
CNCプラズマカッターは、コンピュータ数値制御(CNC)による熱切断プロセスで、高温のイオン化されたガスプラズマジェットを使用して、電気伝導性金属材料をあらゆる手持ち方式よりも高精度に、より精密な公差で切断します。炭素鋼、ステンレス鋼、アルミニウム、その他の板材を2インチ厚まで永久的に切断する加工工場にとって、CNCプラズマカッターは業界標準であり続けています。6~50mmの切断において、Oxy燃料よりも高速で、ファイバーレーザーよりも安価であり、手持ちトーチよりも生産ラインへのトーチ供給能力がはるかに優れています。このガイドでは、CNCプラズマカッターの仕組みを、物理学から、遭遇する電流クラス(「テーブルサイズまで」と呼ばれる)、材料容量、工場が見落としがちな空気および電気インフラ、実際の産業用途、レーザーおよびOxy燃料切断との率直な比較、実際の運用コストを決定するBimosuの経済性、2026年までの市場見通しまで詳しく解説します。
クイックスペック — CNCプラズマカッターの概要
| プラズマアーク温度 | 約25,000°F(約14,000°C) |
| パワークラスの範囲 | 45A(軽工業)~200A以上(重工業) |
| 軟鋼切断能力 | 1/4インチ(45A)から2インチ以上の切断(125A以上) |
| 標準的な切断幅 | 電流値と消耗品によって1.5~3mm |
| エッジ面取り(標準プラズマ) | 垂直方向から±1~4°ずれている |
| 空気必要量(標準値:65A) | 連続運転時、乾燥状態で約6~7 SCFM、圧力80~90 PSI |
| 切断可能な素材 | 軟鋼/炭素鋼、ステンレス鋼、アルミニウム、銅、真鍮 ― 導電性のみ |
| 工業用フレームの耐用年数 | 10~20年(消耗品は消耗品であり、機械本体の寿命ではありません) |
CNCプラズマカッターとは何か?そして、実際にどのように金属を切断するのか?
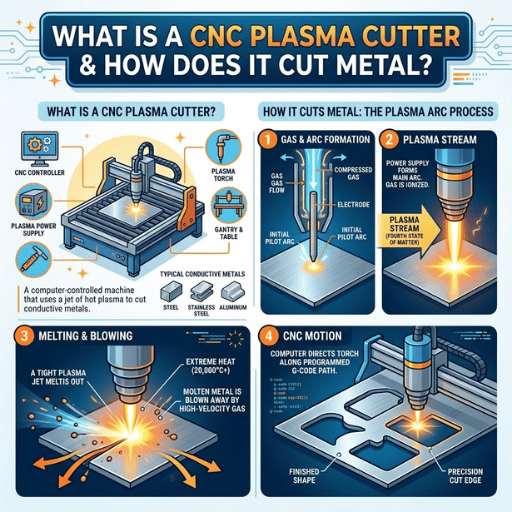
ビトナー高温切断法は、電離ガス(またはプラズマガス)の高速ジェットをワークピースに噴射して、電気伝導性のある金属材料を切断するものです。MIG-MPPの「MIG」という名称は、切断対象の金属をシールドするためにアクティブアークを使用するという事実に由来しています。このアクティブアークは、電源とタングステンインゴット間のアーク転送プロセスによって発生します。このプロセスは、手作業では達成できないほど高速で非常に精密な切断を実現します。
CNC プラズマカッターはどのように機能しますか?
一般的なプラズマ装置は、3自由度と専用の動作機構を備えた機械加工されたガントリーに取り付けられたトーチの形状をしています。CAD図面からGコードとして記述され、ラップトップに保存されたコンピュータプログラムは、トーチからプラズマアークを空間内の経路に沿って移動させるコマンドを受け取ります。「CNC」という名称は、中央にファイルサーバーを備えた汎用PCを使用している装置を、複数の独自開発のCNC制御パッケージ(場合によっては操作モードによってはタッチスクリーンを備えている)とは区別するために用いられます。
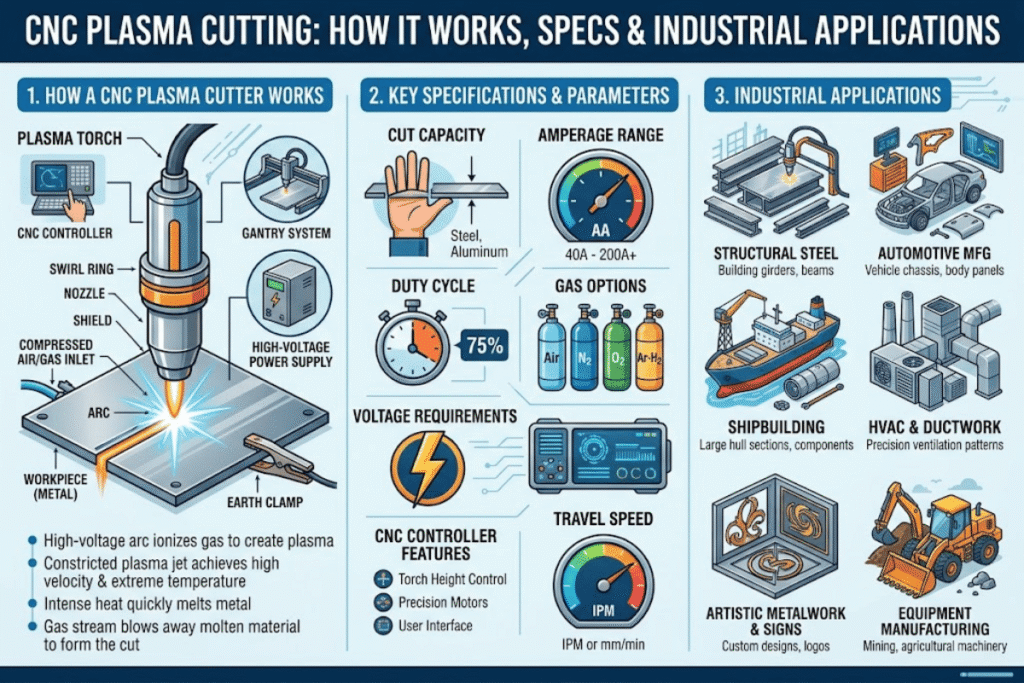
- トーチ切断プロセスの本質的な物理現象は、各切断サイクル中に一連の段階を経て進行する。
- 電極とトーチの開口部の間で高周波でパイロットアークを点火すると、イオン化されたガスのパイロット柱が加工開口部を通ってワークピースに押し込まれます。このパイロットアークは、時間平均で約25,000°F(14,000℃)の温度となり、比較的狭い切削幅を削り取るのに必要な表面変化を迅速に起こすのに十分な高温です。
- アークが金属表面に触れると、パイロット柱が消滅します。次に、メイン柱がオリフィスからワークピースへとアークを伝達します。この瞬間から、アーク回路が金属内部を流れます。このアーク伝達によって、実際の切断プロセスが開始されます。
- アークは一定の速度でワークを溶融させ、プレートから材料を除去します。高圧(約25,000psi)の炉は、溶融金属の噴流を切断部の底から噴出させる傾向があり、その噴出力は電流、ミリ秒単位のMIG送給速度、ミリ秒単位のトーチ移動速度、およびその他の複数の要因の相互作用に依存します。このバランスは「ガス切断品質」として知られ、エッジ形状のCNC制御に不可欠ですが、オペレーターがトーチ速度(電流とガス流量も含む)を調整することで対処できます。
切断中、CNC は高価な機械からエンコーダー フィードバックを読み取り、トーチの位置を X、Y、Z 方向に調整し、画面に表示されるパスを維持します。一方、トーチの高さは、ステッピング スタックとは別の制御セットによって、アーク転送モーメントによって常に制御されます。切断中のこのループのドロップアウトは非常にひどく、システムがプレートを「再取得」するまで、トーチの高さが避けられない 1/2 インチずれることがあります。生産では、キャップはエッジが 1~4 の垂直公差を提供するまで機械加工されます。これは、ハンド トーチで達成できるレベルよりもはるかにきれいで、手作業で切り出すと 1 日で再現できます。
完全なCNCプラズマシステム内部の6つのサブシステム

完成したCNCプラズマカッターは、単一の箱ではありません。6つのサブシステムが同時に機能する必要があり、それぞれの役割を理解することで、見積書が読みやすくなり、サービスコールの手配もはるかに簡単になります。
- キャビネット内部には電源装置が内蔵されており、工場の電気供給を受けて、デューティサイクルによって厳密に制御された(例えば、デューティサイクルが60%の場合、10分ごとに6分間のアーク放電時間と残りの時間が冷却に充てられる)直流アークに変換する。
- ガントリーに取り付けられた機械式プラズマトーチは、作業者を「手作業」という概念から解放します。手持ちトーチはエントリーレベルの機械に後付けできますが、再現性が著しく制限されます。プロの加工では、機械への取り付けを前提として設計され、一定のスタンドオフ形状を持つトーチが使用されます。
- CNCコントローラは、専用の産業用機械(ファナック、アレン・ブラッドリー、シーメンスなど)であれ、イーサネット経由で切削ソフトウェアに接続するホストデバイスとして展開されるWindowsベースのPCであれ、部品プログラムの読み込み、機械のモーター駆動、アークスタート信号の入出力制御を担当します。多くのエントリーレベルの工場では、イーサネット経由でシステムに接続されたCNCマシンを購入するだけで済みます。
- 機械の下部には、駆動系があり、サーボモーターまたはステッピングモーター(それぞれアンプとエンコーダ付き)を介してガントリーをX軸とY軸に沿って移動させます。X軸(移動距離が長い)は大型産業用フレーム上のラックアンドピニオン機構、Y軸はボールねじ機構で駆動されます。Z軸の移動は、システムの他の部分とは独立してトーチを昇降させる役割を担います。
- プレート上部には、アーク電圧トーチ高さ制御装置が電圧を測定し、トーチとプレート間の距離を示す指標として、Z軸をリアルタイムで微調整します。THCが欠落または故障している場合、プレートが加熱されて歪む際に、切断時に歪みが生じる可能性があります。
- 作業現場では、切断テーブルが作業スペースの基盤となる。テーブルは、スラット、フレーム、そして水タンク(騒音や煙を抑制し、飛散物をキャッチする)またはダウンフロープレナム(煙をフィルターシステムに吸い込む)のいずれかで構成される。テーブルのたわみは、切断時の面取り誤差に直接関係する。
オプションの付属品には、溶接準備用の自動開先ヘッド、ヒューム吸引ブロワー、ドリルステーション、マーキングヘッド、パイプ切断用の第4軸などがあります。それぞれが、ほぼ同等の程度で機能と複雑さを増します。
電力クラスと遮断容量:電流仕様の解読
電流値はプラズマ切断機の基本仕様であり、最も誤解されやすい項目でもあります。多くの購入希望者は最大切断厚さを基準に評価しますが、この考え方は誤りです。より重要な要素は、切断厚さ、デューティサイクル、そして電極あたりの製品経済性です。
| アンペア | おすすめカット | サーバー容量 | ピアース | ベストフィット |
|---|---|---|---|---|
| 45 A | 1/2インチ(12 mm) | 7/8インチ(22 mm) | 1/4インチ(6 mm) | 板金加工、看板製作、軽工業 |
| 65 A | 3/4インチ(20 mm) | 1-1 / 4インチ(32 mm) | 1/2インチ(12 mm) | 総合加工工場、混合作業 |
| 85 A | 1″(25 mm) | 1-1 / 2インチ(38 mm) | 5/8インチ(16 mm) | 重厚な構造物、構造用鋼板 |
| 105 A | 1-1 / 4インチ(32 mm) | 2″(50 mm) | 3/4インチ(20 mm) | 産業用生産ライン |
| 125 A | 1-3/4インチ、10 IPM、100% DC | 2-1 / 2インチ(63 mm) | 1″(25 mm) | 重工業、複数シフト制 |
| 200 A + | 生産速度で2インチ以上 | 3インチ以上(75mm以上) | 1-1/4インチ以上 | 造船所、構造用梁、厚板 |
能力制限値は、標準的な機械トーチ消耗品を使用した軟鋼に対する業界標準のエアプラズマ切断における値です。ステンレス鋼およびアルミニウムの場合、これらの制限値は15~25パーセント低下します。Sever値は、システムが生産品質の切断面を維持したまま切断できる最大厚さを示します。
4変数電力クラスのルールパワー クラスは硬度だけで決まるものではありません。パワー クラスは、(1) 生産レベル (平均厚さ)、(2) ピーク消費要件、(3) 生産電流でのデューティ サイクル、(4) 消耗品の経済性、つまり電流がクレジット ノズル定格の 95% を超えるとノズルと電極の寿命が急激に低下するという 4 つの要素から導き出されます。最大硬度だけを参照すると、ショップの最悪のミスにつながります。1-3/4 の希少なプレートを切断するために 125 A システムを購入し、毎日 65 A で稼働させると、65 A システムで切断した場合の部品の消耗品消費量が 2 倍になり、1 フィートあたりのコストが低くなります。
主に1/4インチ~3/4インチの軟鋼を切断する工場では、65Aまたは85Aのシステムがほぼ常に最適な選択肢となります。1インチを超える連続生産が受注にある場合にのみ、105Aまたは125Aを検討してください。連続負荷時のデューティサイクル特性を含む詳細な仕様については、当社の プラズマ切断技術仕様.
切断テーブルと作業スペースの面積

テーブルのサイズは、切断サイズではなく、シート材のサイズによって決まります。44インチ(1.2m×1.2m)のテーブルは、クランプし直さずに48インチのシート材の半分をかろうじて収容できますが、切断自体は問題ありませんが、作業の流れとしては好ましくありません。中間的な処理を必要とせずに、最もよく使用するシート材を収容できるテーブルを選択してください。
| テーブルサイズ | シートストックフィット | フロア面積 | 以下のためにベスト |
|---|---|---|---|
| 2×2フィート | ドロップ、看板の空白部分 | クリアランスを含めて約6×6フィート | 趣味、芸術、プロトタイプ |
| 4×4フィート | ハーフシート(4′×4′) | 約8×8フィート | 小さな工房、様々な作品 |
| 4×8フィート | 標準サイズ 4′×8′ (1220×2440 mm) | 約8×14フィート | 業界の基準値 — 製造作業の80% |
| 5×10フィート | 5フィート×10フィートのシート、大型ブラケット | 約10×16フィート | 重機製造、構造物製造工場 |
| 6×12フィート | 特大プレート、ビームフランジ | 約12×18フィート | 造船所、構造用鋼材、風力発電タワー |
サイズが決まったら、下部構造には2つの選択肢があります。ウォーターテーブルは、スラットの下に水を浸したり溜めたりすることで、煙や騒音を遮断し、熱影響部を縮小します。酸化が懸念されるアルミニウムやステンレス鋼の加工に適しています。ダウンフローテーブルは、穴の開いた部分を通して煙をろ過システムに送り込み、作業場の空気を清潔に保ちますが、送風機の電力消費量が増え、フィルターの交換費用も継続的に発生します。ステンレス鋼を多く使用する大量生産スタジオのほとんどはウォーターテーブルを好み、クリーンな環境にある軟鋼を大量生産するスタジオはダウンフローを好みます。
作業スペースの確保:テーブルの両側に少なくとも4フィートの作業スペースを確保し、障害物がない状態にする。さらに、用紙の配布のための明確な通路も確保する。 板金溶接 後続工程はすべて切断セルの下流で行われるため、エアラインの配管を行う前に部品の流れを決定してください。
切断可能な材料と切断品質
CNCプラズマ切断機は、電気を通す金属であれば何でも切断できます。これは普遍的な利点です。軟鋼と炭素鋼は理想的な切断対象です。切断速度が速く、消耗品の寿命が長く、1フィートあたりのコストも安価です。ステンレス鋼とアルミニウムも効率的に切断できますが、出力密度が高く、消耗品の反応も異なります。
CNCプラズマカッターでアルミニウムを切断できますか?
はい、ただしいくつか注意点があります。まず、アルミニウムは鋼鉄よりも熱伝導率が高いため、切断溝から熱が早く逃げてしまいます。そのため、実際の切断能力は軟鋼の約75~85%程度と推定されます。つまり、3/4インチの軟鋼用に定格された65Aのシステムでも、5/8インチのアルミニウムなら簡単に切断できます。次に、アルミニウムは底部に付着しやすい粘着性のドロスを生じます。水中切断や空気と炎の混合気体を用いた切断は、後処理の手間を軽減しますが、完全に不要になるわけではありません。最もきれいなアルミニウム側面を得るには、リソースが許せばファイバーレーザーが最適なソリューションです。
| 材料 | 容量対軟鋼 | 推奨ガス | エッジノート |
|---|---|---|---|
| 軟鋼/炭素鋼 | 100% (ベースライン) | 圧縮空気または酸素 | ほとんどの用途において、切断したままの状態で清潔かつ溶接可能である。 |
| ステンレス鋼 | 約85~90% | 窒素/水素混合ガスまたは空気(グレードによる) | 熱影響部(HAZ)にわずかな変色が見られる。重要な部品では不動態化が起こる可能性がある。 |
| アルミニウム(5xxx、6xxx) | 約75~85% | N₂/H₂または空気 | 底の縁に粘着性の汚れが付着しているので、清掃が必要です。 |
| 銅、真鍮 | 〜70%で | 窒素または空気 | 反射性があり、熱伝導率が高いため動作範囲が狭くなる。 |
📐 技術ノート — 面取りとドロス製造: 標準的なプラズマ切断では、トーチの高さ、移動速度、切断幅の測定方向によって、ベベル角度は 1 ~ 4 になります。一般的な慣例: 切断面の良好な側 (ガス旋回方向とは反対) は 2 未満に抑え、不良側は 4 に達する可能性があります。接合側にベベルを設けて溶接部品を準備する場合は、良好な側が接合面に向くようにプログラムするか (または自動ベベルヘッドを使用する)。粉体塗装を行う場合は、ドロス除去またはグラインダー処理のステップを計画してください。粉体は上部のスパッタや下部のスラグに付着しやすいためです。
空気、電力、および作業場インフラの要件
プラズマ切断を行う現場では、空気供給ラインの容量が過小評価されがちです。良好なプラズマ切断を行うには、80~90psiで約6~7SCFMの一定流量が必要です。85アンペアのシステムでは、さらに多くの空気を消費します。例えば、定格出力が80psiで14CFM、デューティサイクルが55%でマルチステージではない85アンペア単相コンプレッサーの場合、14CFMの空気を供給できるのはほんの一瞬です。それ以外の時間は、定格出力の15%で90%の空気を消費しています。空気が過剰になると、アークが弱く拡散するため、空気供給が最適な状態から外れるたびに消耗品のコストがかさみます。
空気供給におけるもう一つの課題は湿気です。圧縮空気には必然的に水と油が含まれており、どちらもトーチを劣化させます。凝縮フィルターの前に冷媒式または乾燥剤式のエアドライヤーを設置することは、一般的な作業場において消耗品の寿命を4倍以上に延ばす最も簡単で安価な方法です。
| パワークラス | 空気需要 | コンプレッサーのサイズ選定(連続) | 電気サービス |
|---|---|---|---|
| 45 A | 約5 SCFM @ 80 PSI | 5 HP 単段式(最小) | 単相220V/30A |
| 65 A | 約6~7 SCFM @ 85 PSI | 7.5 HP 2段式 | 単相220V/50Aまたは三相220V |
| 85 A | 約7~8 SCFM @ 90 PSI | 10 HP 2段式 | 3相220V/480V |
| 125 A + | 90 PSIで10 SCFM以上 | 15~25馬力の2段式、大型レシーバー付き | 3相480V/60A以上 |
排煙、眼の保護、火災監視手順、およびクリアエリアガイドラインは、 OSHA 29 CFR 1910.252プロセスレベルの高温作業の安全性については、以下で詳しく説明します。 AWS Z49.1換気については特に以下に記載されています AWSファクトシートNo.36クロム(ステンレス鋼)、ベリリウム、または亜鉛メッキを含むヒュームは、EPA基準に準拠した呼吸保護具を必要とします。
業界の実務家は、推奨圧力範囲を超えて過度に圧力をかけると、トーチアークが強化されるどころか弱まることを理解しています。規定値を超えると、トーチ内のビームが数メートルも散乱し、切断面の精度と深さが損なわれます。マニュアルに記載されている圧力推奨値は最小値ではなく、最適値です。
産業用途:CNCプラズマが優位に立つ分野
プラズマは、その比類のない速度、厚さ範囲、そして資本コストの手頃さという特長により、他のあらゆる選択肢を無意味にしてしまうような、特に適した5つの産業分野において、ニッチな市場を切り開いています。
構造用鋼の製造高速の炎と、200~400A 範囲のベベルカットや穴に沿って細かく素早く上向きにガウジングすることで、あらゆる成長した船体プレート、隔壁、または補強材(厚さ範囲 6~50mm)のエッジを湾曲させ、完全に機械加工できます。ほとんどの溶接準備において許容できるベベル品質が得られます。補強材の範囲では、グラビメトリーパスまたはグラインダーを使用して仕上げてください。希望する厚さゾーンの上限が切断面に向くようにプログラムしてください。
造船および造船所作業パンチ加工、補強加工、旋削加工、穴あけ加工、その他プレハブ加工された大型組立品および/または厚板部品(船体、モジュール、船舶/組立用フロートなど、厚さ125~200Å)を、1~4面のベベル加工に加え、多軸ベベルヘッドと重力整列型マルチトーチシステムを備えたトーチで高速処理します。下流工程で使用します。 溶接回転装置 そして、ハイエンドのCMM測定システムと連動した傾斜ポジショナーを用いて、切削ベッドから巨大な部品を削り取る。
HVACおよび板金ダクト工事薄板亜鉛メッキ鋼板から、最大60インチ幅のブリキ板ブランク、タブ付き継ぎ目、特殊形状部品(ボルト、角板、トリミングされたむき出しのヒンジ部分、タブ付きバリ、パネル補強材など)を、部品搬送速度が切断速度を上回る45Aの超高速送り速度トーチを使用して、高速かつ確実に製造します。
農業および重機フレーム、ブラケット、ブレードおよびタインブランク、ホッパープレート。軟鋼板加工、6~25mm厚が主流。65~105Aグレード。部品は完成品としてではなく、溶接によって組み立てられるため、面取りやドロスはそれほど重要ではない。
自動車シャーシ、トレーラー、およびボディパネルフレームレール、ガセットプレート、特注トレーラーベッド、ロッククローラーバンパー。16ゲージシートから1/2インチプレートまで、様々な厚さの板材に対応。中出力システム(65~85A)でほとんどの作業に対応。トレーラーおよびシャーシ製造業者は、在庫適合性を考慮して48インチテーブルを標準としています。ダウンフローテーブルを備えた工業用プラズマ切断機により、大量生産時でも作業場内の空気を清潔に保ちます。
プラズマ対レーザー対酸素燃料:正直なプロセス比較
厚さ6mm付近が、加工方法間のトレードオフが変化するおおよその目安となる。6mm未満では、ファイバーレーザーが切断品質と速度の両面で優位に立つ。導電性金属の場合、6mmから50mmの間では、プラズマが切断コストと設備投資の面で優位性を維持する。炭素鋼の場合、50mmを超えると、切断品質は劣るものの、酸素燃料切断が切断コストの面で依然として優位に立つ。
| 次元 | CNCプラズマ | ファイバーレーザー | 酸素燃料 |
|---|---|---|---|
| 厚みのスイートスポット | 6~50mm導電性 | 0.5~25mm、最適は6mm未満 | 25~200mm炭素鋼のみ |
| エッジ品質 | ±1~4°の面取り、軽度のドロス | ±0.5°、ほぼ正味 | 粗いので、清掃が必要です |
| 1/4インチ軟鋼の切断速度 | 約80~120 IPM (85 A) | 約200~400 IPM(4 kW) | 約16~24 IPM |
| 設備投資(ターンキー方式) | 15万ドル~200万ドル | 80万ドル~500万ドル以上 | 5万ドル~30万ドル |
| 操業コスト | 約0.10~0.30ドル/フィート | 約0.05~0.15ドル/フィート(大量輸送時はさらに安くなる) | 約0.08~0.20ドル/フィート(酸素+燃料ガス) |
| 材料 | すべての導電性金属 | すべての金属と反射材に関する課題 | 炭素鋼および低合金鋼のみ |
3つの質問からなるプロセス選択ツール
- 主な加工対象物の厚さはどれくらいですか? 6mm未満でエッジ品質が求められる場合はファイバーレーザー。6~50mmの場合は導電性金属プラズマ。50mmを超える場合は炭素鋼酸素燃料。
- 月間最大切断量はどれくらいですか?月間アーク稼働時間が200時間未満の場合、プラズマ切断機の設備投資コストの低さが通常は有利になります。それ以上になると、ファイバーレーザー切断機の1フィートあたりのコストの低さが償却されます。
- 加工対象物に非鉄金属(ステンレス鋼、アルミニウムなど)はどのくらい含まれていますか?非鉄金属が30%以上含まれ、かつ切断面の品質が重要な場合は、ファイバーレーザーの設備投資額が高くても採用する価値があります。非鉄金属の加工がまれな場合は、プラズマレーザーの柔軟性が有利です。
サンプルエッジと工程ごとのコストモデリングによる、より詳細な切断品質の比較については、以下をご覧ください。 プラズマ切断とレーザー切断 分析と代替の視点 レーザー切断とプラズマ切断の比較.
運用コストと消耗品寿命:TCOの実態検証
産業用プラズマ切断機は10~20年の耐用年数を持つ資産です。消耗品は消耗品であり、定期的に交換する必要があります。総所有コストは消耗品の消費率によって大きく左右されますが、これは機械のメーカーではなく、オペレーターの作業方法に大きく依存します。
CNCプラズマカッターの寿命はどれくらいですか?
工業用機器では、機械フレームとモーションシステムは通常、大規模なオーバーホールが必要になるまで10~20年稼働します。適切にメンテナンスされた電源も同様の耐用年数を提供します。トーチ消耗品(電極、ノズル、スワールリング、保持キャップ、シールド)は、数時間の切断時間ごとに交換される消耗品です。したがって、「寿命」とは、実際には2つの質問、つまり機械資産寿命(10年単位)と消耗品交換サイクル(数時間から数日単位)を指します。
| 消耗品 | 典型的な生活 | 交換時期 |
|---|---|---|
| 電極(ハフニウムチップ付き) | 800~2,000個のピアス | ハフニウムのピットが約1.5mmより深い |
| ノズル | 600~1,500個のピアス | 開口部はもはや円形ではなく、内部に溝が見られる。 |
| 渦巻きリング | 長寿命 — 損傷した場合のみ交換 | ひび割れ、アーク焼け、土で詰まった穴 |
| サポート | 飛び散った汚れを拭き取れば再利用可能 | 目に見える変形または焼け焦げ |
| 保持キャップ | トーチの耐用年数 | 糸の損傷や焦げ跡 |
「最適な切断品質と部品寿命は、通常、電流値をノズル定格の95%に設定したときに得られます。電流値が低すぎると切断が雑になり、高すぎるとノズルの寿命が短くなります。」
— ハイパーサーム・テクニカルサービス、「プラズマアーク切断でよくある10のミス」
消耗品の経済性は、オペレーターが制御する 4 つの変数、すなわち、穿孔高さ、空気品質、電流制御、およびリードアウト プログラミングによって決まります。穿孔が低すぎると、溶融金属がノズル面に逆流します。ろ過されていない湿った空気を使用すると、電極のハフニウムが早期に腐食します。電流をノズル定格の 95% 以上に慢性的に流すと、ノズルの寿命が半分になります。切断後もアークが持続するようなリードアウト プログラミングを行うと、アークの伸長によってノズル内部が損傷します。これらはいずれも機械の欠陥ではなく、仕様書にも記載されていません。
推奨切断高さの1.5~2倍の高さで穴あけを行ってください。現場からの報告によると、ノズルの早期故障のほとんどは、この設定に起因しています。穴あけが完了する前にTHCがトーチを切断高さまで下げてしまう場合は、ノズルに過度の負担がかかっています。「不安定な切断」は、ほぼ例外なく消耗品の問題であり、機械の故障ではありません。
CNCプラズマの限界と、それが不適切な選択となる場合
プラズマは様々な部品の加工に最適ですが、すべての切断作業に適しているわけではありません。5つの制約条件によって外周が固定されます。
- 0.5ベベル以下の加工公差は実現不可能です。バッチプラズマは1~4、高仕様プラズマは高温時にマイクロ波で0.5~1の精度で動作します。短期的に、あるいはその他の場面でより厳しい加工精度が求められる場合は、ファイバーレーザー、ウォータージェット、または後加工が必要となります。
- 16ゲージ(約1.5mm)以下の非常に細いゲージは技術的には可能ですが、適切な選択肢となることはほとんどありません。Gauzeiron氏らが示したように、熱影響部(HAZ)はそれに応じて最大化され、安価な虹色の紫/青/息を吸い込むようなきらめきよりもファイバーレーザーを凌駕します。プラズマは絶望的ではありませんが、最良とは言えません。
- 非導電性材料は切断できません。プラスチック、ガラス、グラスファイバー、セラミックなどは、プラズマアークを完全に遮断します。ウォータージェットまたはレーザーが最適な選択肢です。
- 内側の角が狭く、穴が小さいと、内部の切削溝の形状制限にぶつかります。切削溝の幅(1.5~3 mm)と穿孔ドームの幅によって、標準的なプラズマ切断では、最小の穴とぴったり合う内部半径が制限されます。(疑義の閾値:平均的なプロセス条件だけでなく、一貫したプロセス条件では、板厚よりも小さい穴がほぼ確実に形成されます。)
- ヒュームの発生は無視できない現実の問題です。製品1メートルあたりで見ると、プラズマはファイバーレーザーよりも多くの目に見えるヒュームを発生させます。ステンレス鋼、塗装済み、亜鉛メッキ、コーティングされた材料など、材料中のクロムや亜鉛の含有量が増加するとヒューム濃度も上昇するため、呼吸器保護具とより大型のフィルター装置が必要になります。
加工業者はプラズマ切断機を誤った理由で購入し、その限界に気づくのが遅すぎる場合がある。「板材の細部加工からプレートの切断まで、あらゆる用途にプラズマ切断機を購入した」というケースがよくあるが、その後、プラズマ切断機ではできなかったことを実現するために、ファイバーレーザーを別途購入することになる。こうした事例が頻繁に発生するため、予算を立てる際には、1台ではなく2台の機械を選択する方が賢明である。
CNCプラズマ切断市場の展望(2026年)
プラズマは衰退する兆しを見せていない。市場調査によると、拡大傾向が見られ、ファイバーレーザーはプラズマが既に弱かった特定の用途を開拓しており、プラズマの現在の市場シェアはCNC分野にとどまっている。
Hubspot グローバル市場の洞察プラズマ切断機業界は2025年には8億1140万米ドルを超え、2034年まで年平均成長率5.9%で拡大すると予測されている。 別の予報 2030年までの年平均成長率(CAGR)は4.5%と予測されている。両分析とも、縮小ではなく成長という同じ方向性を示している。
2026年の購買決定を左右する3つの技術革新:
- ハイエンドプラズマはレーザー加工の分野を席巻している。X-Definitionをはじめとする同等のシステムは、プラズマの流速を6mm以上に維持しながら、中厚軟鋼板においてファイバーレーザーと同等の切断面品質を実現しつつある。
- 産業分野では、IoT(モノのインターネット)と高度なスケジュール保守の導入が引き続き進んでいます。最新のシステムは、消耗品の供給機会、稼働サイクル、アーク電圧に関するデータをこれまで以上にプラント保守ツールに提供し、予期せぬダウンタイムを削減し、部品ごとのコスト管理を支援します。
- 自動角度切断ヘッドは、「高級品」から「中級品」へと移行しつつある。溶接に適した角度プログラミング機能を備えた5軸角度切断ヘッドは、構造物や圧力容器の製造において、何らかの形で採用されている。
2026年に設備投資を計画している場合、中厚の軟鋼板が主な加工対象であれば、HDまたはX-Definitionクラスのシステムを予算に組み入れてください。6mm以下の薄板金属を大量に加工する場合は、プラズマ切断機に頼る前にファイバーレーザーのコスト計算を行ってください。いずれの場合も、切断機が納入される前にエアシステムの監査を実施してください。消耗品予算が計画通りになるかどうかは、空気の質によって左右されます。
よくある質問

Q:プラズマカッターを稼働させるには、どのくらいの大きさのコンプレッサーが必要ですか?
回答を見る
Q:CNCプラズマ切断機の欠点は何ですか?
回答を見る
Q:CNCプラズマカッターの精度はどの程度ですか?
回答を見る
Q:CNCプラズマカッターでお金を稼ぐことはできますか?
回答を見る
Q:CNCプラズマカッターとCNCプラズマテーブルの違いは何ですか?
回答を見る
Q:CNCプラズマカッターのプログラミング方法を教えてください。
回答を見る
この分析について
この記事は、Hypertherm Powermax SYNCの公開切断チャート、FHWAの構造用鋼材におけるプラズマ切断穴の挙動に関する研究、OSHAおよびAWSの高温作業基準、そして産業製造フォーラムにおけるオペレーターの経験談をまとめたものです。容量と消耗品の数値は産業機器の標準的な値であり、特定の機械と材料の組み合わせによって異なる場合があります。2026年4月にResizeweldのエンジニアリングチームによる査読済み。
参考文献と情報源
- OSHA 29 CFR 1910.252 — 溶接、切断、ろう付けに関する一般要件 — 米国労働省労働安全衛生局
- OSHA溶接、切断、ろう付け基準索引 — 米国労働省
- プラズマアーク切断を用いて作製した穴の評価(FHWA-HRT-20-056) — 米国連邦道路管理局
- NIST特別刊行物847:先端材料の機械加工 — 米国国立標準技術研究所
- AWS Z49.1 ― 溶接、切断、および関連工程における安全基準 — アメリカ溶接協会
- AWS安全衛生ファクトシート第36号:溶接および切断作業における換気 — アメリカ溶接協会
- プラズマ切断機市場規模予測レポート(2026年~2035年) — グローバル市場インサイト
- プラズマ切断機市場の見通し 2026年~2030年 — GlobeNewswire / Research and Markets
関連記事
- プラズマ切断 vs レーザー切断 — サンプルエッジとの切断品質、速度、コストの比較
- レーザー切断とプラズマ切断の比較 ―同じトレードオフに対する別の視点、設備投資の償却に焦点を当てる
- 溶接の種類比較 — 下流工程のプラズマ切断されたブランク材に合わせて溶接プロセスを調整する
- 溶接板金 — プラズマ切断された板材部品の下流溶接に関する考慮事項
- 面取り機とは何ですか? — プラズマが本来提供できる角度を超える溶接準備の開先加工
- プラズマ切断機 — ピラーページ — システム仕様と構成オプション









{kind=link}
{kind=link}
{kind=link}
{kind=link}