
強度と信頼性に優れた溶接継手は、建設業や製造業だけでなく、他の分野でも必須です。Tジョイント溶接は、様々な溶接継手の中でも非常に汎用性と強度に優れ、構造フレームや機械部品などの大型製品の製造に大きく貢献しています。しかし、効果的なTジョイント溶接の秘訣は何でしょうか?また、その品質を保証するにはどうすれば良いのでしょうか?このブログ記事では、初心者から熟練溶接工まで、溶接技術を最大限に高めるための重要な方法、ヒント、そして活用法について解説します。溶接技術を磨きたい方にも、優れた溶接の役割を知りたい方にも、このガイドは、耐久性と精度に優れたTジョイント溶接の基礎知識を提供します。
Tジョイント溶接の理解
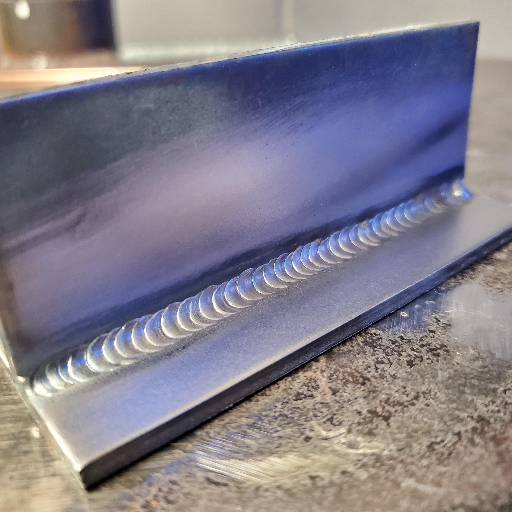
Tジョイント溶接は、2つの金属部品を直角をなす「T」字型に接続する溶接プロセスです。このタイプの溶接は主に、フレームや機械部品など、強固で耐久性のある接合が求められる構造物に使用されます。Tジョイント溶接の品質には、適切な位置合わせと材料の準備が不可欠です。Tジョイント溶接には、溶接対象材料の強度と厚さに応じて、隅肉溶接と開先溶接が最も適しています。一定の溶接速度、熱、および溶け込みの制御は、強固な接合を実現し、欠陥を最小限に抑えるための基本です。
Tジョイント溶接の定義
Tジョイント溶接は、2つの金属部品を直角に接合し、「T」字型を形成する技術です。この技術は、フレームワーク、機械、構造部品など、強度と耐荷重性を備えた接合が求められるあらゆる場所で広く普及しています。専門家によると、Tジョイント溶接には、強度と操作性を兼ね備えた隅肉溶接が最適な方法であり、一方、深い溶け込みが必要な厚い材料には開先溶接が用いられます。自動溶接システムなどの溶接技術の進歩により、Tジョイント溶接の精度と安定性が確保され、欠陥の低減と生産性の向上が実現しました。高品質な製品を製造するには、材料の洗浄や位置合わせなどの適切な準備が依然として非常に重要です。
様々な産業におけるTジョイントの重要性
Tジョイントは、その構造的な汎用性と信頼性から、多くの産業に欠かせない存在となっています。建設業界では、建物、橋梁、その他のインフラの強固な骨組みを作るために使用されています。自動車産業と航空宇宙産業では、強度と軽量性を兼ね備えたTジョイントを、それぞれ車両フレームと航空機部品の組み立てに使用しています。また、パイプラインや造船にも使用され、高圧条件下でも確実な接続を維持するのに役立ちます。様々な材料に対応し、様々な荷重を支えることができるため、Tジョイントはエンジニアリングと製造業においてなくてはならない存在となっています。
Tジョイント溶接の一般的な用途
- 構造: この技術の最初の用途としては、建物の骨組み、橋梁、重厚なインフラなどが挙げられます。
- 自動車産業: 自動車やその他の車両のフレームの組み立ては、自動車産業における重要なプロセスです。
- 航空宇宙: 航空宇宙業界では、航空機部品の製造にロボット技術が活用されています。
- パイプラインシステム: 高圧状態にあるパイプライン システムは安全な接続を備えています。
- 造船: 溶接は、容器の耐久性と構造的完全性を保証するために使用される方法の 1 つです。
Tジョイントの溶接技術
T ジョイントにはいくつかの溶接方法が使用され、材料やアプリケーションの要件に応じて異なります。
- • 被覆金属アーク溶接 (SMAW): 貫通が深く、接続が強力である高負荷用途に最適です。
- • ガスメタルアーク溶接(GMAW/MIG): 非常に高い効率と低いスパッタで精密溶接に最適です。
- • ガスタングステンアーク溶接 (GTAW/TIG): 最高の制御と完璧な溶接を実現し、薄い材料や高品質の仕上げに最適です。
- • フラックス入りアーク溶接 (FCAW): 屋外や風の強い状況で強力な溶接を行うのに最適です。
- • スポット溶接: 薄い金属の用途に使用され、自動車業界や板金業界で非常に一般的です。
それぞれの方法の選択は、材料の種類、構造要件、さらには環境条件などの要因によって異なります。
TジョイントのMIG溶接
MIG溶接、またはガスメタルアーク溶接(GMAW)は、強度だけでなく信頼性の高いTジョイントを作成する技術です。Tジョイントは、2つの金属を90度で溶接し、「T」字型に形成します。しかしながら、溶接の耐久性は、接合部の準備に大きく左右されます。母材金属は、溶接品質を低下させる可能性のある錆、油、塗料などの汚染物質を徹底的に除去する必要があります。
MIG溶接でTジョイント溶接を行う際には、適切な機械設定が不可欠です。電圧、ワイヤ速度、シールドガス流量などは、材料の厚さや種類に応じて選択する必要があります。溶け込みとビードの外観に応じて、溶接トーチを押し込むか引き込むかを選択できます。電極の正しい位置合わせは非常に重要です。最大の溶け込みと強力な溶接を得るには、アークがジョイントの交点に正確に当たるようにしてください。
TIG溶接技術
TIG溶接(タングステン不活性ガス溶接)は、常に最高品質かつ最も正確な溶接を実現する、柔軟性の高い溶接プロセスです。TIG溶接を行う際に最も重要なのは、接合する材料に適したタングステン電極を選択することです。鉄鋼にはトリエントタングステン、アルミニウムには純タングステンの電極が適しています。鉄鋼の場合は直流(DC)が最適で、アルミニウムの場合は交流(AC)が適しています。均一性を保つには、安定した手と、ワークピースから約1/8インチ(約6mm)離れた一定のアーク長が必要です。材料の厚さに応じてアンペア数を増やし、適切なガス流量を確保してください。アルゴンは、ほとんどの用途でシールドガスとして最も一般的に使用されます。ワークピースは常に徹底的に洗浄する必要があります。汚れやその他の汚染物質は溶接の完全性を損ない、欠陥につながる可能性があります。適切な技術と準備が、TIG溶接を成功させる鍵となります。
スティック溶接とその応用
スティック溶接(シールドメタルアーク溶接、SMAWとも呼ばれる)は、様々な溶接作業に適用できるプロセスであり、様々な業界で広く受け入れられています。フラックスを塗布した消耗電極を用いて溶接を行い、 溶接工程中のフラックス 保護ガスとスラグのシールドを形成します。この方法は、屋外や風の強い場所など、他の溶接方法が効果的でない様々な状況での溶接に実用的です。スティック溶接は主に建設、造船、パイプライン工事などの産業用途に適しており、鋼、ステンレス鋼、鋳鉄などの様々な金属にも適用できます。
スティック溶接の主な利点は、そのシンプルさ、低コスト、そして外部シールドガスなしで使用できることです。そのため、現場作業やメンテナンスに最適です。その一方で、スラグ除去やスパッタ制御の方法が難しいため、きれいで欠陥のない溶接を実現するには熟練した技術が必要です。この技術に精通することで、様々なプロジェクトにおいて安定した強固な溶接を実現でき、多くの産業における重要性を証明しています。
Tジョイントの溶接タイプ
プライマリー Tジョイントの溶接タイプ 隅肉溶接、プラグ溶接、スロット溶接、溝溶接、フランジ溶接が含まれます。
| 溶接タイプ | 詳細説明 | キーの使用 | 第3章:濃度 | 厚さ |
|---|---|---|---|---|
| フィレ | 三角形の溶接 | 全般 | ハイ | 不定 |
| プラグ | 円形溶接 | シートジョイント | 技法 | 薄いシート |
| スロット | 細長い溶接 | シートジョイント | 技法 | 薄いシート |
| 溝 | 深溝溶接 | 頑丈な | すごく高い | 厚板 |
| フランジ | エッジ補強 | 構造上の | ハイ | 穏健派 |
すみ肉溶接:いつ使用するか
すみ肉溶接は、主にT字継手、重ね継手、コーナー継手などの直角継手の製造に利用されます。高い強度と作業性が必要な箇所に多く使用され、一般建築、構造フレームワーク、機器製造などに最適です。これらの溶接は多目的かつ経済的で、接合対象材料の大規模な準備や機械加工を必要とせずに強固な接合部を形成できます。
Tジョイントに適用可能なその他の溶接タイプ
アプリケーションの特定の要件に基づいて、T ジョイントではさらにいくつかのタイプの溶接を効果的に使用できます。
プラグ溶接
プラグ溶接は、接合部にかかる応力を均等に分散させる必要がある場合の選択肢の一つです。この溶接は、一方の材料を貫通してもう一方の材料と接合するため、構造の安定性が向上します。
スロット溶接
プラグ溶接と同様に、スロット溶接は、重ね合わせた金属片を所定の位置で接合するのに役立ちます。これにより、溶接部の分布が制御され、接合部におけるせん断抵抗が向上します。
開先溶接
開先溶接は、強力な接合が求められるT字継手用途で使用されます。隅肉溶接とは異なり、重要なプロジェクトにおいて、溶け込みと高い溶接強度を確保するために、接合部に溝を設ける必要があります。
表面溶接
表面溶接は、通常、高負荷用途において、接続された材料の補強や耐摩耗性材料のコーティングが必要な場合に、T ジョイントに使用されます。
これらの溶接タイプはすべて独自の利点があり、負荷と材料の特性、および各業界の T ジョイント構造の特定の要件に応じて選択されます。
プロジェクトに適した溶接タイプの選択
Tジョイントプロジェクトに最適な溶接方法を選択することは容易ではありません。材料の特性、ジョイントに必要な強度、用途の性質といった要素を慎重に検討する必要があります。突合せ溶接は最も強度が高く、見た目も美しいジョイントを実現するため、美しさと強度の両方が重要となるプロジェクトに最適です。一方、隅肉溶接は適用が簡単で生産性が高いため、それほど重要でない状況で頻繁に使用されます。一方、開先溶接は、最大限の溶け込みと強度が求められる非常に過酷なプロジェクトにも耐えることができます。表面溶接は、Tジョイントを強化したり、高応力環境での耐摩耗性を高めたりするために行われます。適切な溶接タイプを決定する際には、プロジェクトの設計仕様、安全基準、業界基準を常に考慮する必要があります。
Tジョイント溶接に必要なツールと機器

Tジョイント溶接を行うには、まず安全性と精度を確保するために適切な工具と機器が必要です。基本的な装備としては、選択した溶接方法(MIG、TIG、スティック)に対応した溶接機、電極またはフィラーロッド、溶接ヘルメット、手袋、保護服などがあります。さらに、クランプ、ワイヤーブラシ、グラインダーは、材料の準備と固定に便利です。熱、火花、紫外線から保護するための安全装置が規格を満たしていることを必ず確認してください。適切な準備と適切な工具は、強固で信頼性の高い溶接を実現するために不可欠です。
必要な基本的な溶接ツール
Tジョイント溶接法に必要な工具は次のとおりです。
- 溶接機: MIG、TIG、スティック溶接など、選択した溶接技術と互換性があることを確認してください。
- 電極またはフィラーロッド: 材質や溶接方法に応じて適切なタイプを選択してください。
- クランプまたは固定具: 溶接する部品を持ち、正しく位置合わせされていることを確認します。
- 溶接用ヘルメットと手袋: 火花、強い光、熱から身を守ってください。
- ワイヤーブラシ: 溶接プロセスの前後に溶接される金属表面を洗浄するのに役立ちます。
- 研削ツール: 溶接部分を滑らかにし、エッジを整えます。
これらのツールがあれば、Tジョイント溶接による強固で完璧な接合部を簡単に作ることができます。また、安全装備が業界基準を満たしているかを必ず確認してください。
プロの溶接工のための高度な機器
プロの溶接工は、最高の精度、生産性、安全性を実現するために、最先端の機械に頼ることがよくあります。最も重要なツールは次のとおりです。
- TIG溶接機: さまざまな金属の最も要求の厳しい溶接に最適で、優れた制御と完璧な結果をもたらします。
- マルチプロセス溶接機: これらの溶接機は、MIG、TIG、スティックなどのさまざまな溶接技術を同時に実行できるため、利便性が向上します。
- 自動溶接システム: これらのシステムは、均一性を提供し、手作業の労力を軽減するため、大量の作業に役立ちます。
- プラズマカッター: 金属材料を正確に切断するために使用され、無駄をほとんどなくして端面をきれいに仕上げます。
- 煙抽出装置: これらは、空気を清潔に保ち、会社が労働安全規制に準拠していることを保証するために必須です。
これらのツールにより、専門家は複雑なタスクを最高の精度と信頼性で処理し、同時に最高レベルの安全を確保することができます。
溶接工具のメンテナンス
溶接工具は、長寿命、良好な性能、そして安全な作業環境を維持するために、適切なメンテナンスが必要です。消耗品の摩耗、接続部の緩み、ケーブルの損傷など、老朽化の兆候を検出するために、定期的な点検が必要です。使用後は必ず工具を清掃し、破片、スラグ、埃などを取り除いてください。そうすることで、工具の機能に影響を与える可能性のある堆積物を防ぐことができます。可動部品がスムーズに動作するためには潤滑油が必要です。湿気や損傷を防ぐため、工具は常に乾燥した安全な場所に保管することが重要です。さらに、電極やノズルなどの消耗品を頻繁に交換することで、溶接品質を維持することができます。工具メーカーの指示に従うことで、工具の効果を長持ちさせ、ひいては作業者が常に高品質な結果を出すことが可能になります。
Tジョイント溶接における安全上の注意

Tジョイント溶接中は、有毒ガスの吸入を防ぐため、適切な換気対策を講じることが不可欠です。さらに、紫外線(UV)や火花から身を守るため、溶接ヘルメット、手袋、耐火服などの個人用保護具(PPE)の着用が必須です。溶接器具は使用前に摩耗や欠陥がないか点検し、作業エリアを清潔に保つことで火災のリスクを軽減します。感電を防ぐため、適切な接地方法を採用し、溶接機を稼働させたまま放置しないでください。これらの安全対策を講じることで、事故のリスクを大幅に軽減し、溶接プロセス中の安全性を向上させることができます。
溶接作業者用個人用保護具(PPE)
様々なリスクから身を守るため、資格を持つ溶接工は適切な個人用保護具(PPE)を着用する必要があります。最低限必要なのは、溶接工の目を放射線や火花から保護するための適切な遮光フィルターを備えた溶接ヘルメット、難燃性手袋、長袖の難燃性ジャケットです。特に研磨や切断などの作業中は、目の周囲を保護するために、サイドシールド付きの保護眼鏡またはアイゴーグルの着用が必須です。また、重いものを落として足が潰れるのを防ぐため、スチール製のつま先が付いた靴を履くことをお勧めします。換気の悪い場所で作業する場合は、有害な煙を吸い込まないように呼吸用保護具を着用することをお勧めします。PPEの完全なセットは、作業時間中のリスクを軽減し、溶接工の安全を確保するために不可欠です。
職場の安全に関する考慮事項
溶接作業における安全確保は最優先事項であり、まず第一に考慮しなければなりません。換気が不十分な場合、有毒な煙やガスを吸い込むと問題が生じる可能性があります。そのため、作業エリアでは良好な空気の流れを確保することが不可欠です。局所排気装置やポータブル排気装置を常に使用することで、空気中に有害な煙がない状態を維持できます。また、火災の危険を排除するために、紙、木材、化学物質など、あらゆる種類の可燃性物質を作業エリアから排除する必要があります。感電の安全を確保するためには、すべての電気機器を適切に接地し、ケーブルに損傷がないか点検する必要があります。さらに、危険区域をマークし、通路を清掃することは、転落などの事故の防止に役立ちます。十分な照明は、特に閉鎖されたエリアや視界の悪い場所では、精度と安全性の両方にとって不可欠です。これらの要素を考慮すれば、溶接プロセスはより安全かつ効果的に実施されます。
一般的な溶接欠陥とその回避方法
気泡が閉じ込められることで発生する気孔は、溶接において最も頻繁に発生する欠陥の一つです。私は常に、気孔が発生しないよう、母材を徹底的に洗浄し、ガスシールドを適切に覆うことを心がけています。不完全溶融は、溶接部が母材と完全に溶け合っていないことで発生するもう一つの問題です。私は、適切な溶接技術を適用し、適切な入熱を確保し、十分な接合準備を行うことでこの問題に対処しています。割れは、急速な冷却や不適切な溶接パラメータの結果として発生する可能性のあるもう一つの欠陥です。私は、冷却速度を制御し、必要に応じて材料を予熱することで、割れを防止しています。このように、これらの側面を認識し、常に注意を払うことで、欠陥のない強固な溶接継手を作ることができます。
⚠️ 参考資料
-
厚肉Tジョイント構造における温度と溶接残留応力の数値計算と実験測定
論文を読む -
摩擦撹拌接合Tジョイントのレビュー
論文を読む -
溶接Tジョイントの有限要素モデリング
論文を読む - 中国のトップ溶接ポジショナーメーカーとサプライヤー
- 溶接の種類のガイド
よくある質問(FAQ)
T ジョイント溶接とは何ですか? 構造溶接ではどのように使用されますか?
T字型溶接とは、2枚の金属板を直角に交差させることで得られる溶接継手の一種で、文字「T」の形をしています。この継手は、十分な強度と安定性を確保することが重要な鋼構造物に広く用いられています。T字型溶接は、TIG溶接やMIG溶接などの溶接方法と併用できるため、最終製品の要件に応じて多様な溶接が可能です。
溶接の位置は接合部の品質にどのように影響しますか?
溶接姿勢は、接合部の品質を左右する重要な要素の一つです。例えば、上向き溶接では溶融池が重力の影響を受けるため、平らな溶接の方が上向き溶接よりも結果が良くなる可能性があります。さらに、適切な移動速度と電流設定は、強固な溶接を実現し、融合不良やラメラ剥離などの欠陥を回避するために不可欠です。
T ジョイント溶接でよく見られる欠陥は何ですか?
T字型溶接部で頻繁に見られる欠陥としては、溶融不良、気孔、ラメラ割れが挙げられます。溶融不良とは、溶接金属が母材と十分に接合されていない場合を指し、ラメラ割れは、接合部の設計が不完全であるか溶接技術が不十分で、内部応力が生じることが原因で発生します。溶接プロセス全体を通して安全性を最優先することに加え、AWSなどの組織が提供する溶接手順とガイドラインを採用することが、リスク低減に不可欠です。
製造現場で一般的に使用される溶接ジョイントにはどのようなものがありますか?
T字型溶接は、製造工程で使用される多くの接合方法の一つに過ぎません。突合せ接合、重ね接合、コーナー接合なども、よく使用される接合方法の一つです。接合方法は、接合する金属の向きや位置によって異なり、それぞれの接合には独自の特性と用途があります。そのため、プロジェクトに最適な接合設計を選択するには、様々な溶接方法を理解することが重要です。
欠陥を防ぐ上でジョイント設計が重要な理由は何ですか?
適切な接合設計は、ラメラティアリングなどの溶接欠陥の発生を防止し、完全溶け込み溶接を実現するための条件を提供します。接合設計は、材料の厚さや溶接の種類だけでなく、予想される引張強度も考慮するため、完璧と言えるでしょう。そのため、溶接部は使用中に発生する応力に耐えることができ、耐久性の高い製品となります。
T ジョイントで完全な溶け込み溶接を実現するにはどうすればよいでしょうか?
T字継手で完全な溶け込み溶接を実現するには、継手を適切に準備する必要があり、溶接ガンが溶接ルート部にアクセスできるようにV字溝やベベル溝が使用されることがよくあります。この技術では、溶融溶接と冷却による収縮を最小限に抑えるために、再溶接(2回目の溶接パス)と電圧および電流設定の慎重な制御が必要になる場合があります。
タック溶接とジョイントの準備におけるその目的は何ですか?
タック溶接は、最終的な溶接工程への影響を防ぎ、金属片を一時的に所定の位置に固定する方法です。重要な箇所に小さな溶接を施すことで、接合部全体の歪みを防ぎます。タック溶接によって接合部の位置合わせと保持が可能になり、最終製品の品質向上に貢献します。
結論
Tジョイント溶接をマスターするには、適切な技術、適切な工具、そして安全プロトコルの徹底的な理解が必要です。建設プロジェクト、自動車用途、航空宇宙部品など、どのような作業であっても、このガイドで概説した原則は、強固で信頼性の高い溶接を実現するのに役立ちます。常に安全を最優先し、機器を適切にメンテナンスし、練習と学習を通じてスキルを継続的に磨くことを忘れないでください。









{kind=link}
{kind=link}
{kind=link}
{kind=link}