
Deciding on an air compressor for plasma cutter work is the first quiet, irreverent step of sizing that ultimately decides cut quality, consumable life, and shop-work-halting frequency for the next ten years. Fail to size right, and your $400 cutter will torch nozzles every week; size just right, and that same cutter will produce perfect cuts, free of excess dross, for decades. This booklet addresses CFM, PSI, tank size, air purity, brand-by-brand specifications, the industrial CNC crowd – and verified OEM specs and standards references.
Quick Specs: Compressor Sizing at a Glance
| Cutter Class | Material Range | CFM (steady) | Inlet PSI | Min Tank |
|---|---|---|---|---|
| 20–30 A handheld | 10 GA – 3/8″ steel | 4.0 – 5.0 | 75 – 90 | 20 gal |
| 45 A | Up to 1/2″ steel | 6.0 | 80 – 90 | 30 – 60 gal |
| 65 A | Up to 3/4″ steel | 6.7 | 85 – 90 | 60 gal |
| 85 A | Up to 1″ steel | 7.5 – 8.0 | 90 – 95 | 80 gal |
| 100 A+ CNC continuous | Plate fabrication | 12 – 22 | 100 – 115 | Rotary screw, no tank limit |
Numbers are Hypertherm Powermax and ESAB Cutmaster published specs. Always verify your specific machine’s manual before purchase.
Why Plasma Cutters Need Compressed Air
A plasma cutter does not melt metal. It ionizes a neutral gas into plasma, at around 40,000 degrees, then pushes that hot plasma through the nozzle at supersonic speeds to blow the melted material and slag out of the cut kerf. To be effective, enough air must be available to blow the slag out of the cut; without clean, cool, dry air, the torch rapidly wears consumables.
There are two hardware alternatives. The majority of handheld commercial plasma cutters (up to 200 amps) are designed to use an external compressor. A niche group of low-end portable plasma cutters (like the Hypertherm Powermax 30 AIR or the FIRSTESS CT2050) incorporates a small compressor pack inside the cutter and bypasses the external air circuit completely. If you only cut sheet metal and your outside jobs hover under 30 amps, the built-in path is such a low-cost solution that step one is removed from the equation. If your doing anything else, the external compressor decisions in this booklet still apply.
Knowing what plasma cutting actually does at the torch level helps clarify why air-supply quality drives so much of the cost picture. Wet, oily, or under-pressured cuts shorten nozzle and electrode life every single shift. Per ESAB’s plasma engineering article updated August 2025, even with correct amperage, poor air regulation widens the kerf, deepens the dross, and accelerates wear. The compressor is not a side accessory — it is half of the cutting system.
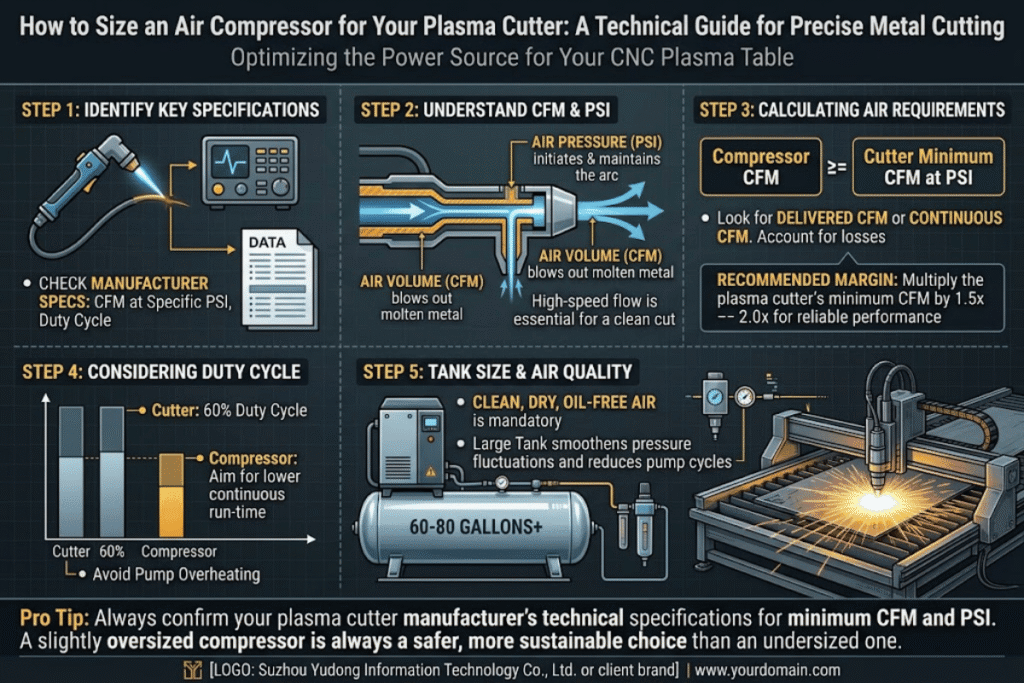
How to Size CFM by Plasma Cutter Amperage

Plasma cutter air consumption scales with amperage: more amps cut thicker material, which needs more gas velocity to clear the kerf. The classic shop guideline, written into American Torch Tip’s plasma engineering reference, is the 1.5× Consumption Rule — pick a compressor that delivers at least 1.5 times the cutter’s spec-sheet CFM. For continuous shop work or cuts longer than a minute, push that ratio up to 2.0×.
| Amperage | Spec CFM | 1.5× Sizing | 2.0× Continuous | PSI |
|---|---|---|---|---|
| 30 A | 4.5 | 6.8 | 9.0 | 75–90 |
| 45 A | 6.0 | 9.0 | 12.0 | 80–90 |
| 65 A | 6.7 | 10.1 | 13.4 | 85–90 |
| 85 A | 7.5–8.0 | 11.3 | 15.0 | 90–95 |
| 130–800 A | 12–22 | 18–33 | 24–44 | 100–115 |
How much CFM do I need to run a plasma cutter?
For a 30-amp handheld plasma cutter, plan on 4.5 CFM at 90 PSI as the manufacturer minimum, then size your compressor to deliver at least 6.8 CFM (1.5×) while still holding that 90 PSI under flow. A 50-amp unit needs roughly 6 CFM as the floor and 9 CFM for comfortable continuous work. The 1.5× rule exists because compressor output drops as the tank pressure drops during cutting — by the time the regulator sees the spec PSI, total flow has already dipped. A spec-only sized compressor will work for short test cuts but fail on a 60-second pass through 1/2-inch plate.
What size air compressor for a 50-amp plasma cutter?
Most 50-amp class cutters comfortably draw 5-7 CFM at 80-90 PSI, depending on model. ESAB Cutmaster 50+ and PrimeWeld Cut50 are both right in this range. Step up to a 60-gallon two-stage reciprocating compressor rated for 11–14 CFM at 90 PSI and you are right at the 2× headroom target without upgrading to industrial-class equipment. Avoid the 4-5 CFM pancake compressors marketed as “plasma compatible” – they meet the spec on paper but run your torch starved as soon as you hit the trigger.
A subtlety most sizing guides overlook: cutting CFM and gouging CFM are not the same number. Hypertherm’s Powermax 65 spec sheet lists 6.7 SCFM @ 85 PSI for cutting and 7.5 SCFM @ 70 PSI for gouging. If you plan to gouge, size for the higher-flow mode at the lower pressure – the same machine, two demand profiles.
Pressure Requirements: PSI, SCFM, and the Pressure-Drop Trap
Most handheld plasma units operate optimally in the 70-80 PSI air inlet range. Larger, 130-800 amp automated plasma units require 115 PSI or greater. International market specs may display MPa: 1 MPa equals 145 PSI. Hypertherm’s Powermax 45 spec recommends 80 PSI, which is approximately 0.55 MPa – 145 PSI in a different measure.
CFM and SCFM are not interchangeable. SCFM (Standard Cubic Feet per Minute) corrects for temperature, humidity, and altitude, normalizing readings to a reference state. CFM rated at altitude or in summer heat will read greater than the same air mass would at sea level on a cool day. When OEMs publish a spec, treat the number as SCFM unless explicitly labeled otherwise.
What’s the difference between CFM and SCFM for compressors?
CFM is the raw amount of volumetric flow delivered by the compressor at the actual operating conditions. SCFM is the same volumetric flow rate but corrected back to a reference standard of 14.7 PSIA, 68F, and 0% relative humidity. You may see a compressor advertised at “10 CFM” but only deliver 8.5 SCFM at 95F shop conditions at 5,000 ft elevation. When converting specs to plasma cutter air requirements, make sure the equipment’s SCFM is matched to your shop’s CFM at working PSI – never assume a compressor CFM is good enough without checking conditions.
📐 Engineering Note — Pressure Drop in Supply Lines
A 3/8″ ID air hose flowing 10 SCFM at 90 PSI will lose just over 5 PSI per 100 ft, based on the Engineering Toolbox compressed-air piping reference. Plug in quick connectors, under-sized fittings, and water-choked filters and your shop is likely to lose 8-15 PSI between the compressor gauge and the torch. American Torch Tip recommends a 3/8″ line for runs under 75 ft and 1/2″ for longer. Keep copper line and aluminum line separate – aluminum oxidizes and particles shed into your stream.
Your CFM at the tank is not your CFM at the torch. ESAB engineers put it bluntly: check pressure twice — once static (trigger off), once dynamic (during firing).
If the dynamic gauge drops more than 5 PSI under flow, you do not have a pressure problem — you have a restriction in the line. This single check separates pros from people who keep replacing perfectly good electrodes.
Tank Size and Duty Cycle: The Continuous-Use Trade-off

CFM tells you instantaneous demand. Tank size tells you how long the compressor can keep up before the motor fights to refill. Standard plasma cutter duty cycle rates are measured over a 10-minute cycle- 50% duty cycle is 5 minutes of cutting and 5 minutes of cool-down. Hypertherm Powermax 65 is 50% at 65 amps and 100% at 46 amps, demonstrating lower current means easier continuous work.
A simple sizing equation works for reciprocating compressors:
Tank gallons ≥ (CFM at torch × cut duration in minutes × 7.48) ÷ usable PSI drop
For a 50-amp cutter on 6 CFM cutting 2 minutes continuously with a 20-PSI usable pressure window, the tank should hold about 4.5 gallons of usable air. Professional shops add a 4-to-1 safety factor- that’s why the 60-gallon tank is king in our world. That equation also illustrates why a 20-gallon pancake compressor does not work long term: usable air runs out in less than 60 seconds, with no time for the motor to refill against continual demand.
For 30-gallon and smaller hobby compressors do short cutters (less than 30 seconds) with full re-pressurization between passes. Anything longer needs 60 gallons of buffer OR a 5-to-7 horsepower two-stage piston providing the necessary cycles.
Compressor Sizing Reference by CFM Class
Knowing the CFM your cutter needs leads to the next essential question-for the compressor architecture, you need to buy. CFM class tells you pump type, tank pairing, and electrical requirements.
| CFM Class @ 90 PSI | Pump Type | Tank Range | Best Cutter Match | Power |
|---|---|---|---|---|
| 5–6 CFM | Single-stage piston, oil-less | 20–30 gal | 25–30 A handheld, short cuts | 120 V / 15 A |
| 8–10 CFM | Single-stage, oil-lubricated | 30–60 gal | 30–45 A, moderate use | 120/240 V |
| 11–14 CFM | Two-stage piston, 5 HP | 60–80 gal | 45–65 A, professional shop | 240 V / 30 A |
| 15–20 CFM | Two-stage piston, 7.5 HP | 80–120 gal | 85 A handheld + light CNC | 240 V / 50 A or 3-phase |
| 22+ CFM | Rotary screw, VSD preferred | 120 gal receiver | 100 A+ CNC continuous | 208/480 V 3-phase |
For weld shops mixing plasma with grinders and other pneumatic hand tools, sum the connected-load CFM, then size the compressor appropriately. Imagine a 65-amp plasma with 8 CFM die grinder- the compressor must support combined 18 CFM- not 10.
Air Quality: The Hidden Failure Mode

Selecting CFM appropriately contributes to cut capacity. Filtering the air extends consumable life. ESAB engineers state the trade plainly: dry, filtered air produces stable ignition and clean striations; moist air produces sputter at start, porous edge finish, and inconsistent penetration. Field reports on plasmaspider.com note that as little as a few cups of accumulated water in supply lines can destroy a torch electrode in a single shift.
The industry standard reference is ISO 8573-1 for compressed air purity. Industrial CNC plasma cutters aspire to Class 1.2.2: Class 1 for solid particulate, Class 2 for water vapor, Class 2 for total oil. That corresponds with a three-stage filter assembly located near the cutter:
- ✔ Stage 1 — Particulate filter (5 µm): traps solid contaminants from compressor wear and pipe scale.
- ✔ Stage 2 — Coalescing filter (0.01 µm): captures water aerosols and oil droplets that escape the compressor separator.
- ✔ Stage 3 — Refrigerated or desiccant dryer: drops the dew point below shop ambient, preventing condensation in the supply line.
Gravity is your ally only when you set up for it. Air cools as it travels from the compressor, and condensate forms in the cooler downstream lines. Mount filtration within 6 ft of the plasma cutter inlet, with a sloped supply line draining back toward the compressor and a drip leg before the filter assembly.
Lincoln Electric’s plasma consumable guide reinforces the same point: moisture disrupts the plasma gas mixture, leading directly to electrode pitting and shortened nozzle life. Buyers’ most expensive lesson is treating moisture management as optional — consumable cost recovers a basic dryer investment in weeks.
Brand-Specific Sizing Cheat Sheet
The following specifications are taken from current OEM spec sheets. Cross check with your equipment’s manual before purchase, since ratings vary between product lines and revisions.
| Cutter | Required CFM | Inlet PSI | Recommended Tank | Notes |
|---|---|---|---|---|
| Hypertherm Powermax 30 AIR | Built-in | N/A | N/A | Integral compressor — no external air needed |
| Hypertherm Powermax 45 | 6 CFM | 80 PSI | 60 gal | Spec at cutting; size 9–12 CFM compressor |
| Hypertherm Powermax 65 | 6.7 CFM cut / 7.5 CFM gouge | 85 cut / 70 gouge | 60–80 gal | Different demand profiles per mode |
| Hypertherm Powermax 85 | 7.5–8 CFM | 90 PSI | 80 gal | Two-stage compressor recommended |
| ESAB Cutmaster 30+ | 4.5 CFM | 75 PSI | 30 gal | 40% duty cycle @ 30 A |
| ESAB Cutmaster 50+ | ~6 CFM | 75–85 PSI | 60 gal | 60% duty cycle @ 50 A |
| PrimeWeld Cut50DP / Cut60 | 5 CFM | 80 PSI | 30–60 gal | Confirm against manual; some 50DP run 4 CFM @ 70 PSI |
| YesWelder Cut55-DS Pro | 7.5 CFM | 72.5 PSI / 0.5 MPa | 60 gal | Includes built-in regulator |
“The Powermax65 has a maximum air consumption of 6.7 CFM at 90 psi. This is what it will use when cutting with a 65-amp set of consumables. Sizing a compressor to that exact spec is the single most common purchase mistake – the steady-state demand assumes no losses, which never matches a real shop.”
— Compiled from Hypertherm-published technical guidance and field reports
For higher-amperage CNC cutters, scale up: the industrial CNC plasma machine tier needs its own continuous-duty strategy, covered next.
Industrial CNC Plasma: The Continuous-Duty Compressor Strategy

A CNC plasma table cutting six hours a day is a different problem than a handheld torch in a garage. Reciprocating piston compressors are rated 50-75% duty cycle – then run, then rest, then run again. But a CNC table that fires the torch for 5 min every 6 minutes starts a piston compressor into continuous duty race condition – overwhelms power to overheat, accelerates wear, and reinforces thermal trips. Rotary screw compressors are designed explicitly for 100% duty cycle – run all day, all night.
What size air compressor for a CNC plasma table?
Industrial CNC plasma equipment for the 100 amp and up market normally demands a minimum flow of 17 CFM at 110 PSI to run reliably in continuous duty mode, according to system integrator advice garnered from compressed-air sources. A 200-amp Hypertherm system can demand just over 22 SCFM when under load. Choose a rotary screw compressor to meet the maximum simultaneous demand of the entire system- CNC plasma table, grinders, paint guns, torch height control pneumatics – with a 20% overhead and a dedicated 120-gallon receiver tank.
📐 Engineering Note — Rotary Screw vs Reciprocating Decision
Continuous CNC operation (>4 hours/day torch-on time) Rotary screw, fixed or variable speed drive (VSD), 100% duty cycle, 18+ CFM. Variable speed drive units adjust motor RPM according to demand; compare energy savings of just under 30% versus fixed-speed equipment. Intermittent CNC operation (<4 hours/day) with auxiliary receiver Two-stage reciprocating, 7.5-10 HP, 80-120 gallon tank acceptable. Under 4 hours, energy savings and price premium from rotary screw rarely make sense.
RESIZE’s industrial plasma cutting machines span the full amperage range, from CNC plasma tables for 5×10-foot plate to pipe plasma cutting systems with bevel angle control. The Common Applications for Plasma Cutting page details typical CNC configurations across automotive, aerospace, construction metal fabrication, and renewable energy fabrication — each with its own compressed-air load profile.
Two adjacent build-out decisions matter for any CNC plasma install. Post-cut beveling and milling operations often share the same compressed-air supply, which adds connected load. For cylindrical part fabrication, integrating rotary positioning systems with the cutting table requires the supply to handle simultaneous plasma and pneumatic actuator demand without pressure dips. Plan compressor capacity around industrial automation in metal fabrication as a system, not as a single tool.
Top 5 Mistakes That Kill Consumables and Cuts
Reader surveys on plasma cutting bulletin boards and data on OEM technical bulletins enumerate the five most common headaches with compressor sizing. Each one fails silently. Plasma cutter fires up; cuts come out fine, but consumable life gets worse as the days go by.
Industry practitioners commonly report buying a compressor rated 6 CFM at 90 PSI to feed a 6-CFM cutter, then watching the torch sputter under load. Tank gauges read static pressure; the torch sees dynamic pressure. Build in 1.5–2× headroom and verify dynamic flow at the torch.
The most painful lesson plasma users report is treating dry-air filtration as a future upgrade. Wet air destroys electrodes in days, not months. Install a coalescing filter and dryer before the first cut, not after the second consumable order.
Match a 20-gallon pancake compressor to a 50-amp cutter and you get good cuts for the first 30 seconds. Remaining tank pressure cannot keep up, the regulator drops below spec, and the second half of the cut shows widening kerf and dross. Tank size matters as much as CFM rating for short-cycle work.
Running 110 PSI on a cutter rated for 80 PSI does not produce better cuts — it accelerates internal valve wear and produces excessive bevel from arc broadening. Set the regulator to the manufacturer’s spec, then verify under load. ESAB documents wider kerf and rapid nozzle wear at 95 PSI on a Cutmaster 50+ rated for 75 PSI.
Run a 65-amp CNC plasma table on a single-stage piston compressor and you will trip its thermal protection within an hour of continuous cutting. Tank still has air, but the motor is overheating from never resting. CNC continuous duty needs a rotary screw or, at minimum, a heavily oversized two-stage reciprocating with a 120-gallon receiver.
Industry Outlook: What’s Changing in 2026

DataForSEO search trend data shows the query “air compressor for plasma cutter” rising 33% from April–June 2025 to July–September 2025, indicating broader DIY metalworking adoption and growing buyer awareness of sizing as a purchase factor. Three trends are worth factoring into a 2026 compressor purchase.
Variable Speed Drive (VSD) rotary screw adoption. VSD units modulate motor speed to match demand instead of running fixed-speed and dumping excess to a tank. Compressed-air industry data points to 20–30% energy savings versus fixed-speed equivalents on variable-load applications — exactly the demand profile of intermittent CNC plasma cutting. For shops with electricity costs above $0.10/kWh, VSD payback often falls inside 3 years.
Newer built-in compressor cutters pushing upmarket. Hypertherm’s Powermax 30 AIR showcased this integral-compressor design at the 30-amp level; new players are already taking the integral-compressor design toward the50- and 60-amp ratings, especially in the Asia-Pacific region. For customers under 65 amps, the integral compressor option will further remove external sizing altogether.
IoT pressure monitoring on shop-floor compressors. Predictive monitoring of inlet PSI and dewpoint on shop equipment lets consumable replacement be scheduled before quality degrades. Some dozen-odd mid-market rotary screw compressor makers rolled out cellular- or local-network telemetry during 2024-2025.
Shipping a new commercial compressor and specifying this feature has become table stakes for shops running 100+ amp CNC plasma.
What to do about this: if you’re buying a compressor in 2026 for a 5-year horizon, lean toward VSD+rotary screw + IoT-ready integration rather than peak-CFM specs. The specs are in line with your current cutter, but the VSD and monitoring change the way the compressor accommodates your future cutter, future shop design and the next bump up in consumable cost.
Frequently Asked Questions

Q: Can you run a plasma cutter off any air compressor?
View Answer
Q: Does plasma cutting require compressed air, or are there alternatives?
View Answer
Q: What is the smallest air compressor that will run a plasma cutter?
View Answer
Q: How many gallons should the air compressor tank be?
View Answer
Q: Should I use a standard MIG regulator on my plasma cutter?
View Answer
Q: Does plasma cutting produce hexavalent chromium?
View Answer
Q: Does compressor-side air filtration protect against plasma fumes?
View Answer
About This Sizing Guide
This guide takes specific CFM & PSI numbers from current Hypertherm Powermax and ESAB Cutmaster spec sheets, checked against ISO 8573-1 reference tables for air quality and the OSHA 29 CFR 1910.242 compressed-air safety standard. Forum-sourced troubleshooting patterns — moisture damage, dynamic-PSI gaps, undersized-tank failures — are paraphrased from observations across multiple plasma cutting communities. Reviewed by the RESIZE engineering team based on industrial fabrication plasma machine integration projects.
References & Sources
- OSHA 29 CFR 1910.242 — Compressed Air Safety — Occupational Safety and Health Administration
- OSHA Hexavalent Chromium Standard — Occupational Safety and Health Administration
- Occupational Exposure to Hexavalent Chromium (2013-128) — National Institute for Occupational Safety and Health (NIOSH/CDC)
- How Air Pressure Affects Plasma Cut Quality — ESAB University Engineering Documentation
- Hypertherm Powermax65 Plasma Cutting Machine Specifications — Hypertherm Technical Documentation
- Compressed Air Piping — Pressure Loss Diagrams — Engineering Toolbox
- Air Quality Standards: ISO 8573-1 and ISO 12500 — Compressed Air Best Practices
Related Articles
- What Is a Plasma Cutting Machine — Working Principle and Components
- Compare Plasma to Laser Cutting — Method, Cost, and Quality
- Laser vs Plasma vs Waterjet — Which Cutting Method Wins
- Browse RESIZE Industrial Plasma Cutting Machines
- Types of Welding Compared — Selection Context for Fabrication Shops









{kind=link}
{kind=link}
{kind=link}
{kind=link}