
産業用プラズマカッターは、趣味でガレージに吊るされている0アンペア以下の装置とは全く異なる購入対象です。月間200時間以上アーク放電を行う鉄鋼加工工場にとって、65アンペアと125アンペア、48テーブルと510テーブル、ベンダーAとベンダーBのどちらを選ぶかは、5年から7年間の運用コストを左右する重要な決断となります。このガイドは、アンペアクラスの計算、OSHA 1910.252のインフラ規則、5年間の総所有コスト(TCO)モデル、そして12項目のB2Bベンダー検証チェックリストに基づいて作成された、購入のための意思決定フレームワークです。
クイックスペック — 産業用プラズマカッターの概要
| B2B生産における電流範囲 | 45 A~200 A+(ほとんどのファブショップは65 A~105 Aの間に位置します) |
| 軟鋼生産能力が削減 | 1/2インチ(45A)から2インチまでの生産カット(125A以上) |
| 標準的な空気需要(65 Aクラス) | 6~7 SCFM、80~90 PSI、連続、乾燥 |
| 強制換気 | 溶接機1台あたり最低2,000cfm OSHA 29 CFR 1910.252(c)(2)(ii) |
| Cape×(工業グレードのターンキーソリューション) | アンペア数クラスとテーブルサイズに応じて1万5千ドル~20万ドル |
| 資産寿命(機械フレーム) | 10~20年(消耗品は消耗品であり、機械本体の寿命ではありません) |
| 世界市場規模(2025年) | 約8億1100万米ドル、年平均成長率5.9% グローバル市場の洞察 |
鉄鋼加工工場が従来とは異なる購買アプローチを必要とする理由

産業用機器の購入者は、個人経営の小規模工場とは異なる制約条件に基づいてプラズマ切断機を評価します。稼働サイクルは、機械が火曜日の生産ラインを稼働できるかどうかを左右します。消耗品の経済性は、1フィートあたりのコストが採算に見合うかどうかを決定します。ベンダーのサポート体制は、金曜日の午後にトーチが故障した場合に週末の作業が滞ってしまうかどうかを左右します。
B2B向けシステムと消費者向けリブランドシステムを区別する5つの購買基準:
- デューティサイクルはピーク電流ではなく、生産電流で測定します。50Aで定格された「100%デューティサイクル」は、80Aで切断する場合、役に立ちません。
- 部品の入手までのリードタイム(即日対応か4週間後対応か)は、B2Bサプライヤーと、単に消費者向けブランドをリブランドしただけの業者を区別する重要な要素となる。
- 消耗品コストの経済性 – 貫通コスト、実際の電流管理における電極寿命。
- ベンダーサポートの充実度 – 公開されたカットオフチャート、担当アプリケーションエンジニア、オンサイトトレーニングを含む。
- 適合性に関する文書 – UL/CE認証、排煙試験データ、マニュアルに記載されているAWS/OSHA規格。
ベンダーの提案書にこれら5つの項目が明記されていない場合、あなたはB2Bサプライヤーではなく、再販業者と交渉していることになります。このガイドの残りの部分は、発注書を発行する前にそれぞれの項目を確認する方法、そして製造現場でのやり取りにも耐えうる生産プロファイル、電流値の選択、ベンダー評価表を作成する方法を中心に構成されています。
まず、制作プロファイルを定義してください。

仕様を誤ってプラズマ切断機を購入する際のほとんどの失敗は、「切断できる最大板厚はどれくらいですか?」という質問から始まります。しかし、この質問には、より重要な4つの質問が隠されています。ベンダーと話をする前に、生産プロファイルを書き出しましょう。
生産プロファイルワークシート
- 1日の平均切削厚さ – 実際の作業の80%が占める厚さ(mmまたはインチ)。
- 90パーセンタイルにおける最大厚さ – 年に一度の例外ではなく、時々行う厚いもの。
- 材料の割合(パーセント) – 軟鋼、ステンレス鋼、アルミニウム、その他の導電性材料。
- 月間アークオン時間 – 総切断時間であり、「作業時間」ではありません。
- テーブルのサイズを決めるのは、「作りたい部品の最大サイズ」ではなく、取り扱う板材の最大サイズです。
- オペレーターのスキルレベル(見習い/熟練者/上級者)は、消耗品の消費量のばらつきに影響するため、重要です。
60アンペアのプラズマカッターは、どのくらいの厚さの鋼板を切断できますか?
60アンペアクラスのシステムは、推奨される3/4インチ(20mm)の軟鋼の生産切断に対応しており、切断能力は約1-1/4インチ(32mm)、貫通能力は約1/2インチ(12mm)です。ステンレス鋼やアルミニウムの場合は、この能力が約15~25%低下します。3/4インチの軟鋼を確実に切断できる機械は、5/8インチのステンレス鋼/アルミニウム切断機と考えるのが最適です。仕様書に記載されている誤った仕様値は「切断厚さ」です。これは切断できる最大厚さであり、適切なエッジ品質と送り速度で製造できる部品の厚さではありません。
アンペア数クラスの選択:4つの可変電力クラスルール

電力クラスは、この購入において最も重要な決定事項です。「念のため必要以上に購入しておく」という安易な方法は、製造工場のオーナーにとって最も大きな損失につながる間違いです。なぜなら、ノズル定格の95%を超える電流を長期間流し続けると、消耗品の寿命が著しく短くなるからです。代わりに、4変数ルールに従ってください。
- 生産クラス ― あなたの80パーセンタイル日々のカットに本当に必要なもの。
- 最大浸透力 - 90パーセンタイル厚の作業で高速処理に必要な性能。
- 生産電流におけるデューティサイクル – システムは、1日の授業数で100%稼働していますか?
- 消耗品の経済性 ― 電極/ノズルの寿命はどのくらいの電流値で急激に低下するのか?
予算内で可能な限り高いクラスではなく、4つの条件すべてを満たす最も低いクラスを選択してください。
| アンペア | 生産削減 | サーバー容量 | 最適 |
|---|---|---|---|
| 45 A | 1/2インチ(12 mm) | 7/8インチ(22 mm) | シート、看板、照明器具 |
| 65 A | 3/4インチ(20 mm) | 1-1 / 4インチ(32 mm) | 一般的な製造、日常業務の混合 |
| 85 A | 1″(25 mm) | 1-1 / 2インチ(38 mm) | 重厚な構造用鋼板 |
| 105 A | 1-1 / 4インチ(32 mm) | 2″(50 mm) | 産業用生産ライン |
| 125 A | 1-3 / 4インチ(45 mm) | 2-1 / 2インチ(63 mm) | 複数シフト制の重工業 |
| 200 A + | 生産速度で2インチ以上 | 3インチ以上(75mm以上) | 造船所、構造用梁、風力発電タワー |
業界ガイドでは、日常的に1/4インチから3/4インチ厚の軟鋼板を扱う工場(一般的な鉄鋼加工業者のほとんどがこれに該当します)には、65Aまたは85Aクラスが推奨されるのが一般的です。105Aおよび125Aクラスは、1インチ以上の鋼板を継続的に生産する場合にのみ、その高価格に見合う価値があります。 アーク物理学とサブシステムに関するより技術的な解説 これらの分岐点の根拠について説明します。
125Aのシステムを購入して1-3/4インチ厚の鋼板を四半期に一度切断し、その後毎日65Aで稼働させると、65Aのシステムで切断した場合に比べて消耗品の消費量が2倍になり、1フィートあたりのコストは低くなります。仕様は四半期に一度の例外ではなく、日々の作業に合わせてください。厚板の切断は外注するか、酸素系燃料に切り替えてください。
金属の種類別材料切断能力

プラズマはあらゆる導電性金属を切断できますが、仕様書に記載されている切断能力の数値は軟鋼を基準としています。ステンレス鋼やアルミニウムではこの数値は低下し、銅や真鍮ではさらに低下します。 FHWA-HRT-20-056 プラズマ切断穴の評価 構造用鋼における再現性のある面取りおよびエッジ挙動を網羅しています。同じ物理法則が、以下の表に示す非鉄金属の耐荷重低下にも適用されます。
| 材料 | 容量対軟鋼 | 推奨ガス | 端/ドロスに関する注記 |
|---|---|---|---|
| 軟鋼/炭素鋼 | 100% (ベースライン) | 圧縮空気または酸素 | ほとんどの用途において、切断したままの状態で溶接可能 |
| ステンレス鋼 | ≒85~90% | N₂/H₂または空気 | 熱影響部(HAZ)にわずかな変色が見られる。重要な部品では不動態化が起こる可能性がある。 |
| アルミニウム(5xxx、6xxx) | ≒75~85% | N₂/H₂または空気 | 底部の縁に粘着性の残留物が付着しています。清掃作業が必要です。 |
| 銅/真鍮 | 約70% | 窒素または空気 | 反射性あり。作業窓が狭い。 |
標準的なプラズマ切断では、切断幅が約1.5~3mmで、垂直方向から1°~4°の傾斜が生じます。「良好な面」(ガス旋回方向とは反対側)は、製造時に2°未満に保たれます。切断面に沿って溶接を行う場合は、良好な面が溶接継手側になるようにプログラムしてください。アルミニウム加工の場合は、後工程でノックオフまたはグラインダー加工が必要になるため、それに応じてワークフローを計画してください。 プラズマカッター用ガス、設定、およびアルミニウムの厚さ その作業で使用された消耗品について詳細に解説している。
作業場のテーブルサイズとセルレイアウト
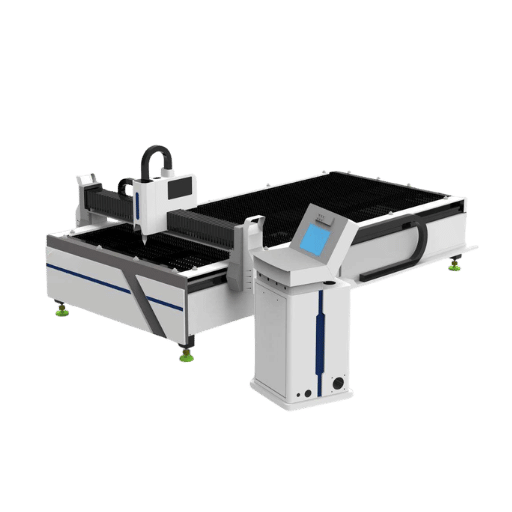
テーブルの寸法は、部品のサイズではなく、シート材のサイズによって決まります。44フィートのテーブルであれば、48インチのシート材の半分をクランプし直すことなく処理できます。切断自体は問題ありませんが、作業の流れとしては負担になります。
| 表 | 板材の適合性 | 床面積 | ベスト |
|---|---|---|---|
| 4×4フィート | ハーフシート、看板用空白ページ | 約8×8フィート | 小さな店、様々な仕事 |
| 4×8フィート | フルサイズ(4フィート×8フィート、1220×2440mm) | 約8×14フィート | 業界の基準値 — 製造作業の80% |
| 5×10フィート | 5フィート×10フィートのシート、大型ブラケット | 約10×16フィート | 重機製造、構造物製造工場 |
| 6×12フィート以上 | 特大プレート、ビームフランジ | 約12×18フィート以上 | 造船所、風力発電塔、構造物 |
スラットの下には2つの下部構造オプションがあります。水テーブルは加工物を水に浸すことで、煙と騒音を低減し、熱影響部を下げます。「水とステンレス鋼とアルミニウム」が基本です。ダウンフローテーブルは、フィルター付きキャビネットを通して煙を吸引します。「クリーンな作業場で軟鋼を扱う」ことが基本です。 産業用CNCプラズマテーブルの選定手順 仕様書だけでは分からない、スラット交換のスケジュールや水処理の経済性について説明します。
シートの装填のためにテーブルの両側に少なくとも4フィートの作業スペースを確保し、テーブルを横切ってプレートを移動させるための広い通路を設けてください。最終レイアウトの前に圧縮空気と電気の配管を行うことは、6か月間の生産後に製造セルを再構成する上で最も困難な方法です。
空調・電気インフラ:購入者が忘れがちなこと
プラズマカッターを選定する際に、圧縮空気は最も見落とされがちな項目です。ベンダーはカッター本体の見積もりを提示しますが、購入者は3週間後に1万5000ドルから3万ドルのコンプレッサーとドライヤーの設置費用が発生することに気づきます。使用箇所の仕様は、販売後の保証トラブルではなく、製造セルの仕様に組み込むべきです。
| パワークラス | 空気需要 | コンプレッサー(連続運転) | 電気サービス |
|---|---|---|---|
| 45 A | 約5 SCFM @ 80 PSI | 5 HP 単段最小 | 220V単相/30A |
| 65 A | 約6~7 SCFM @ 85 PSI | 7.5 HP 2段式 | 220V単相/50Aまたは三相 |
| 85 A | 約7~8 SCFM @ 90 PSI | 10 HP 2段式 | 3相220V/480V |
| 125 A + | 90 PSIで10 SCFM以上 | 15~25馬力の2段式+レシーバー | 3相480V/60A以上 |
定格出力のコンプレッサーは、見かけによらず性能が異なります。例えば、「55% デューティ」と表示された14 CFMの単段コンプレッサーは、短時間であれば14 CFMの風量を供給しますが、長時間の運転では最大出力の65%で安定します。プラズマカッターに必要なのは、レギュレーターの設定値で持続的に風量を維持できるコンプレッサーです。定格出力のピーク風量ではなく、連続出力のコンプレッサーを選びましょう。コンプレッサーには、冷媒式または乾燥剤式のドライヤーと凝縮器を組み合わせてください。空気流にオイルミストや水分が混入すると、コンプレッサーの性能が半減します。 プラズマカッター用のエアコンプレッサーのサイズ選定方法 受電タンクの方程式を順に見ていく。
29 CFR 1910.252(c)(2)(ii)では、天井高が16フィート未満の10,000平方フィート未満の小規模工場では、溶接工1人あたり毎分2,000立方フィート以上の機械換気を義務付けています。5人掛けの製造セルには最低10,000立方フィート/分が必要で、これはプラズマ溶接機の購入者が購入予算の仕様ボックスを交渉する際に見落としがちな2万ドルから4万ドルの空調システムです。また、プラズマ切断はOSHA規制の「切断」に分類されますが、プロセスベースのヒューム収集は引き続きサポートされています。 AWS Z49.1-2021 溶接、切断、および関連プロセスにおける安全性.
プラズマ対レーザー対酸素燃料:プラズマが勝つ時
プラズマ切断は、すべての切断作業に適切に対応するわけではありません。材料の厚さが約 6 mm になると、バランスが変わります。6 mm 未満では、ファイバーレーザーが切断面の品質と速度の両方でプラズマを上回ります。導電性金属の場合、6 mm から 50 mm までは、接着剤、スクラップ、作業に必要な費用などを考慮すると、明確な競争があり、償却コストと設備投資ではプラズマが優位に立ちます。炭素鋼の場合、50 mm を超えると、切断コストでは酸素燃料切断が依然として優位を保ちますが、切断面の品質は依然として劣ります。
- 6~50mmの導電性金属 - 最もお得な価格($/ft)
- 低炭素鋼から高炭素鋼、ステンレス鋼、アルミニウムまで、レーザー加工専用設備なしで混合板金加工を行う施設
- 設備投資に敏感な200万ドル以下の購入者
- 高速穿孔が求められる生産環境
- 16ゲージ(約1.5mm)以下のファイバーレーザーは、よりクリーンで高速です。
- ±0.5°の面取りよりも厳しい公差
- 非導電性材料(プラスチック、ガラス、グラスファイバー)
- 極端に内径の大きい穴/板厚よりも小さい穴のプラズマ切断
- 主な材料グレードは何ですか? 6 mm未満で、ファイバーレーザーによる高精度加工が求められる場合。6~50 mmの場合、導電性プラズマ。50 mmを超える場合、炭素鋼酸素燃料。
- アーコンの月間最大稼働時間はどれくらいですか?プラズマ収集設備投資では月200時間未満です。ファイバーレーザーの償却費(1平方フィートあたり)が確定した段階では月200時間以上です。
- 非金属材料の割合はどれくらいですか?ファイバーレーザーでは、タイトエッジ加工の需要が高いため、30%以上になります。プラズマ加工の方が柔軟性が高いため、30%未満になります。
『Practical Machinist』誌のカッター選定に関するスレッドでは、6 mm 以上の加工において費用対効果の高い選択肢としてプラズマが一般的に取り上げられています。ファイバーレーザーの所有者が購入を後悔する状況は、実際の材料の厚さがレーザーの最適範囲を超えている工場でよく見られます。 プラズマ切断とレーザー切断の比較(エッジサンプル使用) トレードオフを視覚化する。
価格に見合った最高のプラズマカッターはどれですか?
「最適」とは、単一のランキングではなく、用途によって異なります。1/4インチ~3/4インチの軟鋼を月間100~200時間アーク切断する一般的な加工工場の場合、ティア1の産業用OEMメーカーの48テーブルを備えた85Aクラスのシステムは、通常2万ドル~4万5千ドルの範囲で購入でき、5万ドル~8万ドルの能力に対して償却されます。間違った答えは、「1-1/2インチを切断できる」最も安価なユニットです。切断能力はマーケティング上の数値であり、生産能力ではありません。
総所有コスト:表示価格のその先へ
提案されている設備投資費用は、5年間の総費用のおよそ半分です。残りの半分は、消耗品、空気、電力、およびダウンタイムです。工業用プラズマ切断機は10~20年使用できますが、消耗品はアーク放電時間数時間ごとに交換する必要があります。
プラズマ切断コミュニティフォーラムで作業中の工場経営者が報告した作業コスト計算は、妥当なベンチマークとなる。業界の実務家は通常、プラズマ切断のコストを、切断1インチあたり約0.33ドル+穿孔1回あたり0.15ドル+切断1分あたり1.67ドルと見積もっており、穿孔1回あたりのコストには電極とノズルの交換費用が含まれている。公表されている業界コスト計算ツールでは、軽工業用システムにおける軟鋼の穿孔コストは0.07ドル未満とされている。実際の工場では、作業員の熟練度や空気の質によって、これらの値の間で変動する。
「最適な切断品質と部品寿命は、通常、電流値をノズル定格の95%に設定したときに得られます。電流値が低すぎると切断が雑になり、高すぎるとノズルの寿命が短くなります。」
— 業界における消耗品寿命に関するガイダンス(ティア1 OEMの技術サービス資料からの要約)
業界の実務家は、銅プラス電極で厚さ1/4インチの板を約3時間のトーチオン時間で切断した場合、1,500回以上の穴あけが可能であると報告しています。これは、仕様範囲の600~1,500回を大幅に上回る数値です。推奨切断高さである1.5~2インチに穴あけ高さを設定し、乾燥した空気を使用することで、消耗品の寿命を2~3倍に延ばすことができます。これらの情報は仕様書には記載されていませんが、5年間の総所有コスト(TCO)に大きな影響を与えます。
一般的な製造工場での使用状況(アークオン時間:月200時間、稼働日数:年250日)における、85Aクラスシステムの5年間の総所有コスト(TCO)の概要(妥当性あり):
- 設備投資額償却 – 30万ドル(ターンキー方式、5年間)=年間6,000ドル
- 消耗品 – ピアス1個あたり平均約0.10ドル 1日あたり約200個のピアス 250日間 = 年間5,000ドル
- 空気(コンプレッサーの動力+乾燥機のメンテナンス)— 約1,800ドル/年
- 電気関連(プラズマ機器+補助機器)— 約2,200ドル/年
- 定期メンテナンスとダウンタイムの合計費用:年間約1,500ドル
- 1年目から5年目までの平均 – 年間約16,500ドル、5年間で約82,500ドル
設備投資は5年間のコストの約36%、消耗品は30%を占め、残りの34%はインフラおよびオペレーター主導の項目です。重要な要素は、ベンダーの選定よりも、オペレーターの規律(穿孔高さ、空気質、電流制御)です。
B2Bベンダー評価:12項目のRFPチェックリスト
一般に公開されている業界標準のB2Bプラズマカッターベンダーチェックリストは存在しません。このセクションでは、そのギャップを埋めることを目的としています。以下の12項目を各ベンダーの提案に対するフィルターとして使用し、それぞれに1~5の重み付けと、書面での証明(提供済み/未提供)を割り当ててください。
B2Bベンダー検証チェックリスト(12項目)
- 生産電流におけるデューティサイクル - 公表されている表を参照。「100Aで60%」だけではなく、実際に稼働させる電流でのデューティサイクルを要求してください。
- 軟鋼、ステンレス鋼、アルミニウムの3つの主要材料について、切断速度、ガス、消耗品のマトリックスを、指定した厚さごとに文書で記述した切断チャート。
- 消耗品の納期:即日発送か、4週間待ちか?サービスレベル契約(SLA)を文書で確認しましょう。
- 店舗から4時間以内の場所にある部品販売店または認定サービスパートナーの名称と連絡先をお知らせください。
- ULおよび/またはCE認証 - 完全なマークの証明書。「UL認定部品」ではなく。保険会社はこれを求めています。
- コンプライアンス文書 - マニュアルは、ヒュームおよび高温作業に関するガイダンスとして、OSHA 1910.252およびAWS Z49.1-2021を相互参照しています。
- オペレーター研修が含まれます(現場または工場にて、指定された時間、証明書の発行)。
- 保証条件:電源、懐中電灯、消耗品はそれぞれ個別に保証されます。部品のみではなく、部品と工賃の両方が保証対象となります。
- アプリケーションエンジニアへのアクセス権限 - 部品ファイルをレビューし、切削パラメータを推奨できる担当者が直接対応します。1-800の電話待ち行列ではありません。
- あなたの業界における参考事例 ― あなたの規模や使用材料構成に合った、実際に稼働しているB2B導入事例を3件。それらの事例について直接問い合わせることができます。
- 下取り/アップグレードの道筋 ― 5年目または7年目にアンペアクラスを上げた場合、どうなりますか?
- サイバーセキュリティ態勢(CNCコントローラ)- 接続システム向け、基本パスワードポリシー、ファームウェア更新チャネル、ネットワークセグメンテーションガイダンス。
各ベンダーを0~60点(12点、5段階評価)で採点します。50万ドルクラスの購入で40点未満の場合は、提案を再交渉するか、ベンダーを候補から除外する必要があります。ティア1の産業用OEMとその正規代理店のほとんどは45点以上を獲得しています。大きなばらつきは、電源自体ではなく、消耗品、サポート、トレーニングの各項目にあります。リブランドされた消費者向けブランドや非正規販売店は、通常、項目3、4、7、9、11(倉庫から再現できないサポートインフラストラクチャ)で不合格となります。
迷った場合は、RFPを 工業用プラズマ切断機ラインに溶接回転装置と位置決め装置を組み合わせた製品を提供するベンダー 同じサプライヤーから調達することで、単一ベンダーによる責任体制が整い、項目4と9が劇的に簡素化されます。 プラズマと溶接回転装置および位置決め装置との組み合わせ 下流側は、ほとんどの製鉄所の生産能力の成否を左右する部分である。
CNCプラズマ切断市場の展望(2026年)
「ファイバーレーザーがプラズマに取って代わる」という見方を念頭に置いて2026年の設備投資を計画しているなら、市場データは待つことを支持していません。複数の独立系アナリストは、プラズマは6~50mmの導電性金属分野において縮小するどころか成長していると指摘しています。
Global Market Insightsの報告によると、プラズマ切断機業界は2025年には8億1140万米ドルを超え、2034年まで年平均成長率5.9%で拡大すると予測されている。 モルドールインテリジェンス 市場規模は年平均成長率4.23%で、2031年までに23億2000万ドルに達すると予測されている。規模の差は、異なる調査方法によって説明されるが、両アナリストは方向性については一致している。
2026年の購買決定を左右する3つの技術革新:
- X-Definition / HDプラズマは、中厚軟鋼におけるファイバーレーザーとのエッジ品質の差を縮めつつ、6mm以上の厚さでもプラズマの1フィートあたりの経済性を維持しています。
- IoTと予知保全は、高級システムから中級システムへと移行しており、最新のコントローラーは消耗品サイクル、アーク電圧、デューティサイクルなどのテレメトリデータをプラント保守ツールに報告する。
- 火球の中でこれまで以上に小型化された自動ベベルヘッドは、構造物や圧力容器の製造において、5軸ベベル加工に従来は別の機械が必要だった分野において、ハイエンドからミドルレンジへと移行しつつある。
タイミングの観点から言えば、2026年のOKの許容範囲内の変動が中厚軟鋼が中心であれば、HDクラスのプラズマ切断機を活用する計画を立てるべきです。昨日の発表が中厚鋼板よりも薄板が中心だった場合は、ファイバーレーザーの数値を定量化し、プラズマ切断機に戻る前に設備投資の理論を検証してください。切断機が到着する前に、空気システムと換気システムの監査を依頼することになるでしょう。空気とOSHA準拠の排気システムは、すべてのプラズマ切断ラインにおける2つの設備投資設計上の重要な判断基準となります。
よくある質問
質問:鉄骨加工工場に必要なプラズマカッターのアンペア数はどれくらいですか?
回答を見る
Q:工業用プラズマカッターの消耗品はどのくらい持ちますか?
回答を見る
質問:産業用プラズマカッターを5年間所有する場合の総費用はいくらですか?
回答を見る
質問:プラズマカッターのベンダーがB2Bグレードの製品であり、消費者向けブランドの製品を自社ブランドで販売しているのではないことを、どのように確認すればよいですか?
回答を見る
Q:工業用プラズマカッターにはどのくらいのサイズのエアコンプレッサーが必要ですか?
回答を見る
Q:ファイバーレーザーの価格が下落している2026年においても、産業用プラズマ技術は依然として価値があるのでしょうか?
回答を見る
Q:工業用プラズマカッターは、軟鋼だけでなくステンレス鋼やアルミニウムも切断できますか?
回答を見る
この購入ガイドについて
この産業用プラズマカッター購入ガイドには、(1) OSHA 1910.252およびAWS Z49.1-2021のコンプライアンス基準、(2) Global Market InsightsおよびMordor Intelligenceによる市場調査、(3) プラズマ切断フォーラムのコミュニティディスカッションスレッドに業界のエンドユーザーが報告した工場コスト基準から得られた産業現場の意思決定データが掲載されています。利用可能な容量と電流カテゴリは産業用クラスの機械について定義されています。機械、マルチツール機能、および材料の具体的な組み合わせは、個々の用途に合わせて選択する必要があります。2026年5月にResizeweldエンジニアリングチームによってレビューされました。
参考文献と情報源
- OSHA 29 CFR 1910.252 — 溶接、切断、ろう付け — 米国労働省労働安全衛生局
- OSHA溶接、切断、ろう付け基準索引 — 米国労働省
- FHWA-HRT-20-056 — プラズマアーク切断を用いて作製された穴の評価 — 米国連邦道路管理局
- NIST特別刊行物847 ― 先端材料の機械加工 — 米国国立標準技術研究所
- AWS Z49.1 ― 溶接、切断、および関連工程における安全基準 — アメリカ溶接協会
- ANSI Z49.1-2021 溶接安全規格参照 — アメリカ規格協会
- プラズマ切断機市場規模予測レポート(2026年~2035年) — グローバル市場インサイト
- プラズマ切断機市場の規模、シェア、および2031年までの成長動向 — モルドール情報部
関連記事
- CNCプラズマカッター ― その仕組み、仕様、および産業用途 — この購入ガイドの技術解説書
- 工業用CNCプラズマテーブル選定ガイド ― テーブル下部構造、スラット、水対下降気流
- プラズマカッターに適したエアコンプレッサーのサイズの選び方 — 受水槽の計算と乾燥機の選定
- プラズマ切断 vs レーザー切断 — 品質、スピード、1フィートあたりのコストの比較
- アルミニウム用プラズマカッター ― ガス、設定、厚さガイド — 非鉄金属材料の取り扱い
- 溶接位置決めシステム ―プラズマ切断と組み合わせる下流のファブセル装置









{kind=link}
{kind=link}
{kind=link}
{kind=link}