
MIG溶接機の設定を熟知することは、きれいで強度が高く、精密な溶接を実現するための基本的なスキルです。経験豊富なプロの方でも、初心者の方でも、ワイヤ速度、電圧、その他の溶接パラメータの調整は、溶接性能を最適化し、スパッタ、溶け込み不良、溶接ビードの不均一といった一般的な問題を防ぐために不可欠です。この包括的なガイドでは、MIG溶接設定の分かりやすさを解説し、溶接結果を向上させるための実用的な洞察と実践的なヒントを提供します。これらのパラメータがどのように連携するか、様々な金属や用途への影響について解説し、溶接スキルを次のレベルに引き上げるための知識を提供します。
ガスレス MIG 溶接を理解する

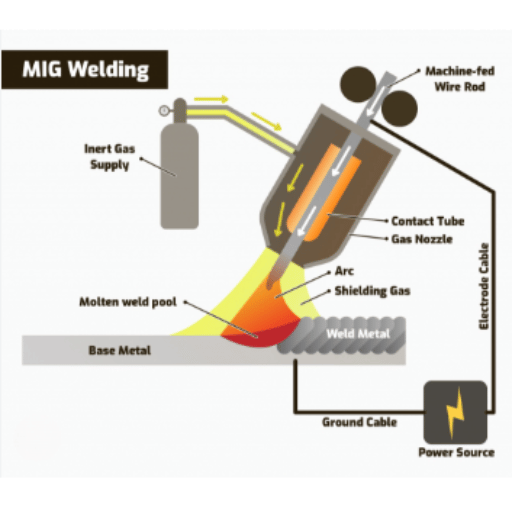
ガスレスMIG溶接(フラックス入りアーク溶接、FCAWとも呼ばれる)は、フラックス入りワイヤを使用するため、外部からのシールドガスを必要としません。溶接ワイヤにはフラックスが含まれており、燃焼時に溶接部の周囲に保護雰囲気を作り出します。このプロセスは、屋外での溶接や、風の影響でガスが飛散する可能性がある状況で非常に有効です。ガスレスMIG溶接はセットアップが簡単なだけでなく、厚い材料にも最適です。欠点としては、スパッタやスラグが多く発生するため、後片付けに手間がかかることが挙げられます。しかしながら、ガスボンベの使用よりも携帯性と利便性を重視するアマチュア溶接者にもプロの溶接者にも適した選択肢です。
ガスレスMIG溶接とは何ですか?
ガスレスMIG溶接、またはフラックス入りアーク溶接(FCAW)は、外部ガスの代わりにフラックス入りワイヤを使用するのが特徴です。ワイヤ内のフラックスがガスシールドとスラグを生成し、溶接部を汚染から保護します。この溶接法は、従来のシールドガスが効果的に機能しない屋外や風の強い場所に最適です。携帯性に優れ、簡便で、厚い金属にも対応できるため、プロだけでなくアマチュアにも広く選ばれています。
ガスレスMIG溶接と従来のMIG溶接の違い
| 側面 | ガスレスMIG溶接 | 従来のMIG溶接 |
|---|---|---|
| シールド方法 | ワイヤー内のフラックスコアを利用して保護シールドを生成します | 外部シールドガス源を採用 |
| 使用環境 | 屋外や風の強い条件に最適 | 管理された屋内環境に推奨 |
| 設定が簡単 | より少ないコンポーネントで、よりポータブルかつ簡単にセットアップできます | ガスボンベやレギュレーターなどの追加機器が必要 |
| 素材の厚さ | 深い浸透を伴う厚い部品に最適 | 薄い素材や繊細な素材によく使用されます |
| 溶接部の外観 | 除去が必要なスラグが残る可能性がある | 通常、溶接後の処理はほとんどまたはまったく必要なく、よりクリーンです。 |
ガスレス技術の利点と限界
✓ 利点
- 移植性: 外部ガスボンベが不要なので、機器を遠隔地や屋外での使用に持ち運び可能
- 風の抵抗: シールドガスがないので、風の影響を受けにくい
- 深い浸透: 厚い金属や構造用途での作業に最適
⚠ 制限事項
- スラグ除去: 溶接ビードからスラグを除去するために追加の清掃時間が必要
- 熱制御: 高温は薄い素材や繊細な素材には適さない場合があります
- 溶接外観: 見た目の仕上がりが美観プロジェクトの要件を満たさない可能性がある
MIG設定に影響を与える主な要因
- 1
素材の厚さ溶接対象材料の状態は、電圧、ワイヤ送り速度、電流値を決定する上で非常に重要です。厚い材料では、適切な溶け込みを得るために、より高い電圧と電流値の設定が必要です。
- 2
ワイヤーの種類とサイズ溶接ワイヤの種類とサイズは、材料と用途に応じて選択する必要があります。薄い材料には細いワイヤが適しており、厚い材料には太いワイヤが効率的に溶接できます。
- 3
シールドガスの組成ガスを使用する場合、シールドガスの種類はアーク特性と溶接品質に直接影響します。例えば、CO₂はより深い溶け込みをもたらし、アルゴン混合ガスはスパッタを低減したよりきれいな溶接を実現します。
- 4
溶接位置垂直溶接または頭上溶接では通常、制御を維持し、滴下を減らすために、平らな位置に比べて低い電圧とワイヤ送り速度が必要です。
- 5
電源設定使用する材料とワイヤーに適した電圧と電流値であることを確認してください。設定値が低すぎると溶接が弱くなり、高すぎると溶け落ちや過剰なスパッタが発生する可能性があります。
- 6
移動速度溶接機の移動速度は、ビードの外観と溶け込みの深さを決定します。動きが速いと溶け込み不足に陥り、動きが遅いと過剰な溶接残渣につながる可能性があります。
ワイヤーのサイズと種類
適切な溶接結果を得るには、ワイヤのサイズと種類の選択が非常に重要です。例えば0.023インチなどの小径ワイヤは薄い材料に最適で、より高精度で少ない入熱量が得られます。一方、0.035インチや0.045インチなどの太いワイヤは厚い材料に使用でき、深い溶け込みと強力な溶接を実現します。さらに、適切なワイヤの種類(ソリッドワイヤまたはフラックス入りワイヤ)の選択は、溶接環境と使用する材料によって異なります。例えば、ソリッドワイヤは清潔な場所で最良の結果をもたらしますが、フラックス入りワイヤは屋外で、清潔度が低い場所で使用できます。材料の厚さ、接合部の設計、そして溶接の精度を常に考慮してください。 溶接位置 作業に最適なワイヤのサイズとタイプを選択するときに使用します。
材料の厚さに関する考慮事項
適切な溶接ワイヤと設定を選択する際には、材料の厚さが重要な要素となります。厚い金属を溶接する場合、良好な溶け込みを実現するには、より強い電流と太いワイヤ径が必要です。逆に、薄い材料を溶接する場合は、細いワイヤと低い電流値を使用することで、溶け落ちを防ぎ、仕上がりもきれいで正確です。優れた結果を得るには、材料の厚さに合わせてワイヤ径と機械の設定を常に調整してください。
ガスレス溶接における極性の理解
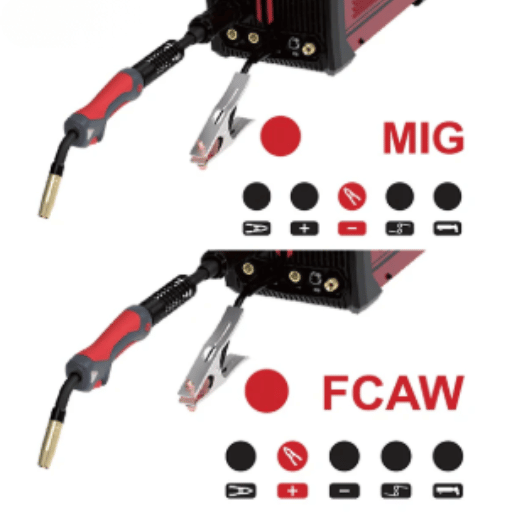
ガスレス溶接の重要な側面の一つは極性であり、これは溶接の品質と安定性に非常に大きな影響を与えます。ガスレスフラックスコア溶接の場合、 直流負極(DCEN) 標準的な方法です。つまり、電極を負極側、ワークを正極側に接続します。DCENは、フラックス入りワイヤの溶け込みが深く、スパッタが少なく、作業効率が高いため、精度と強度の両方が求められるプロジェクトに最適です。間違いを防ぐため、最良の結果を得るにはワイヤメーカーが推奨する極性をご確認ください。
ガスレスMIG設定チャートの解釈
ガスレス MIG 設定チャートを理解するには、次の 3 つの主な要素に適切に注意する必要があります。
📏 素材の厚さ
材料の厚さに応じて、チャートに示されている推奨設定が異なります。厚い材料の場合は、貫通のために高い電圧とワイヤ送り速度が必要になりますが、薄い材料の場合は、火傷を防ぐために低い設定が必要です。
🔧 ワイヤーサイズ
表に記載されているワイヤサイズは、溶接作業に適したサイズである必要があります。高負荷用途では太いワイヤを使用し、軽量で薄い材料では細いワイヤを使用します。
⚡ 極性設定
適切な極性はチャートで確認できます。ガスレスMIG溶接では、直流負極(DCEN)極性が最も一般的に使用され、均一な熱分布が得られ、溶接の溶融が促進されます。
プロからのヒント: チャートの仕様を厳密に適用すれば、迅速かつ最小限のミスで、強固できれいな溶接を実現できます。作業を始める前に、必ず調整を再確認し、チャートに正しく従っていることを確認してください。
MIG設定チャートの概要
MIG設定チャートは、溶接工が様々な材料とその厚さに応じて適切なパラメータを決定する上で非常に重要な参考資料です。これらのチャートには通常、使用する金属とガスの種類に応じて、ワイヤ送給速度、電圧、電流、極性の設定が示されています。溶接工がチャートの推奨事項に従えば、最高の溶け込み、強力な溶接、そしてより少ない欠陥が得られ、より効率的で正確な作業プロセスにつながります。
チャートの使い方のステップバイステップガイド
素材を特定する
溶接前に、溶接する材料の種類と厚さを決定します。これは適切な設定を選択する上で重要な情報です。
ワイヤーとガスの組み合わせを選択してください
この表は、使用する材料に適したワイヤとガスの組み合わせを示します。
パラメータを見つける
このチャートには、材料とガスの組み合わせに固有の推奨電圧、ワイヤ送り速度、およびアンペア設定が示されます。
溶接機を調整する
MIG溶接機に推奨パラメータを入力してください。多くの溶接機では、電圧とワイヤ送り速度を簡単に調整できるようになっています。
テスト溶接を実行する
設定を確認するために、簡単なテスト溶接を実施する必要があります。適切な溶け込みとビードの外観が溶接検査の基準となります。
必要に応じて微調整する
テスト溶接で欠陥が見つかった場合は、電圧またはワイヤ送り速度をわずかに下げたり上げたりして、より良い結果を得てください。
これらの手順に従うことで、MIG 設定チャートを簡単に参照し、それを使用して強力で魅力的な溶接を生成できます。
プロジェクトに最適な設定を特定する
特定のプロジェクトに最適なMIG溶接設定を決定するには、まず溶接機に付属のMIG設定表を確認し、材料の種類、厚さ、ワイヤ径を考慮する必要があります。次に、これらの要素を推奨電圧とワイヤ送り速度に関連付けます。スクラップ材でテスト溶接を行い、溶け込みとビード品質を確認して設定を確認します。必要に応じて微調整を行いますが、熱とワイヤの堆積のバランスを常に適切に保つことで、希望する溶接強度と外観が得られます。この体系的な方法により、溶接タスクに合わせて特別に設計された結果の精度と有効性が保証されます。
ガスレスMIG溶接における一般的な課題

⚠️ 注目すべき主な課題
1. スパッタの蓄積
ガスレス ミグ溶接 通常、ガスシールド法よりもスパッタが多く発生します。適切に制御されない場合、材料の損失や清掃に余分な時間がかかる可能性があります。
2. 多孔性の問題
適切な技術が適用されないと、溶接部に閉じ込められたガスが気孔を形成し、溶接部が弱くなる可能性があります。適切なワイヤ送り速度と角度を使用することで、このリスクは大幅に軽減されます。
3. 溶接部の外観が制限される
ガスレスワイヤを使用した溶接は、シールドガスを使用した溶接ほど滑らかではない場合があり、そのため、高い美観が求められるプロジェクトには適さない可能性があります。
4. 屋外での溶接
ガスレス溶接は風の影響を受けないため屋外での使用に最適ですが、強風や湿気が発生すると溶接品質が損なわれる可能性があります。
5. ワイヤーバーンバック
電圧やワイヤ送り速度などの設定を誤ると、ワイヤが燃え戻り、機器が損傷してワークフローが中断される可能性があります。
正しい設定と適切な実践で前述の困難を克服することで、溶接工はガスレス MIG 溶接プロセスで長期にわたる堅牢な結果を得ることができます。
飛散問題への対処
ガスレスMIG溶接では、電圧とワイヤ送給速度を正しく設定することが非常に重要です。不適切な調整はスパッタの増加につながる可能性があります。良質で清潔なフラックス入りワイヤのみを使用し、作業面を清掃して汚れの蓄積を防ぎましょう。さらに、移動速度を変えたり、ガン角度を一定に保つなど、様々な溶接技術を試してみることで、よりスムーズな溶接結果が得られます。
きれいな溶接を実現する
✨ きれいな結果を得るためのベストプラクティス
- ✓
安定した性能を得るには、高品質のフラックス入りワイヤを使用してください。 - ✓
作業面を徹底的に清掃し、グリースやサビなどの不純物をすべて取り除きます。 - ✓
不規則性を避けるために、電圧とワイヤ送り速度が適切に設定されていることを確認してください。 - ✓
溶接プロセス全体を通して同じ移動速度を維持する - ✓
ゆっくりと、安全で、正確な動きを実現するために、一定の銃の角度を維持します。
厚さの課題を克服
ガスレス MIG 溶接では、材料の厚さに応じてパラメータを設定し、厚さの問題に対処する必要があります。
| 材料タイプ | 推奨されるアプローチ | 主な考慮事項 |
|---|---|---|
| 厚い材料 | 適切な充填のために電圧とワイヤ送り速度の両方を上げます | より強い溶接のためには、複数のパスと適切な面取りを考慮する |
| より薄い材料 | 焼け落ちを防ぐために低めの熱設定を使用してください | 移動速度の高精度を維持し、織り動作で熱を分散させる |
参照ソース
- ミラーウェルズ – MIG溶接:正しいパラメータの設定
適切な種類の機械とその正確な調整を含む、MIG 溶接のデスクトップ設定に関する最も重要な提案を提供します。 - ピナクルショップ – MIG溶接パラメータ設定とガイドライン
溶接に影響を及ぼすすべての要素を取り上げ、望ましい結果が得られるように完璧に設定するための総合ガイドです。 - YouTubeでご覧いただけます。 – フラックスコアのセットアップを修正する:完全ガイド
ガスレス MIG 溶接 (フラックス入りアーク溶接) プロセスの設定に伴う複雑な手順を説明するビデオ ガイド。









{kind=link}
{kind=link}
{kind=link}
{kind=link}