR 1910.252La seguridad en trabajos en caliente a nivel de proceso se detalla en AWS Z49.1, con ventilación cubierta específicamente en Hoja informativa n.º 36 de AWSCualquier vapor que contenga cromo (acero inoxidable), berilio o recubrimientos galvanizados requerirá protección respiratoria conforme a las normas de la EPA.
Los profesionales del sector saben que una presión muy superior a la recomendada disminuye el arco de la antorcha en lugar de fortalecerlo. Un exceso de presión dispersa el haz en la antorcha una fracción de metro y compromete la precisión y la profundidad del corte. La presión recomendada en el manual no es un mínimo, sino el óptimo.
Aplicaciones industriales: Donde el plasma CNC marca la diferencia
El plasma ocupa un nicho específico en cinco sectores industriales especialmente idóneos, donde su inigualable combinación de velocidad, rango de espesor y asequibilidad de capital puede hacer que cualquier otra opción resulte irrelevante.
Fabricación de acero estructuralLlama de alta velocidad y ranurado fino, rápido y ascendente a lo largo de cortes y agujeros biselados en el rango de 200-400 A, curva y mecaniza completamente el borde de cualquier placa de casco, mamparo o refuerzo (rango de espesor de 6-50 mm). Calidad de bisel aceptable para la mayoría de las preparaciones de soldadura; use una pasada gravimétrica o una amoladora para el acabado en el rango de refuerzo. Programe para mantener el extremo superior de la zona de espesor preferida frente al corte.
Construcción naval y trabajos en astillerosProducción rápida de grandes conjuntos perforados, reforzados, torneados, taladrados o prefabricados de otro tipo, y/o componentes de chapa más pesada (cascos de barcos, módulos, flotadores de barcos/conjuntos, etc., con un espesor de 125-200 Å) con 1-4 biseles, cabezal de biselado multieje y sistemas de antorcha múltiple alineados por gravedad en la antorcha. Utilizar aguas abajo. rotadores de soldadura y posicionadores basculantes, acoplados a sistemas de medición CMM de alta gama, para retirar piezas de gran tamaño de la mesa de corte.
Sistemas de climatización y conductos de chapa metálicaProducción rápida y fiable de piezas en bruto de hojalata, costuras con pestañas, piezas de formas críticas (pernos, placas cuadradas, porciones de bisagra recortadas, rebabas con pestañas, refuerzos de paneles, etc.) a partir de chapa galvanizada de calibre ligero, de hasta 60″ de espesor, utilizando un soplete de alta velocidad de alimentación de 45 A donde la velocidad de transferencia de la pieza supera la velocidad de corte.
Maquinaria agrícola y pesadaMarcos, soportes, piezas en bruto para cuchillas y púas, placas de tolva. Predominan las planchas de acero dulce de 6 a 25 mm. Área de aplicación 65-105 A; el bisel y la escoria son menos importantes porque las piezas se sueldan en conjuntos en lugar de presentarse como superficies acabadas.
Chasis, remolques y paneles de carrocería para automóvilesLargueros de bastidor, placas de refuerzo, plataformas de remolque personalizadas, parachoques para vehículos todoterreno. Espesores mixtos desde chapa de calibre 16 hasta placa de 1/2 pulgada. Los sistemas de potencia media (65-85 A) se encargan de la mayoría de los trabajos; los fabricantes de remolques y chasis utilizan mesas estándar de 48 pulgadas para un ajuste perfecto. Las máquinas de corte por plasma de grado industrial con mesas de extracción descendente mantienen el aire del taller más limpio durante las producciones de alto volumen.
Plasma vs. Láser vs. Oxicombustible: La comparación honesta entre procesos
Aproximadamente a partir de los 6 mm de espesor, la relación coste-beneficio entre los distintos procesos se ve comprometida. Por debajo de los 6 mm, el láser de fibra ofrece mayor calidad de corte y velocidad. Entre 6 y 50 mm en metales conductores, el plasma mantiene su ventaja en cuanto a coste por pie y gasto de capital. Por encima de los 50 mm en acero al carbono, el oxicorte sigue siendo más rentable en cuanto a coste de corte, aunque la calidad del corte sea inferior.
| Dimensión | Plasma CNC | láser de fibra | Combustible oxigenado |
|---|---|---|---|
| Punto óptimo de grosor | Conductivo de 6 a 50 mm | 0.5–25 mm, mejor <6 mm | Acero al carbono de 25 a 200 mm únicamente |
| Calidad del borde | Bisel de ±1–4°, escoria ligera | ±0.5°, casi neto | Áspero, requiere limpieza. |
| Velocidad de corte a 1/4″ de acero dulce | ~80–120 IPM (85 A) | ~200–400 IPM (4 kW) | ~16–24 IPM |
| Gastos de capital (llave en mano) | $15K–$200K | $80 mil–$500 mil+ | $5K–$30K |
| Costo operacional | ~$0.10–0.30/pie | ~$0.05–0.15/pie² (menor a alto volumen) | ~$0.08–0.20/pie (oxígeno + gas combustible) |
| Materiales | Todos los metales conductores | Todos los metales + desafíos reflectantes | Acero al carbono y de baja aleación únicamente |
Selector de procesos de 3 preguntas
- ¿Cuál es el espesor predominante del material? Menos de 6 mm con calidad de borde requerida por láser de fibra. De 6 a 50 mm para metales conductores por plasma. Más de 50 mm para acero al carbono por oxicorte.
- ¿Cuál es su volumen máximo de corte mensual? Con menos de 200 horas de arco encendido al mes, el menor costo de capital del plasma suele ser la mejor opción. Por encima de ese valor, el menor costo por pie del láser de fibra se amortiza.
- ¿Qué porcentaje de metales no ferrosos (acero inoxidable, aluminio) contiene su mezcla? Si el porcentaje es superior al 30 % y la calidad de los bordes es importante, el láser de fibra justifica la inversión inicial. Si el uso de metales no ferrosos es ocasional, la flexibilidad del plasma resulta ventajosa.
Para una comparación más detallada de la calidad de corte lado a lado con bordes de muestra y modelado de costos por proceso, consulte nuestra corte por plasma vs corte por láser análisis y el ángulo alternativo en Comparación entre el corte por láser y el corte por plasma.
Costo operativo y vida útil de los consumibles: Análisis de la realidad del costo total de propiedad.
Las máquinas de corte por plasma industriales tienen una vida útil de entre 10 y 20 años. Los consumibles son piezas de desgaste que se reemplazan según el calendario previsto. El coste total de propiedad está determinado principalmente por el consumo de consumibles, que a su vez depende de las prácticas del operario, no de las especificaciones de la máquina.
¿Cuál es la vida útil de una cortadora de plasma CNC?
En equipos de grado industrial, el bastidor mecánico y el sistema de movimiento suelen funcionar entre 10 y 20 años antes de requerir una reconstrucción importante. Las fuentes de alimentación con un mantenimiento adecuado ofrecen una vida útil similar. Los consumibles de la antorcha (electrodo, boquilla, anillo de remolino, tapa de retención y protector) son piezas de desgaste que se cambian cada pocas horas de corte. Por lo tanto, la "vida útil" se reduce a dos cuestiones: la vida útil de la máquina (en décadas) y el ciclo de reemplazo de consumibles (en horas o días).
| Consumible | Vida típica | Reemplazar cuando |
|---|---|---|
| Electrodo (con punta de hafnio) | 800–2,000 perforaciones | Pozo de hafnio más profundo que ~1.5 mm |
| Boquilla | 600–1,500 perforaciones | El orificio ya no es redondo, se aprecian hendiduras internas. |
| anillo de remolino | Largo: reemplazar solo en caso de daño. | Grietas, quemaduras por arco eléctrico, agujeros obstruidos por suciedad |
| Escudo | Reutilizable después de limpiar las salpicaduras | Deformación visible o quemadura |
| Tapón de retención | Vida útil de la antorcha | Hilos dañados o marcas de quemaduras |
La mejor calidad de corte y la mayor vida útil de las piezas se suelen conseguir ajustando el amperaje al 95 % de la capacidad de la boquilla. Si el amperaje es demasiado bajo, el corte será deficiente. Si es demasiado alto, la vida útil de la boquilla se verá reducida.
— Servicio Técnico de Hypertherm, “10 errores comunes en el corte por arco de plasma”
La rentabilidad de los consumibles depende de cuatro variables controladas por el operador: altura de perforación, calidad del aire, control de la intensidad de corriente y programación de la salida del arco. Si la perforación es demasiado baja, el metal fundido salpica la boquilla. Si se utiliza aire húmedo sin filtrar, el hafnio del electrodo se corroe prematuramente. Si se utiliza una intensidad de corriente superior al 95 % de la capacidad nominal de la boquilla de forma crónica, la vida útil de la boquilla se reduce a la mitad. Si se programan salidas de arco que mantienen el arco encendido más allá del punto de corte, el estiramiento del arco daña el interior de la boquilla. Ninguno de estos problemas es culpa de la máquina ni se menciona en la hoja de especificaciones.
Perfore a una altura de corte entre 1.5 y 2 veces superior a la recomendada. Según los informes de taller, la mayoría de las fallas prematuras de la boquilla se deben directamente a esta configuración. Si el sistema de control de altura de corte (THC) baja la antorcha antes de que finalice la perforación, la boquilla está siendo sometida a un uso indebido; los cortes irregulares casi siempre se deben a consumibles, no a fallas en la máquina.
Limitaciones y cuándo el plasma CNC es la opción incorrecta
El plasma es la mejor opción para una amplia variedad de piezas, pero no para todos los trabajos de corte. Cinco restricciones fijan el perímetro.
- Las tolerancias de operación inferiores a 0.5 de bisel son inalcanzables. El plasma por lotes funciona a 1-4; el plasma de alta especificación a 0.5-1 en un día caluroso, con microondas. Para lograr tolerancias más estrictas a corto plazo y en otros contextos, se requiere láser de fibra, chorro de agua o mecanizado posterior al corte.
- El calibre muy estrecho, inferior a 16 ga (~1.5 mm), es técnicamente factible, pero rara vez es la opción correcta. Como han demostrado Gauzeiron y otros, la zona afectada por el calor (ZAC) se maximiza en consecuencia, superando con creces el brillo iridiscente púrpura/azul/inhalado que produce el láser de fibra. El plasma no es una solución inútil, simplemente no es la mejor.
- Los materiales no conductores simplemente no se pueden cortar. Plástico, vidrio, fibra de vidrio, cerámica: todos ellos evitan por completo el arco de plasma. La mejor opción es el corte por chorro de agua o láser.
- Las esquinas internas estrechas y los orificios diminutos chocan con las limitaciones de la geometría interna del corte. El ancho del corte (1.5-3 mm) y el ancho de la cúpula de perforación impiden la creación de orificios minúsculos y radios internos ajustados para un plasma estándar. (Umbral de incertidumbre: en condiciones de proceso consistentes, no solo promedio, se garantiza la aparición de orificios menores que el espesor de la placa).
- La emisión de humos es real y no se puede ignorar. Por metro cúbico de producto, el plasma genera más humos visibles que el láser de fibra. Un aumento en el contenido de cromo o zinc en el material (acero inoxidable, pintado, galvanizado, recubierto) incrementa la emisión de humos, lo que requiere el uso de respiradores y una unidad de filtración de mayor tamaño.
Los fabricantes pueden adquirir máquinas de plasma por motivos equivocados y descubrir sus limitaciones demasiado tarde: «Compramos plasma para realizar todo tipo de tareas, desde el acabado de láminas hasta el corte de placas», seguido generalmente de una segunda compra, un láser de fibra, para lograr lo que el plasma no pudo. Esta situación frecuente hace que sea sencillo presupuestar dos máquinas, no una.
Perspectivas del mercado de corte por plasma CNC para 2026
El plasma no está sucumbiendo a la segunda venida. Los estudios de mercado indican expansión, el láser de fibra capta ciertas aplicaciones en las que el plasma ya tenía una presencia débil, y el segmento de mercado actualmente clasificado para el plasma sigue siendo CNC.
De acuerdo con Perspectivas del mercado globalEn 2025, la industria de las máquinas de corte por plasma superó los 811.4 millones de dólares, con una tasa de crecimiento anual compuesta del 5.9% hasta 2034. Un pronóstico aparte Las proyecciones indican una tasa de crecimiento anual compuesta (CAGR) del 4.5% hasta 2030. Ambos análisis coinciden en la misma dirección: crecimiento, no contracción.
Tres cambios tecnológicos están marcando las decisiones de compra de 2026:
- El plasma de alta gama está revolucionando el sector del láser. Los sistemas X-Definition y similares se acercan ahora a una calidad de corte de bordes comparable a la del láser de fibra en acero dulce de espesor medio, manteniendo el flujo de carga del plasma por encima de los 6 mm.
- El sector industrial sigue adoptando la Web de las Cosas y el mantenimiento programado avanzado. Los sistemas modernos, más que nunca, proporcionan datos sobre la disponibilidad de consumibles, el ciclo de trabajo y la tensión del arco a las herramientas de mantenimiento de la planta, lo que reduce los tiempos de inactividad inesperados y ayuda a controlar los costes por pieza.
- Los cabezales de corte angular automatizados están pasando de ser una tecnología de élite a una de uso generalizado. Se han observado cabezales angulares de 5 ejes con programación angular compatible con soldadura en la fabricación de estructuras y contenedores a presión.
Si planea una compra de capital para 2026: incluya en su presupuesto un sistema de clase HD o X-Definition si su trabajo principal es el acero dulce de espesor medio. Si compra grandes cantidades de chapa metálica de menos de 6 mm, evalúe la viabilidad del láser de fibra antes de optar por el plasma. En ambos casos, programe una auditoría del sistema de aire antes de que llegue la máquina de corte; la calidad del aire es lo que determina si el presupuesto de consumibles se ajusta a la proyección.
Preguntas Frecuentes

P: ¿Qué tamaño de compresor se necesita para hacer funcionar una cortadora de plasma?
Ver respuesta
P: ¿Cuál es una desventaja de las máquinas de corte por plasma CNC?
Ver respuesta
P: ¿Qué tan precisas son las cortadoras de plasma CNC?
Ver respuesta
P: ¿Se puede ganar dinero con una cortadora de plasma CNC?
Ver respuesta
P: ¿Cuál es la diferencia entre una cortadora de plasma CNC y una mesa de plasma CNC?
Ver respuesta
P: ¿Cómo se programa una cortadora de plasma CNC?
Ver respuesta
Acerca de este análisis
Este artículo combina especificaciones de las tablas de corte públicas de Hypertherm Powermax SYNC, investigaciones de la FHWA sobre el comportamiento de los orificios cortados con plasma en estructuras de acero, normas de trabajo en caliente de OSHA y AWS, y experiencias de operadores en foros de fabricación industrial. La capacidad y el número de consumibles son típicos de equipos industriales; las combinaciones específicas de máquina y material pueden variar. Revisado por pares en abril de 2026 por el equipo de ingeniería de Resizeweld.
Referencias y fuentes
- OSHA 29 CFR 1910.252 — Requisitos generales para soldadura, corte y soldadura fuerte — Departamento de Trabajo de los Estados Unidos, Administración de Seguridad y Salud Ocupacional
- Índice de normas de OSHA sobre soldadura, corte y soldadura fuerte — Departamento de Trabajo de los Estados Unidos
- Evaluación de orificios fabricados mediante corte por arco de plasma (FHWA-HRT-20-056) — Administración Federal de Carreteras de EE. UU.
- Publicación especial 847 del NIST: Mecanizado de materiales avanzados — Instituto Nacional de Estándares y Tecnología de EE. UU.
- AWS Z49.1 — Seguridad en soldadura, corte y procesos afines — Sociedad Americana de Soldadura
- Hoja informativa n.º 36 de AWS sobre seguridad y salud: Ventilación para soldadura y corte. — Sociedad Americana de Soldadura
- Tamaño del mercado de máquinas de corte por plasma: informe de previsiones 2026-2035 — Perspectivas del mercado global
- Perspectivas del mercado de máquinas de corte por plasma 2026–2030 — GlobeNewswire / Investigación y Mercados
Artículos Relacionados
- Corte por plasma frente a corte por láser — Comparación de la calidad de corte, la velocidad y el costo con los bordes de muestra
- Comparación entre el corte por láser y el corte por plasma — Perspectiva alternativa sobre la misma disyuntiva, centrada en la amortización de los gastos de capital.
- Comparación de los tipos de soldadura — Adaptar los procesos de soldadura a las piezas cortadas con plasma en la fase posterior.
- Soldadura de chapa metálica — Consideraciones posteriores sobre la soldadura en piezas de chapa cortadas con plasma
- ¿Qué es una máquina biseladora? — biselado de preparación de soldadura más allá de los ángulos que el plasma puede ofrecer de forma nativa
- Máquinas de corte por plasma — Página principal — Especificaciones completas del sistema y opciones de configuración







{kind=link}
{kind=link}
{kind=link}
{kind=link}