
Welding is a critical skill at the core of several industries, from construction and manufacturing to aerospace and energy. A vital part of mastering this trade is understanding the various positions—1G, 2G, 3G, 4G, 5G, and 6G—and the corresponding joint types. Each position presents unique struggles and technical challenges. This detailed research offers insight for both seasoned professionals and aspiring welders into the identification and application of these techniques, providing the foundation for a successful technical journey in welding.
Understanding Welding Positions
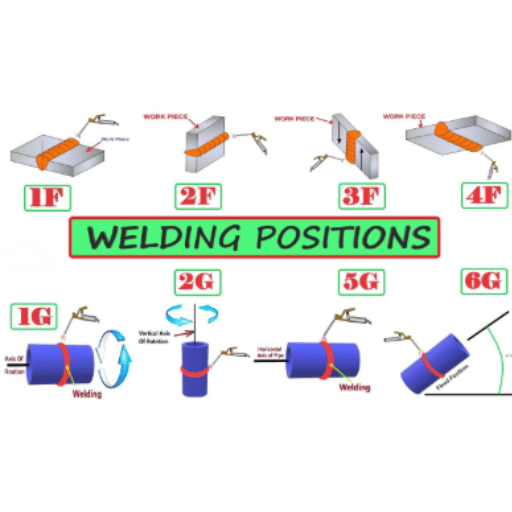
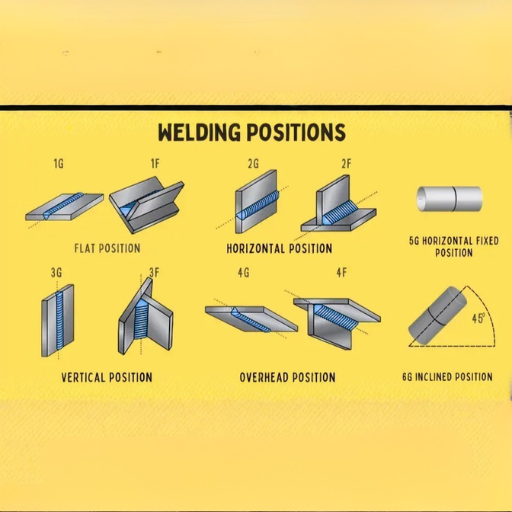
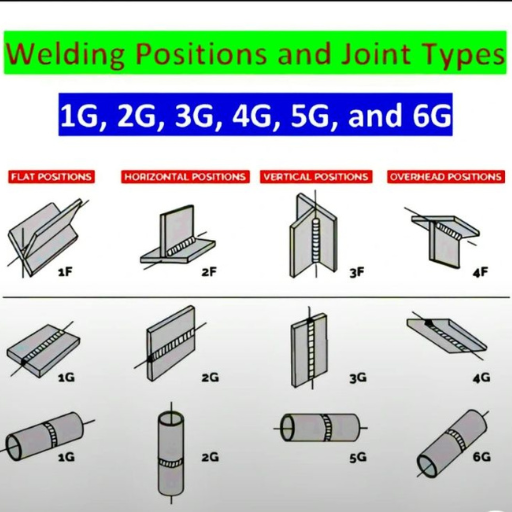
Welding positions are classified into four main categories based on the orientation of the joint and the welder’s approach. These positions include:
- •
Flat Position (1G/1F): The easiest and most common position; the joint is horizontal, and gravity aids in even weld distribution. - •
Horizontal Position (2G/2F): Performed on a vertical surface along a horizontal axis, requiring precision to avoid weld sag. - •
Vertical Position (3G/3F): The joint is aligned vertically, moving either upward (vertical up) or downward (vertical down). - •
Overhead Position (4G/4F): The most challenging position, involving surfaces above the welder, requiring extreme control to prevent drips.
Definition of Welding Positions
Welding positions are standardized spatial orientations that guarantee consistent results across applications. Beyond the four major types, positions are further categorized into Groove welds (“G”) and Fillet welds (“F”). Mastering these orientations is essential to meeting industry standards and handling intricate projects.
Importance of Welding Positions in the Industry
Proficiency in various positions ensures structural integrity and compliance with safety standards. Welders must adapt to gravity and material orientation, directly affecting the product’s longevity. This skill set is indispensable in construction, automotive, and aerospace fields, where complex designs demand stringent quality control.
Overview of Common Welding Positions
Flat Position: Straightforward and productive; welding is directed onto the upper side of the workpiece.
Horizontal Position: Applied along the horizon for groove and fillet welds; requires strict molten metal handling to prevent sagging.
Vertical Position: Difficult due to gravity; requires uphill or downhill adaptations to maintain uniformity.
Overhead Position: Requires significant skill to control the arc and prevent molten metal from dripping on the welder.
Detailed Analysis of Each Welding Position
Flat Position (1G/1F)
This is the most accessible position. The workpiece lies horizontally, allowing gravity to stabilize the weld pool. It is beneficial for hand-tool control and high-grade joints, serving as the foundation for basic metal preparation and initial training.
Horizontal Position (2G/2F)
Horizontal welding occurs on a vertical plane along a horizontal axis. Welders must compensate for gravity-induced sag. This is commonly used in structural and pipeline welding, requiring speed and volume control for a smooth bead effect.
Vertical Position (3G/3F)
This involves welding on vertical or near-vertical surfaces. Vertical up is used for thicker materials to ensure penetration, while vertical down favors thinner materials for faster progression. It is a critical skill for pressure vessels and heavy structures.
Overhead Position (4G/4F)
One of the most challenging orientations; it demands advanced techniques and precise heat control to prevent the weld pool from dripping. It is essential for maintenance, repairs, and situations where the workpiece cannot be moved.
🛠️
Plate & Pipe Specific Positions
1G: Flat position; workpiece is horizontal, welded from the top.
2G: Horizontal position on a vertical surface; fights gravity with steady hand control.
3G: Vertical plane; requires mastery of heat input to avoid undercutting.
4G: Overhead position; requires defiance of gravity to prevent metal drooping.
5G: Fixed horizontal pipe; welder moves around the pipe (vertical, horizontal, and overhead techniques combined).
6G: Advanced position; pipe fixed at a 45-degree angle. No pipe rotation is allowed, testing all-positional skills.
Mechanical Differences between Positions
Technical differences are governed by the orientation of the workpiece and the influence of gravity on the molten weld pool:
- 1G: Maximum control, little gravitational effect.
- 2G: High attention to bead penetration required.
- 3G: Significant sagging risk; requires deposition speed alterations.
- 4G: High dripping potential; requires judicious heat management.
- 5G: Requires coordination across uneven gravity pulls.
- 6G: Complex blend of challenges requiring advanced adaptability.
Effect of Gravity on Weld Pool
Gravity points molten metal downwards, which can lead to defects like porosity or lack of fusion. In overhead welds, this causes dripping, while in horizontal welds, it unbalances the pool. Welders must adjust travel speed, heat input, and electrode angles to maintain industrial integrity.
Techniques for Vertical vs. Overhead Welding
Vertical-up (upward progression) is superior for thicker materials due to greater penetration and strength. Vertical-down is suitable for thinner materials to avoid burn-through. Overhead welding requires a shorter arc length and less heat to stabilize the pool and prevent fluorescent metal drips.
Comparison of Weld Quality Across Positions
Flat and horizontal positions typically produce superior quality due to better pool control and fewer defects. Uphill and overhead positions are more difficult due to viewing restrictions and gravitational pull, requiring stringer beads or controlled weaving for proper fusion.
Certification Requirements for Welding Positions

Certification Standards
Position-Specific Testing: Proficiency must be demonstrated in 1G through 4G positions under strict supervision.
Code Compliance: Testing follows codes like AWS D1.1 (structural) or ASME Section IX (pressure vessels) for specific materials like carbon steel or aluminum.
Inspection: Involves visual checks and non-destructive tests (X-rays or bend tests).
Renewal: Periodic renewal is necessary to verify ongoing competency.
AWS and ISO Certification Standards
AWS certifications (such as D1.1) ensure welders are competent in specific orientations, joint types, and filler materials. Globally, ISO 9606 regulates welder qualification, ensuring mastery over processes and positions to deliver regulatory compliance and client satisfaction.
Skill Levels Required for Certification
Certification standards perform precise scrutiny of hands-on and theoretical ability. Candidates must satisfy tight visual and non-destructive test (NDT) criteria under controlled conditions. This ensures that the welder possesses the expertise to promote safety and quality in industrial environments.
Reference Sources
- Weld-Mart: Explanation of welding position codes and orientations.
- Red-D-Arc Blog: Details on welding positions and groove weld joint types.
- Missouri Welding Institute: Focus on the journey from 1G to 6G pipe welding.
- Lincoln Tech: Discusses challenging applications for welding students.
- Dayang Welding: Breakdown of GMAW positions through advanced 6G.
Frequently Asked Questions (FAQs)
What do 1G-6G mean in shipbuilding and pipelines?
These are position numbers referring to the orientation of the joint and the welding process itself.
What is the 1G position?
A flat welding position; the most straightforward and common starting point for beginners.
What is the 2G position?
A horizontal position where welding is done along a vertical surface.
What is the 3G position?
A vertical position where welding progresses bottom-to-top or top-to-bottom.
What is the 4G position?
An overhead position where the welder works directly above the joint.
What is the 5G position?
A horizontal fixed pipe position where the pipe cannot be rotated.
What is the 6G position?
An advanced position with the pipe at a 45-degree angle, requiring high skill and experience.









{kind=link}
{kind=link}
{kind=link}
{kind=link}