
Gas Metal Arc Welding, familiarly known as GMAW, is one of the most versatile and in-demand welding processes in modern manufacturing and fabrication industries. Operating under the aliases of Metal Inert Gas (MIG) welding or Metal Active Gas (MAG) welding, this technique has revolutionized how welders handle precision, speed, and efficiency.
What sets GMAW apart from other welding techniques is its complex orchestration of shielding gas, wire feeding, and arc control to deliver strong and reliable welds. This review of the essential concepts of GMAW provides a thorough insight into its applications, advantages, and critical technical considerations. Whether you are a professional welder with ample experience or new to the industry, this guide offers the perfect background for understanding the dominance of GMAW as a primary welding process.
Key Takeaway
GMAW is a highly efficient, semi-automatic or automatic process favored for its high deposition rates and versatility across multiple metal types, significantly reducing production time and post-weld cleanup.
Introduction to Gas Metal Arc Welding (GMAW)

Gas Metal Arc Welding (GMAW), known to many as MIG welding, is a flexible and efficient process that uses a continuous wire electrode and a shielding gas to melt and join metal. The arc generated between the electrode and the workpiece melts both components to create a durable weld. GMAW is extensively used due to its simple operation, higher deposition rates, and adaptability to different materials such as steel, aluminum, and stainless steel. It is a staple in the automotive, construction, and manufacturing industries, where efficiency and accuracy are paramount.
What is Gas Metal Arc Welding?
Gas Metal Arc Welding (GMAW) is a process that produces high-quality, efficient welds using a continuous wire electrode, a power source, and shielding gas. Attractive features include its automation options, low spatter characteristics, and flexibility in welding different thicknesses and types of metals. This method is prominently used in high-production environments because of its high-speed characteristics, ease of mechanization, and ability to produce strong welds with minimal post-weld cleanup.
Overview of MIG and MAG Welding
MIG welding and MAG welding belong to the same category of GMAW, differing primarily in their choice of shielding gases. In MIG welding, inert gases such as argon or helium are used because they do not interact chemically with the weld pool, making them ideal for non-ferrous metals like aluminum and copper. Meanwhile, MAG welding utilizes active gases—such as carbon dioxide or specialized gas mixtures—which assist in arc stability, making the process excellent for ferrous materials like mild and stainless steel. Both techniques are industry standards for generating quality welds across a variety of applications.
💡
Pro Tip
When switching from MIG (Inert) to MAG (Active) gas, remember to re-calibrate your voltage settings, as active gases like CO2 require higher voltages to maintain a stable arc compared to pure Argon.
History and Development of GMAW
The GMAW process originated in the early 1940s to meet the demand for faster, more efficient welding techniques in manufacturing. Initially, GMAW employed continuous solid wire electrodes shielded by inert gases like argon or helium, primarily for welding aluminum and non-ferrous alloys. While high gas prices initially limited its use, the introduction of carbon dioxide as a supplementary shielding gas in the mid-1950s (MAG welding) enhanced its popularity by significantly lowering costs. Today, GMAW continues to evolve through advancements in equipment, wire formulations, and gas mixtures, making it an invaluable asset for precision and high-speed fabrication.
The GMAW Process

GMA welding involves feeding a continuous electrode wire through a welding gun while shielding gas flows around the weld pool to prevent atmospheric contamination. An electrical arc develops between the electrode wire and the base material, creating the heat required to melt the metal and form a solid bond upon cooling. GMAW is one of the most efficient and familiar processes, utilized equally in manual and autonomous setups.
How GMAW Works
The mechanism of MIG welding relies on key components working in harmony. It initiates an electric arc between the workpiece and a continuously fed consumable electrode wire. The heat generated by the arc creates a molten weld pool while shielding gas protects the welding zone from ambient contaminants like oxygen and moisture. These conditions result in high-quality welds with excellent efficiency, making GMAW cost-effective and versatile across various industries.
Components of the GMAW Setup
- ✓
Power Supply: Provides adjustable and steady electric current for consistent arc performance. - ✓
Wire Feeder: Accomplishes a continuous supply of electrode wire to the weld zone. - ✓
Welding Gun (Torch): Allows precise delivery of wire, shielding gas, and current. - ✓
Shielding Gas Source: Creates a disciplined inert or semi-inert encasement to prevent oxidation. - ✓
Electrode (Welding Wire): The consumable material that fills the joint.
Understanding the Welding Arc
The welding arc is a controlled electrical path between the electrode and the workpiece that creates enough heat to melt metals and form a strong bond. The arc is sustained by an electron and ion flow that ionizes the surrounding gas, resulting in plasma formation. Parameters such as arc length, current, voltage, and gas shield strongly influence arc stability, heat distribution, and overall weld quality.
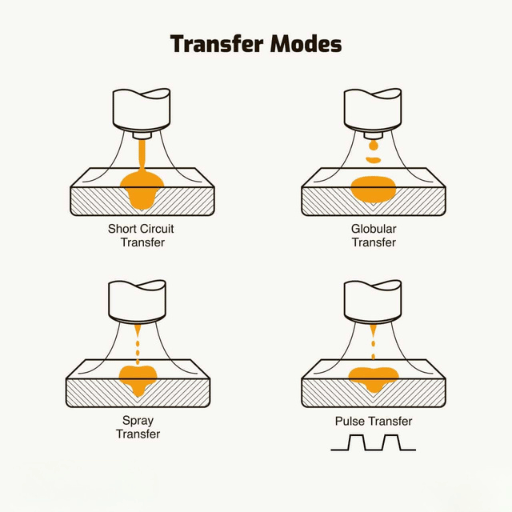
Metal Transfer Modes in GMAW
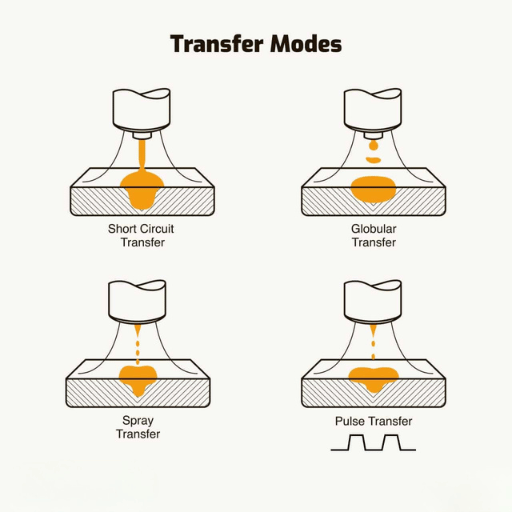
Metal transfer in GMAW refers to how molten metal moves from the electrode to the weld pool. There are primarily three modes, each with unique qualities:
- 1
Short Circuiting Transfer
Occurs when the wire contacts the pool, causing a short circuit. Ideal for thin metals and out-of-position welding due to low heat input. - 2
Globular Transfer
Molten metal drops detach from the electrode tip in a clunky fashion. Used for thick materials needing high deposition, though it produces more spatter. - 3
Spray Transfer
A continual stream of small droplets at high speed. Produces smooth, spatter-free welds on thicker plates in flat positions.
Short Circuit Transfer
Short circuit transfer, also known as dip transfer, occurs when the welding wire contacts the workpiece. As the current rises, the wire melts off, creating a droplet in the weld pool. This mode operates at low voltages and amperages, making it perfect for thin materials and applications where minimal heat input is required. While it inherently produces more spatter, correct parameter optimization can significantly improve weld quality.
Globular Transfer
Globular transfer involves molten metal drops carried across the arc in a large, irregular fashion. This process operates at higher voltages and amperages than short-circuiting, leading to high heat input and significant spatter. While unsuitable for thin materials, it is apt for thick sections where high deposition rates are needed. Shielding gas selection—specifically argon-rich blends—can help stabilize the arc in this mode.
Spray Transfer
Spray transfer is a high-speed technique where fine molten droplets are transferred across the arc at high voltages and currents. It provides a stable arc and minimal spatter, resulting in high-quality welds. This mode is the best choice for welding thick sections in flat or horizontal positions using argon-rich shielding gases. Proper parameter optimization is crucial for achieving high deposition rates and robust weld integrity.
Applications of GMAW

GMAW is in high demand across diverse industrial sectors due to its flexibility and efficacy. Key applications include:
| Sector | Specific Application |
|---|---|
| Automotive | Body structures and thin steel/aluminum joint assembly. |
| Construction | Structural frames and pre-engineered steel buildings. |
| Shipbuilding | Fast, accurate large-plate welds for watertight integrity. |
| Aerospace | Precision welding of lightweight alloys and airframes. |
Industries Utilizing GMAW
GMAW is an essential manufacturing process across several industries. The automotive sector relies on it for high-precision structural components, while the construction industry utilizes its strength and speed for joining structural steel. Shipbuilding has found GMAW ideal for modular pieces, providing superior watertight strength. Additionally, the aerospace industry utilizes GMAW for fabricating high-performance alloys. Its adaptability ensures its place as a trusted method in rigorous industrial applications.
Common Materials Welded with GMAW
GMAW’s versatility allows for the welding of various materials based on their mechanical and chemical properties. Carbon steel is favored for its resistance and low cost in construction and automotive uses. Stainless steel is utilized for its corrosion resistance in medical and food sectors. Aluminum is valued for its thermal conductance and lightweight properties in marine and aircraft applications. This versatility keeps GMAW at the cutting edge of industrial efficiency.
Advantages of GMAW in Various Applications
Multiple benefits make GMAW the preferred process in industrial sectors. It is known for its high deposition rate, allowing high-quality welding to be completed in less time, maximizing throughput and profit. Its adaptability to automated systems makes it an optimal choice for the tight tolerances required in aircraft and automotive manufacturing. Furthermore, its ability to weld carbon steel, aluminum, and stainless steel makes it highly versatile. By using shielding gases to limit oxidation and spatter, GMAW maintains clean operations and minimizes post-weld cleanup time. These functionalities solidify its status in sophisticated industrial applications.
⚠️ Important Note
GMAW is sensitive to wind and drafts. When welding outdoors, ensure proper screening to prevent the shielding gas from being blown away, which causes porosity and weld failure.
Reference Sources
- •
Intel Market Research: Insights into the GMAW machine market and manufacturing trends. - •
Grand Research Store: Global market forecasts and detailing of major stakeholders. - •
Markets and Markets: Research into welding gas and the long-term dominance of GMAW.
Frequently Asked Questions (FAQs)
What is GMAW (Gas Metal Arc Welding)?
It is a welding process where a continuous wire electrode and shielding gas join metals through an electric arc.
What are the advantages of GMAW?
GMAW is fast, simple, adaptable, and works on a wide variety of metals and thicknesses.
What are the differences between MIG and MAG welding?
MIG uses inert gases like argon for non-ferrous metals; MAG uses active gases like CO2 for ferrous metals.
What types of materials can be welded using GMAW?
Common materials include carbon steel, low-alloy steel, stainless steel, and aluminum.
What applications have GMAW in common?
It is widely used in automotive manufacturing, construction, aerospace, and general production.









{kind=link}
{kind=link}
{kind=link}
{kind=link}