
![Mathey Dearman afschuinmachine: modellen, specificaties en CNC-alternatieven [2026]](https://resizeweld.com/wp-content/uploads/2026/05/0-5-1024x683.webp)
Mathey Dearman is al sinds de jaren 1930 een industriestandaard voor het afschuinen van pijpen met een snijbrander. Hun zadelmachines, bandrupsmachines en EZ Pipecut-gereedschappen worden het meest gebruikt bij de aanleg van pijpleidingen in Noord-Amerika – en terecht. Maar elke Mathey Dearman-machine werkt met autogeen lassen of plasma, waardoor een door hitte beïnvloede zone ontstaat die door bepaalde voorschriften en omstandigheden op de bouwplaats niet is toegestaan. Deze gids geeft een overzicht van alle huidige Mathey Dearman-modellen met gecertificeerde distributeursprijzen, beschrijft wat de normen voor de afschuinhoek precies voorschrijven (inclusief de specificatie met twee hoeken die in de meeste gidsen ontbreekt) en biedt een eenvoudige beslissingsmatrix om te bepalen wanneer koud, mechanisch afschuinen de beste optie is.
Wat is de Mathey Dearman afschuinmachine?

Mathey Dearman is een fabrikant uit Tulsa, Oklahoma, opgericht in de jaren 1930 en onderdeel van de SFE Group-portfolio. Het bedrijf richt zich uitsluitend op gereedschap voor het snijden, afschuinen en uitlijnen van pijpen, ontworpen voor draagbaarheid op de bouwplaats – niet voor automatisering in gieterijen. Momenteel hebben ze drie productseries:
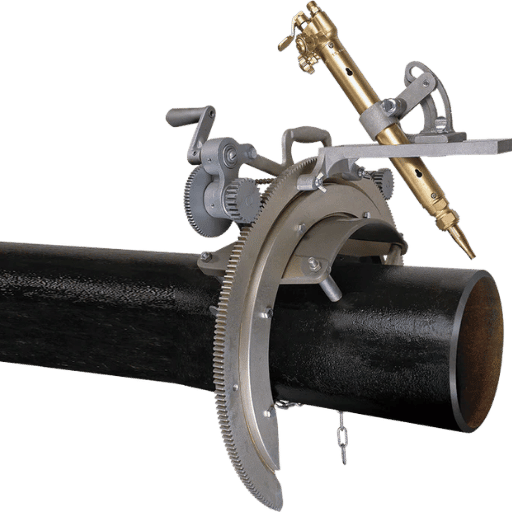
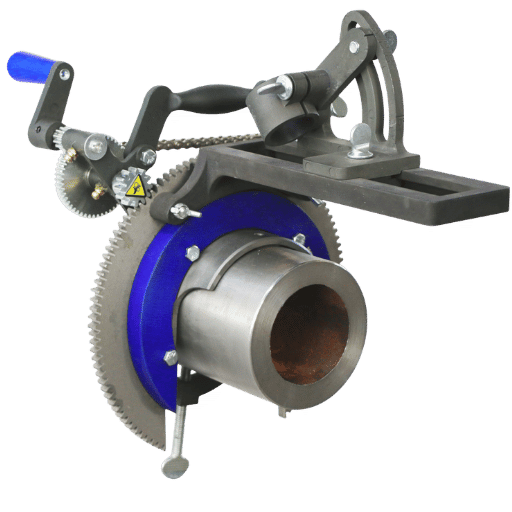
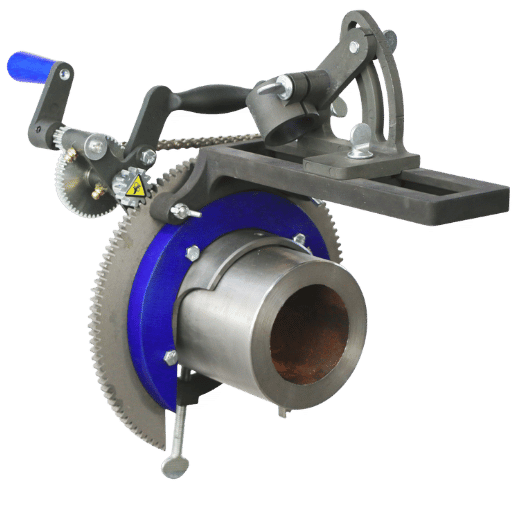
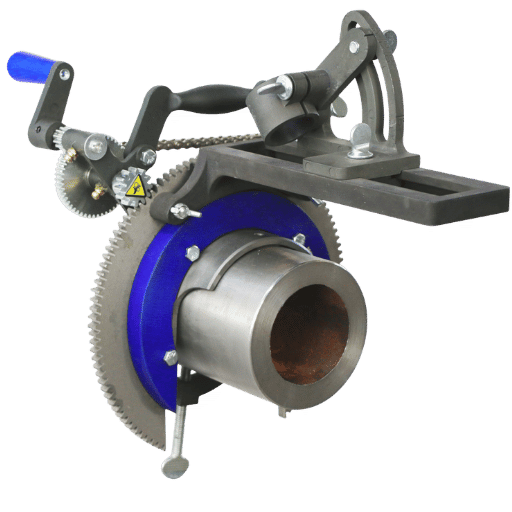
- Zadelmachines – Orbitale toortswagens die zich om de buitendiameter van de pijp wikkelen en deze 90° kunnen roteren om een afschuining aan te brengen in elke meerdelige pijpverbinding die rij na rij is opgesteld. Dit is de Mathey Dearman-machine die de moderne pijpleidinglasser voor ogen heeft wanneer hij zegt dat hij "een Mathey Dearman nodig heeft". De zadelmethode vereist geen toegang tot de binnenkant van de pijp, waardoor deze ook geschikt is voor gecorrodeerde of licht afwijkende pijpen.
- EZ Pipecut-serie – Lichte, handzame branderhouders worden gebruikt voor kleinere buizen (buitendiameter 4.5″-24″). Deze omvatten handmatige, automatische, gemotoriseerde en zelfrijdende magnetische versies. De laatstgenoemde klemmen de brander stevig tegen de buiswand met behulp van magnetische kracht in plaats van schroeven, een voordeel voor buizen die al in de sleuf zijn geïnstalleerd.
- Band Crawler – Een automatische banddoorvoerlasmachine met een maximale rijsnelheid van 36 inch per minuut, aangedreven door roestvrij staal, voor buizen met een grote diameter (10″ tot 60″ buitendiameter) die tegelijkertijd plasma- of vlamtoortsen kan dragen. Schouder-tot-schouder lassen op een buis met een diameter van 48″ kunnen voltooid zijn tegen de tijd dat een bemanningslid de afstand met het toortswiel heeft afgelegd.
Alle drie de machinefamilies delen dezelfde ontwerpdoelen: draagbaarheid, een zelfvoorzienend karakter en eenvoudig transport op locatie. De machines worden verkocht zonder branderonderdelen of verbruiksartikelen; de branderbehuizing en het gas moeten door de gebruiker zelf worden geleverd. Dit resulteert in de lichtste zadelunits (de handmatige MSA weegt 12 kg inclusief onderdelen) en een elegante, eenvoudige onderhoudbaarheid op locatie.
Mathey Dearman heeft zijn volledige productlijn thermisch – uitsluitend producten voor autogeen lassen, autogeen lassen of plasmasnijden. Er is geen enkel product voor koud snijden of koud afschuinen in het assortiment van Mathey Dearman. Die keuze is cruciaal wanneer de pijpkwaliteit, wanddikte of omstandigheden op locatie ervoor zorgen dat het materiaal buiten het bereik van thermisch lassen valt.
Elk Mathey Dearman-model en pijpdiameterbereik
De onderstaande tabel geeft een overzicht van alle Mathey Dearman afschuinmachines die in 2025 nog in gebruik zijn. De adviesprijs (MSRP) vertegenwoordigt de huidige Noord-Amerikaanse distributieprijs van rigweldersupply.com, een erkende Mathey Dearman-dealer, en betreft alleen de machine – zonder gereedschapslichaam.
| Model | Familie | Pijp OD-bereik | Buisdiameter (mm) | Methode | Power | Lijstprijs (USD) |
|---|---|---|---|---|---|---|
| MSA-zadel — Handleiding | Zadel | 1.5″–4″ | 38-102 | Flame | Geen | $1,485 |
| MSA-zadel — Gemotoriseerd (PLASMASPEED) | Zadel | 1.5″–4″ | 38-102 | Vlam + Plasma | 110 / 230 VAC | $3,887 |
| 1SA-zadel — Handleiding | Zadel | 3″–8″ | 76-203 | Flame | Geen | $1,547 |
| 1SA met stapafstandhouders | Zadel | 3″–8″ | 76-203 | Flame | Geen | $1,765 |
| 2SA-zadel — Handleiding | Zadel | 6″–12″ | 152-305 | Flame | Geen | $2,265 |
| 3SA-zadel — Handleiding | Zadel | 12″–20″ | 305-508 | Flame | Geen | $4,310 |
| EZ Pipecut — Handleiding | EZ Pipecut | 4.5″–24″ | 114-610 | Flame | Geen | Offerte op aanvraag |
| EZ Pipecut — Auto | EZ Pipecut | 4.5″–24″ | 114-610 | Vlam (gemotoriseerd) | Elektrisch | Offerte op aanvraag |
| EZ Pipecut — Magnetisch | EZ Pipecut | 9″–48″ | 229-1219 | Flame | Geen | Offerte op aanvraag |
| Band Crawler — Model 4SA | Band Crawler | 20″–26″ | 508-660 | Vlam (handmatig) | Geen | Offerte op aanvraag |
| Band Crawler — Model 8SA | Band Crawler | 40″–48″ | 1016-1219 | Vlam / Plasma | Elektrisch | Offerte op aanvraag |
| Zadel — Gemotoriseerd (Monarch Band, 24″) | Zadel + Band | 24″+ (met Monarch-band) | 610+ | Vlam / Plasma | 110 / 230 VAC | $1,085 (alleen band) |
Welke pijpdiameters kan de Mathey Dearman zadelbank aan?
De zadelserie omvat vier modellen met een buitendiameter van 1.5″ tot 20″. Gebruik stapafstandhouders – meegeleverd met de zadelsets of apart te bestellen – om het volledige diameterbereik te overbruggen zonder extra bevestigingsmateriaal. De 1SA is geschikt voor buizen van 3″ tot 8″ met behulp van afstandhouders; een team kan dus één machine en één set afstandhouders aanschaffen, en is dan klaar met die beugel.
Ga verder dan 20 cm met de EZ Pipecut-serie (tot 60 cm) of de Band Crawler (tot meer dan 24 cm met de flexibele Monarch-band). Het Model 8SA met de Band Crawler beweegt met 36 cm per minuut en kan een snijbranderwagen met 53 cm per minuut ronddraaien op buizen met een buitendiameter van 20-26 cm. Dit is de snelste Mathey Dearman-machine voor grote projecten in de hoofdleiding.
De digitale motorbesturing van PLASMASPEED – standaard op de gemotoriseerde MSA, maar ook verkrijgbaar als retrofitkit van $ 3,000 voor de 1SA – regelt de rijsnelheid en schakelt automatisch uit. Dit minimaliseert variaties in het begin en einde van de boog, wat resulteert in ongelijkmatige afschuinhoeken bij het starten en beëindigen van elke omtreksgang. Voor dunwandige buizen met een wanddikte van minder dan ¼” is digitale snelheidsregeling nodig.
Hoe je met een snijbrander een afschuining creëert: proces, snelheid en oppervlaktekwaliteit
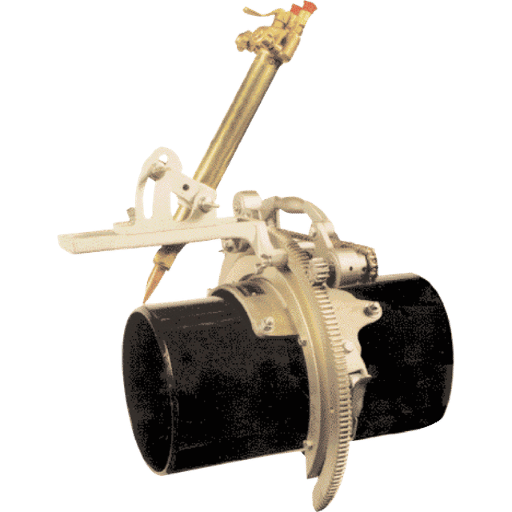
Bij autogeen afschuinen wordt de oppervlaktetemperatuur van de pijp verhoogd tot de temperatuur waarbij het koolstofstaal ontbrandt (~ 870 °C). Vervolgens wordt een straal zuurstof onder hoge druk op het materiaal gericht om het te oxideren en weg te blazen vóór de autogeenbrander. Deze brander is gemonteerd in een Mathey Dearman-sledefreesmachine die met een constant, gecontroleerd toerental, bepaald door het aandrijfsysteem, rond het werkstuk draait. Deze snelheid garandeert een uniforme afschuinhoek, die wordt bepaald door de kantelhoek van de branderkop.
Snijbrander: wanneer het goed werkt
- Snijdt elke koolstofstalen buis door zonder toegang tot de binnenkant van de buis — de OD-montagebeugel klemt alleen de buitenkant van de buis vast.
- Geschikt voor gecorrodeerde, met kalkaanslag bedekte of licht vervormde buizen die niet vast te pakken zijn met gereedschap met binnendiameter.
- Lage verbruikskosten bij standaard A106/A53 koolstofstaal: alleen gas en brandertip.
- Handmatig bediende zadelmachines hebben geen elektriciteit nodig, alleen benzine.
- Al meer dan 80 jaar bewezen effectief in de aanleg van pijpleidingen in Noord-Amerika.
Snijbrander: de werkelijke beperkingen
- Produceert een geharde martensitische oppervlaktezone (warmtebeïnvloede zone) op de afgeschuinde rand (gebied dat snel is afgekoeld).
- De oppervlakteruwheid bedraagt doorgaans Ra 12–25 µm; AWS D1.1:2020 Clausule 5.15.4.3 beperkt afgeschuinde vlakken tot maximaal 1,000 µin (25 µm).
- Een variatie in de afschuinhoek van ±1–3° is typisch over de omtrek als gevolg van afwijkingen in de kantelhoek van de brander en veranderingen in de rijsnelheid.
- Een variatie van 1-2 mm in de lasnaad komt vaak voor; lassers moeten de stroomsterkte dan constant aanpassen.
- Verboden in gevaarlijke atmosferen volgens OSHA 29 CFR 1910.252(a)(2)(vi)(C).
Wat AWS D1.1 daadwerkelijk zegt over grinden: De code verbiedt geen met een snijbrander aangebrachte afgeschuinde oppervlakken op koolstofstaal. Clausule 5.15.4.3 staat thermisch gesneden oppervlakken toe, mits de ruwheid binnen 1,000 µin (25 µm) blijft. Op goed onderhouden apparatuur voor het snijden van standaard A106- of API 5L-buizen produceert een Mathey Dearman-zadelfreesmachine in goede staat oppervlakken binnen die limiet – ervaren pijpleidinglassers bevestigen dit vanuit de praktijk. Slijpen is vereist wanneer: de oppervlakteruwheid bij inspectie de limiet overschrijdt; er zichtbare sleepsporen, groeven of slakinsluitingen aanwezig zijn; het buismateriaal een legering is; of de projectspecificatie een strengere oppervlakte-eis stelt dan de D1.1-basislijn.
Standaarden voor afschuinhoeken die elke pijplasser moet kennen
De "standaard" afschuinhoek is afhankelijk van de voorschriften, de wanddikte van de pijp en het type voeg. Gebruik je de verkeerde hoek, of meet je vanaf het verkeerde referentievlak, dan loop je een groot risico op afkeuring bij je röntgen- of ultrasoononderzoek: een te ondiepe groef resulteert in een onvoldoende doorgedrongen wortel; een te steile groef zorgt voor te veel vulmetaal voor een goede, vlakke wortel.
Wat is de standaard afschuinhoek voor pijplassen?
Er bestaat geen standaardoplossing die voor alle situaties geschikt is. ASME B16.25:2017, de norm die geldt voor alle specificaties voor de voorbereiding van pijpeinden bij stomplassen, schrijft een hoek van 37.5° voor pijpwanddiktes van 22.5 mm (ongeveer 0.875″) en 19° voor wanddiktes van meer dan 22.5 mm voor. De meeste handleidingen en trainingen die ik zie, concentreren zich echter alleen op de hoek van 37.5°, terwijl ze de overige 80-90% van de toepassingen van Schedule 40/80 volgen. Bij dikwandige drukleidingen wordt een samengestelde afschuining van 19° toegepast waar dit nodig is om de warmte-inbreng laag te houden, de wortelversterking minimaal te houden en de materiaalkosten beheersbaar te houden.
| Standaard | Afschuiningshoek | Wortel gezicht | Primaire toepassing |
|---|---|---|---|
| ASME B16.25:2017 | 37.5° (wand ≤22.5 mm) / 19° (wand >22.5 mm) | 1.6 mm ± 0.8 mm | Stomplassen van uiteinden, flenzen en fittingen |
| AWS D1.1:2020 | Maximale hoek van 45° voor standaard V-groeven; varieert afhankelijk van het vooraf goedgekeurde voegdetail. | Gewrichtsdetails specifiek | Constructiestaal lassen |
| ASME B31.3:2022 | 30°–37.5° typisch; volgens gekwalificeerde WPS | 0 – 3.2 mm | Procesleidingen — chemische industrie, raffinaderij, farmaceutische industrie |
| API 1104:2021 | Volgens de gekwalificeerde lasprocedurespecificatie (doorgaans 30°–37.5°) | Volgens WPS | Laswerkzaamheden aan de omtrek van pijpleidingen op land en op zee |
Standaard aanbevelingen bevatten twee punten die lastechnici vaak als ontbrekend ervaren in hun praktijkopleiding:
- De ingesloten hoek wordt gemeten vanaf de as van de buis, niet vanaf het buisvlak. Halve hoek 37.5°, totale ingesloten hoek 75°, om een spiegelbeeld aan beide zijden te verkrijgen. Zorg ervoor dat de kantelhoek van uw brander of de dieptecodes van de insteekgeometrie verwijzen naar de as in plaats van het vlak wanneer u de instructies van de branderfabrikant of de instelhandleidingen van de machine raadpleegt.
- De uniformiteit van het wortelvlak is belangrijker dan een exacte afschuinhoek. Een afschuining van 38 graden met een variatie van 0.3 mm in het wortelvlak over de omtrek levert betere röntgenresultaten op dan een standaardhoek van 37.5 graden met een variatie van 2 mm. Vlamsledemachines vertonen doorgaans een variatie van 1-2 mm in het wortelvlak; koudmechanische wisselplaatgereedschappen blijven binnen 0.3 mm. Dat verschil is de belangrijkste factor die bepaalt of de lasser een uniforme lassnelheid en stroomsterkte kan handhaven tijdens het lassen van de grondlaag, of dat hij/zij dit ter plekke moet aanpassen.
Bij het afstellen van een Mathey Dearman-zadelbrander moet u de kantelhoek van de branderkop instellen op de hoek die in uw WPS staat aangegeven; niet op een of andere veronderstelde "standaard". Uw WPS is het leidende document; het bovenstaande diagram dient slechts als richtlijn.
Mathey Dearman vs. H&M vs. RESIZE: een vergelijking naast elkaar
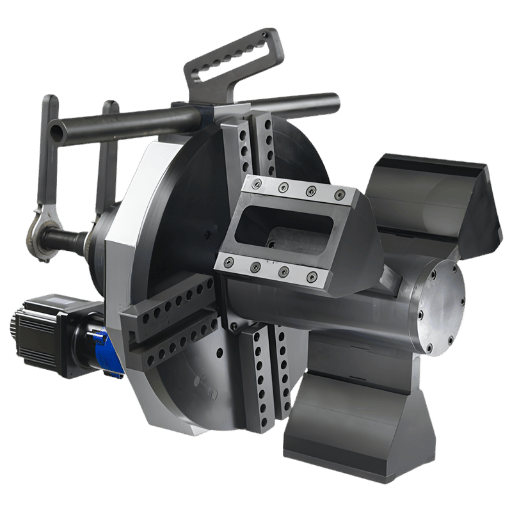
Drie belangrijke merken komen naar voren wanneer lasbedrijven pijpafschuiningsapparatuur vergelijken voor nieuwe projecten: Mathey Dearman (een belangrijke speler in de Noord-Amerikaanse pijpleidingbouw), H&M (populair in de algemene industrie en de mechanische installatiebranche) en RESIZE (koudmechanische hardmetalen snijplaten, veelgebruikt waar hooggelegeerde staalsoorten de boventoon voeren). Dit zijn geen gelijkwaardige machines die hetzelfde probleem oplossen; ze richten zich op verschillende segmenten van de pijpafschuiningsmarkt.
| Factor | Mathey Dearman | H & M | AANPASSEN |
|---|---|---|---|
| snijmethode | Oxy-fuel vlam / plasma (thermisch) | Oxy-fuel vlam (thermisch) | Frezen met hardmetalen wisselplaatjes (koud mechanisch) |
| Pijpdiameterbereik | 1.5″–60″ buitendiameter (volledig zadel + bandrupslijn) | 1.5″–8″ buitendiameter (standaard zadellijn) | 0.5″–24″ (modellen voor binnendiametermontage van buizen) |
| Hittebeïnvloede zone | Aanwezig; diepte varieert afhankelijk van de reissnelheid en de toestand van de tip. | Aanwezig; hetzelfde thermische proces | Nul — er wordt geen warmte gegenereerd |
| Is naslijpen na het afschuinen nodig? | Niet vereist voor standaard koolstofstaal dat voldoet aan de AWS D1.1 Ra-limiet; wel vereist voor gelegeerd staal. | Dezelfde omstandigheden als Mathey Dearman | Nee — oppervlakte-uitgangen geschikt voor machinaal lassen, Ra 3.2–6.3 µm |
| Consistentie van de afschuinhoek | Een afwijking van ±1–3° is typisch over de gehele omtrek. | ±1–3° typisch | ±0.5° (mechanisch beperkte inzetgeometrie) |
| Wortelvlak consistentie | ±1–2 mm langs de omtrek | ±1–2 mm | ± 0.3 mm |
| Werkt het in een explosieve atmosfeer? | Nee — open vuur verboden volgens OSHA 1910.252(a)(2)(vi)(C) | Nee, hetzelfde verbod is van toepassing. | Ja, vonkvrij, geen open vlam. |
| Geschikt voor P91/P22 chroom-molybdeen? | Beperkt — de meeste projectspecificaties verbieden of vereisen warmtebehandeling na het thermisch snijden. | Beperkt — dezelfde beperking | Ja — geen thermische effecten op de metaalbewerking van pijpen. |
| Instapprijs (basismodel) | $1,485 (MSA handmatig zadel) | ~$1,200–$1,300 geschat (veldgegevens 2017) | $1,565 (draagbaar pijpmodel, basis) |
| Land van fabricage | VS (Tulsa, Oklahoma) | VS (Tulsa, Oklahoma) | China (gespecialiseerde fabriek voor lasapparatuur) |
De beslissingsmatrix van de 3-vragenmethode van Bevel
Dit raamwerk behandelt alle beslissingen met betrekking tot oplossingen voor het afschuinen van pijpen en leidt ze door de verschillende categorieën. Elk element in de reeks is een harde poort – een enkel "Ja"-antwoord levert een definitief antwoord op zonder verder onderzoek naar de volgende vraag/vragen in de lijst.
- Bevindt de pijpleiding zich in een actieve of recentelijk gezuiverde brandbare of explosieve atmosfeer?
JA → Alleen koud mechanisch afschuinen. OSHA 29 CFR 1910.252(a)(2)(vi)(C) verbiedt snijden en lassen “in de aanwezigheid van explosieve atmosferen (mengsels van brandbare gassen, dampen, vloeistoffen of stof met lucht).” Geen enkele vergunning voor werkzaamheden met open vuur heft deze beperking op wanneer de atmosfeer zelf explosief is; koud snijden elimineert de ontstekingsbron. - Is het pijpmateriaal chroom-molybdeen (P11/P22/P91/P92), austenitisch roestvrij staal (304/316L), duplex of valt het onder de nucleaire code van ASME Sectie III?
JA → Koud mechanisch afschuinen heeft sterk de voorkeur. De meeste projectspecificaties voor deze kwaliteiten verbieden thermisch snijden op het uiteindelijke lasoppervlak, of vereisen een warmtebehandeling na het snijden (740-760 °C voor P91) die extra uren planning en testkosten met zich meebrengt. Koudfrezen met een snijplaatje behoudt de hardheid, microstructuur en corrosiebestendigheid van het basismateriaal over de gehele lengte van de snede. - Is de buitendiameter van de leiding 2 tot 24 inch, of ontbreekt er op de werklocatie een elektrische of pneumatische aansluiting?
JA → Thermische zadelbroek/rugzak van Mathey Dearman of H&M. De draagbare, mechanische ID-montage-units voor koud gebruik hebben een maximale diameter van ongeveer 24 inch voor gebruik in het veld; de zadel- en bandrupsmachines van Mathey Dearman verwerken buizen met een buitendiameter tot 60 inch op alleen een gasaansluiting; voor de handmatige modellen is geen elektrische aansluiting nodig.
Als u op alle drie de vragen 'Nee' antwoordt – niet-tijdgevoelig koolstofstaal (A106/A53/API 5L), nominale pijpdiameters in het bereik van 2-24 inch en een atmosfeer die niet als 'gevaarlijk' is geclassificeerd – dan voldoen zowel thermische als koudmechanische processen aan de norm. Het resultaat wordt grotendeels beïnvloed door het snijvolume en de materiaalsamenstelling: thermisch snijden biedt een snellere doorvoer bij grote volumes koolstofstaal in een ongecompliceerd terrein; koudmechanisch snijden biedt lagere totale levenscycluskosten wanneer rekening wordt gehouden met legeringskwaliteiten, slijparbeid en afkeuringspercentages bij inspectie.
Evalueren van een koudmechanische afschuinmachine Voor pijpen tot 24 inch buitendiameter? De draagbare elektrische en pneumatische modellen van RESIZE bestrijken het diameterbereik dat de meeste buitendienstmedewerkers tegenkomen, zonder de noodzaak van een vergunning voor heetwerk.
Vier scenario's waarin snijden met een snijbrander tekortschiet
De Mathey Dearman-zadelmachine is gebouwd voor het aanleggen van koolstofstalen pijpleidingen over lange afstanden – en dat doet hij goed. Vier omstandigheden zorgen er steevast voor dat een project buiten dat bereik valt.
Scenario 1: Actieve raffinaderijen en chemische fabrieken
OSHA 29 CFR 1910.252(a)(2)(vi)(C) stelt: "Er mag niet gesneden of gelast worden in de aanwezigheid van explosieve atmosferen". Hoewel actieve aardolieraffinaderijen, tankparken en chemische fabrieken gebruik kunnen maken van vergunningen voor heetwerk om de risicoperiode te verkorten, kunnen ze de onderliggende eis om nooit in een explosieve atmosfeer in een geventileerde ruimte te werken niet wijzigen. Koud, vonkvrij mechanisch slijpen met pneumatische of elektrische aandrijving verwijdert de ontstekingsbron en is nu de de facto standaard voor aansluitings- en onderhoudswerkzaamheden in de aardolie-industrie.
Scenario 2: Chroom-molybdeen en hooggelegeerde pijp
1. Chroom-molybdeenstaal, met name P91 (9 Cr-1 Mo-V), het belangrijkste materiaal voor oververhittings- en herverhittingsleidingen in energiecentrales, hardt snel uit bij thermisch snijden in luchtgekoelde toestand. In projectspecificaties voor P91, P22, P11 en P92 is thermisch snijden van het uiteindelijke lasoppervlak meestal helemaal niet toegestaan, of is het onderworpen aan een warmtebehandeling van 740-760 °C die na het snijden en vóór de laswerkzaamheden moet worden uitgevoerd.
Dit houdt in dat de rusttijd plus de onafhankelijke hardheidstests die nodig zijn voor elke verbinding in de smeltzone en de warmtebeïnvloede zone, vereist zijn. Koud mechanisch frezen met een inzetstuk verwijdert materiaal zonder warmteontwikkeling en koelt af in de hoofdbuis, waardoor het afgeschuinde vlak exact hetzelfde blijft als dat van de hoofdbuis zonder dat warmtebehandeling nodig is. Hierdoor is er geen extra verwarmings- en boorpunt nodig voor het ITP-proces.
Scenario 3: Roestvrij staal en duplexbuis
Het thermisch snijden van austenitisch roestvast staal (304, 316L) resulteert in de vorming van chroomcarbideprecipitaten aan de korrelgrenzen – een proces dat 'sensibilisatie' wordt genoemd – binnen de warmtebeïnvloede zone. Gesensibiliseerd roestvast staal heeft geen weerstand tegen intergranulaire corrosie in het gedeelte van het materiaal dat grenst aan de lasnaad. Bij duplex-kwaliteiten verstoort deze hoge temperatuur de austeniet/ferriet-faseverhouding die de unieke mechanische eigenschappen van deze legeringen bepaalt.
Koud mechanisch afschuinen kan de metallurgische eigenschappen behouden, wat met name de kosten en het gebruik van deze materialen rechtvaardigt.
Scenario 4: Leidingwerk volgens de nucleaire code (ASME Sectie III)
ASME Sectie III vereist volledige documentatie van elk proces dat wordt toegepast op nucleair pijpleidingmateriaal. Thermisch snijden introduceert variabelen – diepte van de warmtebeïnvloede zone (HAZ), hardheidsvariatie, potentiële waterstofopname – die onafhankelijke testen, beoordeling door de bevoegde inspecteur en formele acceptatie vereisen voordat de verbinding verder kan worden verwerkt. Koud mechanisch snijden elimineert deze variabelen volledig uit de procesregistratie. Het praktische resultaat: minder inspectiepunten per verbinding, snellere acceptatie door röntgenonderzoek en minder risico op herwerk bij werk waarbij een enkele afgekeurde las meer dan $ 10,000 aan directe arbeidskosten kan kosten.
Hoe beoordeel je een pijpafschuinmachine: een checklist met 7 punten?
Aan de hand van de verschillende soorten zadels van Mathey Dearman, of het koud- of thermisch-mechanische proces, kunnen deze 7 argumenten bepalen of de machine geschikt is:
- Diameterbereik van de buis en bevestigingsmethode. Zadelmachines met OD-montage (Mathey Dearman, H&M) grijpen de buitenkant van de buis vast — interne toegang is niet nodig, ook geschikt voor gecorrodeerde of verkalkte buizen. Mechanische koudgereedschappen met ID-montage grijpen de binnenkant van de buis vast — vereisen een schone, onbeschadigde binnendiameter en een bekende binnendiameter. Controleer uw buisspecificatie, de staat van de buiswand en de daadwerkelijk gemeten buitendiameter voordat u een van beide typen selecteert.
- Materiaalcompatibiliteit met het proces. Koolstofstaal (A106, A53, API 5L) in standaardkwaliteiten → thermisch of koud gewalst, beide conform de voorschriften. Gelegeerde staalsoorten (P91, P22, roestvrij staal) → koud mechanisch gewalst om nabewerking door warmtebehandeling en hardheidsmetingen te voorkomen. De toepasselijke leidingcode en projectspecificatie zijn leidend; beweringen van de fabrikant hebben geen voorrang op de ITP (Inspection and Test Procedure).
- Bereik van de afschuinhoek en beschikbaarheid van verbruiksartikelen. De meeste WPS-documenten voor pijpleidingen vereisen een hoek van 30°–37.5°. Controleer of de machine de exacte hoek uit uw WPS-specificatie kan bereiken zonder speciale snijkop of afwijkende snij-elementen. Controleer voor koudgefreesde gereedschappen of de snij-elementen lokaal of bij de leverancier leverbaar zijn met een levertijd die aansluit op uw projectplanning.
- Stroomvoorziening aanwezig op de werklocatie. Handbediende zadelmachines werken uitsluitend op gas – geen elektrische aansluiting nodig. Gemotoriseerde modellen vereisen 110V of 230V wisselstroom. Mechanische gereedschappen voor koud gebruik vereisen een pneumatische (80-90 PSI bij de gereedschapsinlaat), elektrische (doorgaans 1-2 kW) of hydraulische voeding. Een mismatch tussen de gereedschapsvereisten en de infrastructuur op locatie creëert een logistiek probleem dat niet snel ter plekke kan worden opgelost.
- Wanddiktecapaciteit: De MSA-zadelboor is geschikt voor dunnere buizen met een buitendiameter van 1.5″–4″, met beperkingen voor zwaardere buizen. Band Crawlers zijn geschikt voor dikkere wanden met grote diameters. Koudmechanische gereedschappen met ID-montage specificeren de maximale wanddikte per hardmetalen wisselplaat – doorgaans 25–75 mm, afhankelijk van de modelklasse. Controleer dit aan de hand van uw dikste geregistreerde wand, niet aan de hand van de nominale specificatie.
- Oppervlakteruwheid, gemeten op uw pijpkwaliteit: AWS D1.1:2020 staat een ruwheid tot 1,000 µin (25 µm) toe op thermisch gesneden oppervlakken. Koud mechanisch snijgereedschap produceert een Ra van 3.2–6.3 µm (125–250 µin) — vier tot acht keer gladder dan de D1.1-limiet. Voor leidingen in de nucleaire, onderzeese of farmaceutische industrie, waar de specificaties strenger zijn dan D1.1, kunt u vóór uw bestelling een demonstratiestuk aanvragen van uw eigen leiding en materiaalkwaliteit.
- Totale kosten per snede, exclusief de aanschafprijs van de machine: een Mathey Dearman 1SA voor $1,547. De kosten per snede voor verbruiksartikelen bij koolstofstaal zijn zeer laag – alleen gas en snijblad. Een koud mechanisch gereedschap van $4,000–$10,000 heeft hogere aanschafkosten, maar elimineert de slijpwerkzaamheden die thermisch snijden van gelegeerde staalsoorten met zich meebrengt. Kostenanalyses in de industrie voor P22 chroom-molybdeenbuizen tonen aan dat thermische processen $10,000–$18,000 aan arbeidskosten per 1,000 sneden met zich meebrengen, inclusief herstelwerkzaamheden na hardheidstestfouten; koud mechanisch snijden kost $500–$1,500 aan verbruiksartikelen voor hetzelfde volume. Test beide modellen op basis van uw werkelijke jaarlijkse zaagvolume en materiaalsamenstelling voordat u tot aankoop overgaat.
Wat kost een pijpafschuinmachine?
Instapmodellen vlamlasmachines - Mathey Dearman MSA of vergelijkbaar - beginnen bij $ 1,485 voor het basisinstrument, exclusief de toorts. Draagbare mechanische koudelasmachines - voor pijpen tot 24 inch - beginnen bij $ 1,565 en lopen op tot meer dan $ 10,000 voor robuuste configuraties voor dikwandige pijpen. Bandlasmachines met een stompe diameter en automatische gemotoriseerde units kosten tussen de $ 15,000 en $ 30,000 of meer. Gebruikte vlamlasmachines worden op websites met overtollige apparatuur en beurzen voor lassystemen gemiddeld voor 40-60% van de prijs van een normale installatie verkocht, inclusief de klemmen en afstandhouders. Het is raadzaam om de complete hardware-set te controleren voordat u een gebruikte machine koopt, aangezien extra afstandhouders en klemmen een aanzienlijk deel van de waarde van de set uitmaken.
Trends in de markt voor pijpafschuinmachines tot 2030
De wereldwijde markt voor afschuinmachines had in 2023 een waarde van 359.83 miljoen dollar en zal naar verwachting tot 2030 met een samengesteld jaarlijks groeipercentage (CAGR) van 4.3% groeien tot ongeveer 483 miljoen dollar (Maximize Market Research). Drie trends beïnvloeden de beslissingen over apparatuur binnen deze groeicurve.
Het segment van elektrische auto's groeit sneller dan de algehele markt. Elektrische pijpafschuinmachines vormen een apart segment met een waarde van circa 450 miljoen dollar in 2024, dat naar verwachting met een samengesteld jaarlijks groeipercentage van 6.8% zal groeien tot een geschatte waarde van 850 miljoen dollar in 2034 (Reports and Data). De drijvende kracht hierachter is de combinatie van programmeerbare snelheidsregeling en vonkvrije werking, waardoor de machines gebruikt kunnen worden op locaties waar open vuur verboden is en waar geen pneumatische infrastructuur beschikbaar is.
De vraag naar draagbare afschuinmachines steeg in 2025 fors. Het zoekvolume naar "draagbare afschuinmachine" is tussen april en september 2025 met ongeveer 700% gestegen – van 40 zoekopdrachten per maand naar een piek van 320. Deze piek hangt samen met de versnelde bouw van LNG-terminals en de onderhoudscycli van offshoreplatforms, waarvoor apparatuur nodig is die met de bemanning meereist in plaats van in een vaste werkplaats te worden opgeslagen. De verschuiving in de vraag naar draagbare machines is gunstig voor zowel de handmatige zadelmachines van Mathey Dearman als de compacte koudmechanische gereedschappen die veldploegen in een gereedschapskist meenemen.
De groei op de Amerikaanse markt ligt iets hoger dan het wereldwijde gemiddelde. Noord-Amerika laat een samengestelde jaarlijkse groei (CAGR) van 5.2% zien tot 2033 (Reliable Market Forecast), gedreven door de uitbreiding van aardgasleidingen en programma's voor de vervanging van waterinfrastructuur in het kader van de Infrastructure Investment and Jobs Act van 2021.
Voor kopers van apparatuur wijst de trend erop dat koudmechanische gereedschappen een groter aandeel in specificaties verwerven dan vlamlasapparaten, met name wanneer documentatievereisten, werkzaamheden in een geclassificeerde atmosfeer of specifieke legeringsklassen voor pijpen deel uitmaken van de projectomvang. De kernmarkt van Mathey Dearman – de aanleg van koolstofstalen pijpleidingen in open terrein – blijft groeien in hetzelfde tempo als de algemene markt, waarbij koudmechanische gereedschappen op projectbasis terrein winnen bij aansluitingen op installaties en LNG-terminals.
Veelgestelde Vragen / FAQ
Is de Mathey Dearman afschuinmachine hetzelfde als een pijpafschuinmachine?
In de spreektaal van pijpleidingbouwers worden de termen "Mathey Dearman" en "afschuinmachine" soms door elkaar gebruikt (net zoals "Kleenex" en tissue). Voor zadelvormige autogeen pijpafschuinmachines, zoals hier beschreven, verwijzen deze twee termen naar dezelfde machine in de Noord-Amerikaanse pijpleidingbouw. Omdat de Mathey Dearman zadelvormige machine verreweg het meest gebruikte merk is in de meeste Noord-Amerikaanse pijpleidingprojecten, is zelfs de merknaam in de loop der tijd een synoniem geworden voor deze categorie. Technisch gezien kan "pijpafschuinmachine" verwijzen naar verschillende gereedschappen die worden gebruikt om een afgeschuind pijpeinde te snijden ter voorbereiding op de lasverbindingen (zoals koudmechanische gereedschappen voor binnenmontage, plasma- en plaatafschuinmachines), maar niet naar de Mathey Dearman-machine. Dus ongeacht het merk van de machine, zegt de voorman tegen de ploeg dat ze "de Mathey Dearman" moeten gebruiken wanneer ze een autogeen pijpafschuinmachine nodig hebben.
Kan een Mathey Dearman-machine in één bewerking zagen en afschuinen?
Ja; deze machine met één doorgang maakt één omloop van de toortskop rond de pijpomtrek om zowel door de pijpwanddikte te snijden als tegelijkertijd de lasnaad te vormen. De rotatiehoek van de toortskop bepaalt de hoek van de lasnaad (meestal 30-37.5-45°), waardoor we beide snijtaken in één omloop voltooien. Deze filosofie is ook beschikbaar bij EZ Pipecut met hun machines voor het maken van een afschuining in één doorgang. Omdat ze zowel het snijden als het afschuinen in één bewerkingscyclus uitvoeren, zijn de zadelmachines van Mathey Dearman over het algemeen sneller dan de snij- en afschuiningsprocessen die aparte machinegangen en handelingen tussen de stappen vereisen.
Is het bij het snijden met een Mathey Dearman-brander altijd nodig om eerst te slijpen voordat er gelast wordt?
Nee. AWS D1.1:2020 clausule 5.15.4.3 staat thermisch gesneden koolstofstalen buizen toe wanneer de oppervlakteruwheid niet meer dan 1,000 µin (25 µm) bedraagt. Een goed onderhouden Mathey Dearman zadelzaagmachine kan deze standaardconditie voor A106- of API 5L-buizen standaard produceren zonder slijpen. Slijpen is pas nodig wanneer de oppervlakteruwheid meer dan 1,000 µin bedraagt, wanneer er sleepsporen of andere beschadigingen ontstaan, of wanneer het buismateriaal/de projectspecificaties iets afwijken van de D1.1-basislijn.
Wat is het verschil tussen de Mathey Dearman zadelmachine en de bandrupsmachine?
De zadelmachine wordt rechtstreeks aan de buisdoorsnede bevestigd met behulp van stapafstandhouders of klemmen; het is niet nodig om de buis met andere onderdelen te omwikkelen. Het bereik is van 1.5″ tot 20″ buitendiameter via 3SA en MSA. De bandcrawler wordt bevestigd door middel van een flexibele roestvrijstalen band die zich om de buis met grote omtrek (10 inch tot 60 inch buitendiameter) klemt en heeft een gemotoriseerde wagen die de branderkop ronddrijft. Conventionele zadelmachines zijn beperkt door de buisdiameter; met de bandcrawler is het mogelijk om buiseinden voor te bereiden in een breder scala aan diameters.
Hoe verhoudt RESIZE koud afschuinen zich tot Mathey Dearman voor dagelijkse pijpleidingwerkzaamheden?
Voor projecten waarbij lange pijpleidingen worden aangelegd met API 5L klasse B-buizen in de open lucht (op de grond), zijn zadelmachines iets sneller in gebruik, goedkoper per snede en niet afhankelijk van elektriciteit voor de werking. Bij onderhoudsbeurten in raffinaderijen, LNG-installaties of vergelijkbare installaties, of wanneer een P11-staalsoort wordt gebruikt in combinatie met de mobiele hete werkzaamheden die waarschijnlijk zullen voorkomen, slaan koudmechanische systemen de extra inspectiestappen en de behandeling van de gevaarlijke zone (HAZ) over, en vermijden ze de arbeidskosten voor de voorbereiding van de HAZ, de warmtebehandeling voor HAZ-reductie en de vergunningseisen voor hete werkzaamheden die gepaard gaan met het thermische proces. Beide opties zijn valide; de beslissing hangt af van de materiaalkwaliteit van de buis, de risicocategorie voor de veiligheid op de locatie of de projectspecificatie, maar niet van het merk. Bekijk de bovenstaande vergelijkingstabel en Pagina voor het frezen en afschuinen van machines Voor volledige specificaties en prijzen.
Waar kan ik Mathey Dearman afschuinmachines en vervangingsonderdelen kopen?
Mathey Dearman-machines worden verkocht via geautoriseerde lasbenodigdhedenleveranciers in heel Noord-Amerika. Rigweldersupply.com heeft een complete lijn zadelmachines (MSA tot en met 3SA) en PLASMASPEED-retrofitkits met gepubliceerde prijzen. Vestigingen van Airgas en onafhankelijke lasbenodigdhedenleveranciers hebben gangbare zadelmachinemodellen op voorraad. Houd er rekening mee dat Mathey Dearman zadelmachines voornamelijk op de Noord-Amerikaanse markt verkoopt; internationale bestellingen hebben langere levertijden via de distributiekanalen van de SFE Group. Voor gebruikte machines zijn dealers van overtollig pijpleidingmateriaal en veilingen van lasbenodigdheden de meest gebruikelijke opties. Zorg ervoor dat u zoveel mogelijk stapafstandhouders en klemmen bij uw aankoop krijgt, aangezien deze onderdelen een groot deel van de waarde van de machine uitmaken en moeilijk los verkrijgbaar zijn.
Gerelateerde artikelen
- H&M pijpafschuinmachine: complete handleiding en vergelijking
- Pijpafschuinmachine: typen, specificaties en hoe u de juiste kiest
- Koopgids voor pijpafschuiners: Wat u moet weten voordat u koopt
- Wat is een afschuinmachine? Toepassingen, typen en selectiegids.
- Afschuinen versus schuin afwerken: de belangrijkste verschillen uitgelegd voor lassers









{kind=link}
{kind=link}
{kind=link}
{kind=link}