
![Beveling and Chamfering: Industrial Edge Prep Guide [2026]](https://resizeweld.com/wp-content/uploads/2026/04/0-1024x683.webp)
A reference guide for engineers, fabricators and procurement teams. Supports AWS, ASME, API and ISO specifications along with an 8-joint bevel decision matri× you won’t find on competing pages.
Quick Specs: Beveling and Chamfering
| Common bevel angle range | 15° to 75° (single side); 30°, 37.5°, 45° most prevalent in industrial weld prep |
| Common chamfer angle | 45° symmetrical (also 30° and 60° for special tool geometries) |
| Governing standards | AWS D1.1 (structural), ASME B31.3 / B16.25 (process piping), API 1104 (pipelines), ISO 9692-1 (international weld prep) |
| Cut-quality standard | ISO 9013:2017 — perpendicularity tolerance Range 1 (tightest) through Range 5 |
| Equipment angle accuracy | CNC ±0.5° · Portable electric ±1° · Pneumatic ±1-2° · Manual ±2-3° |
| Wall-thickness rule of thumb | ≤6 mm single bevel · 6-15 mm V-groove · 15-40 mm J-prep · >40 mm compound or U-groove |
| Cost penalty for poor edge prep | Up to 84% increase in weld metal usage (Reddy, 2014) |
Beveling and chamfering both remove a (typically) 90 edge by cutting an angled surface, but the two are not interchangeable. Failing to understand the difference between the two can cost you money: welders applying the wrong groove geometry can end up adding 84% more filler metal to a weld joint (Reddy, 2014), and a single confusion between bevel angle and included angle can delay an entire pipeline construction schedule by weeks.
This decision matri× combines standards, joint geometry, tool accuracy and material knowledge that is critical to fabrication shops, pipeline contractors and CNC machine shops. It’s designed as a quick reference: the decision rules and tables are to be revisited, not read once.
What’s the Difference Between Beveling and Chamfering?
Chamfer removes a sharp 90 edge. Bevel reshapes an edge. Misuse of either approach costs you weld penetration. One easy-to remember statement sums up the everyday engineering issue involved, but let’s examine the shape details behind it.
A chamfer is a symmetrical, flat cut that joins two surfaces normally executed at 45 to remove a sharp 90 corner that could be damaged or could cause injury or a fastening failure in some other way. A bevel is a sloped cut that can extend the full thickness of a plate or pipe width, and can be angled anywhere from 15 to 75 from a perpendicular angle. ISO 9692-1:2013– an international standard for weld joint preparation- optimistically considers bevel as a purely structural shape requirement, while leaving out chamfer geometry entirely as part of its edge-finishing process.
The same general purpose guides both processes: to convert a sharp 90 edge that fails in service into a controlled shape that the next step can reliably build on. While the two shapes may be used interchangeably if you plan your design accordingly, they are more often found side-by-side in shop drawings: a 45 bead chamfer ready for a bolt hole, a 30 bevel bead for the weld that’s coming after.
| Dimension | Chamfer | Bevel |
|---|---|---|
| Geometry | Flat, symmetrical, two surfaces meeting at fixed angle | Sloping edge, may be asymmetric, often through-thickness |
| Typical angle | 45° (also 30°, 60° for tooling) | 15°-75° (most often 30°, 37.5°, 45°) |
| Material removed | Small portion of edge only | Removes more material; can be the full edge length |
| Primary purpose | Safety, assembly lead-in, aesthetics, deburring | Weld joint preparation, structural fit, pipe end prep |
| Always cut? | Yes — chamfer is a machined feature | No — bevel can also be a forming feature (cast, rolled) |
| Governing standard | ASME Y14.5 dimensional notation | ISO 9692-1, AWS A2.4, ASME B16.25 (weld geometry) |
How to interpret the chart: don’t forget that every chamfer is a bevel, but not every bevel is a chamfer. Chamfering is a well-defined, small-angle, small-depth bevel used for edge finishing; beveling is a broader term that covers weld preparation, structural changes, and visual design. That difference in terminology ceases to matter when the shape reaches its final destination.
Specifying “chamfer” on a print usually places limits on the leg length (for instance, “0.5 45”). When “bevel” is called out, the dimensional restriction is on the included angle, which can be combined with a root face callout for added control. Read the feature call out before selecting the tool – the minor variation in terminology can make a difference in the final cut.
Standard Bevel Angle and Chamfer Angle Values (15°-75°)
There is no “standard” bevel angle. Required angle is dictated by the welding code in use, the qualified welding procedure (WPS), and the wall thickness. Simply cutting 37.5 on every joint because that’s “what we always do” is how prequalified work fails an inspector – not infrequently.
Bevel Angle vs Included Angle: The $50,000 Misread
Bevel angle is the angle measured on one side of the cut. Included angle is the total angle of the V-groove formed between two beveled edges, from the original sharp 90 corner to the full open prep. A 37.5 bevel angle creates a 75 included angle (37.5 2). When a drawing states “75 groove”, the intention may be either the included angle, or the bevel angle on each side. A reading error will either double or halve the prep – precisely the mistake responsible for the well-known story of a $200,000 pipeline contract rework, after the shop cut 37.5 on each side of an API 1104 joint, which called for 30 per side. Always confirm with the drawing owner: bevel angle or included angle?
| Code | Bevel angle | Tolerance | Root face | Notes |
|---|---|---|---|---|
| ASME B31.3 | Per WPS | Per WPS | Per WPS | References ASME B16.25 for end-prep geometry |
| ASME B16.25 | 37.5° | ±2.5° | 1.5 mm typical | Standard wall thickness ≤22 mm |
| AWS D1.1 CJP | 45° | ±5° | 0-3 mm | Prequalified joints, Table 3.4 |
| AWS D1.1 PJP | 30° min | ±5° | — | Partial joint penetration |
| API 1104 mainline | 30° | ±5° | 1.6 mm ±0.8 | Cross-country pipeline construction |
| API 1104 facility | 37.5° | ±2.5° | 1.6 mm ±0.8 | Tie-ins, station piping |
The 30-37.5-45 Bevel Angle Triad
Looking across the four major welding codes, three bevel angles account for 70% of all industrial weld prep:
- 30 – pipeline mainline (API 1104), partial joint penetration (AWS D1.1)
- 37.5 – process piping (ASME B16.25), pipeline tie-ins, pressure-vessel butt welds
- 45 – structural steel CJP (AWS D1.1), thin sheet welding, general fabrication
Choose from the three angles first. Only diverge when the WPS, wall thickness, or process (orbital GTAW, narrow-gap SAW) requires it.
5-Step Bevel Angle Selection Checklist
- ✔
Identify the appropriate code (AWS D1.1, ASME B31.3, API 1104, or ISO 9692-1). - ✔
Read the WPS and the print in conjunction. Verify every angle, root face, and root opening. - ✔
Identify whether the print specifies a bevel angle (one side) or an included angle (both sides combined). - ✔
Check the tolerance. ASME Section IX specifies re-qualification for groove-angle decreases exceeding 5. - ✔
Double check the bevel using a gauge after the cut – at 12, 3, 6, and 9 o’clock positions on pipe.
Weld Bevel Joint Types: 8-Joint Decision Matrix
“What bevel joint type should I use?” is an entirely different question from “what bevel angle.” The joint type – single bevel, double bevel, single V, double V, J, U, flare bevel, fillet – must be selected based on wall thickness, access, residual-stress tolerance, and required filler consumption. AWS A2.4:2020 recognizes all eight as distinct welding symbols; ISO 9692-1:2013 outlines the geometry for each across arc welding processes.
| Joint type | Geometry | Wall thickness | Typical angle | Common process | When to choose |
|---|---|---|---|---|---|
| Square (no bevel) | 90° edge, gap only | ≤3 mm | N/A | GTAW, GMAW | Thin sheet, fillet welds, low-stress joints |
| Single bevel | One side beveled | 3-12 mm | 30°-45° | SMAW, GMAW | Access from one side only |
| Single V | Both sides beveled, V-groove | 6-20 mm | 37.5° per side (75° included) | SMAW, GTAW, GMAW | General fabrication, pipe butt welds |
| Double V | V groove on both faces (X-shape) | 15-40 mm | 30°-37.5° per side | SAW, FCAW | Two-side access, lower distortion than single V |
| Single J (J-prep) | Curved root, narrow groove | 15-40 mm | 15°-25° (sidewall) | GTAW, SMAW | Reduces filler 30-40% vs single V on heavy wall |
| U-groove | Curved root, both sides | ≥25 mm | 10°-20° sidewall | SMAW, SAW, FCAW | Heavy wall, pressure vessels, lowest filler use |
| Flare bevel | Curved member meets flat or curved member | Varies | Per AWS A2.4 | GMAW, SMAW | Tube-to-plate, rebar, structural angles |
| Compound bevel | Two angles on one prep (steep + shallow) | ≥25 mm | 37.5° root + 10° sidewall | GTAW root + SMAW fill | High-pressure piping, balances access and filler |
📐 Engineering Note
Groove width is proportional to wall thickness tan(bevel angle). For a 8 mm wall and a 37.5 bevel: 8 tan(37.5) 8 0.767 6.1 mm groove width per side, 12.2 mm included. Switching to a J-prepare on the same 8 mm joint typically subtracts 30-40% of that volume, which explains why thick-wall suppliers specify J-prepare for 15+ mm walls even where access enables a V.
Does the part need to be welded or used for load-bearing applications?
If the answer is in the affirmative, then the bevel is a load bearing feature – not a finish. Joint geometry must enable the welder to reach the root, fused both side walls, and give no lack-of-fusion weld defects to fail ultrasonic or radiographic inspection. Bad edge prep is far from cosmetic; a 2014 research paper published through ResearchGate showed that poor edge prep can increase your weld metal consumption by a whopping 84%, with the secondary consequence manifesting itself in residual stress and distortion (Reddy, 2014).
For load bearing, structural joints following AWS D1.1, fillet alone is rare for over 6 mm most code-required joints need a CJP groove weld with specified bevel.
AWS D1.1 views a weld made without backing or back gouging as not prequalified. That has been pointed out by engineers on Eng-Tips several times. The seemingly small detail of dropping back gouging from a single-V joint could cause the work to move out of prequalified and into procedure qualification.
Pipe vs Plate Edge Preparation

Plate beveling runs in a straight line. Pipe beveling is circumferential, the same angle has to be maintained all around the circumference, and the ID and OD limit access. Codes separate on this basis: API 1104 deals with pipeline pipe; AWS D1.1 steel plate.
| Aspect | Plate edge prep | Pipe edge prep |
|---|---|---|
| Cut path | Straight, linear | Circumferential, continuous |
| Governing code | AWS D1.1 (structural) | API 1104 (pipeline), ASME B16.25 (process) |
| Reference angle | 45° CJP prequalified | 30° mainline / 37.5° tie-ins |
| Verification | Bevel gauge along edge length | Bevel gauge at 12, 3, 6, 9 o’clock |
| Common defect | Angle drift across length | Fish-mouth bevels, uneven circumferential angle |
| Typical equipment | Plate beveling machine, mill-and-bevel head | Pipe beveler (ID-mount or OD-mount), portable cold-cutter |
Fish mouth” bevels are the beginner pipefitter screwup – the angle wanders as the operator turns about the pipe, making the cut deep in one quadrant and shallow in another. The solution is mechanical: one can clamp an OD-mounted beveler which takes a static angle reference to the pipe wall—a lot easier than freehand grinding it. Industrial pipe beveling machines with a self-centering mandrel eliminate operator skill for large volume jobs.
For a more detailed walk-through of the equipment side (including what to look for when choosing between cold-cutting or milling models) see the pipe cutting and beveling guide.
Tools and Methods: Hand, Portable, CNC, Industrial
Different equipment options lead to differences in angle accuracy, repeatability, and cost. Each of the four tiers of the tool inventory possesses a specific accuracy envelope.
| Tier | Tool type | Angle accuracy | Edge width capacity | Indicative price | Best for |
|---|---|---|---|---|---|
| Tier 1 | Manual / handheld grinder, chamfering knife | ±2°-3° | Up to ~6 mm | $200-$1,500 | Touch-ups, repair, very small lots |
| Tier 2 | Pneumatic beveler | ±1°-2° | Up to ~15 mm | $1,000-$3,500 | Hazardous areas (no spark), confined spaces |
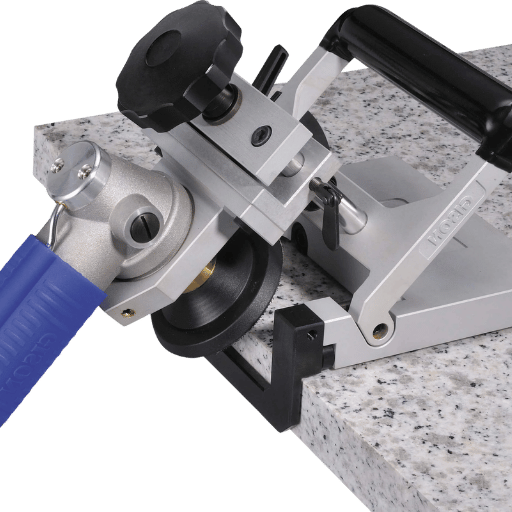
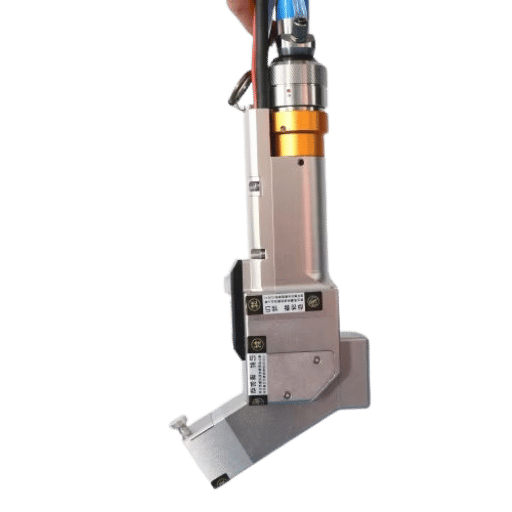
| Tier 3 | Portable electric milling beveler | ±1° | Up to ~21 mm | $2,000-$10,000 | Field work, on-site fabrication, mid-volume shops |
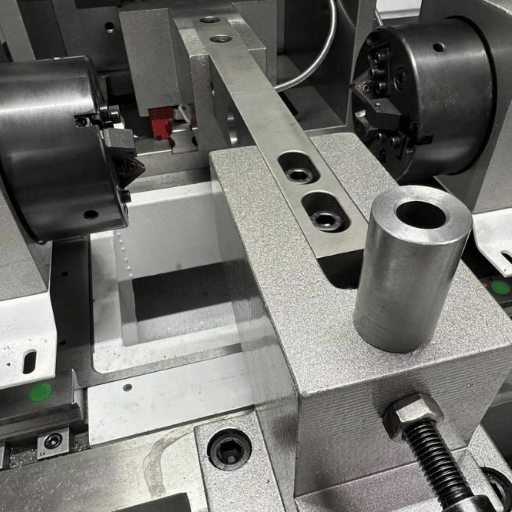
| Tier 4 | CNC industrial milling and beveling machine | ±0.5° | Up to ~35 mm (typical) | $10,000-$50,000+ | High-volume production, code-critical work, repeatable tolerances |
✔ Industrial CNC beveling
- ±0.5° repeatability across thousands of joints
- Multi-step compound bevels in one pass
- Operator skill removed from the tolerance equation
- Cycle time predictable for production planning
⚠ Industrial CNC limitations
- Capital cost; ROI requires sustained throughput
- Workpiece fixturing footprint required
- Not portable — field repairs still need handheld tools
- Programming time on small-batch orders
Breakeven for a shop choosing between a Tier 3 portable or a Tier 4 CNC: 3,000-5,000 joints/year of normal geometry. Under that, the portable electric milling beveler makes most code work; over that, the CNC pays for itself even with increased scrap. To browse other industrial beveling machine options:industrial beveling machine alternatives.
CTA decision: a quick way to scope a purchase is to take the most demanding code in the shop’s queue (usually AWS D1.1 CJP or API 1104), back-calculate the angle tolerance, and choose one tier above that. Picking the same tier as the tolerance leaves no margin for tool wear.
Compare Industrial Beveling Machines →
Material Compatibility: Steel, Stainless, Aluminum, Composites
Material does not select the bevel geometry itself – the wall thickness and welding process turn here. Material specification chooses the cutting parameters (speed, feed, lubrication) and the surface-finish criteria of acceptance. ISO 9013:2017 divides the thermal cuts into ranges 1 through 5 of the perpendicularity tolerance, with the largest tolerance allowed increasing with material thickness – 5 mm has a different maximum dimension than 50 mm.
How can you bevel a perfect edge?
“Perfect” depends on the downstream welding process. In stainless tube, a GTAW root pass needs a clean contamination-free edge with a controlled root face (2 1/2 mm 0.5 mm); in carbon steel plate a SMAW fill pass can put up with a larger root opening and more surface roughness. Match the cut to the next process – no single perfect specification gives you a better weld and a lower cost.
| Material | Preferred bevel method | Watch for | Surface-finish standard |
|---|---|---|---|
| Carbon steel | Cold cutting, plasma, oxy-fuel for thick plate | Heat-affected zone on thermal cuts >25 mm | ISO 9013 Range 2-3 |
| Stainless steel | Cold cutting (no carbon contamination) | Avoid carbon-steel grinding wheels (cross-contamination) | ISO 9013 Range 1-2; 3-A Sanitary for hygienic |
| Aluminum | Cold milling beveler with carbide cutter | Oxide layer at the edge — clean before welding | AWS D1.2 (aluminum welding code) |
| PVC / thermoplastic pipe | Hand chamfer tool, plastic-pipe beveler | Avoid heat — friction melting deforms the edge | Per pipe manufacturer’s solvent-weld spec |
| Composites (FRP, CFRP) | Diamond-tipped router, water-jet | Fiber pull-out, delamination at the edge | Per panel manufacturer spec |
Hygienic stainless pipe for food and beverage and pharmaceuticals are covered by EHEDG and 3-A Sanitary Standards. Bevel surface finish has to be fine enough to keep bacterial ‘pockets’ from holding at the weld toe – orbital is the typical downstream process, so the bevel needs to feed it cleanly.
Why Beveling and Chamfering Matter (Industrial Use Cases)

Edge preparation is structural insurance. All the really hard work happens before the arc is struck, and what you do on the plates determines if they meet code, or if in two weeks’ time you have a failed inspection. The case for accuracy is not as soft as most mill people suppose.
What is the purpose of chamfering?
Chamfering creates four very practical advantages: eliminating the sharp 90 that cuts fingers and tears gloves, providing a guiding surface so that fasteners tend to go in straight, eliminating stress concentrations at corners that would otherwise start fatigue cracks, and providing better appearance on exposed edges. In CNC, 0.5 45 is the ballpark default on through-hole screw holes – that is the assembly reason, not the aesthetic one.
Compared to chamfering, beveling benefits the welder, not the assembler. Its uses are to make sure the weld deposits go to the right places, sidewall fusion is complete and proper, and final root quality is achieved. When the wrong process substitutes the right one, the weld, though it will look OK in the end, may fail in service.
Type D Common Misconception: “Bevel Is Just for Looks”
For structural or pressure-welded work, beveling is the only thing that allows the welder to form the weld properly. An edge preparation – in the form of a technical report from Dtic on what makes a good edge – actually affects the life of a coating over a weld as well as quality of the actual weld it supports. A ‘pretty’ bevel might have failed the job years ago.
“Most shops think they understand AWS D1.1 beveling specifications. Then they fail an x-ray and go straight for the blame-shift to the welder. Fix it upstream, starting at the bevel itself.”
| Use case | Why edge prep matters | Typical industry |
|---|---|---|
| Weld preparation | Defines penetration depth and fusion quality | Shipbuilding, pressure vessels, oil & gas pipeline, structural steel |
| Assembly fit | Lead-in geometry guides parts into mating holes / sockets | Automotive, aerospace, fastener manufacturing |
| Safety burr removal | Removes sharp corners that cut hands, snag clothing, damage seals | All metal working; especially handheld products |
| Stress redistribution | Smooths transitions, reduces stress concentration at corners | Structural, automotive brake pads, gear edges |
| Sealing surface | Provides controlled bearing surface for gaskets and O-rings | Hydraulic systems, pharmaceutical / food piping (EHEDG, 3-A) |
Chamfering vs Deburring vs Filleting: Don’t Confuse the Processes

In shop talk, four edge-finishing processes are used interchangeably: chamfering, beveling, deburring, and filleting. Each of these processes does different things, and instead of being used as alternatives, they often run as a sequence.
| Process | Geometry produced | Primary purpose | Order in workflow |
|---|---|---|---|
| Bevel | Sloped edge, variable angle, often through-thickness | Weld joint preparation, structural fit | Pre-welding, defined by WPS |
| Chamfer | Flat angled cut at corner, typically 45° | Assembly lead-in, edge safety | Post-machining, before deburring |
| Deburr | Removes loose metal residue, no defined angle | Surface safety, paint adhesion, seal protection | After chamfering, last operation before assembly |
| Fillet (round) | Curved edge, defined radius | Stress relief, fluid flow, ergonomic feel | Designed in CAD; produced by tooling or post-machining |
“Chamfering is the same as deburring.” This is untrue. Chamfering creates a defined and toleranced angle, for example, 0.5 × 45°. Deburring, on the other hand, is the process of removing the residual, non-uniform, and unbounded metal that is left after machining and does not leave behind a defined geometry. While a chamfer may deburr as a side effect, specification driven work considers the two as separate operations because they are subject to different inspections.
In a more-normal CNC a typical order is: gouge-machine key the chamfer, all edges the remain edges then inspect for sharp corners using ISO 13715 edge tolerance class. Fillet only appears to be a feature of some CAD systems in that it is created from a corner radius tool while machining- not afterwards.
2025-2026 Industry Outlook: CNC Automation and Standards Evolution
The edge preparation industry is likely to be influenced by three main factors in the years 2025-2026: precision automation, adoption of portable on-site bevelers, and changes to standards. Each of these is supported by search-trend data. In the most recent U.S. Google search volume data for edge preparation, the term increased by approximately 5 times between June and September 2025. A similar increase was observed in the search volume for chamfering during the same period, indicating that procurement teams are researching potential upgrades.
Trend 1: Precision Automation Becomes the High-Volume Default
CNC milling and beveling machines that have an angle accuracy of ±0.5° are moving from high-end capital equipment to baseline standards for code-critical work. Reason is simple: Considering the ±5° tolerance bands for AWS D1.1 and ±2.5° for ASME B16.25, a CNC machine only uses 10-20% of the allowed band, leaving plenty of space for wear of the tool. In contrast, manual and pneumatic tools with an accuracy of ±2-3° wear out due to cutters becoming dull and exit tolerance quickly after the first use. They consume 40-60% of the band.
Trend 2: Portable On-Site Beveling Expands
Portable electric milling bevelers are becoming more popular in field repair of shipbuilding, pipelines, and oil and gas turnarounds. Driving this trend is measurable angle precision. While bevelers can produce edges to within one degree of compliance, oxy fuel torches followed by hand grinding will rarely produce edges to code. In most field work applications, portable electric bevelers can be used instead of spark-free pneumatic bevelers, which are still required in certain hazardous environments.
Trend 3: Standards Revision (ISO 9013:2017 and AWS A2.4:2020)
ISO 9013 revised in 2017, replacing 2002 edition, with tightened perpendicularity tolerance bands—outdated WPS references may be using these older 2002 numbers. AWS A2.4:2020 (8th edition) introduced explanatory rules-for-use for flare-groove welds which detailers previously set at their discretion. Expect inspector resistance if your shop is referencing pre-2020 weld-symbols.
What to Plan For in 2026
For shops 2026—scoping capital purchases the expedient advice is to buy at one accuracy level above the tightest code call in the queue, that is, a portable electric milling beveler at 1 as the floor and CNC at 0.5 as the ceiling – pneumatic and manual tools stay for niche work only. For shops doing mixed AWS D1.1 / ASME B16.25 work, that means that a portable cold-cutting beveler with proven 1 accuracy is the entry point, not the upgrade.
Frequently Asked Questions
Q: What is a beveled chamfer?
View Answer
Q: Is chamfering called bevelling?
View Answer
Q: When is bevelling needed versus chamfering?
View Answer
Q: What are the benefits of beveling components?
View Answer
Q: Why is high-precision chamfering so important?
View Answer
References & Sources
- AWS D1.1/D1.1M Structural Welding Code — Steel — American Welding Society
- ASME B31.3 Process Piping Code — American Society of Mechanical Engineers
- API 1104 Welding of Pipelines and Related Facilities — American Petroleum Institute
- ISO 9013:2017 Thermal cutting — Classification of thermal cuts — International Organization for Standardization
- ISO 9692-1:2013 Welding and allied processes — Types of joint preparation — International Organization for Standardization
- AWS A2.4:2020 Standard Symbols for Welding, Brazing, and Nondestructive Examination — American Welding Society
- Reddy et al., “A Study on the Effects of Joint and Edge Preparation to Produce Cost Reduction and Distortion-Free Welds” — National Welding Seminar / IIT (research paper)
- DTIC Report ADA452427: The Effect of Edge Preparation on Coating Life — U.S. Defense Technical Information Center
- TWI Job Knowledge: Welding Costs (Continued) — The Welding Institute
- European Hygienic Engineering and Design Group (EHEDG) — hygienic engineering association
- 3-A Sanitary Standards, Inc. — sanitary standards organization
- ISO 13715:2017 Edges of undefined shape — Indication and dimensioning — International Organization for Standardization
About This Industrial Edge-Prep Analysis
This guide synthesizes AWS, ASME, API, and ISO requirements with a 2014 ResearchGate study on weld-metal economics and field-tested equipment accuracy ranges from industrial beveling-machine manufacturers. The 8-joint matrix in Section 3 was compiled from cross-referencing AWS A2.4:2020, ISO 9692-1:2013, and published wall-thickness guidance — it is not lifted from any single competing source. Pricing tiers in Section 5 reflect 2025-2026 list prices for milling and beveling equipment in the U.S. and Chinese OEM markets.
Reviewed by the RESIZE engineering team — RESIZE manufactures milling and beveling machines, welding positioners, rotators, manipulators, chucks, plasma cutters, and wind-tower production lines. Engineering review draws on factory-floor commissioning data across glass, pipe, and portable beveler product lines (cutting depth 0-25 mm, angles 15°-75°, 2.8 kW power, 2,000-6,000 RPM).
Related Articles
- What Is a Beveling Machine — equipment fundamentals
- What Is the Standard for Bevelling — code references in depth
- Choosing the Right Pipe Beveling Machine — equipment selection by pipe size
- Milling and Beveling Machine — Pillar — full equipment range and specifications









{kind=link}
{kind=link}
{kind=link}
{kind=link}