
「H&M パイプ面取り機」と入力したということは、必要なものがすでに分かっているということです。それは、パイプの端を焦がしたり、歪ませたりすることなく、また2人の作業員とグラインダーを必要とすることなく、きれいで規格に準拠した面取りをパイプ端に施す、持ち運び可能で現場での使用に耐える機械です。
1934年以来、H&Mはポータブルパイプ面取り機のベンチマークとして君臨してきました。しかし、4つの機種シリーズ、外径2インチから96インチまでをカバーする6つのモデル、そして1,085ドルから4,632ドルまでの価格帯を誇るH&M製品の中から最適な一台を選ぶには、簡単な製品検索以上の作業が必要です。
このガイドでは、2025年の仕様と販売店価格が確認されているH&Mの現行モデルすべてを網羅し、Mathey DearmanおよびRidgidとの直接比較を行い、ベベル角度規格の早見表を提供し、同じ候補リストに入れる価値のある今日の代替品について現実的な評価を提供します。
H&Mのパイプ面取り機とは何ですか?

H&Mパイプベベリング社は1934年に設立され、携帯型パイプ溶接準備機の専門メーカーとして最も歴史のある企業の1つです。同社は、酸素燃料切断やプラズマ切断で発生する熱による歪み、スラグ、熱影響部(HAZ)を生じさせることなく、正確で再現性の高いベベリングを実現できる冷間切断装置の開発に専念してきました。
H&M社の全機種は、硬質アルマイト処理されたアルミニウム製のボディを採用しています。この設計により、軽量化を実現し、現場での湿気や化学物質にさらされた際の腐食を抑制し、石油・ガスパイプライン、発電所、工業プロジェクト、造船所などにおける日常的な使用の過酷さに耐えることができます。
従来の火炎切断やプラズマ切断ではなく、冷間切断を選ぶ理由は?それは冶金学的考慮事項に尽きます。酸素燃料切断トーチで開先加工を行うと、強烈な熱によってパイプ壁が強化され、酸化物層が堆積し、クロムモリブデン鋼管やステンレス鋼管では炭素の移動が生じる可能性があります。これらはすべて研磨して除去する必要があります。冷間切断開先加工では、機械的に押しつぶして表面を溶接準備基準に戻し、追加の研磨は不要です。ASME B31.3 に基づく圧力パイプや API 1104 に基づく石油・ガス配管などの用途では、冷間切断開先加工により準備時間と不良品発生率を同時に削減できます。その結果、溶接準備溝と呼ばれる溝(突合せ溶接継手の場合は通常 V 溝)が形成され、再加工なしで取り付け準備が整います。
「私たちは主要な掘削プロジェクトすべてにH&M社の機械を使用しています。その携帯性と精度のおかげで、現場での溶接準備作業が4人ではなく2人で済むようになりました。」
パイプ開先加工機の構造や、あるタイプが他のタイプより優れている点について詳しく知りたい場合は、RESIZE の パイプ面取り機ガイド ブランドごとの比較に入る前に、役立つ背景情報を提供します。
パイプ開先加工機の種類:サドル式、バンド式、チェーン式、電動式
H&Mは、機器のラインナップを4つの機械分類に分けています。それぞれの分類は、特定のパイプ径範囲と設置環境を念頭に置いて設計されています。購入前にこの分類を正しく行うことで、最も頻繁に扱うパイプサイズに対応できない機械を選んでしまうというよくあるミスを避けることができます。
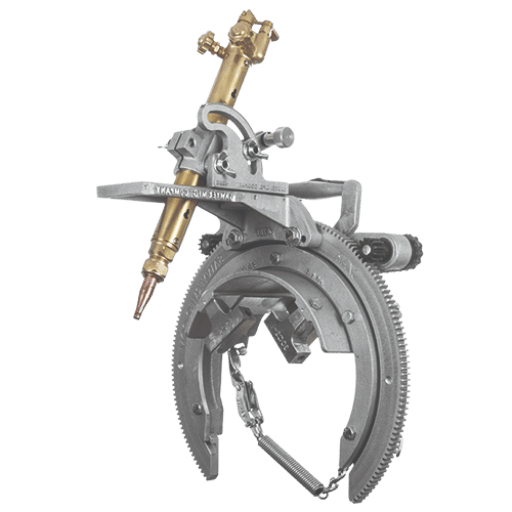
サドル型面取り機
サドル型は、硬質アルマイト処理されたアルミニウム製の本体でパイプの外径を覆います。パイプの外径に直接フィットし、正確な面取り切断のために一貫した接触を確保します。H&Mのサドル型は、外径2~12インチに対応しています。モデル#0は2~4インチ、モデル#1は3~8インチ、モデル#2は6~12インチに対応します。サドル型は、加工、ユーティリティ、HVAC工事における小~中口径パイプの主力製品です。同じサイズ範囲の構造形状のチューブ面取りには、より柔軟な選択肢が以下に記載されています。
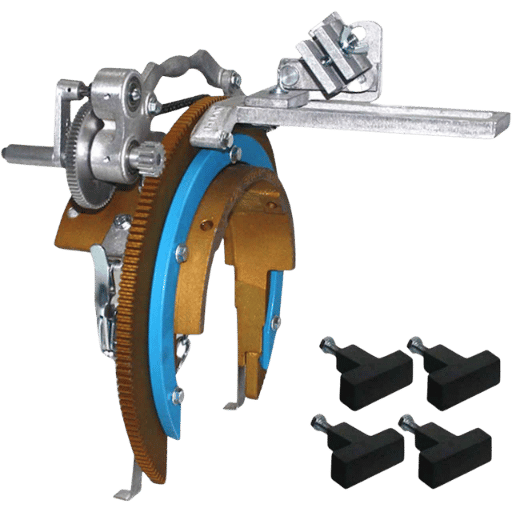
バンド式面取り機
バンド式マシンは、H&Mの汎用性を最大限に発揮する一方で、ユーザーを混乱させる可能性も最大です。固定サドルの代わりに、パイプの周囲に巻き付ける一連の交換可能なステンレス鋼製バンドに依存しています。17種類のサイズがあり、外径10~96インチのパイプをカバーします。これは直径約8フィートまでの範囲です。大型の工業用パイプを扱う場合は、この範囲で購入してください。混乱や誤解を招くものの一つがチェーンです。チェーン式は最大24インチですが、バンド式は96インチまで対応しています。パイプライン、製油所、高出力用途で16インチ、24インチ、または48インチのパイプを使用する場合、バンド式はあらゆるニーズに対応します。
チェーン式面取り機
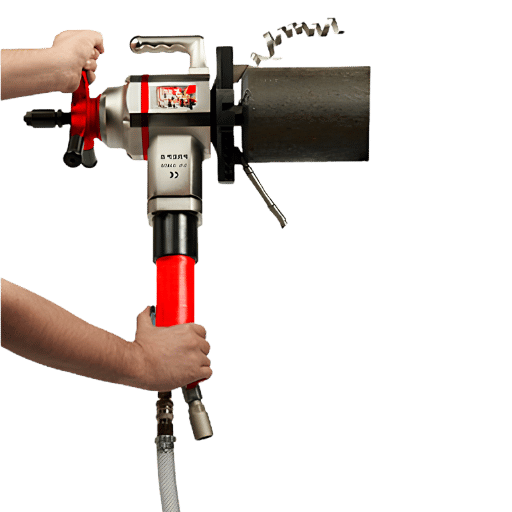
H&Mのチェーンタイプは、柔軟なスチールチェーンを採用しており、隣接する配管継手、フランジ、または作業スペースの狭さのために、溶接サドルやバンドアセンブリが使用できない場合でも容易に対応できます。HMC-224チェーンタイプは外径6~24インチに対応し、全製品ラインナップの中で最も低価格なエントリーモデルです。中~大径のパイプを時折取り扱うものの、バンドタイプの対応範囲の拡大に見合うだけの追加費用をかけたくないような作業には、この製品が最適です。
4輪電動ヘッド(BMH-HD)
BMH-HD電動化キットは、H&M社製バンドソーのあらゆるタイプに電動ベベル加工を可能にするアタッチメントです。重量は18ポンド(約8kg)で、大径パイプの曲げ加工時に肘や体への負担となる手動クランク操作を不要にします。特に24インチ(約61cm)以上のパイプで大きな曲げ加工を行う場合に、大きなメリットとなります。あらゆるサイズのバンドソーに直接ボルトで固定でき、機械の改造は不要です。
1,085ドルの電動ヘッドは、H&Mのすべてのバンドサイズに対応しており、本体に恒久的な改造を加えることなく、素早く取り付けることができます。
H&Mパイプ面取り機モデル:詳細仕様と2025年価格

用途に合ったマシンタイプを選ぶための参考資料として、RESIZEのガイドをご覧ください。 適切な面取り機の選び方 さまざまなパイプの種類や現場のタイプに応じた選択ロジックについて説明します。
| モデル | パイプ外径範囲 | 重量 | メーカー希望小売価格 | 販売価格(2025年) |
|---|---|---|---|---|
| モデル#0 | 2″ –4″ | - | $2,250 | $1,661.60 |
| モデル番号1 標準 | 3″ –8″ | 18ポンド | $2,750 | $2,020.40 |
| HDSS01 / HD1 | 3″ –8″ | - | $2,205 | $2,006.40 |
| モデル#2 | 6″ –12″ | 27ポンド | $3,580 | $2,630.98 |
| HMC-224 チェーンタイプ | 6″ –24″ | - | $1,369 | $1,085.00 |
| BMH-HD電動ヘッド | H&Mの全バンドサイズ | 18ポンド | - | $4,632.00 |
正規代理店から入手可能な、確認済みの配管容量と2025年の価格を示すH&Mモデルの現行ラインナップを以下の表にまとめました。
- 外径2インチ~4インチ → モデル番号0(1,661ドル)
- 3-8 OD カーボンスチール モデル#1 スタンダード($2,020)
- 3-8 OD-ステンレス鋼 HDSS01 ($2,006)-ステンレス鋼対応設計
- 6-12 OD-モデル#2($2,631)-分割式ホースシューボディ、ねじ山なしでパイプ端に取り付け可能
- 6-24 OD- HMC-224 チェーンタイプ($1,085)-最低価格
- 10-96 OD-begin大口径パイプシステム + オプションのBMH-HD電動ヘッド
H&M vs. Mathey Dearman vs. Ridgid:並べて比較

携帯型パイプ面取り機の検索結果では、H&M、Mathey Dearman、Ridgidの3社が上位を占めています。以下に、各ブランドの実際の製品内容と、ほとんどの比較記事で見落とされている重要な機能について解説します。
| ブランド | パイプレンジ | Machine Type | 価格帯 | キーノート |
|---|---|---|---|---|
| H&M | 外径2インチ~96インチ | サドル/バンド/チェーン/電動 | $ 1,085- $ 4,632 | 専用の携帯型面取り機、創業1934年 |
| マシー・ディアマン | 1.5インチ~48インチ(サドル)、10インチ~60インチ(バンドクローラー) | サドル+バンドクローラー | 約1,200ドル~5,000ドル以上 | H&Mよりも幅広いサドルを1台のマシンで提供 |
| Ridgid 258 / 258XL | 外径2.5インチ~12インチ | Pipe カッター (変位) | 約1,500~2,000ドル | 専用の面取り機ではありません |
| サイズ変更 | 0.5インチ~24インチの内径 | 内部/外部、CNC対応 | $ 1,565- $ 31,000 | 空気圧式/電動式/油圧式動力オプション |
Ridgid製品に関する購入者が最も必要とする説明:Ridgid 258および258XLは、変位式パイプカッターであり、面取りではなく直角切断を行います。Ridgidの工具で面取りを行うには、パイプローラーアタッチメントでパイプを回転させながら、別の作業員が手作業で面取りを研磨する必要があります。これは、2人で応急処置を行う方法であり、精密な面取り機ではありません。ASME圧力パイプの場合は37.5度、API 1104の場合は30~37.5度など、規格に準拠した面取り角度が求められる用途には、専用の面取り機が必要です。
大径パイプ加工における Mathey Dearman と H&M の比較: Mathey Dearman のサドルマシンは 1.5 ~ 48 までを 1 つの製品ファミリーでカバーしていますが、H&M のサドルマシンは最大 12 までです。主な作業が 12 ~ 48 の範囲で、サドルタイプのマシンが必要な場合は、この 2 つの同等製品を比較検討する必要があります。H&M は、最大 96 まで対応できるバンドタイプのシステムで同じ範囲に対応していますが、固定径のサドルマシンに比べてバンドの交換や移動のセットアップに時間がかかります。
用途に合ったパイプ開先加工機の選び方

適切な機械を決定する3つの変数は、パイプの外径、現場の状況、および必要な処理量です。パイプのスケジュールも重要です。肉厚の厚いパイプ(スケジュール80、160、XXH)は、通常の肉厚のパイプと比較して、より遅い高速送り速度が必要となり、切削インサートの摩耗が加速します。購入前に、クロムモリブデン鋼、ステンレス鋼、または高張力炭素鋼を使用した場合の機械の定格最大肉厚を必ず確認してください。
| アプリケーション/業界 | 標準的なパイプ径 | 推奨タイプ | 主なドライバー |
|---|---|---|---|
| HVAC / ユーティリティ / 小径 | 2″ –8″ | サドル(モデル番号0/1) | セットアップの速さ、携帯性 |
| プロセス配管/製油所 | 4″ –16″ | サドル型またはバンド型 | ASME B31.3規格への準拠 |
| 石油・ガスパイプライン | 6″ –48″ | バンドタイプ+電動 | API 1104、角度の一貫性 |
| オフショア/造船 | 4″ –24″ | チェーンタイプ | 狭い空間、アクセス制限 |
| 発電 | 6″ –36″ | バンドタイプ | 肉厚の均一性 |
| 大口径インフラ | 24インチ~96インチ | バンドタイプ(この範囲では唯一の選択肢) | パイプ径容量 |
開先加工が溶接継手の強度と嵌合公差にどのように影響するかについてのガイダンスについては、RESIZE の記事を参照してください。 溶接継手の基礎.
H&Mパイプ面取り機の価格と総所有コスト
下記の比較は、2025年の販売価格に基づいています。5年間の総所有コスト(TCO)の見積もりには、消耗品の切断インサートと定期メンテナンス費用が含まれていますが、オペレーターの人件費は含まれていません。
| エスプレッソマシン | 購入金額 | インサート/アクセサリー(推定5年) | 約5年間の総所有コスト |
|---|---|---|---|
| H&Mモデル0番 | $1,661 | $ 300- $ 500 | 約2,000~2,200ドル |
| H&Mモデル1番 | $2,020 | $ 300- $ 500 | 約2,400~2,600ドル |
| H&Mモデル2番 | $2,631 | $ 400- $ 600 | 約3,100~3,300ドル |
| H&M BMH-HD 電動 | $4,632 | $ 500- $ 800 | 約5,300~5,600ドル |
| エントリーモデルのサイズ変更 | $1,565 | 不定 | 約2,000~2,500ドル |
| サイズ変更 大口径 / CNC | $31,000 | - | $ 33,000 + |
TCO(総所有コスト)の見積もりはあくまで目安です。実際のインサート使用量は、配管材質、配管スケジュール、1日あたりの使用量によって異なります。
H&Mの顧客にとっての価値は、初期費用の安さではなく、部品の入手しやすさ、米国代理店によるサポート体制、そして中古品としての価値にあります。H&Mの機械は米国の主要な産業サプライチェーンを通じて流通しており、中古品も高い中古価値を誇り、90年以上にわたる実績があります。事前承認済みの機器リスト(AEL)や、請負業者が指定した工具プログラムがある現場では、知名度の高い米国ブランドを選ぶことで、購入の選択肢が広がります。
1ドルあたりの機械の総合的な性能を比較検討する購入者、特に空気圧、電気、油圧駆動オプション、パイプ継手の内部面取りや穴加工、大量生産におけるCNCの角度再現性を必要とする工場にとって、RESIZEのフライス加工および面取り機シリーズは、最終的にH&Mのエントリーモデルと全く同じ価格帯に収まります。
携帯型パイプ面取り機の設置方法と使用方法
面取り角度の規格:切断前に規格を確認しましょう
AWS D1.1:2020 は構造用鋼の溶接を規定しており、45 Tobor Dokegon を完全溶け込み (CJP) 溝溶接用に事前認定しています。圧力配管は規定していません。プロセス配管、製油所、パイプライン作業には、ASME B31.3 (B16.25 参照) が関連規格です。肉厚 22mm の場合、37.5 2.5 となり、75 度の溝ができます。石油・ガス輸送ラインでは、API 1104 を使用し、同様の 30-37.5 の領域を使用します。必ず溶接手順仕様書 (WPS) で確認してください。
ほとんどの圧力管溶接準備における標準的な開先角度は37.5度で、2本の管端を突合せ溶接するために開先加工すると、75度の挟角の溝が形成されます。ルート面(ランド)は通常1.5~3mmで、管端間のルート開口部は溶接手順に応じて設定されます。一般的には、完全溶け込み溶接のTIGルートパスでは1.5~3mmです。
段階的なセットアップ手順(サドルタイプ)
- パイプの外径に合った正しいモデルを選択してください。取り付け前に上記の仕様表と照らし合わせて確認してください。
- 均等に取り付け、締め付ける:サドルをパイプに置き、傾いたりぐらついたりして誤ったベベル角度にならないように、クランプネジを一度に1回転ずつ締めます。
- 面取り角度を37.5度に設定します。デジタル面取り分度器で確認してください。目測で決めないでください。
- ルートフェースの設定:WPSで指定されているとおり、切削工具の位置を調整して1.5~3mmのランドを残します。
- 同心度を確認してください。パイプが真円でない場合、サドルがわずかに揺れます。必要に応じて、切断前にシム材を使用して機械を水平にしてください。
- 送り速度を調整する:しっかりと一定の押し込みを維持する。過度な切削は切削面に溝を生じさせ、研削で除去する必要がある。
- バンドマシンで360度回転させ、BMH-HD電動ヘッドでは、円周から円周までの角速度が信頼できることを確認してください。
- 溶接ゲージの確認:仮組み前に、開先角度、ルート面、表面仕上げを測定します。
面取りとチャンファーリングの違い、そしてそれぞれが適用されるタイミングについて明確に説明するには、RESIZE の記事を参照してください。 面取りと面取り現在の溶接規格の文脈では、彼らのガイドは 面取り規格 主要な規格における2025年の要件を網羅しています。
H&M製パイプ面取り機の代替品

H&Mは携帯型面取り工具というカテゴリーを生み出しましたが、選択肢はそれだけではありません。各社が提供する製品を分かりやすく解説します。
- 90年以上にわたる現場で実証済みの設計
- 部品およびインサートは、米国の販売代理店で広く在庫されています。
- 二次市場での再販価値が高い
- 最大96 ODのバンド型カバレッジ - クラス最高のモバイルカバレッジ
- 硬質アルマイト処理されたアルミニウムは、過酷な現場での使用にも耐える。
- 4種類の機械タイプで、ほぼあらゆる直径に対応できます。
- 内部面取り/内径加工機能なし
- 動力オプションは手動または電動バンドドライブに限定されます
- エントリー価格は、より高性能な代替品と競合する。
- サドルマシンは12までしか使えません。それ以上はバンドシステムが必要です。
- CNCグレードの角度自動化機能やデジタル表示機能は標準装備されていません。
Mathey Dearman:アメリカ製の単一製品サドルで、1.5~48インチの調整範囲を実現。H&Mと同等のトラックを形成。平均価格も同程度。バンドオプションに切り替えることなく、幅広い調整範囲のサドルマシンをお探しの方に最適です。
リード・ベベルボス/ミルホッグ:伝統的な工具専門メーカーが製造する、小型で手頃な価格の米国製ベベルカッター。組み立て工場などに適した製品カテゴリーです。どちらも米国ではハイエンド価格帯で販売されています。
RESIZE社のフライス加工・面取り機は、空気圧式、電動式、油圧式のいずれかを選択でき、外側面取りに加えて内側面取りも可能、CNC並みの精度と幅広い加工範囲を誇ります。価格は1,565ドルから。内径0.5~24インチに対応可能です。
パイプ開先加工技術の動向:2025年~2026年の展望

携帯型パイプ開先加工機の市場は急速に変化しており、様々な技術革新が既にパイプ製造やパイプライン工事における購入者の選択に影響を与えている。
携帯型機器の需要は引き続き高まっており、米国の検索エンジンでは、2025年1月から2025年6月までの期間に「携帯型パイプ開先加工機」の検索数が月70件から390件へと、半年ごとに約2件ずつ増加している。市場調査もこの増加を裏付けており、現場での石油・インフラ建設がより狭い場所や遠隔地へと移行するにつれ、携帯型溶接準備機は最も需要の高い製品の一つとなっている。
CNC統合は成長の最前線です。パイプ開先加工機の世界市場は、2025年には約1億600万ドルに達すると予測されており、2033年まで着実に成長すると見込まれています。最も売れているのは、自動開先角度調整、デジタルディスプレイ、即時診断機能、そして計画と実行をサポートするインダストリー4.0対応データなどを備えたCNC対応機械です。
大量生産を行う加工業者にとっての投資対効果(ROI)は、より適切な送り方向を用いることでインサートの使用量を減らし、切断間の開先角度の再確認を不要にし、公差外の溶接準備による不良品を削減することにかかっています。
火炎切断に代わり冷間切断が主流に。環境規制、密閉空間作業許可、冶金品質基準の厳格化に伴い、酸素燃料火炎切断は冷間切断開先加工機に置き換えられつつあります。機械的に切断された開先は、熱影響部(HAZ)の汚染をなくし、火炎切断やプラズマ切断で溶接前に必要となる切断後の研削工程を不要にします。これにより、大規模プロジェクトにおける配管溶接準備時間を大幅に短縮できます。
電動およびバッテリー駆動の駆動装置が普及しつつある。都市部のパイプライン用途で圧縮空気の使用が制限される場合や、空気圧騒音規制が適用される屋内環境において、バッテリー駆動およびコード付き電動駆動システムが市場シェアを拡大している。
これらの傾向が現在の溶接準備要件とどのように交差するかについての詳細は、RESIZEの概要を参照してください。 面取り機が重要な理由 現代の製造工程において。
よくある質問:H&Mパイプ面取り機
参考情報
- H&Mパイプベベリング社 – hmpipe.com – 公式製品資料および会社沿革
- マシー・ディアマン – mathey.com – サドルおよびバンドクローラーマシンの仕様
- リジッド — ridgid.com — モデル258 — 電動パイプカッター製品仕様
- LANLエンジニアリング規格 – engstandards.lanl.gov – ASME B31.3 / B16.25 ベベル角度基準 (壁厚22mmの場合 37.5 2.5)
- AWS D1.1/D1.1M:2020 構造溶接コード – pubs.aws.org – 構造用鋼材向けCJP溝溶接規格45(事前認定済み)
- Rig Welder Supply – rigweldersupply.com – H&Mモデルの価格と仕様、2025年









{kind=link}
{kind=link}
{kind=link}
{kind=link}