
プラズマカッターの消耗品(トーチ内部の電極、チップ、ノズル、スワールリング、シールドキャップ)は、通常の使用で数週間ごとに摩耗し、切断の仕上がりを左右します。このガイドでは、各部品の構造、交換時期、Hypertherm Powermaxとの互換性、純正品と社外品の比較、寿命延長のためのパラメータなどを、すぐに活用できるリファレンスとしてまとめています。
クイックスペック:プラズマカッター消耗品
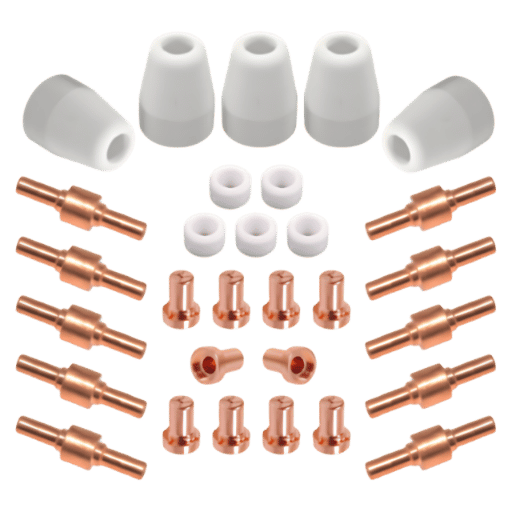
| 5ピーススタック(手持ち式) | 電極・旋回リング・ノズル/チップ・保持キャップ・シールドキャップ |
| ハイパーサームのベースライン部品寿命 | アーク照射時間1~2時間。数百個のピアスが可能(適切なケアを行えば1,000個以上)。 |
| 交換用トリガーのピット深さ | 電極ハフニウムエミッタ上に0.040~0.125インチ(1.0~3.2 mm) |
| 貫通高さルール | 1.5~2倍の切削高さ(穴あけ位置が低すぎると、ノズルが早期に破損する最大の原因となります) |
| 運営費の分担 | 業界の分析では、プラズマ切断の総運用コストの15~25%が一般的に見積もられている。 |
| 標準参照 | AWS C5.2(プラズマアーク切断の実施方法);ISO 9013:2024 改正1(切断品質) |
プラズマカッターの消耗品とは何ですか?

プラズマ切断機の消耗品は、トーチヘッド内部にある摩耗部品です。これらは、システムの中で唯一、20,000℃のプラズマ流に直接さらされる部品です。上流側の機器(電源、トーチ本体、ケーブルアセンブリ)は何年も稼働し続けますが、5つの先端部品はアーク放電のたびに材料が摩耗します。
組み立ては電極から始まります。電極は、負の直流電荷を担い、アークを維持するハフニウムまたはタングステン製の発光インサートを備えた銅製のホルダーです。ガスは電極を通過して旋回リングを通り、そこでプラズマの流れが回転して集束された渦になります。この渦はノズル(チップとも呼ばれる)を通過し、精密なオリフィスによって切断形状が整えられます。シールドキャップはスパッタを受け止め、保持キャップはアセンブリ全体の機械的な位置合わせを維持します。 ハイパーサームの公式部品寿命延長リファレンス 故障パターンは次のように説明されています。ハフニウムエミッタは「アークの熱によって徐々に侵食され、深さ0.040~0.125インチに達する。ピットが深くなりすぎると、アークが銅ホルダーに付着して溶融する。」この一文だけで、消耗品の摩耗現象の80%と、その後の影響のほとんどが説明できます。
プラズマ切断システム自体についてまだよく知らない場合は、 プラズマ切断機の仕組みに関するガイド 本稿では上流側について述べる。以降の章では、消耗部品に焦点を当てる。
5つの主要な消耗品タイプ

各部品には微妙な機能、材質、そして故障経路があり、それらは一般的に軽負荷部品と誤認されがちです。電極とノズルの関係を誤解することが、新品の消耗品セットが期待寿命の半分で摩耗してしまう最大の原因です。
電極
銅製の本体に、先端にハフニウム(または場合によっては銀結合)のインサートが取り付けられています。ハイパーサーム社の一部の高級電極には、シルバープラスまたはカッパープラスと呼ばれる銀結合タイプが使用されており、摩擦溶接された銀/銅接合部により、純粋なハフニウム製のものよりもはるかに長寿命を実現しています。ハフニウムは電子を電流中に放出し、徐々に摩耗して同心円状のクレーターを形成します。交換時期を判断する最良の方法は、アーク放電時間だけではなく、クレーターの深さです。
プラズマ切断作業者が見落としがちな隠れたコストの一つに、標準的な銅電極が最終的に故障した際に発生する銅の廃棄物が下流側のノズルに噴出し、ノズルの開口部を損傷させるという問題があります。銀結合電極は寿命末期に発生する物質の排出量が少ないため、ノズルを保護する効果もあります。高電流での連続切断を行う作業者は、初期費用は高いものの、銀電極の方が費用対効果が高いことに気づくでしょう。
ノズル(先端部)
精密に穴あけ加工された銅部品で、開口部は寸法的に真円かつ同心円状でなければなりません。プラズマジェットは、渦巻くガス境界層によって遮蔽され、銅壁に触れることなく通過します。摩耗は、開口部の面取り、内壁への酸化ハフニウムの堆積、または(壊滅的な場合)アーク付着による「鍵穴」状の溝として現れます。ドラッグチップとファインカットチップは、それぞれ接触切断と精密作業に最適化されたノズルバリエーションです。
スワールリング
プラズマガスを螺旋状の渦に引き込む、角度のついた穴が開いた小さな絶縁リングです。電極やノズルのように「摩耗」することはほとんどなく、熱サイクルによる亀裂や、空気供給中の油分や水分による詰まりが発生します。穴に亀裂、アーク焼け、汚れがないか点検してください。トーチのサービス技術者の間では、損傷がそれより早く現れない限り、5回目の電極交換ごとにスワールリングを交換するのが一般的な目安となっています。
シールドキャップ(偏向板)
溶融金属の飛沫を受け止め、内部の積層体への飛沫を防ぎます。洗浄後、多くの場合再利用可能です。Hypertherm社のガイドラインでは、シールドは「物理的な損傷の兆候が見られる場合にのみ交換すべき」であり、金属の飛沫は通常洗浄してシールドを再利用できるとしています。カートリッジ交換のたびにシールドを廃棄するのは無駄な出費です。
保持キャップ
スタックを機械的に固定します。故障はまれで、通常はトーチを落としたり、清掃せずに何度も交換を繰り返したためにねじ山が焼き付いたりすることが原因です。綿棒と電気接点クリーナーでねじ山を清潔に保ってください。グリースは絶対に塗布しないでください(アーク室で発火します)。
プラズマカッターの消耗品はどのくらい持ちますか?
検索結果ページ(SERP)が直接的に提供することはほとんどない答え: ハイパーサーム社が発表した最先端の空気および酸素プラズマシステムの基準値は、アーク照射時間が1~2時間で、穿孔回数が数百回である。慎重に設定すれば、部品交換が必要になるまでに1,000回以上の穿孔が可能となる。 それは上限値です。実際の作業現場での数値は、電流値、材料の厚さ、ガスの乾燥度、作業者の穿孔技術によって異なります。
「最先端の空気プラズマおよび酸素プラズマシステムの標準的な部品寿命は、アークオン時間1~2時間、穿孔回数数百回です。システムによっては、部品交換が必要になるまでに1,000回以上の起動が可能になるものもあります。」
— ハイパーサーム社技術資料、「部品および消耗品の寿命延長」
その上限を保守計画に落とし込むために、ほぼすべての製造工場を網羅する3つの使用レベルが設定されています。
| ティアを使用する | 典型的な任務 | フルスタック交換間隔 | ピアスカウントのガイダンス |
|---|---|---|---|
| 重工業 | 毎日、4時間以上のアーク放電、混合電流 | 3~5週間ごと | 200~600個のピアス/スタック |
| 中規模製造 | 毎日1~3時間アークオン | 6~8週間ごと | 400~800個のピアス/スタック |
| ライト/ホビー | 週ごとの断続的な活動、週あたり1時間未満のアークオン | 3〜6か月ごと | 検査の必要に応じて |
溶接フォーラムの多くの実務者は、10~20時間の切断作業後に溶接棒一式を交換するという経験則を挙げていますが、これは電極の寿命(短い)とシールドの寿命(長い)を混同しています。より正確なアプローチは、機械ごとの貫通回数を記録し、一式ではなく各部品を個別に交換することです。
ハイパーサーム電極は、電流値で何回の穿刺に耐えられますか?
ハイパーサーム社が公表している部品寿命範囲は、電流値に比例します。低電流(30~45A)での手動切断では、一般的に厚さ6~10mmの軟鋼板に対して電極1本あたり500~1,000回の穿孔が可能です。一方、高電流(85~105A)での機械切断では、厚い鋼板に対して穿孔回数が200~400回に減少します。これは、穿孔ごとにエミッタに大量のエネルギーが放出されるためです。SmartSYNC SYNCシリーズカートリッジを使用すると、機械切断ではこれらの数値が約2倍、手動切断では最大5倍に向上します。 Hypertherm社のSmartSYNC仕様に準拠.
摩耗の兆候:各部品の交換時期

スタックを取り外して部品を読み取るのは60秒でできるスキルですが、数ヶ月分の手戻りを回避できるので、その効果は絶大です。Hyperthermのトラブルシューティングフレームワークは、故障を3つの診断シナリオと、隠れた4つ目のシナリオに分類します。
- ✔
ケース1 — 電極とノズルの両方がひどく摩耗している: 電極が最初に破損し、銅がノズルに吹き込んだ。冷却液の流れ(水冷式トーチの場合は、戻りラインをバケツでテスト)、ガス流量、ガスの乾燥度を確認してください。電極に黒い残留物が付着している場合は、空気供給が汚染されている可能性があります。 - ✔
ケース2 — 電極は新品同様だが、ノズルが破損している: ノズルの二重アーク放電。内部損傷(「鍵穴」状の溝)=プラズマチャンバーの圧力低下(ガスラインの漏れを確認してください)。外部損傷=穿孔高さが低すぎるか、トーチがプレートを引きずっている。 - ✔
ケース3 — 電極に深い穴が開いているが、ノズルは良好: プラズマガスの流量が高すぎるため、過剰な渦流によってハフニウムエミッターが異常に速く燃焼してしまう。 - ✔
隠されたケース4 — 両方の部品は新品同様に見えるが、懐中電灯が点火しない: 予熱時のプラズマ圧力が高すぎるため、始動が困難です。部品自体は問題ありませんが、ガスレギュレーターに問題があります。このような良質な消耗品を廃棄するのは、工場で最もよくある無駄の一つです。
ピット深さの許容値は情報源によって異なります。Hypertherm社の公式摩耗範囲は0.040~0.125インチ(1.0~3.2mm)です。現場では、切削品質のマージンを維持するために、1.0~1.6mm程度で交換することがよくあります。業界のガイドラインでは、切削品質が重要な場合、保守的なトリガーとして1/32インチ(0.79mm)が一般的に挙げられています。許容誤差が小さい場合は、より厳しい許容値を使用してください。
ハイパーサームパワーマックス互換性クイックリファレンス

Powermaxは、製造工場で主流となっている携帯型プラズマ切断機であり、Hypertherm社は2種類の消耗品シリーズを展開している。従来型機種向けの5ピース構成の従来品と、SYNCシリーズ向けの新しいシングルカートリッジ式SmartSYNCだ。これらを混用することは不可能だ。トーチの形状が異なるためである。
| パワーマックスモデル | 消耗品ファミリー | 顕著な特徴 |
|---|---|---|
| Powermax30 AIR / 30 XP | 伝統的な5ピース(低アンペア) | ドラッグチップ型は一般的。3/8インチ(10mm)以下の切断用。 |
| Powermax45 / 45 XP | 伝統的な5ピース | 1/2インチ(12mm)軟鋼用の主力製品 |
| Powermax45 SYNC | SmartSYNCシングルカートリッジ | 従来の切断方法と比較して、手作業による切断用消耗品の寿命が最大5倍長くなります。 |
| Powermax65 / 65 SYNC | 従来型の5ピースまたはSmartSYNC(モデルによって異なります) | ¾インチ(20mm)の溝切り/切断が可能。SYNCバージョンでは機械寿命が約2倍になります。 |
| Powermax85 / 85 SYNC | 従来型の5ピースまたはSmartSYNC | 1インチ(25mm)カット。SYNCの採用は2025~2026年の製造工場で増加中。 |
| パワーマックス105 / 125 | 伝統的な5ピース(高耐久性) | 高電流連続使用向け。SilverPlus電極の使用を推奨。 |
SmartSYNCのトレードオフは初期費用です。カートリッジは5つの別々の部品を置き換えますが、カートリッジ1個あたりの価格は同等の5ピーススタックよりも高くなります。ハンドトーチで1日3時間以上アーク放電を行う作業場では、消耗品の寿命と交換時間(従来のスタックの約2分に対し、30秒未満)を考慮すると、90日以内にSmartSYNCの方が有利になるのが一般的です。たまにしか使用しない場合は、従来の5ピースが依然として合理的な選択肢です。消耗品ファミリーを決定する前に、Powermaxをアプリケーションに適合させるには、次の内訳を参照してください。 CNCプラズマカッターの選定基準 より広い RESIZEプラズマ切断機のラインナップ.
OEMとアフターマーケット:真のコストとパフォーマンス
アフターマーケットのプラズマ消耗品(サードパーティ製の電極、ノズル、シールドキットなど)は、通常、純正品より20~40%安く販売されています。重要なのは耐久性の差であり、正直なところ、アフターマーケットのブランドによって大きく異なります。評判の良いアフターマーケットメーカー(PrimeWeld、Forney、Harrisが取り扱う代替品など)は、純正品の70~90%の寿命を実現しています。一方、無名の低価格部品は、オリフィス公差が不均一なため、部品が摩耗する前に切断品質が損なわれ、寿命が30~50%まで低下する可能性があります。
| 因子 | OEM(ハイパーサーム純正品) | 高品質のアフターマーケット製品 | 低価格アフターマーケット |
|---|---|---|---|
| コスト対OEM基準 | 100% | 60〜80% | 30〜50% |
| 寿命とOEM基準値の比較 | 100% | 70〜90% | 30〜50% |
| カット品質の一貫性 | 開口部の公差が厳しい | 良好、バッチ依存 | ばらつきがあり、新品時の仕様と異なる場合もある |
| 保証の影響 | ハイパーサームの全記事 | トーチの保証が無効になる場合があります | 保証が無効になります |
- 軽度の趣味(40A以下、週末使用): 信頼できるアフターマーケット製品であれば問題ありません。寿命の差は絶対時間で見るとわずかです。
- 中程度の日照量(45~65A、1~3時間アーク点灯): 品質の良い中級アフターマーケット製品は許容範囲。無名の低価格キットは避ける。部品ごとのコストではなく、シフトごとの穴あけコストを追跡する。
- 高出力連続放電(85A以上、4時間以上のアーク放電、機械式): OEM専用 — SilverPlus / Copper Plus電極が入手可能な場合。安価なアフターマーケット製品は切断品質にばらつきがあり、部品コストの削減分を上回る再加工コストが発生します。
プラズマカッターの消耗品は、メーカー間で互換性がありますか?
いいえ、この答えはほぼすべてのトーチシリーズに当てはまります。Hypertherm Powermaxの消耗品はMiller SpectrumやLincoln Tomahawkには適合しません。ESAB CutMasterの部品はForney Igniteトーチには適合しません。トーチヘッドの機械的形状とオーム接触点はトーチごとに異なります。PowermaxシリーズとSmartSYNCエコシステム向けに「Hyperthermスタイル」のアフターマーケット消耗品は存在しますが、それらは依然としてHyperthermプラットフォームの部品です。他社製品と交換するとノズルが破損する恐れがあり、両方のトーチの保証が無効になる可能性があります。
消耗品の寿命を最大限に延ばす方法:現場で実証された実践方法

ハイパーサームの プラズマアーク切断でよくある10のミス 本書は、部品寿命を密かに縮めるあらゆる近道をチェックリスト形式でまとめたものです。最も目に見える効果をもたらす5つの実践方法をご紹介します。
- 電流値をノズルの定格値に合わせてください。最適な切断品質と部品寿命は、ノズルの定格値の約95%で得られます。電流値が低すぎると切断が雑になり、高すぎるとノズルの摩耗が著しく加速します。
- 穿孔高さは切断高さの1.5~2倍に設定してください。穿孔高さが低すぎると(ハイパーサーム社製ノズルの早期故障の最大の原因)、穿孔のたびに溶融金属がオリフィスに逆流してしまいます。テスト済みのスタンドオフ手順でトーチ高さ制御を行ってください。
- ガス圧と乾燥状態を毎日確認してください。プレフロー時のプラズマ圧が高すぎると始動が困難になり、汚染された圧縮空気は電極の寿命を著しく縮めます。トーチ出口でペーパータオルテスト(水分や油分がないことを確認)を行うことで、ほとんどの汚染問題を無料で検出できます。
- カレンダー交換ではなく、検査を実施してください。カレンダー交換では、まだ寿命のある部品が廃棄され、規格外の状態による初期不良を見逃してしまう可能性があります。製造品質に変化が生じた時点で、固定の日付ではなく、在庫を補充してください。
- ネジ山は清潔に保ってください。組み立て時には、綿棒に電気接点洗浄剤または過酸化水素をつけて清掃してください。Oリングには絶対にグリースを塗布しないでください。グリースはアークチャンバー内で発火し、トーチ内部を損傷します。
生産工程における電極寿命に関しては、電流値の選択よりも穿孔高さの方が重要です。Hypertherm は、推奨切断高さの 1.5 ~ 2 倍の穿孔間隔を推奨しています。切断高さより低い位置で穿孔すると、電極が新品であっても、最初の 100 回の穿孔で溶融金属がノズル面に付着します。プラズマが完全に移行してから動作が開始されるように穿孔遅延を設定してください。厚さ 12 mm までの軟鋼の場合、通常は 0.4 ~ 0.8 秒です (相互参照: AWS C5.2 §5 プラズマアーク切断およびガウジングに関する推奨事項(ISO 9013:2024 修正1(切断品質受入等級))。これらのパラメータをサポートする適切なサイズの空気供給については、次の注記を参照してください。 プラズマカッターに適したエアコンプレッサー.
切断品質の問題は消耗品の摩耗が原因と判明

切断がうまくいかない場合、故障モードは部品に原因があることを示しています。以下のマトリックスは、最も一般的な5つの症状を最も可能性の高い原因にマッピングしたものです。スタックを取り出して確認する方が、切断プログラムで問題を追跡するよりも迅速です。切断品質の許容範囲は以下のとおりです。 ISO 9013プラズマ切断は、一般的に寸法公差クラス2に分類される。
| 切開症状 | 最も可能性の高い原因 | 最初の行動 |
|---|---|---|
| 粗いまたは面取りされた上端 | ノズル開口部を拡大 | ノズルの面取り状態を点検し、楕円形の場合は交換してください。 |
| 底縁部の過剰なドロス | 電極の寿命切れ、または速度が低すぎる | 電極のピット深さを確認し、電流チャートと照らし合わせて切断速度を検証する。 |
| 面取りされた切断面(5°以上の傾斜) | 摩耗したスワールリングまたは電極のずれ | スワールリングを交換し、電極の装着状態を確認する。 |
| 幅広の切り口、低いエッジ精度 | ノズルの開口部が拡大しているか、回転速度が低すぎる | ノズルを交換し、切断速度を確認する。 |
| アークが起動せず、「ガタガタと音を立てる」 | 過剰なプレフロー圧力による始動不良(部品自体は問題ない可能性が高い) | 消耗品が故障したと判断する前に、プラズマガスの圧力を下げてください。 |
作業員によくあるのは、品質問題が発生するとすぐに新しい消耗品に交換してしまうという本能的な反応です。しかし、まずは消耗品をまとめて取り出し、一つ一つ確認するという習慣(通常は60秒程度の作業)を身につけることで、ほとんどのケースを初期段階で発見でき、「少しでもおかしいと思ったら何でもかんでも交換する」という、工場の予算を圧迫する悪習を避けることができます。
業界展望:プラズマ消耗品市場 2025年~2030年

プラズマ切断トーチおよび消耗品市場は、2025年には約15億4000万ドル規模で、2031年から2033年には24億5000万ドルから26億ドル規模に成長すると予測されている。3つの独立系市場調査会社は、年平均成長率を次のように見積もっている。 4.5%と6.6% 予報期間全体を通して。 IntelMarketResearchによるプラズマアーク切断システムの展望 より広範な切断システム市場は、2024年に19億900万ドル規模となり、2031年には25億9500万ドルに達すると予測されている。成長は安定しており、爆発的なものではないため、消耗品在庫計画は2030年まで急激な変動リスクに直面することはないだろう。
現在機器の導入を検討している購入者にとって、重要な3つの技術革新は以下のとおりです。
- SmartSYNCカートリッジの採用は既に主流となっています。HyperthermのシングルカートリッジSmartSYNCは、Powermax 45/65/85 SYNCマシンの従来の5ピーススタックに代わり、手作業での切断寿命を最大5倍長くします。2026年にエントリーレベル以上のPowermaxを新規購入する場合、SYNCバージョンが標準装備となります。1日3時間以上アーク溶接を行う店舗では、カートリッジの初期費用は1四半期以内に回収できます。
- 高負荷用途向け銀接合電極。ハイパーサーム社のSilverPlusおよびCopper Plus電極は、摩擦溶接された銀/銅接合部を採用することで、電極寿命を約2倍に延ばし、下流側のノズル損傷を軽減します。85~125AのPowermaxシリーズで広く利用可能。あらゆる連続切断ラインにご指定ください。
- IoTウェアラブルセンサー消耗品 ― 2027年以降。組み込み型ウェアラブルモニタリングは、2026年時点では商用化前の段階にあります。「スマート消耗品」という謳い文句に今すぐ高額を支払う必要はありません。量産化は1~2年後になるでしょう。
標準規格の面では、 ISO 9013:2024 改訂版1 プラズマ、酸素燃料、レーザーを対象とした熱切断の分類基準が改訂されました。規制対象産業(圧力容器、構造用鋼材など)における切断作業については、2017年版ではなく、2024年版の改訂版を参照してください。 AWS C5.2 プラズマアーク切断およびガウジングに関する推奨事項 これは依然としてプロセス側の参照文書であり、2001年以降改訂されておらず、米国側の実務に関する権威ある文書であり続けている。
FAQ
質問:20アンペアのプラズマカッターは、どのくらいの厚さの鋼板を切断できますか?
回答を見る
Q:プラズマカッターの消耗品は洗浄して再利用できますか?
回答を見る
Q:プラズマカッターの消耗品は、趣味用と産業用で同じですか?
回答を見る
質問:血漿関連の消耗品を汚染から守るためには、どのように保管すればよいですか?
回答を見る
質問:店舗で使用されている圧縮空気は、ボトル入りのガスと比べて消耗品の寿命を縮めますか?
回答を見る
Q:SmartSYNCカートリッジとは何ですか?また、アップグレードする価値はありますか?
回答を見る
プラズマカッターのセットアップ方法を指定しますか?
消耗品の選択は、機械の下流で行われます。新しいプラズマ切断システム(キネティック、パイプ、またはCNCテーブル)のサイズを決定する場合、当社はお客様の板厚、使用率、および材料構成に合わせて構成します。
このプラズマカッター消耗品リファレンスについて
この消耗品リファレンスは、Hypertherm の公式の部品寿命延長および SmartSYNC ドキュメントから編集されています。 AWS C5.2 プラズマアーク切断およびガウジングに関する推奨事項ISO 9013:2024切断品質分類、および2025~2026年の独立した市場調査レポート3件に基づいています。実務者からの報告に基づく知見は、溶接フォーラムからの抜粋です。RESIZEのエンジニアリングチームがプラズマ切断機の仕様に関する文脈でレビューを行いました。ご意見や訂正はofficial@resizeglobal.comまでお寄せください。
参考文献と情報源
- 部品および消耗品の寿命を延ばす — ハイパーサーム技術文書
- プラズマアーク切断でよくある10のミス — ハイパーサーム
- SmartSYNC懐中電灯および消耗品 — ハイパーサーム パワーマックス
- AWS C5.2 — プラズマアーク切断およびガウジングに関する推奨事項 — アメリカ溶接協会
- ISO 9013 - 熱切断の分類 — 国際標準化機構(2024年改訂1)
- プラズマアーク切断システム市場展望 2025年~2032年 — インテル市場調査
- 工業用プラズマ切断トーチ消耗品市場調査 — 成長市場レポート









{kind=link}
{kind=link}
{kind=link}
{kind=link}