
![Máquina biseladora Mathey Dearman: modelos, especificaciones y alternativas CNC [2026]](https://resizeweld.com/wp-content/uploads/2026/05/0-5-1024x683.webp)
Mathey Dearman ha sido un referente en la industria del biselado de tuberías mediante llama desde la década de 1930. Sus máquinas de biselado, máquinas de orugas y herramientas EZ Pipecut ocupan la mayor parte de la construcción de oleoductos en Norteamérica, y con razón. Sin embargo, todas las máquinas Mathey Dearman funcionan con oxicorte o plasma, lo que genera una zona afectada por el calor que ciertos códigos y condiciones de obra no toleran. Esta guía cataloga todos los modelos actuales de Mathey Dearman con precios de distribuidores autorizados, describe lo que prescriben las normas de ángulo de biselado (incluida la especificación de dos ángulos que la mayoría de las guías omiten) y proporciona una matriz de decisión sencilla para identificar cuándo el biselado mecánico en frío es más conveniente.
¿Qué es la máquina biseladora Mathey Dearman?

Mathey Dearman es un fabricante de Tulsa, Oklahoma, fundado en la década de 1930 y perteneciente al portafolio de SFE Group. La empresa se centra exclusivamente en herramientas para cortar, biselar y alinear tuberías, diseñadas para su portabilidad en obras de construcción, no para la automatización de fundiciones. Actualmente, ofrece tres series de productos:
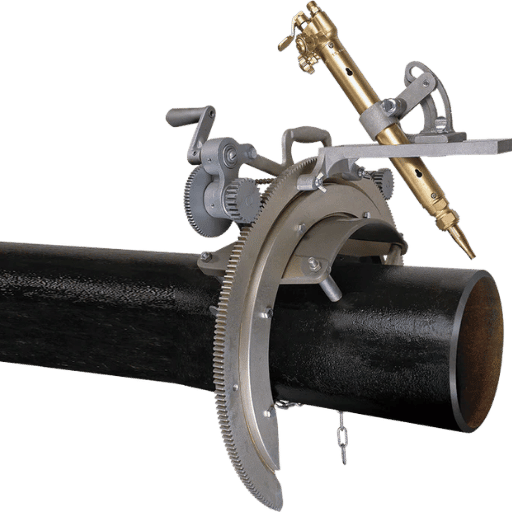
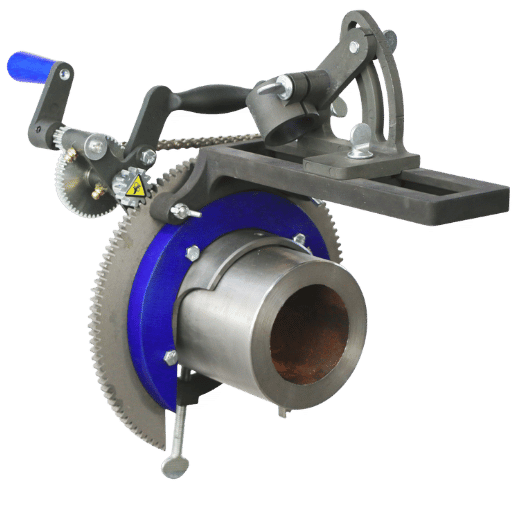
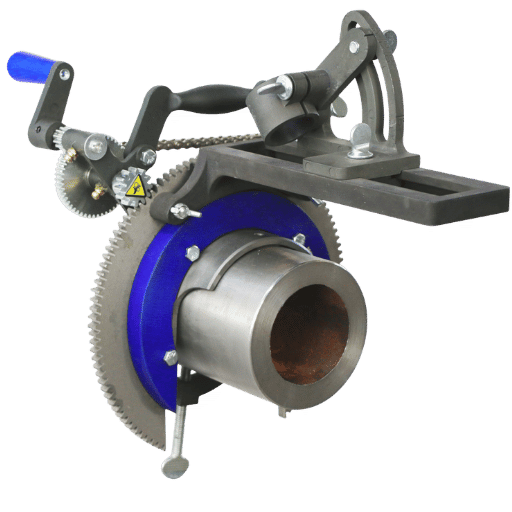
- Máquinas de soldadura tipo silla de montar: carros de antorcha orbitales que se ajustan al diámetro exterior, capaces de rodear y girar una antorcha más de 90° mientras deposita un bisel en cualquier conjunto de múltiples juntas alineado fila con fila de tuberías. Esta es la máquina Mathey Dearman que el soldador de tuberías moderno tiene en mente cuando dice que "necesita una Mathey Dearman". El método de la silla de montar no requiere acceso al interior de la tubería, lo que la hace apta para tuberías corroídas o ligeramente ovaladas.
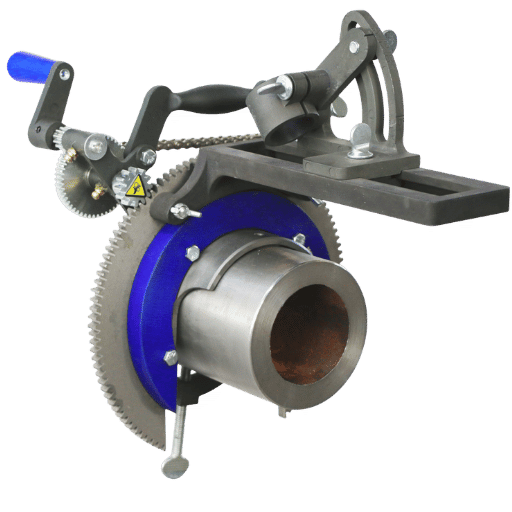
- Serie EZ Pipecut: Los portaanillos ligeros y fáciles de manejar se utilizan en tuberías de menor diámetro (de 4.5" a 24" de diámetro exterior). Incluyen versiones manuales, automáticas motorizadas y magnéticas autopropulsadas. Estas últimas sujetan el cuerpo del anzuelo firmemente a la pared de la tubería mediante fuerza magnética en lugar de herrajes, lo que supone una ventaja para tuberías ya instaladas en la zanja.
- Máquina de soldadura por arrastre de banda: una máquina automática de acero inoxidable con una velocidad máxima de desplazamiento de 36 pulgadas por minuto (IPM) para tuberías de gran diámetro (de 10" a 60" de diámetro exterior) que puede transportar simultáneamente antorchas de plasma o de llama. Las soldaduras hombro con hombro en una tubería de 48" de diámetro pueden completarse en el tiempo que un operario haya recorrido la distancia con la rueda de la antorcha.
Las tres familias de máquinas comparten los mismos objetivos de diseño: portabilidad, autonomía y facilidad de transporte en obra. Las máquinas se venden sin accesorios ni consumibles para la antorcha; el operario debe suministrar tanto el cuerpo de la antorcha como el gas. Esto da como resultado las unidades de montaje más ligeras (la MSA manual pesa 12 kg con los accesorios) y un mantenimiento sencillo y elegante en obra.
Mathey Dearman mantiene toda su línea de productos térmica: exclusivamente productos de oxicorte, oxipropano o arco de plasma. El catálogo de Mathey Dearman no incluye herramientas para corte o biselado en frío. Esta elección es crucial cuando el grado de la tubería, el espesor de la pared o las condiciones del lugar de trabajo hacen que el material quede fuera del rango de procesamiento de las herramientas térmicas.
Todos los modelos y gamas de tamaños de tuberías de Mathey Dearman.
La tabla que aparece a continuación enumera todas las máquinas biseladoras Mathey Dearman actualmente en funcionamiento a fecha de 2025. El precio de venta sugerido por el fabricante (MSRP) representa el precio actual del distribuidor norteamericano rigweldersupply.com, un distribuidor acreditado de Mathey Dearman, y corresponde únicamente a la máquina, sin el cuerpo de la herramienta.
| Modelo | Family | Rango de diámetro exterior de la tubería | Tubería OD (mm) | Método | Potencia | Precio de lista (USD) |
|---|---|---|---|---|---|---|
| Manual de la silla de montar MSA | Sillín | 1.5 ″ –4 ″ | 38-102 | Llama | Ninguna | $1,485 |
| Silla de montar MSA motorizada (PLASMASPEED) | Sillín | 1.5 ″ –4 ″ | 38-102 | Llama + Plasma | 110 / 230 VAC | $3,887 |
| Manual de la silla de montar 1SA | Sillín | 3 ″ –8 ″ | 76-203 | Llama | Ninguna | $1,547 |
| 1SA con espaciadores escalonados | Sillín | 3 ″ –8 ″ | 76-203 | Llama | Ninguna | $1,765 |
| Manual de la silla de montar 2SA | Sillín | 6 ″ –12 ″ | 152-305 | Llama | Ninguna | $2,265 |
| Manual de la silla de montar 3SA | Sillín | 12 ″ –20 ″ | 305-508 | Llama | Ninguna | $4,310 |
| EZ Pipecut — Manual | EZ Pipecut | 4.5 ″ –24 ″ | 114-610 | Llama | Ninguna | Cotización a pedido |
| EZ Pipecut — Auto | EZ Pipecut | 4.5 ″ –24 ″ | 114-610 | Llama (motorizada) | Eléctrico | Cotización a pedido |
| EZ Pipecut — Magnético | EZ Pipecut | 9 ″ –48 ″ | 229-1219 | Llama | Ninguna | Cotización a pedido |
| Rastreador de bandas — Modelo 4SA | Band Crawler | 20 ″ –26 ″ | 508-660 | Llama (manual) | Ninguna | Cotización a pedido |
| Rastreador de bandas — Modelo 8SA | Band Crawler | 40 ″ –48 ″ | 1016-1219 | Llama / Plasma | Eléctrico | Cotización a pedido |
| Silla de montar motorizada (Monarch Band, 24″) | Silla de montar + Banda | 24″+ (con banda Monarch) | 610+ | Llama / Plasma | 110 / 230 VAC | $1,085 (solo la banda) |
¿Qué tamaños de tubería puede manejar la máquina de sillines Mathey Dearman?
La serie de soportes cubre diámetros exteriores de 1.5" a 20" mediante cuatro modelos. Utilice espaciadores escalonados (incluidos en los kits de soportes o pedidos por separado) para cubrir todo el rango de diámetros sin necesidad de añadir herrajes. El modelo 1SA puede manejar tuberías de 3" a 8" con espaciadores; en su lugar, un equipo puede comprar una máquina y un juego de espaciadores, y así terminar con ese soporte.
Supera las 20″ con la serie EZ Pipecut (hasta 24″) o con la Band Crawler (hasta 60″ o más con la banda flexible Monarch). El modelo 8SA con Band Crawler se mueve a 36 IPM y puede girar un carro de soplete a 53 IPM en tuberías de 20″ a 26″ de diámetro exterior, siendo la máquina Mathey Dearman más rápida para grandes trabajos en tuberías principales.
El control digital del motor PLASMASPEED, estándar en la MSA motorizada, pero también un kit de actualización de $3,000 para la 1SA, modula la velocidad de desplazamiento y se apaga automáticamente. Esto minimiza la variación de inicio y parada del arco, que produce ángulos de bisel desiguales al iniciar y finalizar cada pasada circunferencial. Para tuberías de pared delgada con un peso inferior a ¼”, se utiliza el control digital de velocidad.
Cómo el corte por llama crea un bisel: proceso, velocidad y calidad de la superficie.
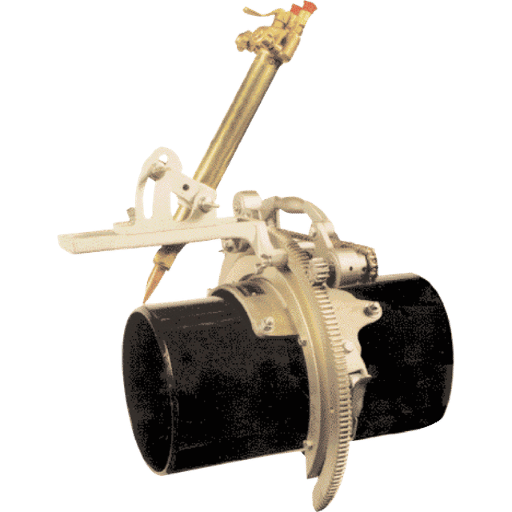
El biselado oxiacetilénico consiste en elevar la temperatura superficial del tubo hasta el punto de ignición del acero al carbono (aproximadamente 870 °C) y, a continuación, dirigir un chorro de oxígeno a alta presión para oxidarlo y desplazar el material que se encuentra delante de la antorcha oxiacetilénica. Esta antorcha está montada en una máquina de bancada Mathey Dearman que gira alrededor de la pieza a una velocidad constante y controlada por el sistema de accionamiento. Esta velocidad garantiza un ángulo de bisel uniforme, determinado por el ángulo de inclinación del cabezal de la antorcha.
Corte con llama: Cuando funciona bien
- Corta cualquier tubería de acero al carbono sin necesidad de acceder al interior de la tubería; la abrazadera de montaje exterior sujeta únicamente el exterior de la tubería.
- Mangos de tuberías corroídas, cubiertas de incrustaciones o ligeramente deformadas que las herramientas de montaje interno no pueden sujetar.
- Bajo costo de consumibles en acero al carbono estándar A106/A53: solo gas y punta de soplete.
- Las máquinas de montar manuales no necesitan energía eléctrica, solo suministro de gas.
- Probado sobre el terreno en la construcción de oleoductos principales durante más de 80 años en Norteamérica.
Corte con llama: Limitaciones reales
- Produce una zona superficial de martensita endurecida (zona afectada por el calor) en el bisel de la cara (área templada rápidamente).
- La rugosidad superficial típica es Ra de 12 a 25 µm; la cláusula 5.15.4.3 de la norma AWS D1.1:2020 limita las caras biseladas a un máximo de 1,000 µin (25 µm).
- Es típico que el ángulo de bisel varíe entre ±1 y 3° a lo largo de la circunferencia debido a la deriva de la inclinación de la antorcha y a los cambios en la velocidad de desplazamiento.
- Es muy común que la cara de la raíz varíe entre 1 y 2 mm a lo largo de la junta; los soldadores necesitan cambiar constantemente el amperaje.
- Prohibido en atmósferas peligrosas de acuerdo con OSHA 29 CFR 1910.252(a)(2)(vi)(C).
Lo que realmente dice AWS D1.1 sobre el molienda: El código no prohíbe las superficies biseladas cortadas con llama en acero al carbono. La cláusula 5.15.4.3 permite superficies cortadas térmicamente siempre que la rugosidad se mantenga dentro de 1,000 µin (25 µm). En equipos con el mantenimiento adecuado que cortan tuberías estándar A106 o API 5L, una máquina de sierra Mathey Dearman en buen estado produce superficies dentro de ese límite; los soldadores de tuberías experimentados lo confirman por su experiencia en campo. El rectificado se hace necesario cuando: la rugosidad de la superficie excede el límite en la inspección; hay líneas de arrastre, surcos o inclusiones de escoria visibles; el material de la tubería es de grado de aleación; o la especificación del proyecto impone un requisito de superficie más estricto que la línea base D1.1.
Estándares de ángulo de bisel que todo soldador de tuberías debe conocer
El ángulo de bisel "estándar" depende del código, el espesor de la pared de la tubería y el tipo de junta. Si se utiliza un ángulo incorrecto o se mide desde un plano de referencia erróneo, se corre el riesgo de que la línea de inyección de rayos X o ultrasonidos resulte rechazada: una ranura demasiado superficial produce una raíz con penetración insuficiente; una ranura demasiado pronunciada genera un volumen excesivo de material de relleno, lo que impide obtener una raíz lisa y sin obstrucciones.
¿Cuál es el ángulo de bisel estándar para la soldadura de tuberías?
No existe una solución universal. La norma ASME B16.25:2017, común a todas las especificaciones de preparación de extremos para soldadura a tope, establece 37.5 para espesores de pared de tubería de 22.5 mm (aproximadamente 0.875″) y 19 para paredes de más de 22.5 mm. La mayoría de las guías de campo y los diversos cursos prácticos que he visto se centran únicamente en el 37.5, siguiendo el 80-90% restante del uso de Schedule 40/80. En tuberías de presión de pared gruesa se utiliza el bisel compuesto de 19 donde es necesario mantener baja la entrada de calor, minimizar el refuerzo de raíz y controlar los costos de material.
| Estándar | Ángulo de bisel | Cara raíz | Aplicación principal |
|---|---|---|---|
| ASME B16.25:2017 | 37.5° (pared ≤22.5 mm) / 19° (pared >22.5 mm) | 1.6 mm ± 0.8 mm | Extremos para soldadura a tope, bridas, accesorios |
| AWS D1.1:2020 | 45° máximo para ranura en V estándar; varía según el detalle de la junta precalificada. | Detalles específicos de la articulación | Soldadura de acero estructural |
| ASME B31.3:2022 | 30°–37.5° típico; según WPS cualificado | 0 – 3.2 mm | Tuberías de proceso: química, refinería, farmacéutica. |
| API 1104:2021 | Según la especificación del procedimiento de soldadura calificado (normalmente de 30° a 37.5°). | Según WPS | Soldadura circunferencial de tuberías terrestres y marinas |
Las recomendaciones estándar tienen dos puntos que los ingenieros de soldadura señalan con frecuencia como ausentes en su formación práctica:
- El ángulo incluido se mide desde el eje de la tubería, no desde la cara de la misma. Medio ángulo 37.5°, ángulo total incluido 75°, para lograr una imagen especular en ambos lados. Asegúrese de que la inclinación de la antorcha o los códigos de profundidad de la geometría de inserción estén orientados al eje en lugar de a la cara al consultar las instrucciones del fabricante de la antorcha o las guías de configuración de la máquina.
- La uniformidad de la cara de raíz es más importante que un ángulo de bisel exacto. Un bisel de 38° con una variación de 0.3 mm en la cara de raíz a lo largo de la circunferencia produce resultados radiográficos superiores a un ángulo de 37.5° estándar con una variación de 2 mm. Las máquinas de soldadura por arco con llama suelen presentar una variación de 1-2 mm en la cara de raíz; las herramientas de inserción mecánica en frío se mantienen dentro de 0.3 mm. Esta diferencia es el factor más importante que determina la capacidad del soldador para mantener una velocidad de avance y un amperaje uniformes en la pasada de raíz, o si tendrá que calcularlo sobre la marcha.
Al ajustar una máquina de coser Mathey Dearman, ajuste la inclinación del cabezal de la antorcha al ángulo especificado en su WPS; no a un "estándar" supuesto. Su WPS es el documento de referencia; el diagrama anterior es solo una guía.
Mathey Dearman vs. H&M vs. RESIZE: Comparación lado a lado
Cuando los contratistas de soldadura comparan equipos de biselado de tuberías para nuevos proyectos, destacan tres marcas principales: Mathey Dearman (con una importante base instalada en la construcción de oleoductos en Norteamérica), H&M (popular en la industria en general y en la contratación mecánica) y RESIZE (con un enfoque de insertos de carburo mecánico en frío, predominante donde predominan las aleaciones de alta calidad). Estas máquinas no son equivalentes ni resuelven el mismo problema; se dirigen a diferentes segmentos del mercado del biselado de tuberías.
| Factor | Mathey Dearman | H&M | Redimensionar |
|---|---|---|---|
| método de corte | Llama oxiacetilénica / plasma (térmico) | Llama oxiacetilénica (térmica) | Fresado con plaquitas de carburo (mecánico en frío) |
| Rango de tamaño de tubería | 1.5″–60″ OD (línea completa de sillín + línea de oruga de banda) | 1.5″–8″ de diámetro exterior (línea de sillín estándar) | 0.5″–24″ (modelos de tubería con montaje interno) |
| Zona afectada por el calor | Presente; la profundidad varía según la velocidad de desplazamiento y el estado de la punta. | Presente; mismo proceso térmico | Cero: no se genera calor. |
| ¿Es necesario rectificar el bisel después de la rectificación? | No es necesario en aceros al carbono estándar que cumplan con el límite Ra de la norma AWS D1.1; es necesario para grados de aleación. | Las mismas condiciones que Mathey Dearman. | No — la superficie está lista para soldar a máquina, Ra 3.2–6.3 µm |
| Consistencia del ángulo de bisel | ±1–3° típico en toda la circunferencia | ±1–3° típico | ±0.5° (geometría de inserción con restricción mecánica) |
| consistencia de la cara de la raíz | ±1–2 mm a lo largo de la circunferencia | ±1–2 mm | ±0.3 mm |
| ¿Funciona en atmósfera explosiva? | No — Prohibido el uso de llamas abiertas según OSHA 1910.252(a)(2)(vi)(C) | No, se aplica la misma prohibición. | Sí, sin chispas, sin llama abierta. |
| ¿Adecuado para cromo-molibdeno P91/P22? | Restringido: la mayoría de las especificaciones del proyecto prohíben o requieren un tratamiento térmico posterior a la soldadura (PWHT) después del corte térmico. | Restringido: misma limitación | Sí, no hay efectos térmicos en la metalurgia de las tuberías. |
| Precio de entrada (máquina básica) | $1,485 (Silla de montar manual MSA) | ~$1,200–$1,300 est. (datos de campo de 2017) | $1,565 (modelo de tubería portátil, base) |
| País de fabricación | Estados Unidos (Tulsa, Oklahoma) | Estados Unidos (Tulsa, Oklahoma) | China (fábrica especializada de equipos de soldadura) |
Matriz de decisión del método de biselado de 3 preguntas
Este marco de trabajo toma cualquier decisión relacionada con soluciones de biselado de tuberías y la canaliza a través de la categoría correspondiente. Cada elemento de la serie es un punto de control estricto: una sola respuesta afirmativa proporciona una respuesta definitiva sin necesidad de indagar más sobre las siguientes preguntas de la lista.
- ¿La ubicación de la tubería se encuentra en una atmósfera inflamable o explosiva, ya sea activa o recientemente purgada?
SÍ → Solo biselado mecánico en frío. OSHA 29 CFR 1910.252(a)(2)(vi)(C) prohíbe cortar y soldar “en presencia de atmósferas explosivas (mezclas de gases, vapores, líquidos o polvos inflamables con aire)”. Ningún permiso de trabajo en caliente resuelve esta restricción cuando la atmósfera en sí es explosiva; el corte en frío elimina la fuente de ignición. - ¿El material de la tubería es cromo-molibdeno (P11/P22/P91/P92), acero inoxidable austenítico (304/316L), dúplex o está sujeto al código nuclear ASME Sección III?
SÍ → Se prefiere encarecidamente el biselado mecánico en frío. La mayoría de las especificaciones de los proyectos para estos grados prohíben el corte térmico en la superficie de preparación final para la soldadura, o requieren un ciclo de tratamiento térmico posterior al corte (740–760 °C para P91) que añade horas de tiempo y tiempo de pruebas. El fresado con insertos en frío preserva la dureza, la microestructura y las propiedades anticorrosivas del material base durante todo el proceso de corte. - ¿El diámetro exterior de la tubería es de entre 2 y 24 pulgadas, o la obra carece de suministro eléctrico o neumático?
SÍ → Mathey Dearman o H&M, traje térmico tipo silla de montar/band-crawler. Las unidades portátiles mecánicas de montaje interno en frío alcanzan un diámetro máximo de aproximadamente 24 pulgadas para uso en campo; las máquinas Mathey Dearman tipo silla de montar y de orugas manejan diámetros exteriores de hasta 60 pulgadas solo con suministro de gas, sin necesidad de conexión eléctrica para los modelos manuales.
Si responde No a las tres preguntas (acero al carbono no sensible al tiempo (A106/A53/API 5L), tamaños nominales de tubería en el rango de 2 a 24 y atmósferas "no clasificadas como peligrosas"), entonces tanto los procesos térmicos como los mecánicos en frío cumplen con el código, y el resultado está influenciado en gran medida por el volumen de corte y la mezcla de materiales: el proceso térmico ofrece un rendimiento más rápido con trabajos de acero al carbono de alto volumen en terrenos sencillos; el proceso mecánico en frío ofrece un menor costo total del ciclo de vida cuando se tienen en cuenta los grados de aleación, la mano de obra de rectificado y las tasas de rechazo de la inspección.
evaluando un Máquina biseladora mecánica en frío ¿Para tuberías de hasta 24″ de diámetro exterior? Los modelos portátiles eléctricos y neumáticos RESIZE cubren el rango de diámetros que la mayoría de los equipos de campo encuentran, sin los costos adicionales de un permiso de trabajo en caliente.
Cuatro escenarios en los que el corte con llama se queda corto
La máquina de montaje Mathey Dearman fue construida para realizar trabajos de tendido de tuberías de acero al carbono en todo el país, y lo hace bien. Cuatro condiciones, sin duda, hacen que un proyecto quede fuera de ese rango.
Escenario 1: Refinerías y plantas químicas en funcionamiento
La norma OSHA 29 CFR 1910.252(a)(2)(vi)(C) establece que “No se realizarán cortes ni soldaduras en presencia de atmósferas explosivas”. Si bien las refinerías de petróleo, los depósitos de almacenamiento y las plantas químicas en funcionamiento pueden utilizar permisos de trabajo en caliente para reducir el período de riesgo, estos no pueden modificar el requisito fundamental de no realizar nunca trabajos en atmósferas explosivas en áreas ventiladas. El rectificado mecánico en frío, sin chispas y con accionamiento neumático o eléctrico, elimina la fuente de ignición y se ha convertido en el estándar de facto para los trabajos de conexión y mantenimiento de plantas petroleras.
Escenario 2: Tubería de cromo-molibdeno y de alta aleación
1. Los aceros al cromo-molibdeno, en particular el P91 (9 Cr-1 Mo-V), material principal de las líneas de sobrecalentadores y recalentadores de las centrales eléctricas, se endurecen rápidamente al ser cortados térmicamente y templados al aire. En las especificaciones de los proyectos para P91, P22, P11 y P92, en la mayoría de los casos no se permite el corte térmico en la superficie de preparación final para la soldadura, o bien se somete a un ciclo de tratamiento térmico de 740-760 °C que debe realizarse después del corte y antes de cualquier operación de soldadura.
Esto implica el tiempo de permanencia de las horas de reposo más las pruebas de dureza independientes requeridas para cada junta en la zona de fusión y afectada por el calor. El fresado mecánico en frío con insertos elimina el material sin generar calor y se enfría dentro del tubo original, por lo que la cara biselada se conservará exactamente igual que la del tubo original sin necesidad de tratamiento térmico; en consecuencia, no habrá ningún punto de retención adicional de calentamiento y perforación de la muestra en ITP.
Escenario 3: Tubería de acero inoxidable y dúplex
El corte térmico de aceros inoxidables austeníticos (304, 316L) produce la formación de precipitados de carburo de cromo en los límites de grano —un proceso denominado «sensibilización»— dentro de la zona afectada por el calor. El acero inoxidable sensibilizado no presenta resistencia a la corrosión intergranular en la región del material adyacente a la línea de soldadura. En los aceros dúplex, esta alta temperatura interfiere con la proporción de fases austenita/ferrita, que es la que confiere a estas aleaciones sus propiedades mecánicas únicas.
El biselado mecánico en frío permite conservar las propiedades metalúrgicas que justifican especialmente el coste y el uso de estos materiales.
Escenario 4: Tuberías que cumplen con el código nuclear (Sección III de ASME)
La Sección III de ASME exige la documentación completa de cada proceso aplicado al material de tuberías nucleares. El corte térmico introduce variables —profundidad de la zona afectada por el calor, variación de la dureza, posible absorción de hidrógeno— que requieren pruebas independientes, revisión por parte del inspector autorizado y aceptación formal antes de que la junta avance. El corte mecánico en frío elimina por completo estas variables del registro del proceso. El resultado práctico: menos puntos de control de inspección por junta, tasas de aceptación radiográfica más rápidas y menor exposición a retrabajos en trabajos donde el rechazo de una sola soldadura puede superar los 10 000 dólares en mano de obra directa.
Cómo evaluar cualquier máquina biseladora de tuberías: Lista de verificación de 7 puntos
Entre los diferentes tipos de sillín Mathey Dearman o el proceso mecánico en frío o térmico, estos 7 argumentos permiten saber si la máquina es adecuada:
- Rango de diámetro de la tubería y método de conexión. Las máquinas de montaje en banco para tuberías de diámetro exterior (Mathey Dearman, H&M) sujetan la parte exterior de la tubería; no requieren acceso interno y funcionan incluso en tuberías corroídas o con incrustaciones. Las herramientas mecánicas en frío para tuberías de diámetro interior sujetan el interior de la tubería; requieren un diámetro interior limpio y sin daños, así como un diámetro conocido. Confirme la especificaciones de su tubería, el estado de la pared y el diámetro exterior real medido antes de especificar cualquiera de los dos tipos.
- Compatibilidad del material con el proceso. Acero al carbono (A106, A53, API 5L) en grados estándar → tratamiento térmico o en frío, ambos conformes a la normativa. Grados de aleación (P91, P22, acero inoxidable) → tratamiento mecánico en frío para evitar los requisitos de tratamiento térmico posterior al corte y los puntos de control de las pruebas de dureza. El código de tuberías aplicable y las especificaciones del proyecto rigen; las afirmaciones del fabricante no anulan el Plan de Inspección y Pruebas (ITP).
- Rango de ángulos de bisel y disponibilidad de consumibles. La mayoría de los documentos WPS para tuberías requieren un ángulo de 30° a 37.5°. Verifique que la máquina alcance el ángulo exacto especificado en su WPS sin necesidad de un cabezal de antorcha especial ni de una geometría de inserto no estándar. Para herramientas mecánicas en frío, confirme que el material de los insertos esté disponible localmente o a través del proveedor con un plazo de entrega compatible con el cronograma de su proyecto.
- Fuente de alimentación disponible en el lugar de trabajo. Las máquinas de montar manuales funcionan únicamente con gas, sin conexión eléctrica. Los modelos motorizados requieren 110 V o 230 V CA. Las herramientas mecánicas en frío requieren alimentación neumática (80-90 PSI en la entrada), eléctrica (normalmente 1-2 kW) o hidráulica. La falta de compatibilidad entre las necesidades de herramientas y la infraestructura del lugar genera un problema logístico que no se puede resolver rápidamente en el terreno.
- Capacidad de espesor de pared: La abrazadera MSA maneja tuberías de pared más delgada en el rango de 1.5″–4″ de diámetro exterior, con limitaciones para tuberías de gran espesor. Las orugas de banda admiten paredes gruesas en diámetros grandes. Las herramientas de montaje interno mecánico en frío especifican el espesor máximo de pared por carga de inserto de carburo, generalmente de 25 a 75 mm según la clase del modelo. Verifique con el espesor de pared más grueso de su tubería, no con la especificación nominal.
- Rugosidad superficial medida en el tipo de tubería: AWS D1.1:2020 permite hasta 1,000 µin (25 µm) en superficies cortadas térmicamente. Las herramientas de inserción mecánica en frío producen Ra de 3.2 a 6.3 µm (125 a 250 µin), de cuatro a ocho veces más suave que el límite de D1.1. Para tuberías nucleares, submarinas o farmacéuticas donde la especificación sea más estricta que D1.1, solicite un corte de demostración en su tubería y grado de material reales antes de realizar el pedido.
- Coste total por corte, no el precio de adquisición de la máquina: Una Mathey Dearman 1SA a 1,547 dólares. El mecanizado en frío tiene un costo de consumibles por corte muy bajo en acero al carbono (solo gas y punta). Una herramienta mecánica en frío, con un precio de entre 4,000 y 10 000 dólares, tiene un costo de adquisición mayor, pero elimina la mano de obra de rectificado que genera el mecanizado térmico en aleaciones. El análisis de costos de la industria en tuberías de cromo-molibdeno P22 muestra que los procesos térmicos generan entre 10 000 y 18 000 dólares en mano de obra por cada 1,000 cortes, incluyendo el retrabajo por fallas en las pruebas de dureza; el mecanizado en frío genera entre 500 y 1,500 dólares en costos de consumibles para el mismo volumen. Antes de tomar la decisión de compra, compare ambos modelos con su volumen de corte anual real y la combinación de materiales que utilice.
¿Cuánto cuesta una máquina biseladora de tubos?
La maquinaria de soldadura de nivel básico (Mathey Dearman MSA o similar) comienza en $1,485 para el instrumento base, sin cuerpo de antorcha incluido. Los instrumentos portátiles mecánicos para soldadura en frío (para tuberías de hasta 24") comienzan en $1,565 y aumentan hasta $10,000+ para configuraciones reforzadas en tuberías de pared densa. Los robots de banda de diámetro romo y las unidades motorizadas automáticas tienen un precio de entre $15,000 y $30,000+. La maquinaria de soldadura usada en sitios web de excedentes de equipo y ferias de sistemas de soldadura tiene un precio promedio de entre el 40% y el 60% de ese precio para una instalación normal, una vez incluidos los topes y espaciadores. Se recomienda confirmar el conjunto completo de hardware antes de la compra de equipo usado, ya que los juegos de espaciadores y topes alternativos representan una parte significativa del valor del kit.
Tendencias del mercado de máquinas biseladoras de tubos hasta 2030
El mercado mundial de máquinas biseladoras alcanzó un valor de 359.83 millones de dólares en 2023 y se prevé que crezca a una tasa de crecimiento anual compuesta (TCAC) del 4.3 % hasta 2030, llegando a aproximadamente 483 millones de dólares (Maximize Market Research). Tres tendencias están transformando las decisiones sobre equipos dentro de esta curva de crecimiento.
El segmento de vehículos eléctricos está superando al mercado en general. Las máquinas biseladoras eléctricas de tuberías representan un segmento independiente valorado en aproximadamente 450 millones de dólares en 2024, con una tasa de crecimiento anual compuesta (TCAC) del 6.8 % hasta 2034, alcanzando un valor estimado de 850 millones de dólares (Informes y datos). El factor clave es la combinación de control de velocidad programable y funcionamiento sin chispas, lo que permite su uso en lugares donde está prohibido el uso de llamas abiertas y no se dispone de infraestructura neumática.
La demanda de biseladoras portátiles aumentó drásticamente en 2025. El volumen de búsquedas de "máquina biseladora portátil" aumentó aproximadamente un 700 % entre abril y septiembre de 2025, pasando de 40 búsquedas mensuales a un máximo de 320. Este incremento coincide con la aceleración de los ciclos de construcción de terminales de GNL y mantenimiento de plataformas marinas, ya que ambos requieren equipos que se desplacen con el personal en lugar de estar almacenados en un taller fijo. El cambio en la demanda hacia unidades portátiles beneficia tanto a las máquinas biseladoras manuales de Mathey Dearman como a las herramientas mecánicas compactas que los equipos de campo llevan en sus cajas de herramientas.
El crecimiento del mercado estadounidense se sitúa ligeramente por encima del ritmo global. América del Norte muestra una previsión de crecimiento anual compuesto del 5.2 % hasta 2033 (Previsión de Mercado Confiable), impulsada por la expansión de los gasoductos y los programas de sustitución de infraestructuras hídricas en el marco de la Ley de Inversión en Infraestructuras y Empleos de 2021.
Para los compradores de equipos, la tendencia apunta a que las herramientas mecánicas en frío ganarán cuota de mercado frente a las unidades de combustión directa en proyectos donde los requisitos de documentación, el trabajo en atmósferas clasificadas o los grados de aleación de las tuberías formen parte del alcance del proyecto. El mercado principal de Mathey Dearman —la construcción de oleoductos principales de acero al carbono en terreno abierto— continúa creciendo al ritmo general del mercado, y las herramientas mecánicas en frío están ganando terreno en las conexiones de instalaciones y en los alcances de las terminales de GNL, según el proyecto.
Preguntas frecuentes
¿La máquina biseladora Mathey Dearman es lo mismo que una biseladora de tubos?
En la jerga del personal de construcción de oleoductos, a veces se usan indistintamente los términos "Mathey Dearman" y "máquina de biselado" (como "Kleenex" y pañuelo de papel). Para las biseladoras de tuberías de oxicorte tipo silla de montar, como la que se menciona aquí, estos dos términos se utilizan para referirse a la misma máquina en la construcción de oleoductos en Norteamérica. Dado que la máquina de silla de montar Mathey Dearman es, con diferencia, la marca dominante en la mayoría de los proyectos de oleoductos en Norteamérica, incluso el nombre de la marca se ha convertido en una abreviatura para esta categoría. Técnicamente, "biseladora de tuberías" podría referirse a cualquiera de las herramientas utilizadas para cortar el extremo biselado de una tubería y prepararla para las soldaduras de unión (como herramientas mecánicas de montaje interno en frío, plasma y fresadoras de biselado de placas), pero no a la máquina Mathey Dearman. Así que, independientemente de la marca de la máquina, el capataz le está diciendo al equipo que "consigan la Mathey Dearman" cuando necesitan una biseladora de silla de montar con llama.
¿Puede una máquina Mathey Dearman cortar y biselar en una sola pasada?
Sí; esta máquina de una sola pasada utiliza una órbita del cabezal de la antorcha alrededor de la circunferencia del tubo para cortar el espesor de la pared y producir el asiento de bisel para soldadura simultáneamente. La inclinación rotacional del cabezal de la antorcha determina el ángulo del asiento de bisel (generalmente 30-37.5-45°), por lo que completamos ambas tareas de corte en una sola órbita. Esta filosofía también está disponible en EZ Pipecut con sus máquinas de corte y biselado de una sola pasada. Dado que realizan tanto el corte como el biselado en un solo ciclo operativo, las máquinas de chaveta Mathey Dearman suelen ser más rápidas que los ciclos de proceso de corte y biselado que requieren pasadas de máquina separadas y manipulación entre pasos.
¿Es necesario lijar antes de soldar con una máquina Mathey Dearman durante el corte con llama?
No. La cláusula 5.15.4.3 de la norma AWS D1.1:2020 permite el corte térmico de tuberías de acero al carbono cuando la rugosidad superficial no supera las 1,000 µin (25 µm). Una máquina de corte Mathey Dearman con el mantenimiento adecuado puede producir esta condición estándar en tuberías A106 o API 5L sin necesidad de rectificado. El rectificado es necesario cuando la rugosidad superficial supera las 1,000 µin, cuando aparecen marcas de arrastre u otros daños, o cuando el material de la tubería o las especificaciones del proyecto mejoran ligeramente con respecto a la norma D1.1.
¿Cuál es la diferencia entre la máquina de montar Mathey Dearman y la máquina de orugas de banda?
La máquina de soldadura por arco se engancha directamente a la sección transversal de la tubería mediante espaciadores o topes; no es necesario sujetar la tubería con otros accesorios. Su cobertura abarca diámetros exteriores de 1.5" a 20" mediante juntas 3SA y MSA. El sistema Band Crawler se fija mediante una banda flexible de acero inoxidable que se ajusta alrededor de la tubería de gran circunferencia (de 10" a 60" de diámetro exterior) y cuenta con un carro motorizado que desplaza el cabezal de la antorcha. Las máquinas de soldadura por arco convencionales están limitadas por el ancho de la tubería; el uso de sistemas tipo oruga permite preparar los extremos de las tuberías en un rango más amplio de diámetros.
¿Cómo se compara el biselado en frío de RESIZE con el de Mathey Dearman para el trabajo diario en tuberías?
Para proyectos que implican la construcción de oleoductos de larga distancia utilizando tubería API 5L grado B en condiciones abiertas (en tierra), las máquinas de corte en silla de montar son un poco más rápidas para comenzar el trabajo, menos costosas por corte y no dependen de energía eléctrica para operar. Para paradas de mantenimiento en refinerías, instalaciones de GNL o similares, o cuando se utiliza un acero grado P11 en combinación con cualquiera de las condiciones de trabajo en caliente móviles que probablemente se encuentren, los sistemas mecánicos en frío omiten los pasos de inspección adicionales y el tratamiento de la ZAH, y evitan la mano de obra de preparación de la ZAH, el tratamiento térmico de reducción de la ZAH y los requisitos de permisos de trabajo en caliente asociados con el proceso térmico. Ambas son opciones válidas; la decisión depende del grado del material de la tubería, la categoría de riesgo de seguridad del sitio o la especificación del proyecto, pero no de la marca. Revise el tabla comparativa anterior y conectar Página de la máquina de fresado y biselado de tamaño reducido Para obtener las especificaciones completas y los precios.
¿Dónde puedo comprar máquinas biseladoras Mathey Dearman y repuestos?
Mathey Dearman se vende a través de distribuidores autorizados de suministros de soldadura en toda Norteamérica. Rigweldersupply.com ofrece una línea completa de máquinas de soldadura de tipo silla (desde MSA hasta 3SA) y kits de modernización PLASMASPEED con precios publicados. Las sucursales de Airgas y los distribuidores independientes de suministros de soldadura tienen en stock los modelos de silla más comunes. Tenga en cuenta que Mathey Dearman vende máquinas de soldadura de tipo silla principalmente en el mercado norteamericano; los pedidos internacionales tienen plazos de entrega más largos a través de los canales de distribución de SFE Group. Para máquinas usadas, lo habitual son los distribuidores de excedentes de equipos para oleoductos y las subastas de suministros de soldadura; asegúrese de obtener la mayor cantidad posible de espaciadores y topes con su lote, ya que estos componentes representan un gran porcentaje del valor de funcionamiento del kit y son difíciles de comprar por separado.
Artículos Relacionados
- Máquina biseladora de tubos H&M: Guía completa y comparativa
- Máquina biseladora de tubos: tipos, especificaciones y cómo elegir la adecuada
- Guía del comprador de biseladoras de tubos: Lo que debe saber antes de comprar.
- ¿Qué es una máquina biseladora? Usos, tipos y guía de selección.
- Biselado vs. chaflán: Diferencias clave explicadas para soldadores









{kind=link}
{kind=link}
{kind=link}
{kind=link}