
Gasmetaalbooglassen, beter bekend als GMAW, is een van de meest veelzijdige en gewilde lasprocessen in de moderne productie- en fabricage-industrie. Deze techniek, die ook wel bekend staat als MIG-lassen (Metal Inert Gas) of MAG-lassen (Metal Active Gas), heeft een revolutie teweeggebracht in de manier waarop lassers werken met precisie, snelheid en efficiëntie.
Wat GMAW onderscheidt van andere lastechnieken, is de complexe afstemming van beschermgas, draadaanvoer en boogbeheersing om sterke en betrouwbare lassen te leveren. Deze bespreking van de essentiële concepten van GMAW biedt een grondig inzicht in de toepassingen, voordelen en cruciale technische overwegingen. Of u nu een ervaren professionele lasser bent of nieuw in de branche, deze gids biedt de perfecte achtergrond om de dominantie van GMAW als primair lasproces te begrijpen.
Sleutel afhaalmaaltijden
GMAW is een zeer efficiënt, semi-automatisch of automatisch proces dat geliefd is vanwege de hoge afzettingssnelheden en de veelzijdigheid bij verschillende metaalsoorten, waardoor de productietijd en de nabewerking aanzienlijk worden verkort.
Inleiding tot gasmetaalbooglassen (GMAW)

Gas metaal booglassen GMAW, bij velen bekend als MIG-lassen, is een flexibel en efficiënt proces waarbij een doorlopende draadelektrode en een beschermgas worden gebruikt om metaal te smelten en te verbinden. De boog die ontstaat tussen de elektrode en het werkstuk smelt beide componenten en creëert zo een duurzame lasverbinding. GMAW wordt veelvuldig gebruikt vanwege de eenvoudige bediening, de hogere afzettingssnelheden en de aanpasbaarheid aan verschillende materialen zoals staal, aluminium en roestvrij staal. Het is een onmisbaar proces in de auto-, bouw- en maakindustrie, waar efficiëntie en nauwkeurigheid van het grootste belang zijn.
Wat is gasmetaalbooglassen?
Gasmetaalbooglassen (GMAW) is een proces dat hoogwaardige, efficiënte lassen produceert met behulp van een doorlopende draadelektrode, een stroombron en beschermgas. Aantrekkelijke eigenschappen zijn onder andere de automatiseringsmogelijkheden, de geringe spatvorming en de flexibiliteit bij het lassen van verschillende diktes en soorten metalen. Deze methode wordt veelvuldig gebruikt in omgevingen met hoge productiesnelheden vanwege de hoge snelheid, de eenvoudige mechanisatie en de mogelijkheid om sterke lassen te produceren met minimale nabewerking.
Overzicht van MIG- en MAG-lassen
MIG-lassen en MAG-lassen behoren tot dezelfde categorie GMAW, met als belangrijkste verschil de keuze van beschermgassen. Bij MIG-lassen worden inerte gassen zoals argon of helium gebruikt, omdat deze geen chemische reactie aangaan met het smeltbad. Dit maakt ze ideaal voor non-ferrometalen zoals aluminium en koper. MAG-lassen daarentegen maakt gebruik van actieve gassen, zoals koolstofdioxide of speciale gasmengsels, die de boogstabiliteit bevorderen. Dit maakt het proces uitermate geschikt voor ferrometalen zoals zacht staal en roestvrij staal. Beide technieken zijn industriestandaarden voor het produceren van hoogwaardige lassen in uiteenlopende toepassingen.
👏
Pro Tip
Bij het overschakelen van MIG-lassen (inert gas) naar MAG-lassen (actief gas) is het belangrijk om de spanningsinstellingen opnieuw te kalibreren. Actieve gassen zoals CO2 vereisen namelijk een hogere spanning voor een stabiele boog dan zuiver argon.
Geschiedenis en ontwikkeling van GMAW
Het GMAW-proces is begin jaren 1940 ontstaan om te voldoen aan de vraag naar snellere en efficiëntere lastechnieken in de industrie. Aanvankelijk werd bij GMAW gebruikgemaakt van continue massieve draadelektroden, afgeschermd door inerte gassen zoals argon of helium, voornamelijk voor het lassen van aluminium en non-ferro legeringen. Hoewel de hoge gasprijzen het gebruik aanvankelijk beperkten, zorgde de introductie van koolstofdioxide als aanvullend beschermgas halverwege de jaren 1950 (MAG-lassen) voor een aanzienlijke toename in populariteit door de kosten aanzienlijk te verlagen. Tegenwoordig blijft GMAW zich ontwikkelen dankzij verbeteringen in apparatuur, draadsamenstellingen en gasmengsels, waardoor het een onmisbaar hulpmiddel is voor precisie- en hogesnelheidsfabricage.
Het GMAW-proces

Bij GMA-lassen wordt een doorlopende elektrodedraad door een laspistool gevoerd, terwijl beschermgas rond het smeltbad stroomt om atmosferische verontreiniging te voorkomen. Er ontstaat een elektrische boog tussen de elektrodedraad en het basismateriaal, waardoor de benodigde warmte wordt gegenereerd om het metaal te smelten en na afkoeling een solide verbinding te vormen. GMAW is een van de meest efficiënte en bekende processen, die zowel in handmatige als in autonome opstellingen wordt gebruikt.
Hoe GMAW werkt
Het mechanisme van MIG-lassen berust op de harmonieuze samenwerking van belangrijke componenten. Het initieert een elektrische boog tussen het werkstuk en een continu aangevoerde, verbruikbare elektrodedraad. De door de boog gegenereerde hitte creëert gesmolten metaal. lasbad tijdens het afschermen met gas Het beschermt de laszone tegen omgevingsverontreinigingen zoals zuurstof en vocht. Deze omstandigheden resulteren in hoogwaardige lassen met een uitstekende efficiëntie, waardoor GMAW kosteneffectief en veelzijdig is in diverse industrieën.
Onderdelen van de GMAW-opstelling
- ✓
Voeding: Biedt een regelbare en constante elektrische stroom voor consistente boogprestaties. - ✓
Draadaanvoerunit: Zorgt voor een continue aanvoer van elektrodraad naar de laszone. - ✓
Laspistool (toorts): Maakt nauwkeurige toevoer van draad, beschermgas en stroom mogelijk. - ✓
Beschermgasbron: Creëert een gedisciplineerde, inerte of semi-inerte omhulling om oxidatie te voorkomen. - ✓
Elektrode (lasdraad): Het verbruiksmateriaal waarmee de voeg wordt gevuld.
Inzicht in de lasboog
De lasboog is een gecontroleerd elektrisch pad tussen de elektrode en het werkstuk dat voldoende warmte genereert om metalen te smelten en een sterke verbinding te vormen. De boog wordt in stand gehouden door een stroom elektronen en ionen die het omringende gas ioniseert, wat resulteert in plasmavorming. Parameters zoals booglengte, stroomsterkte, spanning en gasbescherming hebben een grote invloed op de boogstabiliteit, warmteverdeling en de algehele laskwaliteit.
Metaaloverdrachtsmodi bij GMAW
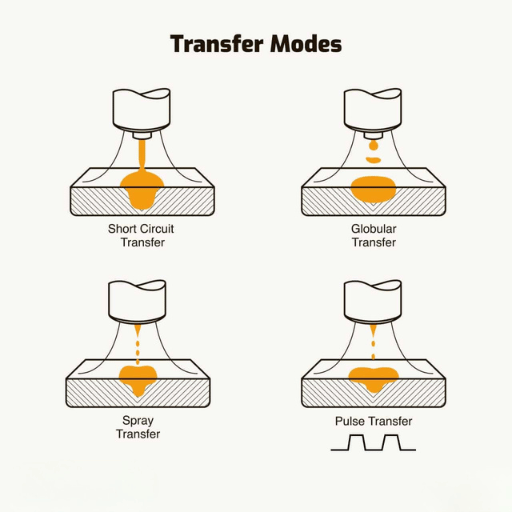
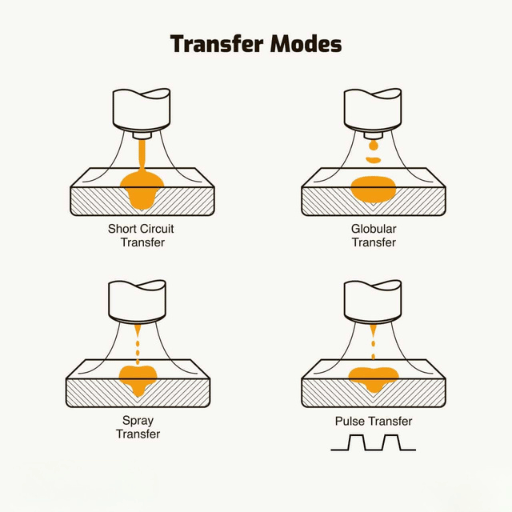
Metaaloverdracht bij GMAW verwijst naar de manier waarop gesmolten metaal van de elektrode naar het smeltbad beweegt. Er zijn hoofdzakelijk drie modi, elk met unieke eigenschappen:
- 1
Kortsluitingsoverdracht
Dit treedt op wanneer de draad in contact komt met het smeltbad, waardoor kortsluiting ontstaat. Ideaal voor dunne metalen en lassen in lastige posities vanwege de lage warmte-inbreng. - 2
Bolvormige overdracht
Druppels gesmolten metaal laten op een onhandige manier los van de elektrode. Geschikt voor dikke materialen die een hoge afzetting vereisen, hoewel het meer spatten produceert. - 3
Spuitoverdracht
Een continue stroom van kleine druppeltjes met hoge snelheid. Produceert gladde, spatvrije lassen op dikkere platen in vlakke posities.
Overdracht door kortsluiting
Kortsluitingsoverdracht, ook wel dip-overdracht genoemd, vindt plaats wanneer de lasdraad het werkstuk raakt. Naarmate de stroomsterkte toeneemt, smelt de draad weg, waardoor een druppel in het smeltbad ontstaat. Deze lasmethode werkt bij lage spanningen en stroomsterktes, waardoor deze perfect is voor dunne materialen en toepassingen waarbij minimale warmte-inbreng vereist is. Hoewel er inherent meer spatten ontstaan, kan de laskwaliteit aanzienlijk worden verbeterd door de juiste parameteroptimalisatie.
Bolvormige overdracht
Bij globulair lassen worden gesmolten metaaldruppels op grote, onregelmatige wijze door de boog meegevoerd. Dit proces werkt met hogere spanningen en stroomsterktes dan kortsluiting, wat leidt tot een hoge warmte-inbreng en aanzienlijke spatvorming. Hoewel het ongeschikt is voor dunne materialen, is het wel geschikt voor dikke secties waar hoge afzettingssnelheden nodig zijn. De keuze van het beschermgas – met name argonrijke mengsels – kan helpen de boog in deze modus te stabiliseren.
Spuitoverdracht
Spuitlassen is een hogesnelheidstechniek waarbij fijne gesmolten druppeltjes met hoge spanningen en stromen over de boog worden overgebracht. Het zorgt voor een stabiele boog en minimale spatvorming, wat resulteert in hoogwaardige lassen. Deze methode is de beste keuze voor het lassen van dikke secties in vlakke of horizontale posities met argonrijke beschermgassen. Een juiste parameteroptimalisatie is cruciaal voor het bereiken van hoge afzettingssnelheden en een robuuste lasverbinding.
Toepassingen van GMAW

GMAW is zeer gewild in diverse industriële sectoren vanwege de flexibiliteit en efficiëntie. Belangrijke toepassingen zijn onder meer:
| Sector | Specifieke toepassing: |
|---|---|
| Automobielsector | Carrosserieconstructie en dunne staal/aluminium verbindingsconstructie. |
| constructie | Constructieframes en geprefabriceerde staalconstructies. |
| Scheepsbouw | Snelle, nauwkeurige lasverbindingen van grote platen voor een waterdichte constructie. |
| LUCHT- EN RUIMTEVAART | Precisielassen van lichtgewicht legeringen en vliegtuigrompen. |
Industrieën die GMAW gebruiken
GMAW is een essentieel productieproces in diverse industrieën. De automobielsector gebruikt het voor uiterst nauwkeurige structurele componenten, terwijl de bouwsector de sterkte en snelheid ervan benut voor het verbinden van constructiestaal. In de scheepsbouw is GMAW ideaal gebleken voor modulaire onderdelen, die een superieure waterdichtheid bieden. Daarnaast gebruikt de lucht- en ruimtevaartindustrie GMAW voor de fabricage van hoogwaardige legeringen. De aanpasbaarheid ervan zorgt ervoor dat het een betrouwbare methode is in veeleisende industriële toepassingen.
Veelvoorkomende materialen die met GMAW worden gelast
De veelzijdigheid van GMAW maakt het mogelijk om diverse materialen te lassen op basis van hun mechanische en chemische eigenschappen. Koolstofstaal wordt in de bouw en automobielindustrie gewaardeerd vanwege zijn weerstand en lage kosten. Roestvast staal wordt gebruikt vanwege zijn corrosiebestendigheid in de medische en voedingsmiddelenindustrie. Aluminium wordt gewaardeerd om zijn warmtegeleiding en lichte gewicht in maritieme en luchtvaarttoepassingen. Deze veelzijdigheid zorgt ervoor dat GMAW toonaangevend blijft op het gebied van industriële efficiëntie.
Voordelen van GMAW in diverse toepassingen
GMAW biedt talloze voordelen en is daarmee het voorkeursproces in de industriële sector. Het staat bekend om zijn hoge afzettingssnelheid, waardoor hoogwaardig lassen in minder tijd mogelijk is, wat de doorvoer en winstgevendheid maximaliseert. De aanpasbaarheid aan geautomatiseerde systemen maakt het een optimale keuze voor de nauwe toleranties die vereist zijn in de vliegtuig- en automobielindustrie. Bovendien maakt de mogelijkheid om koolstofstaal, aluminium en roestvrij staal te lassen het zeer veelzijdig. Door gebruik te maken van beschermgassen om oxidatie en spatten te beperken, zorgt GMAW voor een schone werkomgeving en minimaliseert het de tijd die nodig is voor nabewerking. Deze eigenschappen versterken de positie van GMAW in geavanceerde industriële toepassingen.
⚠️ Belangrijke opmerking
GMAW is gevoelig voor wind en tocht. Zorg bij het lassen in de buitenlucht voor een goede afscherming om te voorkomen dat het beschermgas wegwaait, wat porositeit en lasfouten kan veroorzaken.
Referentiebronnen
- •
Intel Marktonderzoek: Inzichten in de markt voor GMAW-machines en productietrends. - •
Grote Onderzoekswinkel: Wereldwijde marktprognoses en een overzicht van de belangrijkste belanghebbenden. - •
Markten en markten: Onderzoek naar lasgas en de langdurige dominantie van GMAW.
Veelgestelde vragen (FAQ's)
Wat is GMAW (Gas Metal Arc Welding)?
Het is een lasproces waarbij een doorlopende draadelektrode en beschermgas metalen met elkaar verbinden door middel van een elektrische boog.
Wat zijn de voordelen van GMAW?
GMAW is snel, eenvoudig, aanpasbaar en werkt op een breed scala aan metalen en materiaaldiktes.
Wat zijn de verschillen tussen MIG- en MAG-lassen?
MIG-lassen maakt gebruik van inerte gassen zoals argon voor non-ferrometalen; MAG-lassen maakt gebruik van actieve gassen zoals CO2 voor ferrometalen.
Welke soorten materialen kunnen met GMAW worden gelast?
Veelgebruikte materialen zijn onder andere koolstofstaal, laaggelegeerd staal, roestvrij staal en aluminium.
Welke toepassingen hebben GMAW gemeen?
Het wordt veel gebruikt in de automobielindustrie, de bouw, de lucht- en ruimtevaart en de algemene productie.









{kind=link}
{kind=link}
{kind=link}
{kind=link}