
Quick Specs — Plasma Cutting Aluminum
| Plasma capacity (aluminum) | 1 mm – 6 in. (0.04″ – 152 mm) |
| Typical amperage range | 45 A (sheet) – 260 A (1+ in. plate) |
| Tolerance achievable | ±0.015″ – ±0.020″ (±0.4 – 0.5 mm) |
| Recommended plasma gas (<5 mm) | Nitrogen (N₂) plasma + N₂ or air shield |
| Recommended plasma gas (>6 mm) | N₂ plasma + water shield (N₂/H₂O) |
| Recommended plasma gas (>20 mm) | H-35 (35% H₂ / 65% Ar) plasma + N₂ shield |
| Underwater cutting | Possible with aerator + training. Never for Al-Li alloys. |
Can You Cut Aluminum with a Plasma Cutter? Yes — Here’s the Real Answer
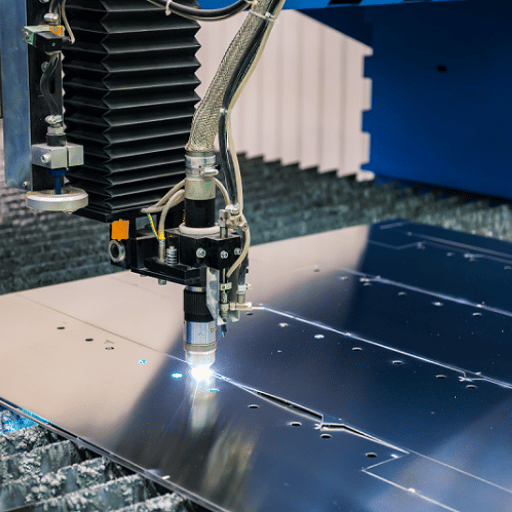
Yes. Modern powermax/forsyth style on-plate plasma delivers broad delivery range cuts on aluminum. An outdated myth that plasma doesn’t work on aluminum can be traced back to tellurian set with early-00s controls and limited choice of gases. In the last decade, Hypertherm, ESAB, Lincoln, and Miller cutters handle aluminum with cut quality that rivals laser at less than half operating cost (above in.), or waterjet in just about any alloy for about the same operating cost.
Do Plasma Cutters Actually Work on Aluminum?
Honest answer: better than most fabricators expect, with 3 provisos. First, surface finish is entirely determined by choice of shield gas: air-only plasma will leave a rough, dull, oxide-coated edge that needs rework before welding. Second, edge tolerance is looser than laser (0.015-.020″ for plasma, 0.005″ for laser, according to published industry values from the Fabricator); though plenty fine for trailers, railcars, military vehicle armor, and most weldments, seems to fall short for quite a lot of zero-precision aerospace work. Third, water-table cutting may require hydrogen mitigation systems, or aluminumlithium alloys may be destined for a real detonation.
For work on the common alloys used in trailer, marine, transit, military, automotive, and structure fabrication, such as 5052, 6061, or 5083, a plasma cutter will almost always be the right answer. Industry data identifies the overlaps with recent Resizeweld plasma cutting machine deployments from the segment to the segment cloud area. For a primer on the technology, see what is a plasma cutting machine.
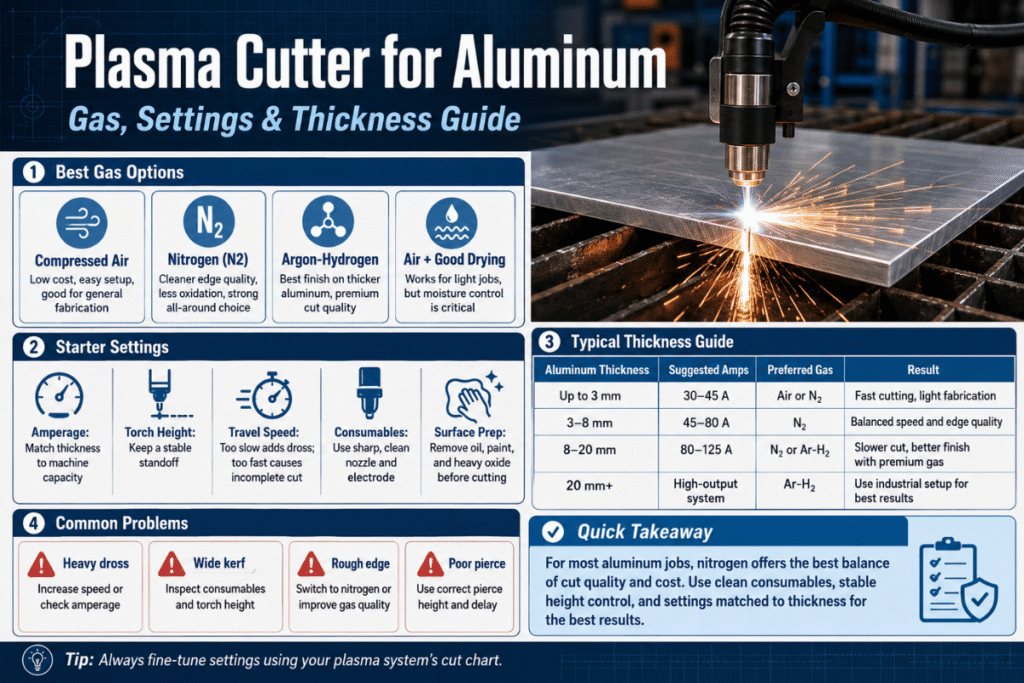
Gas Selection: Air, Nitrogen, Argon-Helium, or H-35? Decision Matrix by Thickness

Selection of the right gases makes all the difference. Use the wrong ones and you’ll leave rough oxidized ragged edges that no operator skill can improve; an unacceptable outcome. Plasma and shield. Two different gas flows every shop with chlorine free plasma needs to master. Here’s how shop managers tune them for aluminum.
What Gas Do You Use for Plasma Cutting Aluminum Sheet?
For aluminum sheet under 5 mm (about 0.2), both plasma and shield nitrogen (an N/N process) produce the clearest welds ready edges. It’s simple with a Powermax-type air plasma cutter, but smokes $30 worth of two or three nitrogen torp gaz bottles a week to save one rework hour. Worth it, says Bob Fernicola, plasma business manager at ESAB “with the proper selection of gases you can get a very nice edge on aluminum with plasma”.
| Aluminum Thickness | Plasma Gas | Shield Gas | Best For | Trade-off |
|---|---|---|---|---|
| < 5 mm (< 3/16″) | Air | Air | Lowest cost, rough work | Oxidized edge, rework before weld |
| < 5 mm (< 3/16″) | Nitrogen | Nitrogen | Cleanest edge, weld-ready | Bottled gas cost |
| 6–12 mm (¼–½″) | Nitrogen | Water (H₂O) | Smooth surface, low cost-per-foot | Requires water-shield-capable torch |
| 12–20 mm (½–¾″) | H-35 or H-2 mix | Nitrogen | High energy density, deep cut | Hydrogen-bearing gas, no water table |
| > 20 mm (> ¾″) | H-35 | Nitrogen | Heavy plate, structural | Highest gas cost, training required |
| Any (avoid) | Oxygen / F5 | — | Mild steel / stainless only | Poor finish on aluminum, do not use |
Cut charts derived from manufacturer cut-chart guidance (Hypertherm Powermax and XPR series, ESAB plasma technical bulletins).Per AWS Z49.1 Safety in Welding, Cutting, and Allied Processes, plasma cutting in any gas is required to local mechanical ventilation. For air-plasma applications, see air compressor for plasma cutter sizing guidance.
Always start with the cut chart in your machine’s owner manual for the exact thickness, then fine-tune. Manufacturer cut charts are calibrated to specific consumable sets – deviating by more than 10% from the recommended amperage will accelerate consumable wear.
Aluminum Thickness Limits: From 1 mm Sheet to 6 in. Plate
Plasma cutters are sold in amperage classes, and amperage class is what determines how thick a piece of aluminum the machine can sever. Per ASTM B209, aluminum plate is defined as flat product 0.250 (6.35 mm) and thicker; thinner stock is sheet. The thickness floor matters too – below 1 mm, plasma’s wide kerf and heat input warp the workpiece more than they cut it. Below the table, alloy choice further shifts which amperage band you actually need.
How Thick Can a 50 A Plasma Cutter Cut Aluminum?
A 45-50 A air-plasma cutter such as a Hypertherm Powermax 45 cleanly severs aluminum up to about 12 mm () and pierces up to 8 mm (5/16) under production conditions. Beyond that, the arc starts to wash out, dross becomes hard to control, and consumable life drops sharply. Production shops generally upgrade to 65 A or 85 A for routine plate work over thick.
| Amperage Class | Production Cut | Pierce Capacity | Best Aluminum Application |
|---|---|---|---|
| 45 A | Up to 12 mm (½″) | 8 mm (5/16″) | HVAC, signage, light fab |
| 65–85 A | Up to 22 mm (⅞″) | 16 mm (⅜″) | Trailers, transit, marine |
| 105–130 A | Up to 38 mm (1½″) | 25 mm (1″) | Structural, military, railcar |
| 200–260 A (X-Definition) | Up to 152 mm (6″) | 75 mm (3″) | Heavy plate, mold base |
📐 Engineering Note — Alloy Affects Amperage Calibration
5052-H32 and 6061-T6 share most cutting characteristics, but 6061’s higher thermal conductivity (167 W/mK versus 138 W/m K for 5052, per cross-referenced industry data) means heat dissipates faster from the cut zone. On a borderline thickness, 6061 may need 5-10% more amperage or a slower cut speed than 5052 to avoid an unfused edge. 5083 marine plate behaves like 5052. Always run a test cut when changing alloy on a thickness already at your machine’s limit.
Plasma Cutter Settings for Aluminum: Amperage, Speed, and Standoff

Three settings drive cut quality on aluminum: amperage, travel speed, and torch standoff height (which is set indirectly through arc voltage on automated systems). Get the relationship right and you produce a square edge with minimal dross. Get it wrong and you produce a beveled, oxidized, dross-heavy mess that needs grinding before any downstream operation.
Amperage: Run the highest amperage your thickness allows on the manufacturer cut chart. Higher amperage means faster cut, lower heat-affected zone width, and less distortion. Field practitioners report that maxing out amperage is almost always correct on automated systems – only manual cutting needs lower settings to keep up with a human’s torch travel.
Travel speed: Run at the fastest IPM/TS (speed of the spark stream beneath the workpiece relative to the torch direction) where darting sparks end ~15-30 behind the torch direction. If darting sparks shoot straight down in front of the torch or go well ahead of the torch trail, run slower-no surface dross, kerf WIDENING, and edge melt-bakingsign of too slow cut. If the arc squoints up into the nozzle, run faster- incomplete cut manual runs ~10-15 IPM (250-350 mm/min) on aluminum sheet.
CNC and cobot constantly run >100 IPM (2,500+ mm/min) on the same sheet.
Standoff and pierce height. Cutting standoff is set at about 1.5mm (0.060.) above the workpiece on the vast majority of Powermax type machines. Pierce height should be 1.5-2x the cutting height (as a rule of thumb 2.3-3.0mm pierce) to stop molten aluminum blowing back into the nozzle and eating away at the consumables.
The voltage increases with standoff on Powermax type systems. On machines with Auto Arc Voltage height control, set the target voltage and the control system ensures constant standoff even on warped or out of flat plate.
Drag-cutting (resting the nozzle on the work) is acceptable on mild steel with a drag-shield consumable: should not be used on aluminum – the soft, sticky melt jam up the nozzle lengthening consumable life by only 20-40%.
Plasma vs Laser vs Waterjet for Aluminum: When Each Wins
Selection of plasma, fiber laser, or waterjet for aluminum is a procurement decision that will impact cost-per-foot, edge quality, and capacity ceiling for the next 10 years. Each process has a niche in the broad operating envelope. The following matrix uses values cross-referenced from The Fabricator‘s Misconceptions article and current manufacturer specifications.
| Variable | Plasma | Fiber Laser | Waterjet |
|---|---|---|---|
| Max aluminum thickness | 152 mm (6″) | ~19 mm (¾″) | 200 mm (8″)+ |
| Edge tolerance | ±0.015–0.020″ | ±0.005″ | ±0.003″ |
| Cut speed (6 mm Al) | Fast | Fast | Slow |
| Cost per foot (6 mm Al) | Low | Medium | High (abrasive) |
| Heat-affected zone | Moderate | Narrow | None (cold cut) |
| Capital investment | Low | High | Medium |
Opt for plasma when cutting aluminum above in production volumes, don’t mind (or can afford) that the edge will be at .020, and your wallet can’t hack a fiber laser cell. Opt for laser if you’re processing high volumes of sheet at tight tolerances. Opt for waterjet if heat input can’t be present (heat-treated alloys close to final temper, composite-clad aluminum) or if the material is more than 6 deep.
For a further side-by-side comparison, see plasma cutting vs laser cutting and laser cutting vs plasma vs waterjet.
Cut Quality: Dross, Oxidation, and Edge Tolerance — What’s Achievable, What’s Not
Plasma cut aluminum won’t reach laser quality edge on thin sheet but it will reach weld ready quality on plate when you set gas, amps, and travel speed. In practice almost all cut defects are caused by one of four reasons. Diagnosis chart below associates each defect with root cause and fix.
Why Is My Plasma Cutter Not Cutting Aluminum Cleanly?
80-90% of cleanliness complaints are from one of four sources. Oxidized rough surface (gas problem), heavy dross (speed or amperage problem), too much bevel angle (standoff or amperage problem), or porous edge (gas or speed problem). If you look at some of the industry forum data from Practical Machinist and Miller community,dross occurs more often in thin aluminum 3/32 (2.4 mm) where the operator either runs way too low of an amperage in an attempt to “be nice” or runs way too fast in an effort to “avoid distortion”.
| Symptom | Likely Cause | Fix |
|---|---|---|
| Rough oxidized black edge | Air plasma on aluminum | Switch to N₂/N₂ or N₂/H₂O process |
| Dross weld on bottom of cut (low-speed dross) | Travel too slow or amperage too high | Increase speed 10–15% or drop amperage one band |
| Surface dross splatter (high-speed dross) | Travel too fast or amperage too low | Decrease speed 10–15% or raise amperage |
| Excessive bevel angle (one side flared) | Standoff too high (voltage too high) | Lower torch, recalibrate AVHC voltage |
| Porous, weld-incompatible edge | Hydrogen contamination or gas mix wrong for thickness | Verify gas combination per thickness chart; check shield gas purity |
| Inconsistent cut on warped plate | Fixed-height torch on uneven workpiece | Enable arc voltage height control or use cobot with sensing |
The truth is, for weld grade edges, on plate, plasma does truly run with laser on the great majority of production jobs. Aaron Brandt, Mechanized Systems engineering manager at Hypertherm, stated, “with the latest high performance plasma systems, we’re holding excellent tolerances on all thicknesses and materials of plate. Angle variation on aluminum is actually quite good, even compared to mild steel and stainless.” As far as field practice goes, that has been the experience for structural shops and transit shops over the past ten years.
Water-Table Safety: The Hydrogen Trap (and How to Avoid It)
This is the section nobody talks about until it bites you. When plasma-cutting aluminum on a water table, it can blow off hydrogen gas at rates that form explosive pockets under the work piece. Aluminum oxide (the dross particles falling into the water) chemically neutralizes oxygen from HO, leaving free hydrogen behind. The hydrogen escapes as small bubbles- mostly benign – until poorly thought through water tables fill with pockets beneath plates and in submerged chambers. When the next cut pierces the unsupported section and the arc hits the hydrogen pocket, a blast occurs.
Never plasma cut aluminum-lithium (Al-Li) with water present- not on a water table, not with water shield, not with damp floor. Al-Li is extremely reactive. Hypertherm and ESAB safety documentation is in agreement on this point.
A typical incident scenario, as documented by ESAB technical personnel: an operator loads a plate, raises the water level, cuts some parts, ends his shift. As long as the plate remains in the water, more often than not, hydrogen builds up in pockets under it. The next operator pierces the plate, the arc ignites the trapped pocket, and the explosion causes damage and serious risk of injury.
Mitigations that actually work, ranked by reliability:
- ✔
Aerator system — perforated pipe array on the bottom of the table delivers a constant compressed-air bubble curtain that prevents hydrogen pockets from forming. Lowest-cost effective control. - ✔
Bubble muffler — a torch-mounted attachment that flows air through an inner nozzle and water through an outer nozzle, agitating the surrounding water and preventing accumulation. - ✔
Water filtration with centrifugal separation (e.g., Ebbco GRS-class systems) — pumps water through nozzles, removes aluminum particles before they keep generating hydrogen, and keeps the bath agitated. - ✔
Operational discipline — never leave aluminum plates submerged overnight; lower and raise the water before cutting to disrupt accumulated bubbles; train operators on the chemistry.
Aside from hydrogen, plasma cutting in any gas mixture is a recognized fume-generation process. According to OSHA’s fact sheet on Controlling Hazardous Fume and Gases during Welding, plasma cutting is situated in the same fume control category as oxy-fuel cutting and brazing. AWS Z49.1 mandates local mechanical ventilation for plasma cutting in occupied spaces. Aluminum oxide dust fume itself is mildly irritating but not HWPS classified hazardous; if mixed metals or chrome primed or chrome plated aluminum are being cut, hexavalent chromium exposure levels are exceeded under OSHA’s existing Cr(VI) NEP. For water-table detail see CNC water table guide.
Five Misconceptions That Are Costing You Aluminum Cutting Performance
The following five myths have haunted plasma cutting since the 1980s, when gas options and machine controls were both primitive. Modern air-driven system controls have moved on; many automakers and repair shops have not. The quoted-expert calls cited below originate from The Fabricator’s industry-expert article on plasma cutting.
Misconception 1: Aluminum is a poor candidate for plasma because porosity ruins the edge
This is a gas design flaw by the system builder presented as a limit in what the technology can do. When using laser, bend wheels, oxy-fuel or plasma to cut aluminum, there is no difference as to the edge quality between plasma and laser. It is obvious that the parameters of my plasma work are now comparable or better than laser anyway but for reference I get a nice edge with a rastering standard gas mix of oxygen, nitrogen, and argon on my setup.
“With the proper selection of gases, you can get a very nice edge on aluminum with plasma”.
Misconception 2: Plasma cannot meet tight tolerances
True for machines of the 1980’s. Not true for present systems. Today’s X-Definition class plasma can easily be programmed to 0.015 0.020 on an aluminum plate- a laser-tight edge, but well within the tolerances that a trailer, military vehicle, and railcar adopter is going to find acceptable.
“In the military vehicle and railcar industries, they’re generally not looking to hold plus or minus five thousandths, and we can hold plus or minus 15 or 20 on plasma cutting, which is well within the tolerances established within those industries.”
Misconception 3: Plasma-cut aluminum leaves a hard-to-clean surface
Same gas-selection failure. With air plasma, yes, you get rough oxidized residue. With inert-gas processes (N/N or N/HO), surface finish is smooth, and the welds appear seam-on the as-cut edge with minimal prep.
Misconception 4: Laser is more cost-effective than plasma for aluminum
True on thin sheet (under about ) at high volume. False above , where laser must use high-pressure nitrogen as assist gas (no exothermic reaction available on aluminum) and operating costs rise sharply. Plasma maintains a meaningful cost-per-foot advantage on plate, plus a higher thickness limit (6 in. plasma vs ~ for fiber laser).
Misconception 5: Aluminum plasma cutting requires a specially trained operator standing watch
In modern high-end mechanized plasma systems, the standoff, motion, and pierce delay are handled with automation. One issue on the other hand, where operator attentiveness genuinely matters is water-table cutting (see the Hydrogen Trap section above) – it’s a chemical risk, not a difficulty in the cut.
“Most mechanized plasma cutting systems have controls that allow the machine to operate, maintain the proper standoff height, and control the motion of the machine automatically.”
Where Aluminum Plasma Cutting Is Heading: 2025–2030 Outlook
The market for plasma cutting machines stood at USD 811.4M in 2025. IMARC Group forecast predicts that it will continue to grow annually at a stable CAGR of 4.16-4.5%, and reach USD 2.2 billion by 2034. Industrial-rated plasma cutters are expected to grow at stronger rates as they displace fiber laser investments in automated fabrication.
There are three particular set of reasons in favor of selecting an aluminum plasma solution in 2026 or 2027. One, the vertical penetration of CNC plasma over manual is well established in the trailer, structural, and EV body fabricators; two, advanced cobot integration is quickly bringing automated plasma within reach for shops that could not previously justify a dedicated CNC. Third, premium alloy grades for EV batteries, specialty lighting, and other transit lightweight-trend components 5xxx and 6xxx that plasma is extremely well suited to- are scaled for production in the same alloys. All these combine to form a convincing investment case in fiber laser shop with persistent plate work above in. in 2026 using a plasma-on-aluminum system. See related coverage on the CNC plasma cutter capability landscape.
Frequently Asked Questions about Plasma Cutting Aluminum
Q: Can a Hypertherm Powermax 45 cut aluminum?
View Answer
Q: Can you plasma cut aluminum with air only?
View Answer
Q: What is the best plasma cutter for aluminum sheet metal?
View Answer
Q: How do I prevent dross on plasma-cut aluminum?
View Answer
Q: Can a CNC plasma cutter cut aluminum?
View Answer
About This Analysis
This reference survey combines data obtained from plasma cutting machine cut charts—Hypertherm Powermax and XPR production series, ESAB technical bulletins on plasma use, published standards of AWS Z49.1 and ASTM B209, guidance from OSHA on fume control, and quoted expert sources cited in The Fabricator— with actual production practice for all trailer, transit, and structural aluminum plate work documented with plasma.
Explore Resizeweld Plasma Cutting Machines →
References & Sources
- Controlling Hazardous Fume and Gases during Welding (OSHA FS-3647) — U.S. Occupational Safety and Health Administration
- National Emphasis Program — Hexavalent Chromium (CPL 02-02-076) — U.S. Occupational Safety and Health Administration
- AWS Z49.1 Safety in Welding, Cutting, and Allied Processes — American Welding Society
- ASTM B209 Standard Specification for Aluminum and Aluminum-Alloy Sheet and Plate — ASTM International
- Misconceptions about plasma cutting aluminum — The Fabricator
- Plasma Cutting Machine Market Size, Growth and Forecast 2026-2034 — IMARC Group
- Plasma Cutting Machines Market Outlook 2026-2030 — GlobeNewswire
Related Articles
- Plasma cutting vs laser cutting — head-to-head process comparison for sheet and plate work
- Laser cutting vs plasma vs waterjet — three-way decision framework for aluminum and steel
- CNC plasma cutter guide — what changes when you move from manual to automated cutting
- CNC plasma table guide — water tables, downdraft tables, and aluminum-safe configurations
- Air compressor for plasma cutter — sizing the air supply for production air-plasma work
- What is a plasma cutting machine — technology primer for buyers new to plasma









{kind=link}
{kind=link}
{kind=link}
{kind=link}