
![RIDGID B-500 Pipe Beveler Review: Specs, Pricing & Best Alternatives [2026]](https://resizeweld.com/wp-content/uploads/2026/05/0-4-1024x683.webp)
Quick Specs — RIDGID B-500 At a Glance
| Specification | Value |
|---|---|
| Catalog Number | 49298 |
| Minimum Pipe Size | 4″ OD and larger (also handles flat plate) |
| Wall Thickness Range | 0.188″ – 0.500″ (4.8 mm – 12.7 mm) |
| Standard Bevel Angle | 37.5° |
| Optional Angles | 30° and 45° (insert change required) |
| Motor Speed | 950 RPM |
| Cutter Inserts | 6 indexable carbide inserts |
| Advertised Bevel Time | 45 seconds* |
| Weight | 56.5 lbs (25.6 kg) |
| Power Supply | 120V, single phase |
| List Price (approx.) | $4,885 |
| User Rating | 3.8 / 5 (6 reviews, 67% recommend) |
*Bevel time of 45 seconds on 10-inch Schedule 40 carbon steel pipe. Times vary by pipe size, wall thickness, material and insert condition.
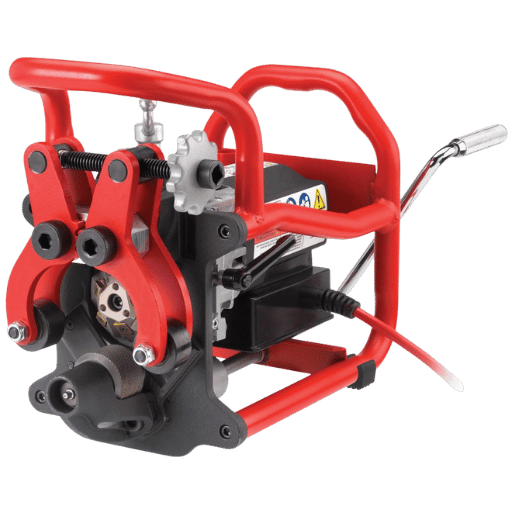
Unlike most portable pipe beveling, the B-500 has a clamp that sits on the outside of the pipe as opposed to inside. Mount it on the pipe, select the application angle, and the 950 RPM motor runs the cutter head around the pipe – no grinding wheel, no open flame. The process chips material away instead of sparks, which is especially important when hot-work is hard to come by.
For more information comparing all of the process options (internal-clamp ID mills, hand-held grinders, etc.) see our article on what a beveling machine is.
What Is the RIDGID B-500 and How Does It Work?
The B-500 is an electrically powered, OD-mounted, portable beveling machine. It is different from the more common alternatives: manual saddle pipe beveling (which run on oxy-fuel or plasma torch), and internal-clamp ID bevelers (which must attach inside the pipe bore).
It is straightforward to set up. You clamp it onto the outside diameter of the pipe, put the six indexable carbide inserts at the desired angle, and turn on the 120V motor. The cutter head turns at 950 RPM, shaving material from the pipe end in one pass. Because it is a purely mechanical cut – no heat source involved – the heat-affected zone stays minimal and the bevel length stays accurate. A 37.5 V bevel comes off the machine flat and consistent, within ASME B16.25 specifications for pressure pipe passage.
The design advantage over torch-based saddle machines is consistency. Torch beveling is incredibly sensitive to torch travel rate and torch angle – factors that vary considerably from operator to operator, lot to lot. The B-500 maintains a constant cutter angle and position. It doesn’t change from the first bevel to the hundredth.
Some setup realities bear mentioning. The OD clamp design requires access to the pipe end – precluding in-line cuts on installed pipe unless the pipe is cut first. At 56.5 lbs, it is portable, but some larger pipe diameters may require two operators in the field for the setup. The 120V power requirement may be an issue unless you bring your own generator – pneumatic tools run off a compressor.
What pipe sizes does the B-500 actually handle?
The manufacturer spec says “4 inches and larger, including flat plate.” The limiting factor is not diameter – it is wall thickness. The B-500 handles walls from 0.188 inches to 0.500 inches. The range covers standard (Std), extra-strong (XS), and a portion of 80-schedule pipe on most common sizes.
The limit is important. Six-inch Schedule 160 pipe has a wall thickness of 0.718 inches – 44% beyond the B-500’s maximum. Eight-inch Schedule 120 runs 0.719 inches. If you qualify wall thickness for your work on pressure vessel nozzles, high-pressure steam headers, or thick-wall structural pipe, check it first before relying on the B-500 to cover the applicaiton. It won’t.
For help matching machine capacity to your pipe schedule, see our pipe cutting and beveling machine selection guide.
Performance: What Real Users Report
The RIDGID B-500 has a 3.8-out-of-5 star rating from six reviews published so far, with 67% of reviewers recommending the tool. The six reviews are statistically insignificant as a sample, but the narrative clusters strongly enough for a purchase recommendation.
Speed is the most common praise, usually from users who run their machine on standard-wall carbon steel pipe somewhere in the 6- to 12-inch range. Fast cycle times are corroborated by users running the tool on 4.5-inch angle grinders with bevel times of 3 to 8 minutes based on pipe diameter, welder experience, and other variables. For a high-volume shop, saving time is often enough to justify a purchase.
Two of the six published reviews mention motor failure – a 33% motor failure rate in that small sample. That is not enough information for statistical confidence, but it is enough to raise concerns before fitting a $4,885 tool into a daily-production line.
| Strength | Limitation |
|---|---|
| Fast cycle time on standard-wall pipe | Motor failure reported in 2 of 6 reviews |
| No open flame — works where hot-work permits are restricted | Wall thickness capped at 0.500″ — excludes heavy schedules |
| Consistent bevel angle — no operator drift between passes | Only 3 angle options without swapping inserts |
| Chip removal only — no grinding dust or sparks | 56.5 lbs — not a true one-person portable tool |
| Clean prep for automated or orbital welding follow-up | 4″ minimum pipe size — cannot handle small-bore pipe |
For perspective on how bevel quality is rated and what dimensional tolerances are assigned to weld prep, see our article on beveling and chamfering standards.
RIDGID B-500 vs. Top Alternatives: Side-by-Side Comparison
The B-500 has a dedicated market niche: electric, OD-clamped, portable, single-operator beveling of 4-inch-and-larger pipe that is standard or extra-strong wall thickness. Here is how it stacks against four other machines that buyers usually consider in the same category.
| Tool | Mechanism | Pipe Range | Max Wall | Angles | Weight | Price (USD) |
|---|---|---|---|---|---|---|
| RIDGID B-500 | Electric OD-clamp | 4″+ OD | 0.500″ | 30°, 37.5°, 45° | 56.5 lbs | ~$4,885 |
| H&M HM02 | Manual saddle (torch) | 6″–12″ OD | Any (torch) | Adjustable | ~20 lbs | $2,848 |
| Mathey Dearman 2SA | Manual saddle (torch) | 6″–12″ OD | Any (torch) | Adjustable | ~18 lbs | $2,495 |
| ESCO Mini MILLHOG | Electric ID-clamp | 1.25″–6.6″ OD | Heavy wall | Any degree | N/A | Quote |
| RESIZE Milling & Beveling | Electric motor-driven | 0.5″–24″ ID | 12″+ wall capable | Any degree | Model-dependent | from $1,565 |
Several differences are notable in that comparison. The H&M and Mathey Dearman saddle machines operate off oxyfuel or plasma torches and do not spin cutters. They are lighter, less costly, but require a gas supply or plasma power, and belong to a different hot-work safety category. Their finished bevels do not depend on the operator, but are a function of torch cut quality. Electric tools achieve a constant degree of precision even in certified structural or pressure weld work for nuclear, offshore, or high-pressure applications.
ESCO Tool’s MILLHOG line is the industrial standard electric ID-clamp beveling machine. ESCO has produced beveling tools since 1954 – their product line extends from 0.5-inch ID up to 36-inch OD. The Mini MILLHOG takes care of small-bore pipe that the B-500 cannot reach. The Dictator MILLHOG takes care of pipe all the way up to 18-inch Schedule 160 – well beyond the B-500’s 0.500-inch wall limitation. ESCO pricing is quote-based through distributors, not made public, and sits in the industrial equipment pricespectrum.
For shops that require a single machine covering a broad range – or that regularly encounter heavy-wall, large-diameter pipe – the RESIZE milling and beveling machine line covers pipe 0.5-inch through 24-inch ID in multiple configurations. For a more detailed look at types of machines and how they facilitate different applications, check out our pipe beveling machine guide.
Is the RIDGID Worth $4,885? Price-to-Performance Analysis

For high-volume shops, the calculus often favors the investment. A welder running a 4.5-inch angle grinder generally takes 3 to 5 minutes to prep a typical 6-inch carbon steel pipe end. The B-500’s nominal 45-second cycle time on 10-inch Sch40 suggests 30 to 45 seconds is a reasonable expectation on smaller, lighter-wall pipe. At a fully-loaded labor rate of $75/hr, that 3-minute difference equates to approximately $3.75 saved per bevel. A shop processing 20 bevels a day hits payback for the $4,885 machine cost in about 65 working days.
That calculus vanishes if the motor croaks. Replacing or repairing on a premium tool quickly undermines the ROI, and the distribution of motor failures in unscientific reviews would lead you to believe it is not insignificant. For manufacturing environments operating the machine 8 hours a day, motor duty cycle becomes more important than it is for unscheduled shop applications.
The 0.500-inch wall restriction presents another hidden expense in mixed shops. If 20% of your jobs need something heavier, you will require two machines, not one – it is an absolute necessity. Owning a $4,885 beveler that is unused on heavy-wall days costs you serious money.
The B-500 is justifiable for buyers whose pipe range and wall thickness falls squarely within its parameters and who do not need to bevel above typical weight. For buyers whose job mix includes regular heavy-wall, stainless, or large-diameter pipe, a machine with broader capacity will deliver better per-bevel economics across the full workload.
For a broader discussion of why beveling machines are important to weld quality and production economics, see our guide to the function of beveling machines in production welding.
How to Choose a Portable Pipe Beveler: The 4-Decision Framework
Most beveler purchasing errors result from optimizing for one factor – most often price – while neglecting three others. This questionnaire addresses those four facets before you buy.
Decision 1: What pipe sizes do you need to bevel?
If your work runs at 4″ and above in standard or extra-strong schedules, the B-500 covers the pipe range. If you are routinely beveling 2″ or 3″ pipe – typical of process piping, instrumentation lines and chemical plant work – the B-500’s 4″ minimum leaves you a gap that you will need another tool to fill. ID-clamp tools like the ESCO Mini MILLHOG or RESIZE small-bore tools cover pipe from under 1″ OD up. Purchasing the B-500 for a mixed-bore shop with no other machine to handle small pipe means grinding by hand – defeating the reason you purchased the machine in the first place, in terms of speed of production.
Decision 2: Shop installation or field portable?
At 56.5 lbs (25.7kg), the B-500 is portable in that you can transport it wherever you need to go – but not in that one person can carry it up the ladder, through the confined space entry, etc. For real field portability (scaffold work, platform work, etc.) lighter manual saddle or pneumatic beveling machines are typically better suited. For shop use with a fixed work area and easy access to 120V power, the weight becomes irrelevant. Be hard on yourself in honestly specifying where the machine will be used before portable enters into your justification.
Decision 3: What wall thickness governs your work?
This is the question often overlooked. wall thickness is driven by both machine selection and the welding code to be followed. The B-500’s 0.500″ (12.7 mm) maximum easily covers standard through extra-strong wall on the majority of common pipe sizes. Pressure vessel nozzles, reactor piping and high pressure steam headers routinely go beyond. 6-inch Schedule 160 pipe has a 0.718-inch wall – 44% beyond the B-500’s rated limit. Know where you will draw on heavy wall work before you select a machine for your pipe or vessel fabrication shop.
Decision 4: Which welding code governs the work?
Bevel angle is a code requirement, not a preference. ASME B16.25 (pressure piping butt welds) specifies 37.5° for wall up to 22.5 mm — the B-500’s standard angle, no modification needed. API 1104 (oil and gas transmission pipelines) uses 30° as the standard groove angle. AWS D1.1 (structural steel) varies by joint configuration. If your contract calls for 30° and you bought the B-500 expecting its standard 37.5° setup to cover it, you need the optional insert set — available, but not included in the base price. Know the code requirement before you configure the machine.
See our article on welding beveling standards for a full detailed breakdown of beveling standards by code
Pipe Beveling Standards: ASME B16.25, API 1104 & AWS D1.1
In certified welding applications, bevel angle is not discretionary — it is a code requirement. Here are the four standards that govern most pipe welding in North America and internationally.
| Standard | Application | Bevel Angle | Root Face | Notes |
|---|---|---|---|---|
| ASME B16.25 | Pressure piping butt welds | 37.5° ± 2.0° | 1/16″ ± 1/32″ | For wall ≤22.5 mm (0.88″). Wall >22.5 mm requires J-groove at 19° ± 4° |
| API 1104 | Oil & gas transmission pipelines | 30° (standard groove) | Varies | Lower angle reduces filler metal on large-diameter pipeline butt welds |
| AWS D1.1 | Structural steel welding | Varies by joint | Varies | Multiple groove profiles — single V, double V, and J-groove depending on section thickness |
| ISO 9692-1:2013 | International fusion welding | Typically 35°–37.5° | Per drawing | Common in European and international project specifications; governs weld joint preparation for steel |
When should you use a J-groove prep instead of a standard V-bevel?
ASME B16.25 indicates the use of the J-groove bevel at wall thickness over 22.5 mm (around 7/8 inch). The J-groove machining uses a 22 included angle with a curved root radius in place of the flat V. The result: 30 to 50% less filler metal than is needed to fill a standard V-bevel at the same thickness, which translates to a very significant cost savings when using stainless steel, duplex steels or other high alloy materials to weld with.
In brief, the critical limitation:
J-groove prep requires a precision machine. An angle grinder cannot produce a uniform J-profile. The RIDGID B-500 does not support J-groove geometry — V-bevel only, three fixed angles. For J-groove on thick-wall pipe, you need an ID-clamp lathe-type beveling machine or a CNC weld-prep system.
For a complete breakdown of bevel types from single V through compound J-groove, see our complete guide to pipe cutting and beveling machines.
Future of Pipe Beveling: CNC, Automation & the 2025–2026 Outlook
The portable beveler market has been structurally stable for decades, but two segments are shifting more quickly than the others.
CNC weld-prep machines are moving into mid-tier fabrication shops that previously relied on manual or semi-automatic electric bevelers. CNC-controlled beveling supports programmed compound angles, J-groove profiles, and automatic feed—features that fixed-angle portable tools like the B-500 cannot imitate. For shops machining stainless, duplex, or nickel-alloy pipe where accuracy is key and weld rework costly, the cost analysis increasingly favors the higher initial price tag of CNC.
Orbital cutting and beveling systems that complete the cut and bevel prep in one pass are gaining ground in pipeline construction and offshore maintenance. These systems completely do away with the cut-before-bevel workflow and are typically cold cutting systems—no open flame—addressing hot-work-permit issues that torch-fitted saddle machines cannot.
Automation integration is driving demand for beveling equipment that can connect with robotic welding cells and automated pipe handling. The B-500 is not automation-ready — it is a manually operated stand-alone tool. Equipment designed for automated line production demands different drive systems and control interfaces.
For fabricators choosing equipment now, the question is not simply what you need today; it is what process flexibility you will require in three to five years. The RESIZE milling and beveling machine line covers pipe from small-bore through 24-inch ID and provides configurations both suitable for existing production and the angle flexibility that automated beveling needs.
Frequently Asked Questions
- What is the RIDGID B-500 pipe beveler used for?
- The RIDGID B-500 is a portable electric pipe beveling machine used to prepare pipe ends for butt welding. It produces a V-groove bevel — standard 37.5°, optional 30° or 45° via insert change — on pipe 4 inches and larger with wall thickness up to 0.500 inches. It is used primarily by plumbing contractors, mechanical shops, and general fabricators working with standard and extra-strong schedule carbon steel pipe. It is not designed for small-bore pipe under 4 inches, heavy-wall schedules above 0.500 inches, or J-groove profiles.
- Can the RIDGID B-500 bevel stainless steel pipe?
- Above the recommended wall thickness, the manufacturer specification is for stainless steel. One cannot be certain that the B-500 will be up to the job. Work-hardening in stainless is more aggressive than in carbon steel by a factor of 1.5 to 2.0 while work-hardening rates increase the insert wear rate and may drive cycle times in excess of the published 45 seconds, especially on high alloy steels. For offhand applications of any regular stainless fabrication – especially duplex or other high-sulphur index grades – we typically recommend ID-clamp machines with rigid vibration damped clamping for optimum results in surface finish and bev geometry reproducibility. Confirm insert availability and expected wear rates before designating the B-500 as your primary stainless prep tool.
- What is the pipe size range for the RIDGID B-500?
- The B-500 is good for 4 inches and above including flat plate. The practical limitation for large size is not the pipe bore diameter – it is wall thickness. The machine will cut walls from 0.188 inch to 0.500 inch. That limits practical use to the very large-diameter pipe of standard or extra-strong schedule, while excluding heavy-schedule pipe. Six-inch Schedule 160 (0.718 inch wall) and eight-inch Schedule 120 (0.719 inch wall) pipe both exceed the rated wall thickness rating of the tool. Reference wall thickness, not just pipe diameter, when matching the B-500 to a project.
- How long does it take to bevel a pipe with the B-500?
- The published B-500 cycle time is 45 seconds. On the general subject, the footnote adds that this cycle time is appropriate for 10-inch Schedule 40 carbon steel pipe. Based on a rough calculation, actual beveling cycle times for any given size pipe will be a function of wall thickness, pilot material alloy, and insert sharpness. Smaller pipe, thinner walls is faster, as is pipe well below the machine’s 0.500 inch wall thickness threshold. Pipe close to the upper limit range will be slower and place more amperage load on the motor. Insert wear down is a variable that is usually underestimated by operators – dull inserts will slow cycle time and adversely affect bevel finish quality. Use the 45 seconds as the optimal scenario number, rather than a guaranteed cycle time across all projects.
- What is the difference between a pipe beveler and a pipe chamfer tool?
- A pipe beveler makes a weld prep bevel – a V-groove or J-groove with the dimensional characteristics specified by any welding code covering the project (ASME, API, AWS). A pipe chamfer tool removes the extreme edge condition of the pipe end, usually at an angle of 15 to 20 for fit-up, deburring or push-fit joint prep. Compared with a weld prepd bevel, chamfer tools are more portable, lighter and less costly, but cannot provide the profile and dimensional tolerances required by a welding code. When certification comes into play, you need a beveling machine – not a chamfer tool. Read our article on beveling and chamfering to see the complete comparison.
- Which pipe beveling tool is best for heavy-wall pipe?
- For wall thickness greater than 0.500 inches the RIDGID B-500 is not rated for heavy duty applications. Heavy-wall pipe – Schedule 160, double-extra-strong (XXS),pressure pipe for vessels and constrictions – is a different tool demanding far greater forcing capability, hefty rigidity, stiff setup and more capable machinery. Typical tools are electric ID-clamp machines (ESCO MILLHOG series, RESIZE heavy models). For thick-wall pipe requiring a J-groove prep (a condition triggered by ASME B16.25 at wall thickness greater than 22.5 mm) the appropriate machining process is a lathe type ID beveling machine or CNC weld bevel prep system. See the RESIZE beveling machine range for specs across models covering heavy-wall and large-diameter pipe.
Who Should Buy the RIDGID B-500 — and Who Should Not
The RIDGID B-500 is a good fit for a specific buyer: a mechanical contractor or fabrication shop working primarily with 4-inch-and-larger standard or extra-strong carbon steel pipe, operating where spark-free work is required, and running enough bevels per day to justify the $4,885 price over manual grinding. In that application, it lives up to its core promise.
It is the wrong tool for buyers who regularly work with pipe above ½-inch wall thickness, need small-bore capability under 4 inches, require J-groove prep, or need a machine that integrates with automated production lines. The motor reliability pattern in published reviews is also worth factoring in before committing to daily production use.
If your pipe range, wall thickness requirements, or production volume has outgrown what a single-angle portable beveler can handle, it is worth reviewing machines built for broader applications. The RESIZE milling and beveling machine line covers pipe from 0.5-inch ID through 24-inch ID across configurations designed for heavy-wall, large-diameter, multi-angle, and production-environment requirements.
Related resources: Pipe beveling machine types and applications | Welding positioners | Welding rotators









{kind=link}
{kind=link}
{kind=link}
{kind=link}