
Een industriële plasmasnijder is een heel andere aankoop dan het 0-ampère apparaat dat een hobbyist in zijn garage heeft staan. Voor een staalbewerkingsbedrijf dat meer dan 200 uur per maand met de lasboog werkt, bepaalt de keuze tussen 65 A en 125 A, tussen een 48- en een 510-tafel, en tussen leverancier A en leverancier B, de operationele kosten voor de komende vijf tot zeven jaar. Deze gids biedt een kader voor die aankoopbeslissing – gebaseerd op berekeningen van de stroomsterkteklasse, de infrastructuurvoorschriften van OSHA 1910.252, een TCO-model voor vijf jaar en een checklist met 12 punten voor B2B-leveranciersverificatie.
Specificaties in vogelvlucht — Industriële plasmasnijder in één oogopslag
| B2B-productie-ampèrebereik | 45 A – 200 A+ (de meeste fantastische winkels vallen tussen 65 A en 105 A) |
| Productiecapaciteit van zacht staal verlaagd | 1/2″ (45 A) tot 2″ productiesnede (125 A+) |
| Typische luchtbehoefte (klasse 65A) | 6–7 SCFM bij 80–90 PSI, continu, gedroogd |
| Verplichte ventilatie | Minimaal 2,000 cfm/lasser per OSHA 29 CFR 1910.252(c)(2)(ii) |
| Cape× (industriële turnkey-oplossing) | $15–$200, afhankelijk van de stroomsterkteklasse en de grootte van de tafel. |
| Levensduur van het onderdeel (mechanisch frame) | 10-20 jaar (verbruiksartikelen zijn slijtageonderdelen, niet de machine zelf) |
| Wereldwijde markt omvang (2025) | circa $811 miljoen USD, met een samengestelde jaarlijkse groei van 5.9% per Wereldwijde marktinzichten |
Waarom staalbewerkingsbedrijven een andere inkoopaanpak nodig hebben

Een industriële koper beoordeelt een plasmasnijder aan de hand van andere criteria dan een eenmanszaak. De inschakelduur bepaalt of de machine de productierun van dinsdag overleeft. De kosten van verbruiksartikelen bepalen of de prijs per meter de klus rendabel maakt. Leveranciersondersteuning bepaalt of een defecte snijbrander op vrijdagmiddag het weekend kost.
De vijf aankoopcriteria die B2B-systemen onderscheiden van systemen die onder een ander label aan consumenten worden verkocht:
- De inschakelduur is gebaseerd op de productiestroom, niet op de piekstroom – een "100% inschakelduur" van 50 A is nutteloos als je met 80 A aan het zagen bent.
- De levertijd van onderdelen – dezelfde dag versus vier weken – onderscheidt een B2B-leverancier van een consumentenmerk dat zijn naam eronder zet.
- Kostenanalyse van verbruiksartikelen – nominale doorboorsnelheid, levensduur van de elektrode bij uw werkelijke stroomsterkte.
- Uitgebreide leveranciersondersteuning – inclusief gepubliceerde snijschema's, toegewezen applicatie-engineers en training op locatie.
- Nalevingsdocumentatie – UL/CE-certificering, testgegevens over rookemissies, verwijzingen naar AWS/OSHA in de handleiding.
Als het voorstel van de leverancier deze vijf dimensies niet schriftelijk behandelt, onderhandelt u met een wederverkoper in plaats van een B2B-leverancier. De rest van deze handleiding is gestructureerd rond hoe u elk van deze dimensies kunt controleren voordat de bestelling wordt geplaatst – en hoe u een productieprofiel, een stroomsterktekeuze en een leveranciersscorekaart kunt opstellen die bestand zijn tegen de implementatie op de werkvloer.
Definieer eerst uw productieprofiel.

Bijna elke mislukte aankoop van een plasmasnijder begint met de vraag: "Wat is de dikste plaat die hij kan snijden?" Die vraag verbergt vier betere vragen. Voordat u met leveranciers in gesprek gaat, stelt u een productieprofiel op.
Het productieprofielwerkblad
- Gemiddelde dagelijkse zaagdikte – de dikte die 80% van uw werk daadwerkelijk heeft (mm of inch).
- Maximale dikte bij het 90e percentiel – het dikke spul dat je af en toe doet, niet de uitzondering die je maar één keer per jaar doet.
- Materiaal mi× als percentages – zacht staal, roestvrij staal, aluminium, andere geleidende materialen.
- Maandelijks aantal uren dat er met de boog gewerkt is – totale snijtijd, niet “werkuren”.
- De grootste plaatdikte die u verwerkt, bepaalt de tafelgrootte, niet het "grootste onderdeel dat u wilt maken".
- Het vaardigheidsniveau van de operator (leerling / vakman / senior) is van belang, aangezien dit de variatie in verbruik van verbruiksartikelen beïnvloedt.
Hoe dik staal kan een plasmasnijder van 60 ampère snijden?
Een systeem van 60 ampère is geschikt voor een aanbevolen productiesnede van 3/4 inch (20 mm) zacht staal, met een snijcapaciteit van ongeveer 1-1/4 inch (32 mm) en een doorboorcapaciteit van ongeveer 1/2 inch (12 mm). Roestvrij staal en aluminium verminderen deze capaciteit met ongeveer 15-25%. Dezelfde machine die betrouwbaar 3/4 inch zacht staal kan snijden, kan het beste worden beschouwd als een machine voor 5/8 inch roestvrij staal/aluminium. Het onjuiste specificatienummer op het specificatieblad is "snijdikte" - dat is de maximale dikte die u kunt doorsnijden, niet de dikte van de onderdelen die u kunt produceren met een redelijke snijkwaliteit en aanvoersnelheid.
Stroomsterkteklasse selecteren: De regel met 4 variabele vermogensklassen

De vermogensklasse is de doorslaggevende factor bij deze aankoop. De snelle conclusie "koop meer dan je nodig hebt voor het geval dat" is de duurste fout die een eigenaar van een chipfabricagebedrijf kan maken, omdat een stroomsterkte van meer dan 95% van de nominale waarde van de nozzle op de lange termijn de levensduur van de verbruiksartikelen drastisch verkort. Gebruik in plaats daarvan de 4-variabelenregel.
- Productieklasse - wat uw dagelijkse vetverbranding voor het 80e percentiel daadwerkelijk vereist.
- Maximale penetratie - wat de 90e percentiel dikte vereist bij hoge snelheden.
- Inschakelduur bij productiestroomsterkte – draait het systeem 100% bij uw dagelijkse lesvolume?
- Economie van verbruiksartikelen – bij welke stroomsterkte neemt de levensduur van elektroden/sproeiers drastisch af?
Kies de laagste klasse die aan alle vier de eisen voldoet, niet de hoogste klasse die binnen uw budget past.
| stroomsterkte | Productievermindering | Servercapaciteit | Beste pasvorm |
|---|---|---|---|
| 45 A | 1/2 ″ (12 mm) | 7/8 ″ (22 mm) | Plaat, bewegwijzering, lichtfabricage |
| 65 A | 3/4 ″ (20 mm) | 1-1 / 4″ (32 mm) | Algemeen fantastisch, gemengd dagelijks werk |
| 85 A | 1 "(25 mm) | 1-1 / 2″ (38 mm) | Zware fabricage, constructieplaat |
| 105 A | 1-1 / 4″ (32 mm) | 2 "(50 mm) | Industriële productielijnen |
| 125 A | 1-3 / 4″ (45 mm) | 2-1 / 2″ (63 mm) | Zware industriële productie met meerdere ploegendiensten |
| 200A+ | 2 inch of meer bij productiesnelheid | 3″+ (75 mm+) | Scheepswerf, constructiebalken, windmolentorens |
Richtlijnen in de branche bevelen doorgaans de 65A- of 85A-klasse aan voor bedrijven die dagelijks werken met zacht staal van 1/4" tot 3/4" - wat de meeste algemene staalbewerkers omvat. De 105A- en 125A-klassen rechtvaardigen hun hogere prijs alleen wanneer er een constante productie van platen van 1" en groter in de orderportefeuille staat. Een meer technische beschrijving van de natuurkunde en subsystemen van boogontladingen. beschrijft de redenering achter deze breekpunten.
Door een 125 A-systeem aan te schaffen om eens per kwartaal 1-3/4 inch dikke platen te zagen en dit systeem vervolgens dagelijks op 65 A te laten draaien, verdubbelt u het verbruik van materialen in vergelijking met onderdelen die een 65 A-systeem tegen lagere kosten per strekkende meter zou hebben gezaagd. Stem de specificaties af op het dagelijkse werk, niet op de uitzondering van eens per kwartaal. Besteed het incidentele zagen van dikke platen uit of schakel over op een systeem met één brandstof.
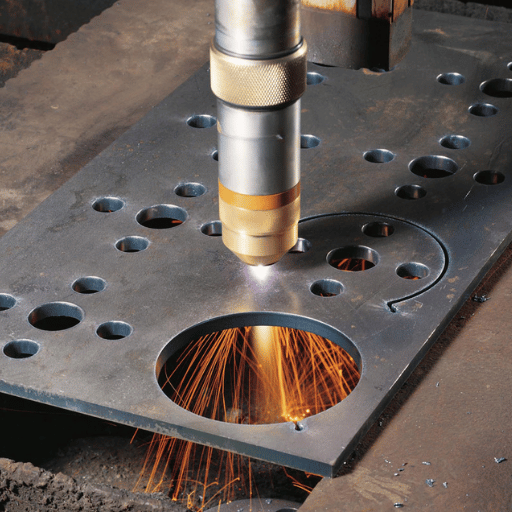
Snijcapaciteit van materialen per metaalsoort

Plasma kan alle elektrisch geleidende metalen snijden, maar het productieaantal dat op het specificatieblad staat vermeld, heeft betrekking op zacht staal. Roestvrij staal en aluminium verminderen dit cijfer; koper en messing verminderen het nog verder. FHWA-HRT-20-056 evaluatie van plasma-gesneden gaten Dit gedeelte beschrijft het herhaalbare afschuinings- en randgedrag van constructiestaal; dezelfde natuurkundige principes leiden tot een vermindering van de capaciteit van non-ferrometalen, zoals weergegeven in de onderstaande tabel.
| Materiaal | Capaciteit versus zacht staal | Aanbevolen gas | Rand-/slakkennotities |
|---|---|---|---|
| Zacht / koolstofstaal | 100% (basislijn) | Perslucht of O₂ | Lasbaar in de gesneden toestand voor de meeste toepassingen. |
| RVS | ≈85–90% | N₂/H₂ of lucht | Lichte verkleuring in de warmtebeïnvloede zone (HAZ); op kritische onderdelen kan passivering optreden. |
| Aluminium (5xxx, 6xxx) | ≈75–85% | N₂/H₂ of lucht | Plakkerige slak aan de onderrand; reinigingsstap verwacht |
| Koper / messing | ≈ 70% | N₂ of lucht | Reflecterend; smal werkvenster |
Standaard plasmasnijden produceert een afschuining van 1°–4° ten opzichte van de loodrechte lijn met een snijbreedte van ongeveer 1.5–3 mm, waarbij de "goede kant" (weg van de gaswervelrichting) tijdens de productie onder de 2° blijft. Wanneer het onderdeel langs de snijkant gelast moet worden, programmeer dan met de goede kant naar de lasnaad gericht. Bij aluminiumwerk moet rekening worden gehouden met een naslijp- of slijpstap; plan de workflow dienovereenkomstig. Gas, instellingen en aluminiumdikte voor plasmasnijder beschrijft in detail de verbruiksmaterialen die bij dat werk worden gebruikt.
Tafelafmetingen en celindeling voor uw winkelvloer
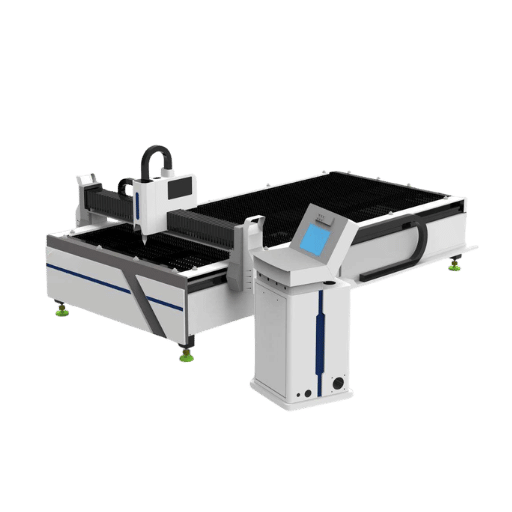
De afmetingen van de tafel worden bepaald door het plaatmateriaal, niet door de afmetingen van het werkstuk. Een tafel van 44 voet (ca. 13,4 meter) kan een halve plaat van 48 inch (ca. 122 cm) verwerken zonder opnieuw te hoeven klemmen - prima voor het snijden, maar vervelend voor de workflow.
| tafel | Plaatmateriaal pasvorm | Vloervoetafdruk | Best voor |
|---|---|---|---|
| 4×4ft | Half vel, blanco bewegwijzeringsvellen | ~8×8 ft | Kleine werkplaats, gemengd werk |
| 4×8ft | Volledig vel van 4'×8' (1220×2440 mm) | ~8×14 ft | Industriële basislijn — 80% van het fabricagewerk |
| 5×10ft | Plaat van 5'×10', grote beugels | ~10×16 ft | Zware fabricage, constructiewerkplaats |
| 6×12 ft+ | Extra grote plaat, balkflenzen | ~12×18 ft+ | Scheepswerf, windmolen, constructie |
Onder de lamellen zijn twee onderconstructiemogelijkheden. Een watertafel dompelt het werkstuk onder, vermindert rook en geluid en verkleint de door warmte beïnvloede zone – 'water, roestvrij staal en aluminium' is hier de norm. Een afzuigtafel zuigt de rook door een filterkast – onderdeel van 'zacht staal, in een schone werkplaats' is hier de norm. Een stapsgewijze handleiding voor de selectie van een industriële CNC-plasmatafel. Dit document legt het schema voor de vervanging van de lamellen uit en de economische aspecten van de waterbehandeling, die niet alleen uit de specificaties blijken.
Zorg voor minimaal 4 meter werkruimte aan elke kant van de tafel voor het laden van de platen en een brede doorgang om de platen over de tafel te leiden. Het aanleggen van perslucht- en elektriciteitsleidingen vóór de definitieve lay-out is de meest lastige manier om een fab-cel na zes maanden productie opnieuw in te richten.
Lucht- en elektriciteitsinfrastructuur: wat kopers vergeten.
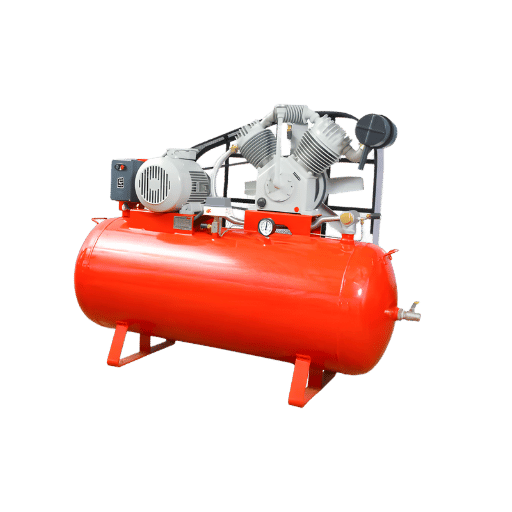
Perslucht is de meest onderschatte kostenpost bij de aanschaf van een plasmasnijder. Leveranciers geven een prijsopgave voor de snijder, maar de koper komt er drie weken later achter dat de kosten voor een compressor en droger €15 tot €30 bedragen. Neem de specificaties voor de gebruikslocatie mee in de specificaties van uw productiecel, en niet in de problemen die de garantie na de verkoop kan veroorzaken.
| Vermogensklasse | Luchtvraag | Compressor (continu) | Elektrische dienst |
|---|---|---|---|
| 45 A | ~5 SCFM bij 80 PSI | 5 pk, eentraps, minimaal. | 220 V eenfasig / 30 A |
| 65 A | ~6–7 SCFM bij 85 PSI | 7.5 pk tweetraps | 220 V eenfasig / 50 A of driefasig |
| 85 A | ~7–8 SCFM bij 90 PSI | 10 pk tweetraps | 3-fasen 220 V / 480 V |
| 125A+ | 10+ SCFM bij 90 PSI | 15–25 pk tweetraps + ontvanger | 3-fasen 480 V / 60+ A |
Compressoren met een nominale waarde zijn vaak misleidend. Een eentrapscompressor van 14 CFM met de aanduiding "55% duty" levert 14 CFM voor korte pieken en stabiliseert zich vervolgens op 65% van de piekwaarde voor langdurige afname. De plasmasnijder heeft een constante CFM nodig bij de ingestelde waarde van de regelaar – kies daarom voor een continu vermogen, niet voor de nominale piekwaarde. Combineer de compressor met een koelmiddel- of adsorptiedroger en een coalescentiefilter; olienevel en water in de luchtstroom halveren de benodigde capaciteit van de compressor. Hoe bepaal je de juiste luchtcompressor voor een plasmasnijder? Het gaat erom de vergelijking van de ontvangsttank te doorlopen.
29 CFR 1910.252(c)(2)(ii) vereist mechanische ventilatie met een minimum van 2,000 kubieke voet per minuut per lasser in kleine werkplaatsen – kleiner dan 10,000 vierkante voet – waar de plafondhoogte lager is dan 16 voet. Een fabricagecel met vijf zitplaatsen heeft minimaal 10,000 cfm nodig – een airconditioningsysteem van $20-$40 dat de meeste kopers van plasma-apparatuur over het hoofd zien bij het opstellen van hun budget. En plasmasnijden… valt onder “snijden” in de OSHA-regelgeving, terwijl procesgebaseerde rookafzuiging wordt ondersteund door AWS Z49.1-2021 Veiligheid bij lassen, snijden en aanverwante processen.
Plasma versus laser versus autogeen snijden: wanneer wint plasma?
Niet alle snijtaken zijn geschikt voor plasmasnijden. Bij een materiaaldikte van ongeveer 6 mm verschuift de balans: onder de 6 mm presteert fiberlaser beter dan plasmasnijden, zowel qua snijkwaliteit als snelheid; bij geleidende metalen van 6 mm tot 50 mm is er sprake van een duidelijke concurrentiestrijd – met name wat betreft lijm, afval en de kosten om het werk te laten uitvoeren – en wint plasmasnijden op basis van de afgeschreven kosten per strekkende meter en de investeringskosten; bij koolstofstaal van meer dan 50 mm behoudt autogeen snijden nog steeds een voorsprong qua snijkosten, hoewel de snijkwaliteit nog steeds te wensen overlaat.
- 6–50 mm geleidende metalen — beste prijs per voet
- Gemengde plaatbewerkingsfaciliteiten – staal met een laag tot hoog koolstofgehalte, roestvrij staal en aluminium zonder specifieke laserbewerking
- Kopers met een focus op kapitaaluitgaven onder de $200.
- Productieomgevingen die snelle perforatie vereisen
- Een laser met een vezeldiameter van minder dan 16 gauge (~1.5 mm) is schoner en sneller.
- Toleranties nauwer dan ±0.5° afschuining
- Niet-geleidend materiaal (plastic, glas, glasvezel)
- Extreem grote interne radii / plasmasnijden van gaten die kleiner zijn dan de plaatdikte
- Wat is de meest gebruikte materiaalsoort? Minder dan 6 mm met strakke randvereisten voor fiberlasers. 6-50 mm voor geleidend plasma. Meer dan 50 mm voor koolstofstaal met autogeen snijden.
- Wat is de piekmaandelijkse Archon-tijd? Minder dan 200 uur/maand in het plasma-inzamelingsproject. Meer dan 200 uur/maand in het fiberlaserproject, waarbij de afschrijving per voet is vastgesteld.
- Wat is het aandeel niet-metalen materialen? Meer dan 30% bij fiberlasers met een hoge precisie. Minder dan 30% bij plasmalasers, waar meer flexibiliteit is.
In de discussies van Practical Machinist over de selectie van snijgereedschap wordt plasmasnijden steevast aanbevolen als kosteneffectieve optie voor werkstukken van 6 mm en meer. Situaties waarin eigenaren van fiberlasers spijt krijgen van hun aankoop, doen zich meestal voor in werkplaatsen waar de werkelijke materiaaldikte de optimale snijzone van de laser overschrijdt. Een zij-aan-zij vergelijking van plasma- en lasersnijden met randmonsters visualiseert de afweging.
Wat is de beste plasmasnijder voor je geld?
"Beste" hangt af van de toepassing, niet van één enkele ranglijst. Voor een algemene metaalbewerkingswerkplaats die 6 mm tot 19 mm dik zacht staal snijdt met 100-200 uur booglassen per maand, kost een 85 A-klasse systeem met een 48-tafel van een willekeurige Tier-1 industriële OEM doorgaans tussen de $ 20.000 en $ 45.000 en is de afschrijving gebaseerd op een capaciteit van $ 50.000 tot $ 80.000. Het verkeerde antwoord is de goedkoopste unit die "1,5 inch kan snijden" – snijcapaciteit is een marketingterm, geen productiecapaciteit.
Totale eigendomskosten: meer dan alleen de catalogusprijs
De investeringskosten van het voorstel bedragen ongeveer de helft van de totale kosten over vijf jaar. De andere helft bestaat uit verbruiksartikelen, perslucht, energie en stilstandtijd. Industriële plasmatafels gaan 10 tot 20 jaar mee; verbruiksartikelen moeten na een paar uur boogtijd vervangen worden.
De kostenberekeningen die door eigenaren van plasmasnijbedrijven op online forums worden gedeeld, bieden een betrouwbare referentie. Professionals in de branche berekenen de kosten voor plasmasnijden doorgaans op ongeveer $ 0.33 per inch snijdiepte + $ 0.15 per doorsteek + $ 1.67 per minuut snijtijd, waarbij de kosten per doorsteek de vervanging van elektroden en nozzles omvatten. Gepubliceerde kostencalculators voor de industrie schatten de kosten voor het doorsteken van zacht staal op minder dan $ 0.07 in een licht-industrieel systeem. De werkelijke kosten variëren hiertussen, afhankelijk van de vaardigheden van de operator en de luchtkwaliteit.
"De beste snijkwaliteit en levensduur van de onderdelen worden doorgaans bereikt wanneer de stroomsterkte is ingesteld op 95 procent van het nominale vermogen van het mondstuk. Als de stroomsterkte te laag is, zal de snede onnauwkeurig zijn. Als deze te hoog is, zal de levensduur van het mondstuk afnemen."
— Richtlijnen voor de levensduur van verbruiksartikelen in de industrie, samengevat uit technisch servicemateriaal van Tier-1 OEM's.
Professionals in de industrie melden doorgaans meer dan 1,500 doorboringen met een koperen elektrode bij het snijden van een 6 mm dikke plaat gedurende ongeveer 3 uur brandtijd – aanzienlijk meer dan de specificatie van 600-1,500. Doorboringshoogte ingesteld op de aanbevolen snijhoogte van 3,8-5 cm en droge lucht zijn de regelbare variabelen die de levensduur van de verbruiksartikelen met een factor 2-3 verlengen. Dit staat niet vermeld in de specificaties, maar het heeft een grote invloed op uw totale eigendomskosten over vijf jaar.
Een haalbaar vijfjarig TCO-overzicht voor een 85A-klasse systeem bij typisch gebruik in een fab shop (200 uur/maand boogontlading, 250 dagen/jaar):
- Kapitaaluitgaven afgeschreven – $30 kant-en-klaar gedurende 5 jaar = $6,000 per jaar
- Verbruiksmaterialen – gemiddeld ~$0.10 per piercing. ~200 piercings per dag, 250 dagen = $5,000 per jaar.
- Lucht (compressorvermogen + onderhoud droger) — ~$1,800/jaar
- Elektrisch (plasma + hulpapparatuur) — ~$2,200/jaar
- Gepland onderhoud plus stilstandtijd — circa $1,500 per jaar
- Gemiddelde kosten van jaar 1 tot en met jaar 5: circa $16,500 per jaar, oftewel circa $82,500 over vijf jaar.
De investeringskosten (capex) bedragen ongeveer 36% van de kosten over vijf jaar; verbruiksartikelen 30%; de resterende 34% betreft infrastructuur en door de operator te bepalen kosten. De belangrijkste factor is de discipline van de operator (boorhoogte, luchtkwaliteit, stroomsterktecontrole) meer dan de keuze van de leverancier.
B2B-leveranciersevaluatie: de 12-punten RFP-checklist
Er bestaat geen openbaar beschikbare, branchestandaard checklist voor B2B-leveranciers van plasmasnijders. Deze lacune wordt in dit onderdeel opgevuld. Gebruik de 12 onderstaande punten als filter voor elk leveranciersvoorstel; ken aan elk punt een gewicht van 1-5 toe en geef een binair bewijs (wel/niet schriftelijk verstrekt).
De 12-punten checklist voor B2B-leveranciersverificatie
- De inschakelduur bij de productiestroomsterkte - zie de gepubliceerde tabel, niet alleen "60% bij 100A". Vraag naar de inschakelduur bij de stroomsterkte die u daadwerkelijk zult gebruiken.
- Snijschema voor uw drie belangrijkste materialen - snelheden, gas, verbruiksmatrix in schriftelijke vorm voor zacht staal + roestvrij staal + aluminium bij uw diktes.
- Levertijd verbruiksartikelen: verzending op dezelfde dag versus bestelling binnen 4 weken? Zorg dat de SLA schriftelijk wordt vastgelegd.
- Is er een lokale onderdelenleverancier of erkende servicepartner binnen 4 uur rijden van de werkplaats? Vermeld de naam en contactgegevens.
- UL- en/of CE-certificering - volledig keurmerkcertificaat, niet "UL-gecertificeerde onderdelen". De verzekeraar eist dit.
- Nalevingsdocumentatie - handleiding met kruisverwijzingen naar OSHA 1910.252 en AWS Z49.1-2021 voor richtlijnen met betrekking tot dampen en werkzaamheden met open vuur.
- De training voor de operator is inbegrepen - op locatie of in de fabriek, het aantal uren is vastgesteld en er wordt een certificaat uitgereikt.
- Garantievoorwaarden: aparte dekking voor stroombron, brander en verbruiksartikelen; onderdelen en arbeid, niet alleen onderdelen.
- Toegang tot een applicatie-engineer: een vast contactpersoon die uw onderdeelbestanden kan beoordelen en snijparameters kan aanbevelen, in plaats van een 1-800-wachtrij.
- Referenties in uw branche: drie werkende B2B-installaties, uw omvang, uw materiaalmix, die u kunt bellen.
- Inruil-/upgrademogelijkheden: wat gebeurt er na 5 of 7 jaar als je overstapt naar een hogere stroomsterkteklasse?
- Cybersecurity-aanpak (CNC-controller) - voor verbonden systemen, basiswachtwoordbeleid, firmware-updatekanaal, richtlijnen voor netwerksegmentatie.
Geef elke leverancier een score van 0-60 (12 punten, 5 punten is het maximum). Een score lager dan 40 bij een aankoop van $50 is een signaal om het voorstel opnieuw te onderhandelen of de leverancier buiten beschouwing te laten. Onder Tier-1 industriële OEM's en hun geautoriseerde distributeurs scoren de meesten 45 of hoger; de grote verschillen zitten in de verbruiksartikelen, ondersteuning en training, niet in de voeding zelf. Consumentenmerken met een ander label en ongeautoriseerde wederverkopers voldoen doorgaans niet aan de punten 3, 4, 7, 9 en 11 - de ondersteuningsinfrastructuur die ze niet vanuit een magazijn kunnen repliceren.
Bij twijfel kunt u de RFP via de gebruikelijke procedure versturen. een leverancier wiens lijn industriële plasmasnijmachines gecombineerd wordt met lasrotators en positioneerders van dezelfde leverancier — verantwoordelijkheid bij één leverancier vereenvoudigt punt 4 en 9 aanzienlijk. Het combineren van plasma met lasrotator- en positioneringsapparatuur. Aan de downstream-kant is het vooral de doorvoer die telt voor de meeste staalfabrieken.
Vooruitzichten voor de CNC-plasmasnijmarkt tot 2026
Als u uw kapitaalinvestering voor 2026 baseert op de verwachting dat "glasvezellasers plasma zullen vervangen", dan bieden marktgegevens geen reden om te wachten. Verschillende onafhankelijke analisten zijn het erover eens dat plasma groeit, en niet krimpt, in het segment van geleidende metalen lasers met een diameter van 6 tot 50 mm.
Volgens Global Market Insights zal de markt voor plasmasnijmachines in 2025 een omzet van meer dan 811.4 miljoen dollar bereiken, met een samengestelde jaarlijkse groei van 5.9% tot en met 2034. Mordor-intelligentie De prognoses gaan uit van een samengestelde jaarlijkse groei van 4.23%, waarbij de markt in 2031 een waarde van $2.32 miljard zal bereiken. Verschillende methoden voor het bepalen van de omvang verklaren het verschil; beide analisten zijn het eens over de verwachte richting.
Drie technologische verschuivingen bepalen de koopbeslissingen in 2026:
- X-Definition / HD-plasma dicht de kloof in randkwaliteit met fiberlasers bij middeldik zacht staal, terwijl de kosteneffectiviteit van plasma per strekkende meter bij diktes boven de 6 mm behouden blijft.
- IoT en voorspellend onderhoud zijn van premium systemen naar systemen in het middensegment verschoven: moderne controllers rapporteren verbruikscycli, boogspanning en inschakelduurgegevens aan onderhoudstools voor de fabriek.
- De geautomatiseerde afschuinkoppen zijn kleiner dan ooit en verschuiven van het topsegment naar het middensegment voor de fabricage van constructies en drukvaten, waar voorheen officieel een aparte machine nodig was voor afschuinwerk met 5 assen.
Qua timing: als de variatie aan de gunstige kant van OK voor 2026 voornamelijk bestaat uit middeldik zacht staal, overweeg dan een HD-klasse plasmasnijder. Als de aankondiging van gisteren meer dunne dan middeldikke platen betrof, bereken dan de cijfers voor fiberlasers en controleer uw investeringsbegroting voordat u overstapt op plasma. Verwacht dat u een audit van het luchtsysteem en de ventilatie moet laten uitvoeren voordat de snijmachine arriveert – lucht en een OSHA-conforme afzuiginstallatie zijn de twee belangrijkste investeringscriteria voor elke plasmalijn.
Veelgestelde Vragen / FAQ
V: Welk amperage heb ik nodig voor een plasmasnijder in een staalbewerkingsbedrijf?
Bekijk antwoord
V: Hoe lang gaan verbruiksartikelen mee bij een industriële plasmasnijder?
Bekijk antwoord
V: Wat zijn de totale kosten over een periode van 5 jaar voor het bezit van een industriële plasmasnijder?
Bekijk antwoord
V: Hoe kan ik controleren of een leverancier van plasmasnijders voldoet aan de B2B-normen en niet gewoon een consumentenmerk is dat onder een andere naam wordt verkocht?
Bekijk antwoord
V: Welke luchtcompressor heb ik nodig voor een industriële plasmasnijder?
Bekijk antwoord
V: Is industrieel plasma in 2026 nog steeds de moeite waard nu de prijzen van fiberlasers dalen?
Bekijk antwoord
V: Kan een industriële plasmasnijder naast zacht staal ook roestvrij staal en aluminium bewerken?
Bekijk antwoord
Over deze kopersgids
Deze koopgids voor industriële plasmasnijders bevat gegevens over besluitvorming in industriële werkplaatsen, afgeleid van (1) de nalevingsnormen OSHA 1910.252 en AWS Z49.1-2021, (2) marktonderzoek door Global Market Insights en Mordor Intelligence, en (3) kostenstandaarden die door eindgebruikers in de industrie zijn gerapporteerd in discussieforums over plasmasnijden. Beschikbare capaciteits- en stroomsterktecategorieën worden gedefinieerd voor industriële machines; specifieke combinaties van machine, multitoolfuncties en materiaal moeten worden geselecteerd voor individuele toepassingen. Herzien door het engineeringteam van Resizeweld in mei 2026.
Referenties en bronnen
- OSHA 29 CFR 1910.252 — Lassen, snijden en solderen — Amerikaans ministerie van Arbeid, Arbeidsveiligheids- en gezondheidsadministratie
- Index van OSHA-normen voor lassen, snijden en solderen — Amerikaans ministerie van Arbeid
- FHWA-HRT-20-056 — Evaluatie van gaten vervaardigd met behulp van plasma-boogsnijden — Amerikaanse Federale Wegbeheer
- NIST Special Publication 847 — Machining of Advanced Materials — Amerikaans Nationaal Instituut voor Standaardisatie en Technologie
- AWS Z49.1 — Veiligheid bij lassen, snijden en aanverwante processen — American Welding Society
- ANSI Z49.1-2021 Referentienorm voor lasveiligheid — Amerikaans Nationaal Instituut voor Standaarden
- Marktomvang en prognoserapport voor plasmasnijmachines 2026-2035 — Wereldwijde marktinzichten
- Marktgrootte, marktaandeel en groeitrends tot 2031 voor plasmasnijmachines — Mordor Intelligence
Gerelateerde artikelen
- CNC-plasmasnijder: werking, specificaties en industriële toepassingen — de technische handleiding bij deze kopersgids
- Gids voor de selectie van een industriële CNC-plasmatafel — tafelonderstel, latten, water versus neerwaartse luchtstroom
- Hoe bepaal je de juiste luchtcompressor voor je plasmasnijder? — berekeningen voor de opvangtank en de selectie van de droger
- Plasmasnijden versus lasersnijden — vergelijking van snijkwaliteit, snelheid en kosten per strekkende meter
- Plasmasnijder voor aluminium: handleiding voor gas, instellingen en dikte — handling van non-ferromaterialen
- Laspositioneringssystemen — apparatuur voor de fabricagecel stroomafwaarts, te combineren met plasmasnijden









{kind=link}
{kind=link}
{kind=link}
{kind=link}