
クイックスペック — アルミニウムのプラズマ切断
| プラズマ容量(アルミニウム) | 1 mm – 6 インチ (0.04″ – 152 mm) |
| 標準的な電流範囲 | 45 A(シート)~260 A(1インチ以上のプレート) |
| 達成可能な許容範囲 | ±0.015インチ~±0.020インチ(±0.4~0.5mm) |
| 推奨プラズマガス(5mm未満) | 窒素(N₂)プラズマ+N₂または空気シールド |
| 推奨プラズマガス(>6 mm) | N₂プラズマ+水シールド(N₂/H₂O) |
| 推奨プラズマガス(>20 mm) | H-35(水素35%/アルゴン65%)プラズマ+窒素シールド |
| 水中切断 | エアレーターとトレーニングで可能。 期限なし Al-Li合金の場合。 |
プラズマカッターでアルミニウムを切断できますか?はい、これが本当の答えです。
はい。最新のPowermax/Forsythスタイルのプレート上プラズマは、アルミニウムに対して幅広い切断範囲を実現します。プラズマがアルミニウムには使えないという古い神話は、2000年代初頭の制御システムと限られたガス選択肢を備えたTellurianセットに遡ります。過去10年間で、 ハイパーサームESAB、Lincoln、Millerのカッターは、アルミニウムをレーザーに匹敵する切断品質で加工でき、運用コストは半分以下です(上記参照)。また、ウォータージェットもほぼすべての合金をほぼ同じ運用コストで加工できます。
プラズマカッターは実際にアルミニウムに使えるのか?
正直な答え:ほとんどの加工業者が期待するよりも優れていますが、3つの注意点があります。まず、表面仕上げはシールドガスの選択によって完全に決まります。空気のみのプラズマでは、粗く鈍い酸化物コーティングされたエッジが残るため、溶接前に再加工が必要です。次に、エッジ公差はレーザーよりも緩いです(Fabricator誌が公表している業界値によると、プラズマは0.015~0.020インチ、レーザーは0.005インチ)。トレーラー、鉄道車両、軍用車両の装甲、およびほとんどの溶接構造物には十分ですが、ゼロ精度が求められる航空宇宙関連の作業には不十分なようです。3つ目に、ウォーターテーブル切断では水素抑制システムが必要になる場合があり、アルミニウムリチウム合金の場合は実際に爆発する可能性があります。
トレーラー、船舶、輸送機関、軍事、自動車、構造物の製造に使用される一般的な合金(5052、6061、5083など)の加工には、プラズマカッターがほぼ常に最適なソリューションとなります。業界データによると、最近のResizeweldプラズマ切断機の導入事例は、セグメントからセグメントクラウド領域まで重複しています。この技術の概要については、以下を参照してください。 プラズマ切断機とは何ですか?.
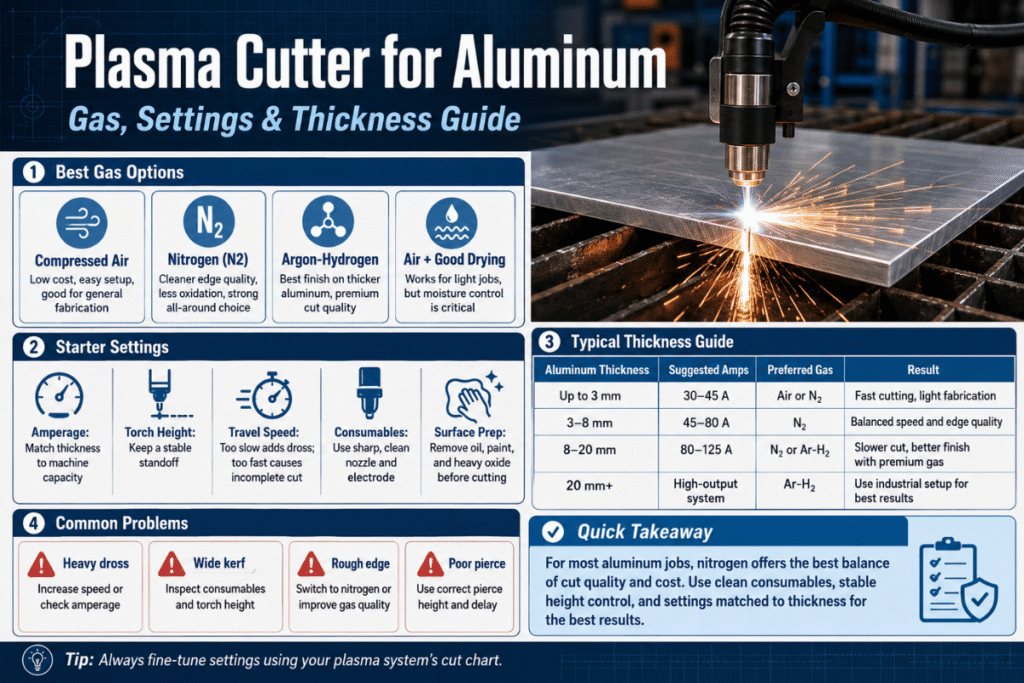
ガス選択:空気、窒素、アルゴン・ヘリウム、またはH-35?厚さ別決定マトリックス

適切なガスを選択することが、すべてを左右します。間違ったガスを使用すると、オペレーターのスキルでは改善できない、粗く酸化したギザギザのエッジが残ります。これは許容できない結果です。プラズマとシールド。塩素フリープラズマを使用するすべての工場が習得しなければならない2つの異なるガス流量。ここでは、工場管理者がアルミニウム用にこれらを調整する方法を紹介します。
アルミ板のプラズマ切断には、どのようなガスを使用しますか?
厚さ5mm(約0.2インチ)以下のアルミ板の場合、プラズマ溶接とシールド窒素溶接(N/Nプロセス)の両方で、最もきれいな溶接済みエッジが得られます。Powermaxタイプのエアプラズマカッターを使えば簡単ですが、1時間の再加工時間を節約するために、週に2~3本の窒素トルプガスボンベ(30ドル相当)を消費します。ESABのプラズマ事業部長であるボブ・フェルニコーラ氏は、「適切なガスを選択すれば、プラズマ溶接でアルミに非常にきれいなエッジが得られます」と述べています。
| アルミニウムの厚さ | プラズマガス | シールドガス | 以下のためにベスト | トレード・オフ |
|---|---|---|---|---|
| 5 mm未満(3/16インチ未満) | Air | Air | 最低価格、粗雑な作業 | 酸化したエッジは溶接前に再加工してください。 |
| 5 mm未満(3/16インチ未満) | 窒素 | 窒素 | 最もきれいなエッジ、溶接準備完了 | ボトル入りガソリンの価格 |
| 6~12 mm (¼~½インチ) | 窒素 | 水(H₂O) | 表面が滑らかで、1フィートあたりのコストが低い | 防水シールド対応の懐中電灯が必要です |
| 12~20 mm (½~¾インチ) | H-35またはH-2の混合液 | 窒素 | 高エネルギー密度、深切り | 水素含有ガス、地下水なし |
| 20 mm(3/4インチ以上) | H-35 | 窒素 | 厚板、構造用 | ガソリン代が最も高く、研修が必要 |
| (避ける) | 酸素 / F5 | - | 軟鋼/ステンレス鋼のみ | アルミニウムの仕上げが悪いので使用しないでください |
切断チャートは、メーカーの切断チャートガイダンス(Hypertherm PowermaxおよびXPRシリーズ、ESABプラズマ技術情報)に基づいています。 AWS Z49.1 溶接、切断、および関連工程における安全基準あらゆるガス中でのプラズマ切断には、局所的な機械換気が必要です。空気プラズマアプリケーションについては、以下を参照してください。 プラズマカッター用エアコンプレッサー サイズ選びのガイド。
正確な厚さを確認するには、必ず機械の取扱説明書に記載されている切断チャートから始め、その後微調整してください。メーカーの切断チャートは特定の消耗品セットに合わせて調整されているため、推奨電流値から10%以上ずれると、消耗品の摩耗が早まります。
アルミニウム板厚制限:1mmシートから6インチプレートまで
プラズマカッターはアンペアクラスで販売されており、アンペアクラスによって機械が切断できるアルミニウムの厚さが決まります。 ASTM B209アルミニウム板は厚さ0.250インチ(6.35mm)以上の平板製品と定義され、それより薄いものはシートと呼ばれます。厚さの下限も重要です。1mm未満では、プラズマ切断の広い切断幅と熱入力により、ワークピースが切断されるよりも歪むことの方が大きくなります。下の表では、合金の選択によって実際に必要な電流範囲がさらに変化します。
50Aプラズマカッターは、どのくらいの厚さのアルミニウムを切断できますか?
Hypertherm Powermax 45のような45~50Aのエアプラズマカッターは、生産条件下で最大約12mm()までのアルミニウムをきれいに切断し、最大8mm(5/16)まで穴あけできます。それ以上の厚さになると、アークが弱くなり始め、ドロスの制御が難しくなり、消耗品の寿命が急激に短くなります。生産現場では、厚板の定常的な加工には、通常65Aまたは85Aにアップグレードします。
| アンペアクラス | 減産 | 貫通容量 | アルミニウムの最適な用途 |
|---|---|---|---|
| 45 A | 最大12mm(½インチ) | 8 mm(5/16 ") | HVAC、看板、照明器具 |
| 65〜85 A | 最大22mm(⅞インチ) | 16 mm (⅜″) | トレーラー、輸送用、船舶用 |
| 105〜130 A | 最大38mm(1½インチ) | 25 mm(1インチ) | 構造、軍事、鉄道車両 |
| 200~260Å(X定義) | 最大152 mm(6インチ) | 75 mm(3インチ) | 厚板、金型ベース |
📐 技術ノート — 合金が電流校正に影響を与える
5052-H32と6061-T6は切削特性のほとんどを共有していますが、6061の熱伝導率が高い(相互参照された業界データによると、5052は138 W/m Kに対し、6061は167 W/m K)ため、切削ゾーンからの放熱が速くなります。厚みが限界に近い場合、溶融不良のエッジを避けるために、6061は5052よりも5~10%高い電流または遅い切削速度が必要になる場合があります。5083船舶用鋼板は5052と同様の挙動を示します。機械の限界に近い厚みで合金を変更する場合は、必ずテストカットを実行してください。
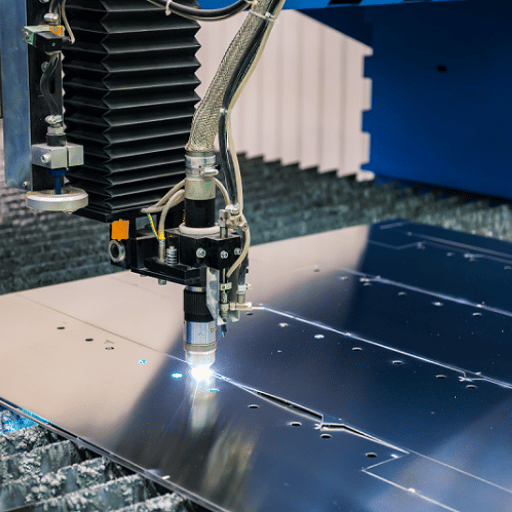
アルミニウム用プラズマカッターの設定:電流、速度、および距離

アルミニウムの切断品質は、電流、移動速度、トーチのスタンドオフ高さ(自動システムではアーク電圧によって間接的に設定される)の3つの設定によって決まります。これらのバランスが適切であれば、ドロスを最小限に抑えた直角な切断面が得られます。バランスが崩れると、斜めにカットされ、酸化し、ドロスが大量に発生し、後工程の前に研磨が必要になります。
電流値:メーカーの切断チャートで、板厚に応じて許容される最大電流値を使用してください。電流値が高いほど切断速度が速くなり、熱影響部の幅が狭くなり、歪みも少なくなります。現場の作業員によると、自動切断システムでは最大電流値を使用するのがほぼ常に適切であり、手動切断の場合のみ、人間のトーチの移動速度に追いつくために低い設定値が必要になります。
移動速度: 最速の IPM/TS (ワークピースの下の火花流の速度とトーチの方向との相対速度) で実行し、飛び散る火花がトーチの方向から約 15~30 後方で止まるようにします。飛び散る火花がトーチの前方で真下に飛ぶ場合、またはトーチの軌跡よりかなり前方に行く場合は、速度を落とします。表面のドロスがなく、切断幅が広がり、エッジが溶けて焼き付くのは、切断速度が遅すぎる兆候です。アークがノズルに向かって斜めに上がる場合は、速度を上げて実行します。これは、アルミ板の場合、手動実行で約 10~15 IPM (250~350 mm/分) の不完全な切断です。
CNCと協働ロボットは、同じシート上で常に100 IPM(2,500 mm/分以上)以上の速度で稼働する。
スタンドオフと穴あけ高さ。Powermaxタイプの機械の大部分では、切削スタンドオフはワークピースから約1.5mm(0.060インチ)上に設定されています。溶融アルミニウムがノズルに吹き戻されて消耗品を侵食するのを防ぐため、穴あけ高さは切削高さの1.5~2倍(目安として2.3~3.0mm)にする必要があります。
Powermaxタイプのシステムでは、スタンドオフ距離に応じて電圧が上昇します。自動アーク電圧高さ制御機能を備えた機械では、目標電圧を設定するだけで、制御システムが歪みや平面からのずれのあるプレートでも一定のスタンドオフ距離を確保します。
軟鋼の場合は、ドラッグシールド消耗品を使用すれば、ドラッグカット(ノズルを加工物に押し当てる切断)が可能ですが、アルミニウムには使用しないでください。柔らかく粘着性のある溶融金属がノズルを詰まらせ、消耗品の寿命を20~40%しか延ばしません。
アルミニウム加工におけるプラズマ、レーザー、ウォータージェット:それぞれの利点
アルミニウム加工におけるプラズマ、ファイバーレーザー、ウォータージェットの選択は、今後10年間のコスト(フィート当たり)、エッジ品質、生産能力の上限に影響を与える調達決定です。各プロセスは、幅広い運用範囲の中でそれぞれ独自のニッチを持っています。以下のマトリックスは、相互参照された値を使用しています。 ファブリケーター誤解に関する記事と、現在のメーカー仕様書を参照してください。
| 変数 | プラズマ | ファイバーレーザー | ウォータージェット |
|---|---|---|---|
| 最大アルミニウム厚さ | 152 mm(6インチ) | 約19mm(¾インチ) | 200 mm (8″)+ |
| エッジ公差 | ±0.015~0.020インチ | ±0.005インチ | ±0.003インチ |
| 切断速度(6mmアルミニウム) | 対応時間 | 対応時間 | 遅く |
| 1フィートあたりの価格(6mmアルミニウム) | ロー | 技法 | 高(研磨性) |
| 熱影響部 | 穏健派 | 狭い | なし(コールドカット) |
| 設備投資 | ロー | ハイ | 技法 |
生産量が多いアルミニウムの切断で、切断面の厚みが020インチでも構わない(または予算に余裕がある)場合、そしてファイバーレーザー加工機を導入する予算がない場合は、プラズマ切断を選択してください。高精度で大量の板材を加工する場合は、レーザー切断を選択してください。熱を加えることができない場合(最終熱処理に近い合金、複合材被覆アルミニウムなど)、または材料の厚さが6インチを超える場合は、ウォータージェット切断を選択してください。
さらに詳細な比較については、以下を参照してください。 プラズマ切断とレーザー切断 (NAIST) と レーザー切断 vs プラズマ切断 vs ウォータージェット切断.
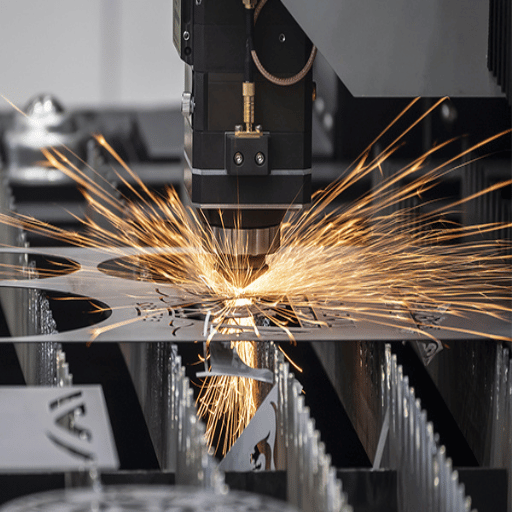
切断品質:ドロス、酸化、エッジ公差 ― 達成可能なことと不可能なこと
プラズマ切断されたアルミニウムは、薄板ではレーザー切断のような高品質な切断面には達しませんが、ガス、電流、移動速度を適切に設定すれば、厚板では溶接可能な品質に達します。実際には、切断不良のほとんどは、次の4つの原因のいずれかによって発生します。以下の診断チャートは、それぞれの欠陥と根本原因および解決策を示しています。
なぜ私のプラズマカッターはアルミをきれいに切断できないのでしょうか?
清浄度に関する苦情の 80 ~ 90% は、次の 4 つの原因のいずれかに起因します。酸化した粗い表面 (ガスの問題)、大量のドロス (速度または電流の問題)、面取り角度が大きすぎる (スタンドオフまたは電流の問題)、または多孔質のエッジ (ガスまたは速度の問題)。Practical Machinist や Miller コミュニティの業界フォーラムのデータを見ると、ドロスは薄いアルミニウム 3/32 (2.4 mm) でより頻繁に発生しており、オペレーターが「優しく」しようとして電流を極端に低くするか、「歪みを避ける」ために極端に速く運転しているかのいずれかです。
| 症状 | 考えられる原因 | 修正する |
|---|---|---|
| 粗く酸化した黒い縁 | アルミニウム上の空気プラズマ | N₂/N₂またはN₂/H₂Oプロセスに切り替える |
| 切断面下部のドロス溶接(低速ドロス) | 移動速度が遅すぎるか、電流が高すぎる | 速度を10~15%上げるか、電流を1バンド下げてください。 |
| 表面ドロス飛散(高速ドロス) | 速度が速すぎるか、電流が低すぎる | 速度を10~15%下げるか、電流を上げる |
| 過剰な面取り角度(片側が広がった形状) | 距離が高すぎる(電圧が高すぎる) | トーチを下げて、AVHC電圧を再調整する |
| 多孔質で溶接に適さないエッジ | 水素汚染またはガス混合比が厚みに対して不適切 | 厚さ表に従ってガスの組み合わせを確認し、シールドガスの純度をチェックする。 |
| 歪んだプレートの切断が不均一 | 不均一なワークピース上の固定高さトーチ | アーク電圧高さ制御を有効にするか、センシング機能付き協働ロボットを使用する |
実のところ、溶接グレードのエッジに関しては、プレートのプラズマは、生産作業の大部分においてレーザーと遜色なく機能しています。Hypertherm社の機械化システムエンジニアリングマネージャーであるAaron Brandt氏は、「最新の高性能プラズマシステムにより、あらゆる厚さと材質のプレートで優れた公差を維持しています。アルミニウムの角度のばらつきは、軟鋼やステンレス鋼と比較しても非常に良好です」と述べています。現場での実践に関して言えば、これは過去10年間の構造工場や輸送工場での経験です。
地下水位の安全性:水素トラップ(そしてその回避方法)
これは、実際に問題が発生するまで誰も話題にしない部分です。ウォーターテーブル上でアルミニウムをプラズマ切断する際、ワークピースの下に爆発性のガス溜まりを形成するほどの水素ガスが放出されることがあります。酸化アルミニウム(水中に落下するドロス粒子)がHOから酸素を化学的に中和し、遊離水素が残ります。水素は小さな泡となって放出されますが、ほとんどの場合は無害です。しかし、設計が不十分なウォーターテーブルでは、プレートの下や水中チャンバー内にガス溜まりができてしまいます。次の切断で支えられていない部分を貫通し、アークが水素ガス溜まりに当たると、爆発が発生します。
アルミニウムリチウム(Al-Li)をプラズマ切断する際は、水が存在する状態では絶対に行わないでください。ウォーターテーブルの上、ウォーターシールドを使用した場合、湿った床面など、どのような状況でも切断しないでください。Al-Liは非常に反応性が高い物質です。ハイパーサーム社とESAB社の安全に関する文書も、この点については一致しています。
ESABの技術担当者が記録した典型的な事故シナリオは次のとおりです。作業員がプレートをセットし、水位を上げ、一部を切断した後、作業員の交代となります。プレートが水中にある間は、多くの場合、プレートの下の隙間に水素ガスが溜まります。次の作業員がプレートに穴を開けると、アーク放電によって閉じ込められた水素ガスに引火し、爆発によって損傷や深刻な負傷の危険が生じます。
実際に効果のある対策を、信頼性順にランク付けしました。
- ✔
エアレーターシステム テーブル底面の多孔管アレイが一定の圧縮空気気泡カーテンを供給し、水素ポケットの発生を防ぎます。最も費用対効果の高い制御方法です。 - ✔
バブルマフラー ―懐中電灯に取り付けるアタッチメントで、内側のノズルから空気を、外側のノズルから水を流し込み、周囲の水を攪拌して溜まりを防ぐ。 - ✔
遠心分離による水ろ過 (例:Ebbco GRSクラスシステム)—ノズルを通して水を送り込み、水素発生が続く前にアルミニウム粒子を除去し、浴槽を攪拌します。 - ✔
運用規律 アルミ板を一晩中水に浸したままにしないでください。切断する前に水位を下げたり上げたりして、溜まった気泡を取り除いてください。作業員に化学に関する知識を訓練してください。
水素以外にも、あらゆるガス混合物でのプラズマ切断は、煙を発生させるプロセスとして認識されている。 OSHA(米国労働安全衛生局)の溶接時の有害なヒュームとガスの制御に関するファクトシートプラズマ切断は、酸素燃料切断やろう付けと同じヒューム制御カテゴリーに分類されます。AWS Z49.1では、人が居住する空間でのプラズマ切断には局所的な機械換気が義務付けられています。酸化アルミニウム粉塵ヒューム自体は軽度の刺激性がありますが、HWPSでは危険物として分類されていません。ただし、混合金属、クロムプライマー処理されたアルミニウム、またはクロムメッキされたアルミニウムを切断する場合は、OSHAの既存のCr(VI) NEPで定められた六価クロム曝露レベルを超えます。水位の詳細については、CNC水位ガイドを参照してください。
アルミニウム切断性能を低下させる5つの誤解
以下の5つの誤解は、ガス供給方式と機械制御がどちらも原始的だった1980年代からプラズマ切断業界につきまとってきた。現代の空気圧駆動システム制御は進化を遂げたが、多くの自動車メーカーや修理工場はそれに追いついていない。以下に引用する専門家の意見は、プラズマ切断に関する業界専門家による記事「The Fabricator」からのものである。
誤解1:アルミニウムは多孔性のため、プラズマ処理には不向きである。
これは、システム構築者によるガス設計上の欠陥であり、技術の限界として提示されています。アルミニウムを切断する際に、レーザー、曲げホイール、酸素燃料、プラズマを使用する場合、プラズマとレーザーの切断面の品質に違いはありません。私のプラズマ加工のパラメータは現在、レーザーと同等かそれ以上であることは明らかですが、参考までに、私の装置では酸素、窒素、アルゴンの標準的な混合ガスをラスタースキャンすることで、きれいな切断面が得られます。
「適切なガスを選択すれば、プラズマ処理でアルミニウムに非常に優れた加工性を得ることができます。」
誤解2:プラズマは厳しい許容範囲を満たせない
1980年代の機械には当てはまりますが、現在のシステムには当てはまりません。今日のX-Definitionクラスのプラズマは、アルミニウム板上で0.015インチ、0.020インチの精度で簡単にプログラムできます。これはレーザーのように精密なエッジでありながら、トレーラー、軍用車両、鉄道車両などの採用者が許容できる公差の範囲内です。
「軍用車両や鉄道車両業界では、一般的にプラスマイナス5千分の1インチの精度は求められませんが、プラズマ切断ではプラスマイナス15~20インチの精度で加工できます。これは、これらの業界で定められた許容誤差の範囲内です。」
誤解3:プラズマ切断されたアルミニウムは、掃除しにくい表面になる
ガス選択の失敗は同様です。空気プラズマでは、確かに粗い酸化残留物が生じます。不活性ガスプロセス(N/NまたはN/HO)では、表面仕上げは滑らかで、最小限の準備で切断面上に溶接部が継ぎ目として現れます。
誤解4:アルミニウム加工において、レーザーはプラズマよりも費用対効果が高い。
大量生産の場合、薄いシート(約 未満)では真です。 を超えると偽です。この場合、レーザーはアシストガスとして高圧窒素を使用する必要があり(アルミニウムでは発熱反応が利用できないため)、運用コストが急激に上昇します。 プラズマは、プレートに対して1フィートあたりのコストで大きな優位性を維持しており、さらに厚さの限界も高くなっています(プラズマでは6インチ、ファイバーレーザーでは約 )。
誤解5:アルミニウムのプラズマ切断には、特別に訓練された作業員が常時監視する必要がある。
最新の高性能自動プラズマ切断システムでは、距離、動作、および貫通遅延は自動化されています。一方、オペレーターの注意力が真に重要となる問題が1つあります。それは、ウォーターテーブル切断(上記の水素トラップの項を参照)です。これは切断の難しさではなく、化学的なリスクです。
「ほとんどの機械式プラズマ切断システムには、機械の動作、適切な距離の維持、および機械の動きの自動制御を可能にする制御装置が備わっています。」
アルミニウムプラズマ切断の未来:2025年~2030年の展望
プラズマ切断機の市場規模は、2025年には8億1140万米ドルに達しました。IMARCグループの予測では、この市場は今後も年平均成長率(CAGR)4.16~4.5%で安定的に成長を続け、2034年には2.2億米ドルに達すると見込まれています。産業用プラズマ切断機は、自動化製造におけるファイバーレーザーへの投資を代替する形で、より力強い成長が見込まれています。
2026年または2027年にアルミニウムプラズマソリューションを選択するメリットは、主に3つあります。1つ目は、トレーラー、構造物、EVボディ製造業者において、手動加工に対するCNCプラズマ加工の垂直浸透が確立されていること。2つ目は、高度な協働ロボット統合により、これまで専用CNCの導入を正当化できなかった工場でも、自動プラズマ加工がすぐに利用可能になること。3つ目は、EVバッテリー、特殊照明、その他の輸送用軽量化トレンド部品向けの5xxxおよび6xxxのプレミアム合金グレードが、プラズマ加工に非常に適しているため、同じ合金で生産規模が拡大されていることです。これらすべてが組み合わさって、2026年にアルミニウムへのプラズマシステムを使用して、継続的なプレート加工を行うファイバーレーザー工場への投資が説得力のあるものとなります。関連報道については、 CNCプラズマカッター 能力概況。
アルミニウムのプラズマ切断に関するよくある質問
Q:ハイパーサーム・パワーマックス45はアルミニウムを切断できますか?
回答を見る
質問:空気のみでプラズマ切断してアルミニウムを切断することはできますか?
回答を見る
Q:アルミ板金加工に最適なプラズマカッターは何ですか?
回答を見る
Q: プラズマ切断したアルミニウムにドロスが発生するのを防ぐにはどうすればよいですか?
回答を見る
Q:CNCプラズマカッターでアルミニウムを切断できますか?
回答を見る
この分析について
この参考調査は、プラズマ切断機の切断チャート(Hypertherm PowermaxおよびXPR生産シリーズ)、ESABのプラズマ使用に関する技術速報、AWS Z49.1およびASTM B209の公表規格、OSHAのヒューム制御に関するガイダンス、およびThe Fabricatorで引用されている専門家の情報源から得られたデータと、プラズマを使用して文書化されたすべてのトレーラー、輸送用車両、および構造用アルミニウム板加工の実際の生産慣行を組み合わせています。
参考文献と情報源
- 溶接作業中の有害なヒュームおよびガスの制御(OSHA FS-3647) — 米国労働安全衛生局
- 国家重点プログラム ― 六価クロム(CPL 02-02-076) — 米国労働安全衛生局
- AWS Z49.1 溶接、切断、および関連工程における安全基準 — アメリカ溶接協会
- ASTM B209 アルミニウムおよびアルミニウム合金のシートおよびプレートの標準仕様 — ASTMインターナショナル
- アルミニウムのプラズマ切断に関する誤解 — ファブリケーター
- プラズマ切断機市場の規模、成長率、予測(2026年~2034年) — IMARCグループ
- プラズマ切断機市場の見通し(2026年~2030年) — グローブニュースワイヤー
関連記事
- プラズマ切断 vs レーザー切断 — 板材加工における直接的な工程比較
- レーザー切断 vs プラズマ切断 vs ウォータージェット切断 — アルミニウムと鉄鋼に関する3つの意思決定フレームワーク
- CNCプラズマカッター ガイド — 手動切断から自動切断に移行すると何が変わるのか
- CNCプラズマテーブルガイド ― 水位、ダウンフローテーブル、およびアルミ対応構成
- プラズマカッター用エアコンプレッサー — 生産用エアプラズマ作業のための空気供給量の選定
- プラズマ切断機とは何ですか? — プラズマを初めて導入する購入者向けの技術入門









{kind=link}
{kind=link}
{kind=link}
{kind=link}