
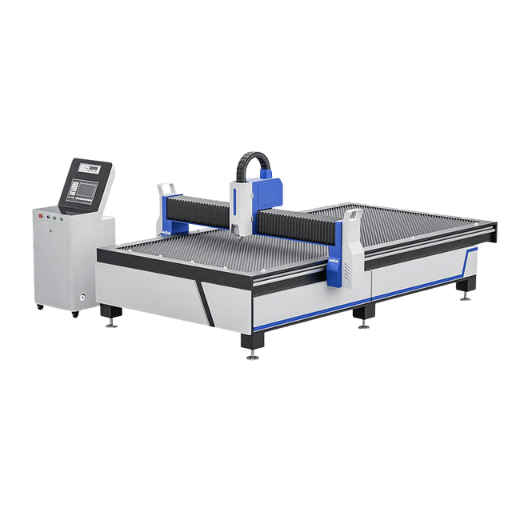
A CNC plasma table is the gantry-and-work-table system that makes a hand-held plasma cutter an industrial digitally controlled cutting platform. Selecting the ideal one is seldom one of brand loyalty – it is as much about table travel, gantry stiffness, software stack, and duty cycle distribution as about the project base fees. This primer covers the anatomy, sizing, cost highlights, and 2026 forecast for industrial fabrication shops, supplemented with cited data from OSHA, NIOSH, FMA, and Future Market Insights as well as practical customer experience, culled from Practical Machinist forum threads.
Quick Specs: Industrial CNC Plasma Table
| Common cutting envelope | 4×8 ft (industrial floor) / 5×10 ft (heavy fab) |
| Mild steel cut, Powermax 85 SYNC | Cut 1¼ in (32 mm) / Pierce ¾ in (19 mm) |
| Mild steel cut, Powermax 125 | Cut 1½ in (38 mm) / Pierce 1 in (25 mm) |
| Positioning repeatability | ±0.005 in typical industrial servo; vendor claims as tight as ±0.001 in |
| Air supply minimum | 15 CFM @ 90 PSI (60-80 gal tank, 5 HP motor) |
| Industrial 4×8 system price band | $18k base table → $35k-45k with 125 A plasma + nesting + air dryer (2025-Q3) |
What Is a CNC Plasma Table?
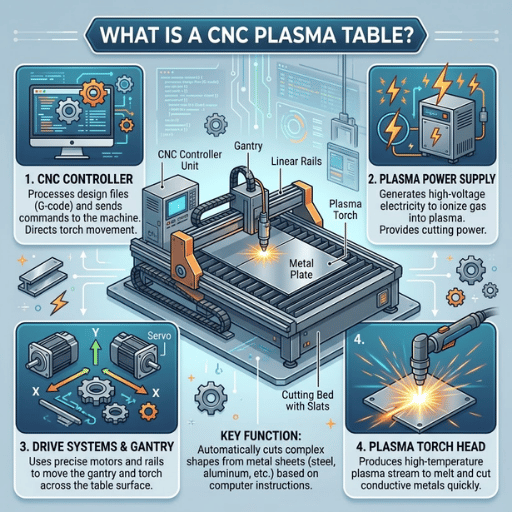
A CNC plasma table is the work-direction device in a digitally controlled plasma cutting configuration. Plasma cutting itself is the power source; the table is the gantry, drive system, and slat, water, or other work-table surface that positions the torch over the plate from a CAD diagram. Computer numerical control, in this context, means the in-X-Y motions of the gantry and the z-axis height of the torch are commanded by a controller that reads a tool-path file rather than by a human hand .
That distinction is important when acquiring a machine. A 65-amp Hypertherm Powermax power source bevels 1-inch steel whether it is mounted on a welder or atop a CNC gantry — the CNC table underneath defines how repeatably it is held. Bolting the same plasma source onto an affordable hobbyist CNC table or onto an industrial-grade welded-steel CNC table produces fundamentally different parts.
If you are still translating plasma cutting fundamentals to your (potential) shop, our companion piece on the plasma cutting machine and how it works covers the upstream physics. This section is dedicated to the table as a purchasing decision: defining what makes an industrial-grade CNC plasma table, and how much it should cost.
“You can almost always add more rail, but you can’t make the machine wider once it’s built.”
Common Applications for Plasma Cutting
CNC plasma tables are the backbone of projects involving conductive metal plate moving through the shop in volume. According to the FMA Fabrinomics outlook by the Fabricators & Manufacturers Association, an automotive rebound, sustained aerospace demand, and buoyant nonresidential construction activity have been the primary drivers of US fabrication-shop demand through 2024-2025.
Where industrial CNC plasma tables earn their keep:
- Structural-steel fabrication – girders, brackets, gussets, and column splices using up to 1-in. plate. A 5×10 envelope dominates this market sector because it enables full-sheet plate flow, avoiding downstream secondary cutting.
- Sheet-metal fabricators – HVAC ductwork, signage, stair stringers, in 16 ga to ¼ in. This sector usually is the least-expensive industry to buy its first CNC plasma.
- Automotive and motorsport fabricators – chassis brackets, roll cages, fabricates panels in mild steel and 4130 chromoly.
- Heavy equipment and farm-handling systems – wear plates, tractor parts, attachment brackets in ⅜ to ¾ in. Often paired with a press brake downstream.
- Shipbuilding and railcar fabrication – heavy plate ≥1 in driven by 200 A plasma sources on 6×12 or larger gantries.
- Pressure vessel and tank fabrication – user pre-weld plate prepping, often mixed with bevel-cutting heads on advanced systems.
One leading signal the FMA forecast misses is timing. FABTECH 2024 industry panel forecast strong metal-fabrication growth through the latter half of 2025, and US search volume for “cnc plasma table” increased about 50% in September 2025 over the Q1-Q2 2025 baseline — far ahead of the about 5% annual market size growth, which indicates that buyer-search intent is rising faster than capacity is being installed .
Anatomy: Key Components of an Industrial CNC Plasma Table

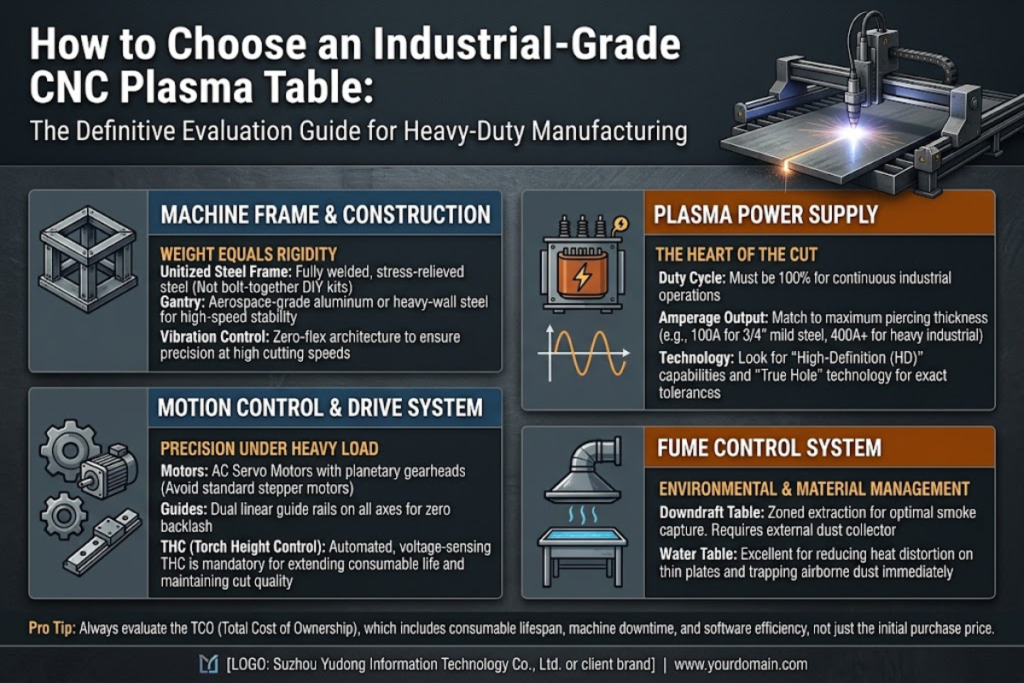
Industrial-grade tables differ from hobbyist tables not on a feature list but on how each part performs during duty cycle. The six parts that drive cut quality are below, and the failure mechanisms that buyers under-budget for are below that.
1. Gantry and Frame
A welded steel gantry resists deflection during high speed direction change, a bolt-together aluminum extrusion gantry flexes. Flex shows up as scalloped edges and dimensional drift on long cuts. Industrial frames are full-perimeter welded with 3/8 in or thicker plate while hobbyist tables generally use 80/20-style aluminum extrusion. Frame rigidity is a permanent investment — you cannot retrofit gantry rigidity.
2. Drive System
Servo motors with planetary-geared rack-and-pinion drives move the X-Y axes, and a ball screw Z handles vertical motion. Stepper drives are commonplace on entry tables but lose steps when accelerating without closed-loop feedback, thus producing positional drift on long programs; industrial repeatability is typically 0.005 in (0.13 mm); some vendors publish positioning accuracy as tight as 0.001 in (0.025 mm), a best-case marketing number rather than an assured real-world measurement across the work envelope..
3. Torch Height Control (THC)
Torch height control runs a closed-loop loop that measures arc voltage and adjusts Z to hold a constant stand-off as plate heat warps. Hypertherm’s THC profile reduces the arc voltage signal through a 25:1 voltage divider before the controller acts on it; arc voltage on mild steel usually runs in the 100-150 V nominal range, based on amperage and plate thickness. Without the THC, the kerf consistency suffers on warped or oily plate; with the THC, consumable life measurably improves.
📐 Engineering Note — THC and consumables
Hypertherm consumable life specifications are based on a 100-150 V nominal arc-voltage envelope. Drift greater than about 5% from the cut chart set point usually points to worn nozzles, eroded electrodes, or warped plate hanging the torch high. Make sure your THC voltage divider is calibrated against the cut chart for your specific plasma source and amperage – operating an 85 A cut chart with a 65 A source causes premature consumable loss.
4. Plasma Source
Plasma source hardware is rarely included with the table. Most industrial welders pair the gantry with a Hypertherm Powermax 65/85/125 SYNC or a MaxPro 200; ESAB and Lincoln have similar industrial options. Choose amperage that reflects your typical plate thickness and not your maximum. Buying a 200 A source for a job that regularly runs 10 ga sheet wastes consumables, buying a 45 A for occasional 1-inch work fails.
5. Work Surface — Slat (Downdraft) vs Water Table
Choice of work surface has ventilation and indexing ramifications. OSHA 29 CFR 1926.353 requires either general mechanical or local exhaust ventilation in enclosed spaces when cutting chromium-bearing metals – a daily occurrence if you cut stainless or zinc-coated stock . A downdraft slat table pulls fume through the work surface to a filtered collector; a water table submerges the cut zone, mechanically holding the fume plume down. Water tables also hold down the reflective UV that causes operator fatigue. One compromise that money cannot solve: you can’t index a sheet on a water table without flooding, and high-definition plasma doesn’t do the gantry-relative consistency that water-table reindexing requires. NIOSH Publication 2013-128 recommends OSHA tighten the hexavalent chromium PEL still further; small shops should build their ventilation infrastructure in expectation of future PEL reductions. The broader CDC NIOSH welding and cutting health-hazard guidance notes that confined-space operations sharply increase operator exposure to metal fumes — the same principle applies to enclosed plasma cutting bays without local exhaust ventilation.
6. CNC Controller and Software Stack
The controller is the firmware layer between the CAM-generated tool-path and the motor drives. Industrial controllers (Hypertherm EDGE Connect, ESAB Vision, FANUC) close the loop on motor encoders and integrate THC and gas console control. Hobbyist controllers (Mach3 on Windows, LinuxCNC) work, but add latency and seldom close the THC loop natively. The companion welding positioner equipment in your shop will connect with downstream motion-control logic in a similar manner – select a controller family you can support with spare parts and training over a five-year horizon.
One anatomy item buyers skip: grounding. Forum reports coalesce on grounding as the most common silent failure – symptoms include tremulous motor movement, spontaneously triggered sensors, and the controller dropping out partway through a cut. Fix it with a dedicated earth stake at the table, isolated from generators and HF-start TIG welders sharing the same shop ground.
What Materials and Thicknesses Can a CNC Plasma Table Cut?
Plasma cuts conductive materials – mild steel, stainless, aluminum, copper, brass. It doesn’t cut wood, plastic, ceramic, or glass; non-conductive material needs a CNC router, a fiber laser, or a waterjet. Capacity in your shop depends on the plasma source amperage relative to the gantry.
Industrial Hypertherm cut charts publish two numbers per amperage class: cut capacity (the steady-state thickness the source will cut through cleanly at production speed) and pierce capacity (the thickness it will reliably establish a cut from a stationary torch). Pierce is always the lower number. Hole-pierce-then-cut workflows fail when customers specify to the cut number and then try to pierce material at that thickness.
| Plasma source | Mild Steel — Cut | Mild Steel — Pierce | Stainless — Cut | Aluminum — Cut |
|---|---|---|---|---|
| Powermax 45 XP | 1 in (25 mm) | ½ in (12 mm) | ⅜ in | ¼ in |
| Powermax 65 SYNC | 1 in (25 mm) | ⅝ in (16 mm) | ½ in | ⅜ in |
| Powermax 85 SYNC | 1¼ in (32 mm) | ¾ in (19 mm) | ⅝ in | ½ in |
| Powermax 125 | 1½ in (38 mm) | 1 in (25 mm) | ¾ in | ⅝ in |
| MaxPro 200 | 2 in (50 mm) | 1¼ in (32 mm) | 1 in | 1 in |
Source: Hypertherm Powermax SYNC cut charts (810500MU R4) and the machine-side reference guide.
Can a CNC Plasma Table Cut Aluminum?
Yes — aluminum is conductive, and cuts cleanly with plasma – but the end quality is lags steel. Aluminum dross adheres tenaciously to the underside of the cut, and edge finish is rougher because the molten aluminum re-solidifies before the air assist clears it. Most fabrication shops that cut aluminum production parts switch to a fiber laser or waterjet at thicknesses below ½ in for finish reasons. Above ½ in, plasma still wins on capex and operating cost. If you occasionally cut structural rather than cosmetic aluminum, a Powermax 85 SYNC is a satisfactory solution at a 4×8 industrial table.
Capacity gets nuanced above 25 mm. Several industrial editorial sources (such as the Esprit Automation laser-vs-plasma comparison) validate that fiber laser capacity plateaus out near 25 mm in mild steel, with plasma dominating the 50 mm window prior to waterjet appropriateness. Our laser, plasma, and waterjet trade-off comparison describes this crossover further. On the counter-evidence side: on PracticalMachinist, an experienced fabricator operating both a 5×10 high-definition plasma table and a 4.5 kW fiber laser chooses the laser even on applications where plasma has the cut envelope advantage on paper, because the dross cleanup labor on 1,000-piece runs of stainless outweighs the per-piece capex cost analysis. Crossover is moving on the production end without also occurring on the capex end.
Choosing the Right Cutting Area: 4×4 vs 4×8 vs 5×10

Capex is the one parameter that once chosen can never be changed without replacement. Pick the envelope that fits your typical sheet stock plus six inches of clearance on each axis, not the envelope that fits your floor space.
| Envelope | Footprint with clearance | Sheet stock fit | Best for |
|---|---|---|---|
| 2×4 ft | ~5×7 ft | Half-sheet | Prototyping, signage, art |
| 4×4 ft | ~6×7 ft | Half-sheet (indexing) | Small fab, brackets — but see warning below |
| 4×8 ft | ~7×13.5 ft | Full standard sheet ✓ | Most common industrial floor |
| 5×10 ft | ~8×13 ft | Full sheet + offcut | Heavy / structural / agricultural |
| 6×12+ ft | 9×15+ ft | Oversize plate | Shipyard, large structural |
What Size CNC Plasma Table Do I Need?
Working fabricators on PracticalMachinist converge on a rule: don’t go under 4×8 unless your shop footprint really, really can’t handle it. For sizing options that match common production envelopes, browse our industrial plasma cutting machine specifications. A working fabricator on PracticalMachinist states matter-of-factly – “good controls, drives, and plasma table cost the same for 4×4 as for 5×10.” In practice, the 4×4 industrial market is structurally inferior because the bill of materials for an industrial 4×4 is nearly identical to an industrial 4×8, while the resale value and operational flexibility of a 4×8 is much greater. If you cut full 4×8 sheets, indexing to accommodate a smaller table into every job costs labor, negates high-definition plasma’s repeatability, and isn’t compatible with a water table.
Add a 24-30 in service aisle to every axis of the table footprint, plus the swing radius of the processor cabinet door, plus material handling clearance to support the next sheet loaded by a forklift. Many shops underestimate this and end up with a table too tight to load or service. The area you calculate should be about 1.5x the cut envelope on each side.
CAD/CAM Software and Motion Control
The CNC controls software stack on an industrial plasma cutting table has three layers. Mixing layers from incompatible vendor families is the hidden cost trap.
- CAD – the design software library. AutoCAD, Fusion 360, SolidWorks, QCAD, Inkscape. Export formats: DXF, DWG, or native parametric files.
- CAM and nesting–the part layout and tool-path layer. Commercial names: SheetCAM, FastCAM, Hypertherm ProNest, Lantek, SigmaNEST. G-code or M-code.
- CNC controller firmware–the motion execution layer. Hypertherm EDGE Connect, ESAB Vision, FANUC, Mach3 (hobbyist), LinuxCNC. Reads the post-processed code and commands the drives.
Between the CAM and the controller sits a post-processor–a vendor-unique translator that converts the CAM’s neutral G-code into the dialect your controller speaks. An included post-processor with the controller is a rarity; most are built or purchased from the CAM vendor against your specific machine configuration.
Nesting efficiency is where the industrial software justifies itself. Manual layouts on a 4×8 sheet commonly wastes 15-20% of stock; ProNest, Lantek, and SigmaNEST published case studies show 8-15% material recovery solely from auto-nesting. The 2024-2025 release wave at all three vendors has added machine-learning-driven nesting that further compresses scrap. For an industrial 4×8 cutting steel daily on a Powermax 85, that 8-15% can be the single largest operating-cost lever after consumables. Our overview of the plasma cutting machine basics walks through the upstream considerations.
Industrial-Grade vs Hobbyist Tables: How to Decide

The hobbyist-versus-industrial choice is a binary decision most buyers get wrong by considering it a budget tier. It is not. It is a duty cycle question, a tolerance question, and a through-life cost question.
Is a CNC Plasma Table Worth It for a Small Business?
Simple arithmetic: if your shop currently commissions cutting and that outsourced expense exceeds roughly $3,000 per month, a 4×8 industrial CNC plasma table on a Powermax 85 usually pays back in 18-30 months — consumables, software, and operator training amortization included. Esprit Automation industry comparison reports a 2-3 year payback as the industrial average for plasma equipment, against roughly five years for fiber laser equipment of comparable capacity. If your outsourced cutting expense is below $1,500/month, a table sits idle and the math never works out.
The Three-Question Test for Industrial Plasma Investment
A binary filtering question that we developed for buyers comparing industrial-tier equipment against entry-tier marketing claims:
- Duty cycle–will the table run more than two hours per shift? When yes, bearing-and-motor specs on entry-level tables fail to sustain that load. Reinforced gantry and industrial servo are needed.
- Tolerance–do parts feed downstream welding, machining, or assembly where positional drift over 0.020 in causes rework? When yes, stepper-driven entry tables fail to meet the spec.
- Through-life cost–is the table specified for five-plus years of production? When yes, frame rigidity, parts supply network, and warranty location matter far more than list price.
If two of three responses are yes, an industrial-grade table is justified. If only one, an entry-level table may suffice for 18-24 months before the next purchase decision. If none, you are buying a hobby table.
✔ Industrial-Grade Strengths
- Welded steel frame, low gantry deflection at speed
- Servo drive with planetary gearing, ±0.005 in repeatability
- THC standard with closed-loop voltage feedback
- Designed for two-shift production reliability
- In-warranty consumable supply chain, named OEM
⚠️ Hobbyist-Tier Limits
- Bolt-together aluminum extrusion flexes during direction changes
- Stepper drives, lost-step risk, ±0.020 in typical drift
- THC often optional, ohmic-only on cheaper tables
- Built for two to four hours of weekly cutting
- Aftermarket-only consumable risk, slow parts replacement
One risk no commerce listing will flag: stale-vendor inventory and parts-availability collapse. A 2024 PracticalMachinist post archives a buyer who bought a small CNC plasma table and got a 2009 servo motor — and then waited months for a replacement, lost a contract, and laid off an employee. The name was well known, the warranty-venue anti-litigation clause made suit uneconomic, and the stale-inventory pattern was apparently a vendor pattern. Through-life cost is not a sticker-price debate; it is a parts-availability one. For comparison context, our breakdown comparing laser cutting vs plasma cutting covers similar through-life questions on the laser side.
What Drives the Cost of a CNC Plasma Table?
An advertised list-price of a CNC plasma table underestimates your actual end-of-life cost by 30-60%. Knowing the line items enables apples-to-apples proposals and avoids surprises after the deposit.
- Base table – gantry, drives, work surface. Welded vs bolt-wheel is the single-largest decision factor here.
- Plasma power supply – often NOT included in the base table. A Powermax 65 SYNC adds by $4,500-5,000; a Powermax 125 adds by $9,500-11,000 at OEM list.
- Torch height control (THC) subsystem – often inclusions on industrial models, but just an addition ($800-2,500) on entry-tier tables.
- CAD/CAM and nesting software – SheetCAM single-seat is roughly $400; ProNest LT Unlimited is roughly $3,500 lifetime; Lantek and SigmaNEST industrial seats run several thousand annually.
- Air supply – industrial buyers underspec compressors. Expect a 60-80 gal tank with a 5 HP motor at 15 CFM @ 90 PSI minimum, plus an air drier (Tsunami-class +$1,500-2,000) for neat cutting.
- Fume abatement – a downdraft collection unit adds $3,000-8,000; water-plate fluid abatement is the cheapest entry option but limits indexing as described above.
- Freight and crating – local crating $800-2,500; international ocean freight 15-20% of table list-price, add customs.
- Installation and operator training — $1,500-5,000 depending on travel and on-site duration.
- First-year consumables — electrodes, nozzles, swirl rings, shields. Budget $1,500-3,000 in year one for a single-source production table.
| Tier | Envelope | All-in (with plasma source) | Typical buyer |
|---|---|---|---|
| Entry / Hobbyist | 2×2 to 4×4 | $5,000 – $15,000 | DIY, art shop, prototype |
| Pro / Light Industrial | 4×4 to 4×8 | $18,000 – $45,000 | Job shop, repair, light fab |
| Industrial | 4×8 to 6×12 | $45,000 – $120,000+ | Fabrication, structural, automotive |
| Heavy Industrial | 6×12+ with bevel | $120,000 – $400,000+ | Shipyard, heavy equipment, rail |
Cost is based on 2025-Q3 US market data, but pricing may be off current market – ask for a cost quote now. To compare current manufacturing options, see our industrial CNC plasma cutting solutions.
Industry Outlook: Trends Shaping CNC Plasma Cutting in 2025-2026

Three trend threads are reshaping CNC plasma capex decisions for the 2025-2026 window. Knowing them before signing a deposit changes which configuration you specify.
Reshoring and tariff effect on demand
The global CNC plasma cutting machine market sits at USD 707.5 million in 2025 and is forecast to reach USD 1,163.5 million by 2035 — a 5.1% CAGR per Future Market Insights. Search-volume data tells the real story: US queries for “cnc plasma table” increased about 50% in September 2025 contrasted with the beginning baseline of Q1-Q2 – much faster than the market, indicating increased search volume that can be attributed to a resurgence of small-shop digitization and metal-path reshoring in response to the recent tariff shifts; this indicates manufacturing capacity, driven by a reshoring shift, is actually going-in faster than noted in the public market data and lead times can be expected to extend for industrial-class models to come.
Plasma-vs-fiber-laser positioning at the thickness boundary
Fiber lasers continue to nibble away at plasma’s thin- and medium-plate envelope below 25 mm in light steel; above 25 mm plasma still wins on capex and operating cost, with waterjet as the alternative above the plasma’s limit. In 2025, the less-obvious development is on the productivity axis: working fabricators who have both technology choices report consistently choosing the laser even on production runs where plasma wins on capex, because dross-cleanup labor on long parts runs (especially in stainless steel) totally dominates the per-part hardware math. Dual-technology shops are now common. If you run production parts in 12-gauge to ¼-inch stainless steel, model the dross labor explicitly before choosing plasma-only.
AI-assisted nesting and multi-table integration
ProNest, Lantek, and SigmaNEST released machine-learning-enabled nesting in 2024-2025. Operationally, the number is 8-15% additional stock recovery over auto-nesting without ML – a permanent operating-cost reduction. If you are planning a capex this year, ask Vendors whether their ML-nesting is included in the configurator or is an upgrade; by 2027 it will probably be table-stakes rather than a premium feature. Downstream operations like welding benefit from cleaner part edges as well – our overview of downstream welding processes discusses the propogation of nest quality.
Frequently Asked Questions

Q: What is a CNC plasma table used for?
View Answer
Q: Can a CNC plasma table cut aluminum?
View Answer
Q: What is the maximum plate thickness a CNC plasma table can cut?
View Answer
Q: How much does an industrial CNC plasma table cost?
View Answer
Q: Is a water table or a slat (downdraft) table better?
View Answer
Specify the right CNC plasma table for your shop
RESIZE manufactures industrial CNC plasma cutting solutions for fabrication, structural, and heavy-equipment shops.
About This Analysis
Sources for this article include Hypertherm Powermax cut charts, OSHA 1926.353 and NIOSH hexavalent-chromium guidance, the FMA Fabrinomics outlook, the Future Market Insights 2025 CNC plasma market report, and a working-fabricator forum thread on PracticalMachinist documenting real CNC plasma table buying experience. Pricing is based on the 2025-Q3 US market and screened by the RESIZE engineering team for value to industrial fabricators.
Related Articles
References & Sources
- OSHA 29 CFR 1926.353 — Ventilation and protection in welding, cutting, and heating — U.S. Department of Labor, Occupational Safety and Health Administration
- NIOSH Publication 2013-128 — Criteria for a Recommended Standard: Occupational Exposure to Hexavalent Chromium — U.S. Centers for Disease Control and Prevention
- Welding and Cutting Health Hazards — NIOSH topic guidance — U.S. Centers for Disease Control and Prevention
- Computer numerical control — encyclopedia entry — Wikipedia
- Macroeconomic Insights for 2024 (Fabrinomics) — Fabricators & Manufacturers Association International
- FABTECH 2024 recap — metal fabrication industry panel looks to 2025 — The Fabricator
- CNC Plasma Cutting Machines Market 2025-2035 forecast — Future Market Insights
- Laser vs Plasma cutting — industrial OEM comparison — Esprit Automation









{kind=link}
{kind=link}
{kind=link}
{kind=link}