
De verbruiksartikelen voor plasmasnijders – de elektrode, tip, nozzle, wervelring en beschermkap in uw toorts – slijten bij normaal gebruik om de paar weken en bepalen of uw sneden er schoon of lelijk uitzien. Deze handleiding bundelt de anatomie van de onderdelen, de vervangingsfrequentie, de compatibiliteit met Hypertherm Powermax, de berekeningen voor OEM- versus aftermarket-onderdelen en parameters voor levensduurverlenging in één handig naslagwerk, zodat u direct actie kunt ondernemen.
Specificaties: Verbruiksartikelen voor plasmasnijders
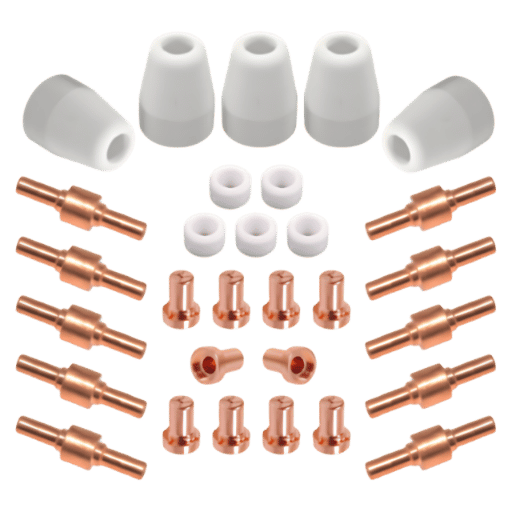
| 5-delige stapel (handheld) | Elektrode · Wervelring · Mondstuk/tip · Bevestigingskap · Afschermkap |
| Hypertherm basislevensduur van onderdelen | 1-2 uur inwerktijd; enkele honderden piercings (tot wel 1,000+ bij zorgvuldig gebruik) |
| Vervangingsontgrendelingsputdiepte | 0.040–0.125 inch (1.0–3.2 mm) op de elektrode hafnium emitter |
| Pierce-hoogteregel | 1.5–2 × snijhoogte (te laag doorboren is de belangrijkste oorzaak van voortijdige uitval van de nozzle) |
| Kostenverdeling van de activiteiten | Analyses uit de sector schatten doorgaans dat dit 15-25% van de totale operationele kosten van plasmasnijden uitmaakt. |
| Referentie naar normen | AWS C5.2 (praktijk voor plasmasnijden); ISO 9013:2024 Amendement 1 (snijkwaliteit) |
Wat zijn de verbruiksartikelen voor een plasmasnijder?

De verbruiksartikelen van een plasmasnijder zijn de slijtageonderdelen in de toorts — de enige onderdelen van het systeem die direct worden blootgesteld aan de plasmastroom van 20,000 °C. De apparatuur stroomopwaarts (voeding, toortsbehuizing, kabelboom) blijft jarenlang functioneren; de vijf eindstukken verliezen materiaal bij elke boogontlading.
De assemblage begint met de elektrode, een koperen houder met een emissie-inzetstuk van hafnium of wolfraam dat de negatieve gelijkstroomlading draagt en de boog in stand houdt. Gas stroomt langs de elektrode door de wervelring, die de stroom tot een gefocusseerde plasmawerveling brengt. De werveling passeert het mondstuk (soms ook wel de punt genoemd) en de precieze opening vormt de snede. De afschermkap vangt de spatten op en de borgkap zorgt voor de mechanische uitlijning van de gehele assemblage. De officiële referentie van Hypertherm voor het verlengen van de levensduur van onderdelen. Het falingspatroon wordt als volgt beschreven: de hafniumemitter "wordt geleidelijk geërodeerd door de hitte van de boog ... tot een diepte van 0.040 tot 0.125 inch. Wanneer de put te diep wordt, hecht de boog zich aan de koperen houder en smelt deze." Die ene zin verklaart 80% van de natuurkundige principes van slijtage van verbruiksmaterialen en de meeste gevolgen daarvan.
Als u nog niet bekend bent met het plasmasnijsysteem zelf, dan is onze Handleiding voor de werking van een plasmasnijmachine Dit gedeelte behandelt de upstream-kant. De volgende paragrafen richten zich op de slijtageonderdelen.
De 5 belangrijkste verbruiksartikelen

Elk onderdeel heeft een specifieke functie, materiaalsoort en een faalmechanisme dat vaak ten onrechte wordt aangezien voor een minder robuust product. Het verwarren van de relatie tussen elektrode en nozzle is de meest voorkomende reden waarom "nieuwe" verbruiksartikelen al na de helft van hun verwachte levensduur slijten.
elektrode
Een koperen behuizing met een hafnium (of soms zilvergebonden) inzetstuk aan de punt. Sommige hoogwaardige Hypertherm-elektroden gebruiken een zilvergebonden variant genaamd SilverPlus of Copper Plus, waarbij een wrijvingsgelaste zilver/koperverbinding de levensduur aanzienlijk verlengt ten opzichte van ontwerpen met puur hafnium. Hafnium zendt elektronen uit in de stroom en slijt langzaam weg, waardoor een concentrische krater ontstaat. De diepte van de krater – en niet alleen het aantal uren boogontlading – is de beste manier om te bepalen wanneer vervanging nodig is.
Een verborgen kostenpost waar de meeste plasma-operators geen rekening mee houden: wanneer een standaard koperen elektrode uiteindelijk defect raakt, spuit het koperafval in het spuitmondstuk en beschadigt het de opening. Elektroden met een zilveren coating produceren minder destructief materiaal aan het einde van hun levensduur, waardoor ze ook het spuitmondstuk beschermen. Operators die continu met hoge stroomsterkte snijden, zullen vaak tot de conclusie komen dat zilveren elektroden, ondanks hun hogere aanschafprijs, financieel voordeliger zijn.
Mondstuk (punt)
Een nauwkeurig geboord koperen onderdeel waarvan de opening vormvast en concentrisch moet blijven. De plasmastraal passeert zonder de koperen wand aan te raken, afgeschermd door de wervelende gasgrenslaag. Slijtage uit zich in afschuining van de opening, afzetting van hafniumoxide op de binnenwand of – in een catastrofaal geval – een sleutelgatvormige inkeping door de boogaanhechting. Sleepmondstukken en fijnsnijmondstukken zijn varianten van het mondstuk die respectievelijk geoptimaliseerd zijn voor contactsnijden en detailwerk.
Werveling Ring
Een kleine isolatiering met schuine gaten die het plasmagas in een spiraalvormige wervelstroom trekken. Deze ring slijt zelden in de zin van elektrode/mondstuk; in plaats daarvan ontstaan er scheuren door thermische cycli of raakt de ring verstopt door olie en vocht in de luchttoevoer. Controleer de gaten op scheuren, vlamboogbrandplekken of vervuiling. Een praktische vuistregel onder lastechnici is om de wervelring elke vijfde elektrodewissel te vervangen, tenzij er eerder schade optreedt.
Schildkap (deflector)
Het vangt de gesmolten metaalspatten op, zodat de binnenste laag dat niet hoeft te doen. Vaak herbruikbaar na reiniging — Hypertherm adviseert dat afschermingen "alleen vervangen moeten worden als ze tekenen van fysieke schade vertonen" en dat metaalspatten normaal gesproken verwijderd kunnen worden, waarna de afscherming opnieuw gebruikt kan worden. Het weggooien van afschermingen na elke cartridgewissel is zonde van het geld.
Behoud GLB
Houdt de stapel mechanisch bij elkaar. Storingen zijn zeldzaam en worden meestal veroorzaakt door het laten vallen van de brander of door vastlopen van de schroefdraad na te vaak wisselen zonder reiniging. Houd de schroefdraad schoon met een wattenstaafje en een reinigingsmiddel voor elektrische contacten; gebruik nooit vet (dit ontbrandt in de vlamboogkamer).
Hoe lang gaan de verbruiksartikelen voor een plasmasnijder mee?
Een antwoord dat de SERP bijna nooit direct geeft: Hypertherm geeft aan dat de standaardwaarden voor geavanceerde lucht- en zuurstofplasmasystemen 1 tot 2 uur boogontlading en enkele honderden doorboringen bedragen. Zorgvuldig uitgevoerde opstellingen bereiken meer dan 1,000 doorboringen voordat een onderdeelvervanging nodig is. Dat is het maximum. De werkelijke prestaties hangen af van de stroomsterkte, materiaaldikte, gasdroogte en de priktechniek van de operator.
"De normale levensduur van onderdelen voor de modernste lucht- en zuurstofplasmasystemen is 1-2 uur boogontlading en enkele honderden doorboringen. Sommige systemen kunnen 1,000 of meer starts halen voordat een onderdeelvervanging nodig is."
— Technische documentatie van Hypertherm, “Het verlengen van de levensduur van onderdelen en verbruiksartikelen”
Om dat plafond om te zetten in een onderhoudsplan, zijn er drie gebruiksniveaus die vrijwel elke werkplaats dekken:
| Gebruik niveau | Typische taak | Vervangingsinterval voor de volledige stapel | Pierce-telrichtlijnen |
|---|---|---|---|
| Zwaar industrieel | Dagelijks, 4+ uur boogontlading, gemengde stroomsterkte. | Elke 3–5 weken | 200–600 gaatjes per stapel |
| Middelgrote fabricage | Dagelijks, 1-3 uur boogontlading | Elke 6–8 weken | 400–800 gaatjes per stapel |
| Licht / hobby | Wekelijkse periodes, <1 uur boogschieten per week | Elke 3–6 maanden | Zoals vereist door inspectie |
De meeste lassers op lasforums hanteren de vuistregel om de hele set elektroden na 10-20 uur lassen te vervangen, maar dat haalt de levensduur van de elektrode (korter) en de levensduur van de beschermkap (langer) door elkaar. Een gedisciplineerde aanpak is om het aantal doorboringen per machine bij te houden en elk onderdeel volgens een eigen schema te vervangen, in plaats van als een set.
Hoeveel prikjes gaat een Hypertherm-elektrode mee, afhankelijk van de stroomsterkte?
De door Hypertherm gepubliceerde levensduur van onderdelen is afhankelijk van de stroomsterkte. Handmatig snijden met een lagere stroomsterkte (30-45 A) levert gemiddeld 500-1,000 doorboringen per elektrode op in zacht staal van 6-10 mm dik. Machinaal snijden met een hogere stroomsterkte (85-105 A) in dikkere platen daalt tot 200-400 doorboringen, omdat elke doorboring een veel grotere hoeveelheid energie in de emitter brengt. De SmartSYNC SYNC-serie cartridges verhogen deze waarden met ongeveer een factor 2 voor machinaal snijden en tot een factor 5 voor handmatig snijden. volgens de SmartSYNC-specificaties van Hypertherm.
Slijtagetekens: wanneer moet u elk onderdeel vervangen?

Het uitpakken van de onderdelen en het lezen van de componenten is een vaardigheid van 60 seconden die zich terugbetaalt in maanden aan bespaard herstelwerk. Het probleemoplossingskader van Hypertherm verdeelt storingen in drie diagnostische scenario's, plus een verborgen vierde:
- ✔
Geval 1 — Zowel elektrode als mondstuk ernstig versleten: De elektrode is als eerste defect geraakt, waardoor koper in het mondstuk is geblazen. Controleer de koelvloeistofstroom (bij watergekoelde branders: test de retourleiding met een emmer), de gasstroom en de droogtegraad van het gas. Zwart residu op de elektrode betekent dat de luchttoevoer vervuild is. - ✔
Geval 2 — Elektrode ziet er nieuw uit, mondstuk beschadigd: Dubbele vonkvorming van het mondstuk. Interne schade (sleuf in de vorm van een sleutelgat) = lage plasmadruk in de plasmakamer (controleer op gaslekken). Externe schade = te lage doorsteekhoogte of de brander sleept over de plaat. - ✔
Geval 3 — Elektrode diep beschadigd, mondstuk in goede staat: De plasmagasstroom is te hoog; de te agressieve werveling zorgt ervoor dat de hafniumemittor ongewoon snel doorbrandt. - ✔
Verborgen koffer 4 — Beide onderdelen zien er perfect uit, maar de zaklamp werkt niet: Moeilijk starten door te hoge plasmadruk tijdens de voorstroom. De onderdelen zijn in orde; de gasregelaar niet. Het weggooien van goede verbruiksartikelen is hier een van de meest voorkomende vormen van verspilling in een werkplaats.
De drempelwaarden voor putdiepte variëren per bron. De officiële slijtagetolerantie van Hypertherm ligt tussen 0.040 en 0.125 inch (1.0 en 3.2 mm). In de praktijk wordt vaak een lagere waarde van ongeveer 1.0 tot 1.6 mm aangehouden om de kwaliteitsmarge van de snede te behouden. De industrie hanteert doorgaans een conservatieve grens van 1/32 inch (0.79 mm) wanneer de snijkwaliteit cruciaal is. Gebruik de lagere drempelwaarde wanneer uw tolerantiebudget beperkt is.
Snel naslagwerk voor Hypertherm Powermax-compatibiliteit

Powermax is het meest gebruikte draagbare plasmalasapparaat in metaalbewerkingsbedrijven, en Hypertherm heeft twee parallelle verbruiksartikelenreeksen: traditionele 5-delige sets voor oudere apparaten en de nieuwere SmartSYNC-cartridge voor SYNC-serie machines. Het combineren ervan is niet mogelijk vanwege de verschillende toortsgeometrieën.
| Powermax-model | Verbruiksfamilie | Opvallend kenmerk |
|---|---|---|
| Powermax30 AIR / 30 XP | Traditionele 5-delige set (laag vermogen) | Varianten met sleeppunt komen veel voor; voor sneden van 3/8 inch (10 mm) en kleiner. |
| Powermax45 / 45 XP | Traditionele 5-delige set | Een onmisbaar hulpmiddel voor zacht staal van 12 mm (½ inch). |
| Powermax45 SYNC | SmartSYNC single cartridge | Tot wel 5 keer langere levensduur van verbruiksmaterialen bij handmatig snijden in vergelijking met traditionele methoden. |
| Powermax65 / 65 SYNC | Traditionele 5-delige set OF SmartSYNC (modelafhankelijk) | ¾ inch (20 mm) guts/snede; SYNC-versie biedt circa 2x langere levensduur dan gemechaniseerde versie. |
| Powermax85 / 85 SYNC | Traditionele 5-delige set OF SmartSYNC | 1 inch (25 mm) snede; SYNC-implementatie neemt toe in fabrieksparken van 2025-2026. |
| Powermax105 / 125 | Traditionele 5-delige (zware uitvoering) | Geschikt voor continu gebruik bij hoge stroomsterkte; SilverPlus-elektroden aanbevolen. |
Het nadeel van SmartSYNC is de hogere aanschafprijs: de cartridge vervangt vijf afzonderlijke onderdelen, maar de prijs per cartridge ligt hoger dan die van een vergelijkbare set van vijf onderdelen. Voor werkplaatsen die meer dan 3 uur per dag met handtoortsen werken, is SmartSYNC na 90 dagen doorgaans voordeliger – vanwege de langere levensduur van de verbruiksartikelen en de snellere vervanging (minder dan 30 seconden versus ongeveer 2 minuten voor de traditionele set). Voor incidentele gebruikers blijft de traditionele set van vijf onderdelen de meest verstandige keuze. Om een Powermax te kiezen die bij uw toepassing past voordat u een verbruiksartikelenfamilie aanschaft, kunt u onze analyse bekijken. Selectiecriteria voor CNC-plasmasnijders en het bredere RESIZE assortiment plasmasnijmachines.
OEM versus aftermarket: werkelijke kosten en prestaties
Plasma-verbruiksartikelen van derden – elektroden, nozzles en beschermkappen – kosten doorgaans 20-40% minder dan de originele onderdelen. De hamvraag is het verschil in levensduur, en het eerlijke antwoord is dat dit enorm verschilt per merk. Gerenommeerde leveranciers (zoals PrimeWeld, Forney en Harris) leveren doorgaans 70-90% van de levensduur van de originele onderdelen. Goedkope, merkloze onderdelen kunnen een levensduur van 30-50% halen, met inconsistente toleranties in de openingen die de snijkwaliteit aantasten voordat de onderdelen versleten zijn.
| Factor | OEM (origineel Hypertherm) | Kwalitatief hoogwaardige aftermarket | Budget-onderdelen |
|---|---|---|---|
| Kosten versus OEM-basislijn | 100% | 60-80% | 30-50% |
| Levensduur versus OEM-basislijn | 100% | 70-90% | 30-50% |
| Consistentie in snijkwaliteit | Strikte tolerantie van de opening | Goed, afhankelijk van de batch | Variabel, soms afwijkend van de specificaties van het nieuwe product. |
| Impact op garantie | Volledige dekking van Hypertherm | Kan de garantie van de zaklamp ongeldig maken. | Vervalt garantie |
- Lichte hobby (≤40 A, weekendgebruik): Betrouwbare aftermarket-onderdelen zijn prima. Het verschil in levensduur is klein in absolute uren.
- Gemiddelde dagelijkse activiteit (45–65 A, 1–3 uur boogontlading): Kwalitatief goede aftermarket-kits uit het middensegment zijn prima; vermijd budgetkits van onbekende merken. Houd de kosten per shift per perforatie bij, niet de kosten per onderdeel.
- Zware continue belasting (≥85 A, 4+ uur boogontlading, gemechaniseerd): Alleen OEM-onderdelen — SilverPlus/CopperPlus-elektroden indien beschikbaar. De variabiliteit in snijkwaliteit van budget-aftermarket-onderdelen leidt tot extra kosten voor herwerking die de besparing op het onderdeel tenietdoen.
Zijn de verbruiksartikelen voor plasmasnijders uitwisselbaar tussen verschillende merken?
Nee, en dat geldt voor vrijwel alle branderfamilies. Hypertherm Powermax-verbruiksartikelen passen niet op een Miller Spectrum of een Lincoln Tomahawk; ESAB CutMaster-onderdelen passen niet op een Forney Ignite-brander. De mechanische geometrie en ohmse contactpunten van de branderkop zijn branderspecifiek. Er bestaan weliswaar aftermarket-verbruiksartikelen in "Hypertherm-stijl" voor de Powermax-lijn en het SmartSYNC-ecosysteem, maar dit blijven onderdelen van het Hypertherm-platform. Het uitwisselen van onderdelen van verschillende merken brengt het risico met zich mee dat de nozzle direct beschadigd raakt en kan de garantie op de brander aan beide kanten ongeldig maken.
Hoe maximaliseer je de levensduur van verbruiksartikelen: beproefde methoden

Hypertherm's 10 veelgemaakte fouten bij plasmasnijden Dit document leest als een checklist van alle mogelijke shortcuts die de levensduur van onderdelen ongemerkt verkorten. Vijf praktijken leveren de meest meetbare voordelen op:
- Stem de stroomsterkte af op het vermogen van het mondstuk. De beste snijkwaliteit en levensduur van de onderdelen worden bereikt bij ongeveer 95% van het vermogen van het mondstuk. Bij een te lage stroomsterkte is het resultaat slordig; bij een te hoge stroomsterkte slijt het mondstuk aanzienlijk sneller.
- Stel de doorboorhoogte in op 1.5–2 keer de snijhoogte. Te laag doorboren – de belangrijkste oorzaak van voortijdige defecten aan de nozzle bij Hypertherm – zorgt ervoor dat er bij elke doorboring gesmolten metaal terug in de opening wordt gespoten. Gebruik de hoogteregeling van de brander met een beproefde afstandsmeting.
- Controleer dagelijks de gasdruk en de droogheid. Een te hoge plasmadruk tijdens de voorstroom veroorzaakt opstartproblemen; vervuilde perslucht verkort de levensduur van de elektrode aanzienlijk. Een test met een papieren handdoekje bij de toortsuitgang (geen vocht, geen olie) spoort de meeste vervuilingsproblemen gratis op.
- Inspecteer onderdelen in plaats van ze op een vast tijdstip te vervangen. Bij vervanging op een vast tijdstip worden onderdelen met nog bruikbare onderdelen weggegooid en worden vroege defecten als gevolg van afwijkende omstandigheden over het hoofd gezien. Haal de stapel eruit wanneer de snijkwaliteit verandert, niet op een vaste datum.
- Houd de schroefdraad schoon. Gebruik een wattenstaafje met een contactreiniger of waterstofperoxide op de montage. Smeer de O-ringen nooit in met vet; vet ontbrandt in de vlamboogkamer en beschadigt het binnenwerk van de toorts.
De doorsteekhoogte is belangrijker voor de levensduur van de elektrode tijdens productieruns dan de gekozen stroomsterkte. Hypertherm adviseert een doorsteekafstand van 1.5 tot 2 keer de aanbevolen snijhoogte; doorsteken onder de snijhoogte zorgt ervoor dat er binnen de eerste 100 doorsteken gesmolten metaal op het mondstukoppervlak wordt afgezet, zelfs als de elektrode gloednieuw is. Stel de doorsteekvertraging zo in dat het plasma volledig is overgedragen voordat de beweging begint — typisch 0.4 tot 0.8 seconden voor zacht staal tot 12 mm dik (zie kruisverwijzing: AWS C5.2 §5 Aanbevolen werkwijzen voor plasmasnijden en gutsen; ISO 9013:2024 Amendement 1 voor kwaliteitsnormen voor snijden). Voor een correct gedimensioneerde luchttoevoer ter ondersteuning van deze parameters, zie onze toelichting op Een luchtcompressor afstemmen op een plasmasnijder.
Kwaliteitsproblemen bij het snijden van materialen zijn terug te voeren op versleten verbruiksmaterialen.

Als een snijbewerking mislukt, wijst de oorzaak van de fout in het betreffende onderdeel. De onderstaande matrix koppelt de vijf meest voorkomende symptomen aan de meest waarschijnlijke boosdoener. Het controleren van de stack is sneller dan het opsporen van het probleem in het snijprogramma. Hieronder volgen de acceptatiegrenzen voor de snijkwaliteit. ISO 9013 Plasmasnijden wordt doorgaans geclassificeerd als maattolerantieklasse 2.
| Snijsymptoom | Meest waarschijnlijke oorzaak | Eerste actie |
|---|---|---|
| Ruwe of afgeschuinde bovenrand | Vergrote spuitmondopening | Controleer de sproeier op afschuining; vervang deze indien ovaal. |
| Overmatige slakken aan de onderrand | Elektrode einde levensduur of snelheid te laag | Controleer de diepte van de elektrodeholte; vergelijk de snijsnelheid met de ampèregrafiek. |
| Afgeschuind snijvlak (>5° helling) | Versleten wervelring of excentrische elektrode | Vervang de wervelring; controleer of de elektrode goed vastzit. |
| Brede snede, lage randnauwkeurigheid | De sproeieropening is vergroot of de snelheid is te laag. | Vervang de sproeier; controleer de snijsnelheid. |
| De boogontladingsmachine start niet; hij hapert en sputtert. | Moeilijk starten door te hoge voordruk (onderdelen zijn waarschijnlijk in orde) | Verlaag de plasmagasdruk voordat u ervan uitgaat dat de verbruiksartikelen defect zijn. |
Een veelvoorkomende instinctieve reactie van operators is om bij kwaliteitsproblemen meteen nieuwe verbruiksartikelen te gebruiken. Door eerst de onderdelen uit de stapel te halen en te controleren – een routine die doorgaans slechts 60 seconden duurt – worden de meeste problemen bij het eerste symptoom opgespoord. Zo wordt voorkomen dat men alles weggooit zodra er iets mis lijkt te zijn, wat de budgetten van de werkplaats flink kan belasten.
Industrievooruitzicht: Markt voor plasmaverbruiksartikelen 2025-2030

De markt voor plasmasnijbranders en verbruiksartikelen bedroeg in 2025 ongeveer $ 1.54 miljard en zal naar verwachting groeien tot $ 2.45–2.60 miljard in 2031–2033. Drie onafhankelijke marktonderzoekers schatten het samengestelde jaarlijkse groeipercentage tussen 4.5% en 6.6% gedurende het voorspellingsvenster. Vooruitzichten van IntelMarketResearch voor plasma-boogsnijsystemen De bredere markt voor snijsystemen wordt geschat op $ 1.909 miljard in 2024, oplopend tot $ 2.595 miljard in 2031. Stabiel, niet explosief – wat betekent dat de voorraadplanning voor verbruiksartikelen tot 2030 geen risico loopt op een sterke stijging of daling.
Drie technologische verschuivingen zijn van belang voor kopers die nu apparatuur aanschaffen:
- De SmartSYNC-cartridge is alomtegenwoordig. De SmartSYNC-cartridge van Hypertherm vervangt de traditionele 5-delige cartridge op de Powermax 45/65/85 SYNC-machines en zorgt voor een tot wel 5 keer langere levensduur bij handmatig lassen. Bij elke nieuwe Powermax-aankoop boven het instapmodel in 2026 is de SYNC-variant standaard. De meerprijs voor de cartridge is binnen een kwartaal terugverdiend voor werkplaatsen die dagelijks meer dan 3 uur lassen.
- Elektroden met zilververbinding voor zware toepassingen. De SilverPlus- en Copper Plus-elektroden van Hypertherm maken gebruik van wrijvingsgelaste zilver/koperverbindingen om de levensduur van de elektrode ongeveer te verdubbelen en schade aan de sproeier stroomafwaarts te verminderen. Standaard leverbaar voor het 85–125 A Powermax-bereik; kies deze elektroden voor elke continue gemechaniseerde snijlijn.
- Verbruiksartikelen voor IoT-draagsensoren — 2027 en verder. Ingebouwde monitoring via draagbare apparaten bevindt zich in 2026 nog in de pre-commerciële fase. Betaal vandaag de dag geen meerprijs voor claims over "slimme verbruiksartikelen" — de grootschalige uitrol naar productie zal nog één tot twee jaar duren.
Wat de standaarden betreft, ISO 9013:2024 Amendement 1 De classificatienorm voor thermisch snijden, inclusief plasma-, autogeen- en lasersnijden, is bijgewerkt. Voor snijwerkzaamheden in gereguleerde sectoren (drukvaten, constructiestaal) moet worden verwezen naar de wijziging van 2024, niet naar de editie van 2017. AWS C5.2 Aanbevolen werkwijzen voor plasmasnijden en gutsen Het blijft de procedurele referentie en is sinds 2001 niet herzien — het is nog steeds het gezaghebbende praktijkdocument aan de Amerikaanse kant.
FAQ
V: Hoe dik staal kan een plasmasnijder van 20 ampère snijden?
Bekijk antwoord
V: Kunnen de verbruiksartikelen van een plasmasnijder worden gereinigd en hergebruikt?
Bekijk antwoord
V: Zijn de verbruiksartikelen voor een plasmasnijder hetzelfde voor hobbygebruik en industrieel gebruik?
Bekijk antwoord
V: Hoe bewaar ik plasma-verbruiksartikelen om besmetting te voorkomen?
Bekijk antwoord
V: Verkort perslucht in een werkplaats de levensduur van verbruiksartikelen in vergelijking met gasflessen?
Bekijk antwoord
V: Wat is een SmartSYNC-cartridge en is de upgrade de moeite waard?
Bekijk antwoord
Uw plasmasnijder instellen?
De keuze van de verbruiksmaterialen ligt na de machine. Als u een nieuw plasmasnijdsysteem nodig heeft – Kinetic, pijp of CNC-tafel – configureren we het systeem op basis van uw plaatdikte, inschakelduur en materiaalsamenstelling.
Over deze handleiding voor verbruiksartikelen voor plasmasnijders
Deze referentie voor verbruiksartikelen is samengesteld op basis van de officiële Hypertherm-documentatie over het verlengen van de levensduur van onderdelen en SmartSYNC. AWS C5.2 Aanbevolen werkwijzen voor plasmasnijden en gutsen, ISO 9013:2024 classificatie van snijkwaliteit, en drie onafhankelijke marktonderzoeksrapporten voor 2025-2026. Inzichten van praktijkdeskundigen zijn geparafraseerd uit lasforums. Het RESIZE-engineeringteam heeft het document beoordeeld in de context van specificaties voor plasmasnijmachines — feedback of correcties zijn welkom via official@resizeglobal.com.
Referenties en bronnen
- Verlenging van de levensduur van onderdelen en verbruiksartikelen — Technische documentatie van Hypertherm
- 10 veelgemaakte fouten bij plasmasnijden — Hypertherm
- SmartSYNC zaklampen en verbruiksartikelen — Hypertherm Powermax
- AWS C5.2 — Aanbevolen werkwijzen voor plasmasnijden en gutsen — American Welding Society
- ISO 9013 — Classificatie voor thermisch snijden — Internationale Organisatie voor Standaardisatie (Amendement 1 van 2024)
- Marktvooruitzichten voor plasmasnijsystemen 2025-2032 — Intel Marktonderzoek
- Marktonderzoek naar verbruiksartikelen voor industriële plasmasnijbranders — Groeimarktrapporten
Gerelateerde artikelen
- Wat is een plasmasnijmachine: werkingsprincipes en belangrijkste onderdelen?
- Selectiegids voor CNC-plasmasnijders voor metaalbewerkingsbedrijven
- CNC-plasmatafelgeleider — kenmerken, afmetingen en toortshoogteregeling
- Plasmasnijden versus lasersnijden: kosten, snelheid en materiaalkeuze
- Vergelijk plasma-, laser- en waterstraalsnijden voor dikke platen.
- Pijpfrees- en afschuinmachines voor de nabewerking van de snijkant.









{kind=link}
{kind=link}
{kind=link}
{kind=link}