
Welding in various activities spanning from construction to automotive fabrication is carried out with topmost precision and skill, as both of which help ensure structural integrity and better functionality of any metal part. Therefore, a weld system’s structure and quality of the weld itself are differentiated by numerous factors it is intricately surrounded by. One of such primary factors is the welding position. Generally, there are four basic types of welding (welding positions). Welding practices of these positions are generally based on singular experiences regarding learning and application. It is very important for whoever expects to be a master welder to understand different welding positions in order to benefit welding techniques and production processes the most. This is an article that goes into the four welding types and discusses what setting, condition, configurations, challenges, and best practices at each type of welding position. So imagine being guys who want to qualify as welders and know how it can work for them, or other industry professionals who would gain some good insight from this information.
Introduction to Welding Positions
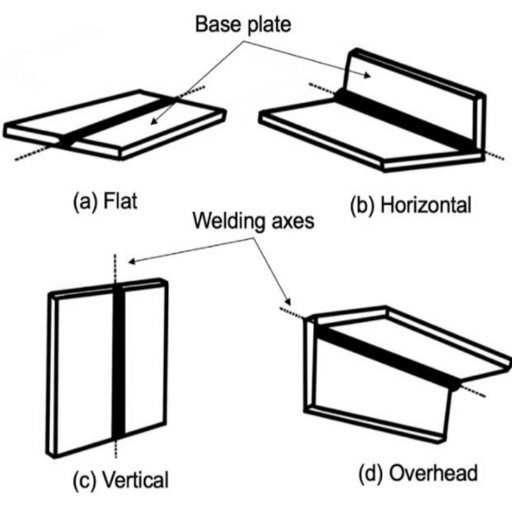
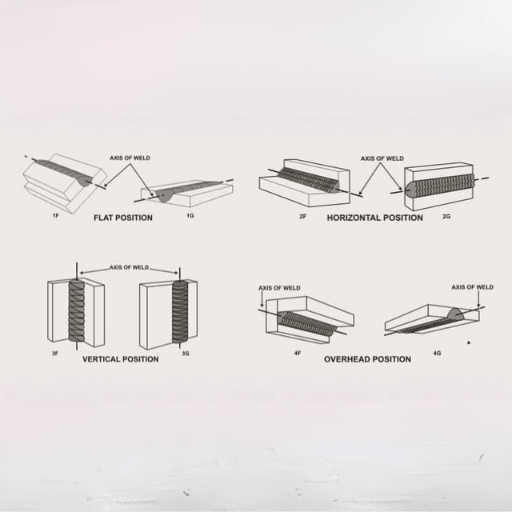
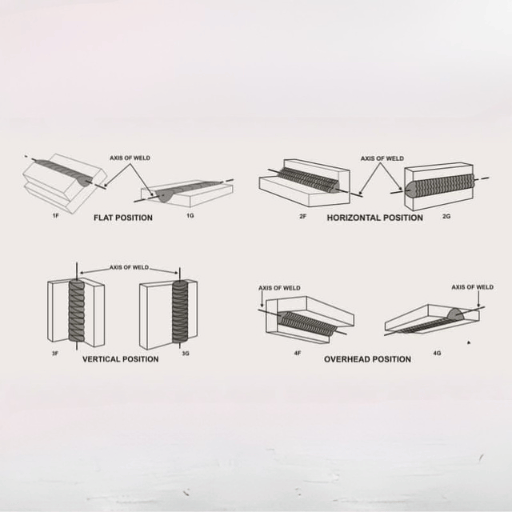
Welding positions, as commonly applied, represent certain angular orientations for the welder to work in a bid to effectively weld two materials. The four common positions include flat, horizontal, vertical, and overhead positions; the naming of these positions is dependent on the angle and the orientation of the joint in relation to the welder and, in some cases, the ground the welder works on. Each of the welding positions carries some challenges peculiar to the level of control one can exercise over the molten metal itself, making sure that consistency of the weld is maintained. Therefore, it is very crucial for one to understand properly all these welding positions that are part of the efforts to produce strong, reliable welds suitable for diverse engineering applications, all with efficiency.
Key Takeaway
Mastering the four primary welding positions—Flat, Horizontal, Vertical, and Overhead—is essential for ensuring structural integrity across diverse engineering and construction applications.
Understanding the Importance of Weld Positions
The weld position assumes a key role, that is the quality and structural integrity of the weld. Each position dictates the technique, welding equipment settings and skill level required to ensure proper fusion and good penetration. For instance, the flat position is practically the most straightforward and the most useful as gravity plays a vital role in helping to put down the melted metal smoothly. Versatilely, meanwhile, an overhead position shows all of the advanced control that must be installed to work against gravity, preventing defects like slag inclusions or porosity. Welders mount the steps of welding techniques and positions, since the pair needs to know them all. It looks to be in the hallmarks of a welder to be able to carry him through a given position, which primarily serves in the arts of aerospace.
Overview of the 4 Basic Welding Positions
The four common welding positions are flat, horizontal, vertical, and overhead, each having its applications and technical challenges. The flat position, also known as 1G/1F, is the least demanding and is, therefore, suitable for beginner-level training exercises and high-deposition-rate tasks. The horizontal position (2G/2F) requires more precision to handle the weld pool sag on a vertical surface. It is the most common position used in structural and pipeline welding. The vertical position (3G/3F) is welding against gravity, which is moving either upward or downward as per the technique, and utilized for work in fiduciary limits or out-of-true (non-90°) workspaces. Last, we have an overhead (4G/4F) position that is the most challenging, because here the welder must work the molten metal while it is above his/her head, hence for construction and repair of elevated platforms or assemblies. Competence in these positions is required to align with stringent industry specifications for the strength of weld joints. Compulsory standards guarantee toughness, sturdiness, and professionality in the joints that one does as a welder.
Common Applications in the Welding Industry
From building bones of strength to producing durable ducts, welding is a near need in myriad sectors; welding is widely used in the construction sector for fabricating structural skeletons, bridges, and pipelines. More so, the automotive and aerospace markets lean on welding when it comes to vehicle assemblies, repairs, and high-performance component production. The manufacturing sector applies welding in creating machinery, appliances, and other heavy equipment. Welding is similarly used in creating plumbings and oil exploration sectors regarding scaffolding, power units, and renewable energy systems such as wind turbines. The various uses of welding underpin the central importance it assumes in the development of infrastructure and the expansion of technology across the global economy.
Flat Welding Position
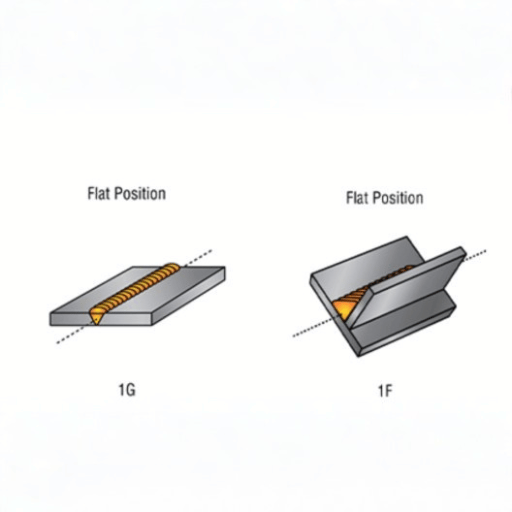
The flat welding position is popularly known as the 1G position and is the most fundamental and easiest position to master. In this position, the workpiece is laid down horizontally, and the weld is applied from the upper side into the joint. The position allows for smooth surfaces of even so that molten metal can be properly distributed and thus issue being uniformly welded. The flat position is adopted for higher deposition rates and it is widely embraced for construction purposes, especially in structural steel construction, shipbuilding, pipeline construction due to its efficient and easy nature of welding execution.
Definition and Characteristics of Flat Position
The flat position, which is also called 1G-position, is where the weld axis is horizontal, with the welding surface directed upwards. In such a position, the pool is stable (in its nature), with fewer complications, such as drooping of the molten metal or disproportionate formation of a bead. It is the best position where one can use a high degree of control in welding filler, leading to uniform weld penetration and a superior quality of the finished product. In light of its simple mechanics, flat welding is the most efficient and effective welding position as it is widely recognized for its ability to produce clean, accurate welds at lower operational complexity.
Applications and Common Projects
Flat welding position is used widely in industries because of its speed and accuracy. This position is used in many applications, such as in the formation of structural steel components, the welding of pipelines and heavy machinery, and in the construction of pressure vessels. The high integrity of the welds and their low rate of imperfections make flat position the most suited welding when critical projects such as bridges, shipbuilding, and industrial infrastructures are concerned. It is also widely used in manufacturing conditions where utilizing it would provide fast, reliable results with high production, that is, always end-products.
Challenges and Tips for Mastering Flat Welding
Achieving expertise in horizontal welding comes with overcoming numerous challenges such as consistency quality of the weld bead, a proper hold on the electrode, and in terms of controlling the heat input not to warp or cause defects. This could lead to significant undercutting, spatter, and a complete loss of control over various welding sizes. To make contractors effective, practice, knowledge of technological principles, and understanding the equipment and materials are essential. The welds must be checked frequently, and the company standard guidelines must be strictly adhered to (e.g., AWS D1.1) to uphold the quality of the welding process whenever horizontal applications are concerned.
Horizontal Welding Position
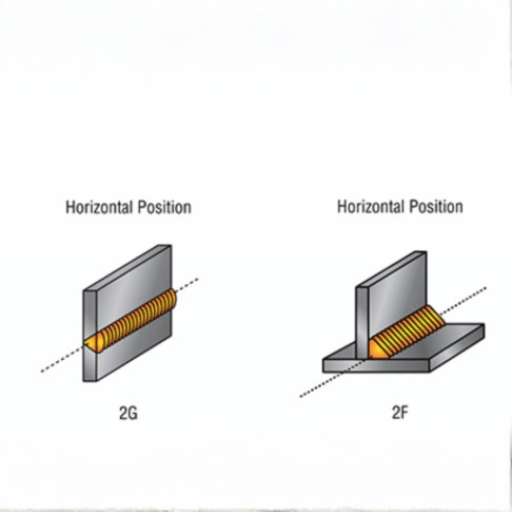
Horizontal position welding involves carrying out welding in horizontal axes but on vertical surfaces—bringing a significant presence of gravity into the equation whereby molten metal will tend to slump, demanding skill in technique that ensures the seam is maintained consistently during welding. This position is mostly used because of the need for the horizontal seam on a project like a storage tank, a beam in a structure, or contrivance. Successful horizontal welding does require correct angles in the electrode and disciplined travel speeds, all of which limit different kinds of defects, for instance, undercutting and irregular beads. Horizontal welding is seen as more challenging than flat welding and anticipates continuous practice until it becomes satisfactory.
Understanding the Horizontal Position
The usage of horizontal pose in welding is quite versatile, though posing certain compelling challenges that often demand full focus and precision from tradesmen. The main issue with working in the morning is that the molten metal invariably sags and runs due to gravity. To ensure that this does not happen, they need to hold the electrode at the ideal angle and maintain a constant travel speed throughout the weld, in turn resulting in an even bead and preventing defect formations such as undercutting and poor fusion. This almost always plays a very important role in structural fabrication tasks like joining beams or constructively carrying out the welding in case of tanks; truly mastering it is paramount toward achieving top-notch professional weldments that are both dependable and durable.
Typical Uses in Various Industries
The overhead welding procedure is widely used in most industries for its considerable contributions to robust and durable construction. In the construction trades, it is used for joining the steel framework such as beams, columns, and girders; therefore, ensuring structural integrity. Overhead welding serves the energy sector to construct and mend all pressure vessels, pipelines, and storage tanks that would be subject to high-stress and conditions of extreme endurance. Furthermore, in shipbuilding and aerospace applications, overhead welding is essential for the joining of advanced materials that will be facing the harsh environmental conditions, even though the complex nature of welding overhead systems presents unusual symptoms. Overhead welding is entirely essential for safeguarding safety, compliance, and reliability in these inconsistent applications.
💡
Pro Tip: Horizontal Technique
To prevent sagging in horizontal welds, maintain a work angle of 0 to 15 degrees above horizontal and focus on a consistent travel speed.
Techniques for Successful Horizontal Welding
To achieve successful horizontal welding techniques, one should embrace various features. One factor is an accurate selection of electrodes, as electrode type and size should align with the material and the welding conditions. Also critical is the correct angle used—ranging from 0 to 15 degrees above the horizontal—to obviate any instances of slag inclusion and incomplete fusion. Uniform penetration and appealing bead appearance, in the end, are achieved through controlled travel speed and oscillation. Right preparation, as in cleaning base metals or addressing fit-up issues, guarantees a trustworthy welding joint. The appropriate level of shielding gas flow and a reference to voltage and amperage setups help with some challenges including porosity and spatter. Mastering these moves will give a strong horizontal weld in the most demanding industrial situations.
Vertical Welding Position
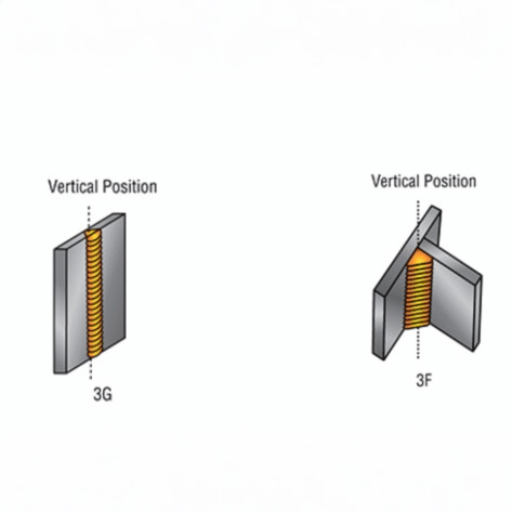
Vertical welding position is a position of welding where the weld is deposited going up or going down a vertical surface. It is greatly used for work on upright structures like walls, columns, or tubes. Vertical welding can be a difficult process because the force of gravity may cause the molten metal to sag or drip out of position. Proper electrode handling, well-regulated travel speed, and proper amperage settings are essential in order to obtain identical results on each weld. This position requires attention to detail to enable one to produce attractive, strong, and clean welds with capping uniformity throughout.
Defining Vertical Welding Position
Vertical welding position concerns a welding technique, vertical in axis welding; either up on the axis or down on it, on the object. The position can be used when materials need to be joined together in upright positions for strength of a structure. Very tight control is necessary to control against gravity which causes awry beads and defects. Professionals are aware of the importance of vertical welding to the industry serving a variety of applications, especially where large structural joints are concerned, as seen in pipelines, buildings, and heavy machinery.
Applications and Types of Projects
Industries where structure durability and precision are major factors are most often deploying vertical welding. Applications include high-rise buildings, steel frame constructions that are of a very complex nature, and pipelines for oil and gas transportation. Since it cannot be avoided in manufacturing heavy machinery or building ships, utmost necessity has arisen for using it in the repair of bridges and storage tanks. It makes a significant contribution to the project by ensuring that all the structures can withstand stress and environment over time, all in the interest of safety and function.
⚠️ Important Note
Vertical down welding is faster but results in weaker penetration compared to vertical up. Always choose the direction based on structural requirements.
Common Mistakes and Best Practices
Letting base material suffer some kind of neglect during welding is a mistake such as cleaning poorly or poor alignment, this flaw can bring about weak joints or structural distress. It is equally common to choose the wrong welding processes, not to consider what filler to use, or not to choose the proper working conditions for that equipment; then, one is lucky if finding only porosity, undercutting, or cracking as defects. Lack of actual training or of the ingredients of occupational health and safety may only weaken the quality of work—a undoing of workmanship—just to put the workers at risk.
These standards of excellence provide a solid foundation for every stage of the welding process, from surface preparation to welding chipping. An expert welder should always select an appropriate method of welding technology and materials according to the requirements of the given project. Proper maintenance, safety standards, and continuous skill development through certification are equally important. Through these improvements and best practices, welding operations can better achieve their purpose, making the fabricated structure safer, as well as better suited to industry standards.
Overhead Welding Position
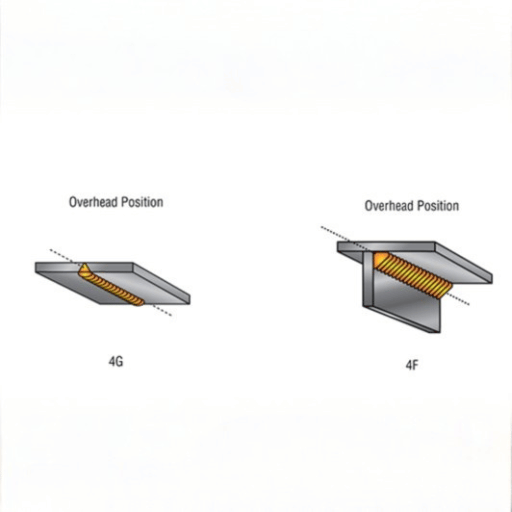
One prevalent difficulty in overhead welding is resulting from the awkward position requiring welds to be deposited on the underside of a joint such that molten metal runs against gravity. Such a position necessitates greater demands of precision and control whereby the downward pull of gravity will enhance the risk of molten metal dripping or spattering, resulting in defective welds or safety hazards. The welding crafts in this vertical plane should possess two precisely patient hands, an appropriate travel speed, and the correct amperage as well as electrode angle. Workers often extend new technologies, ensuring accurate and stable results, and avoiding unnecessary heat that might weaken the weld.
Characteristics of Overhead Position
The overhead position in welding is true uniquely because of the methodological peculiarities and the high level of application to the welders’ skill and experience. The task entails, for instance, control of heat input to avoid sagging of molten metal followed by appropriate electrode manipulation as to keep the arc stable. The usage of low spatter electrodes results in less contamination. It is important to apply a weaving technique for the joining of the two surfaces for better fusion and penetration, taking into account the movements of the molten pool due to gravity forces. Also, adequate protective clothing is needed due to the threat of dropped molten slag and other debris. Mastery in the positioning of this bead is so important to the strength of the weld, to a better functional setting.
Key Applications for Overhead Welding
The overhead welding technique is important, being employed in industries where sturdy structural strength and durability are required under harsh conditions. Particularly in welded structures, such factors are crucial. Besides, the technique is substantially used in the construction of bridges, pipelines, and industrial frameworks since it will be possible to make out-of-position welds where the joint locations are somewhat fixed. Welding applications in shipbuilding and aerospace production become essential because complex geometries require instantaneously correct welds into overhead or confined spaces. Additional applications of the technique are in the maintenance and repair of heavy machinery and structures, which, as a result, enhances safety and the functioning of vital systems.
Tips for Effective Overhead Welding Techniques
- ✓ Use Proper Protective Gear: Ensure you have appropriate protective equipment like welding helmets with a suitable shade, flame-resistant clothing, gloves, and boots for shielding against sparks and falling debris.
- ✓ Adjust Welding Parameters: Tune amperage and voltage settings to produce a steady arc and controlled heat input, which, in turn, is a must for prevention of welding defects overhead.
- ✓ Optimize Electrode Selection: Select an overhead-capable electrode, most probably a low-spatter type, to exercise better control and cut down on cleanup time.
- ✓ Maintain Proper Body Positions: Get yourself in that seat so you can stand and keep still and be alert enough to put down a good weld.
- ✓ Control Weld Pool Movement: Maintain it through a short arc length and a constant travel speed, making work a lot easier with sure flow of the molten weld pool while keeping the drips and sags to a minimum.
- ✓ Pre-Weld Clean-Up: Before the welding process starts, a thorough cleaning of the base metal should be done so that contaminants like rust, oil, or paint are removed, which in turn would improve the weld penetration and adhesion.
- ✓ Skills Development: To develop the perfection of the skill of welding overhead, one must practice welding on a regular basis. Regular enhancements in working techniques add more efficiency.
Comparison of the 4 Main Types of Welding Positions
The major welding positions are flat, horizontal, vertical, and overhead. Each position holds specific benefits and challenges, resting on job requirements, and environmental conditions:
| Position | Complexity | Primary Challenge |
|---|---|---|
| Flat (1G/1F) | Low | Maintaining high deposition rates |
| Horizontal (2G/2F) | Medium | Preventing molten metal sag |
| Vertical (3G/3F) | High | Gravity and heat control |
| Overhead (4G/4F) | Expert | Dripping and safety risks |
- 1
Flat Position
The flat position seems to offer the best welding opportunities as there is a good pull of molten metal directly down due to the earth’s gravity. This means exceptionally neat welds can take shape. It is the best position for welders that are still wet behind the ears or when you absolutely must have complete control. - 2
Horizontal Position
Not as easy as the flat position, the horizontal position offers the added issue of gravity taking molten metal down against very thin walls. This position may be used for welding on a sloped or vertical surface like walls or pipes but requires higher skill and precision. - 3
Vertical Position
A vertical position refers to welding done in the vertical position (vertical surface). The operation may be vertical up or vertical down. Vertical up penetration is stronger, while vertical down welding saves time and is preferable for thinner materials. This position requires careful control to avoid sagging. - 4
Overhead Welding Position
The overhead position is the most cumbersome and laborious of all because this welding work is executed directly overhead. Careful penetration is required, as the liquid-molten metal must not drip onto the welder. Special safety measures are the order of the day. This position is commonly required in construction or repair work where some access is limited in some way.
For each position, a variation of techniques is essential so as to achieve a high quality weld. Mastery over them with project perfection is crucial for the welder.
Strengths and Weaknesses of Each Position
1. Flat position (1G/1F)
Advantages: Since the flat position has the simplest style, it provides the most likely place to get flawless welding for beginners, with a clear work surface at 90° to the horizontal line. A flat position delivers this. Plus it provides a consistent structure of welding with less danger of defecting.
Disadvantages: The scope of application is quite slim where the project in question needs too much movement or welding or battling equipment. This, therefore, requires users to find other standing working planes, or typical welding positioning.
2. Horizontal Position (2G/2F)
Advantages: This has shown an excellent stability feature for turn-over welding in the vertical welding mode. It will give you better bead control and a space acceptably major at spattering rates. This best suits for fillet and groove welds.
Disadvantages: Very sensitive in use, particularly capacity for sag and oblique cuts, when out of equilibrium; thereby, easily occurring with a learner.
3. Vertical Position (3G/3F)
Advantages: The life and livelihood for vertical work piece and space of confinement have been poured out by the vertical position as in-vertical/upward (3F). It creates good penetration; be sure of ensuring reputable and strong welding joints on the whole.
Disadvantages: The art of controlling the metal flow to prevent the formation of defects such as ultraviolet and porosity requires skill. Downhill welding, however, is faster but has weaker weld properties.
4. Overhead Position (4G/4F)
Advantages: Necessary for overhead structures or working on a repair where other positions can’t be reached. All positions show higher level skill levels in welding of this position.
Disadvantages: Very hard and tiring due to gravity acting against melted metal resulting again in high safety and defect risks. Therefore, extreme care is required from experience for the execution of the same.
Every welding position has its advantageous and disadvantageous aspects, and the respective application shall be decided in line with the structural and functional requirements of the project for which the welding process is being executed. The proficiency in all these positions provides the individual with flexibility and versatility while discharging his functions in the welding industry.
Choosing the Right Position for Your Project
Welding positions are determined by several factors, among which the joint type, material thickness, and course of the project are the most significant. For instance, if a flat surface is to be welded and is readily available, flat position welding would be the wisest choice. The robustness of flat position welding makes for the safe execution of flat work on the welding table. If any vertical and overhead structures need to be welded, then the downhand, the vertical, and the overhead positions are needed to work with the design of the project, a technical challenge in their own right. The vertical, vertical downhand, overhead, and overhead downhand welding positions may be selected, and once selected, barrel-type or other circular parts coupled with other parts could be welded working in 5G or 6G positions properly. Finally the answering person has to distinguish the final position from the demands of the construction, the kind of material used, and the operator’s skills needed for accuracy and quality.
Real-World Case Studies and Examples
1) Welding of High-Rise Buildings
Another prime instance is welding of beams on a high-rise frame. Welders here must take to vertical positions under almost impossible conditions, like Burj Khalifa, where there could be some arduous overhead work to couple vital structural parts. A 6G position is typical for joining overhead pipes or columns, where the rigidity of a joint has to be exceptional to bear astounding loads.
2) Pipeline welding activities
Pipe welding in the oil and gas sector calls for practicing positions 5G and 6G with the utmost proficiency. A case study from the Trans-Alaska Pipeline Division eloquently discloses how effective use of these procedures ensured that the welds would hardly show any stresses, notwithstanding severe fluctuations and temperatures. The welds were administered to the job line without any worry about leaks.
3) Aerospace Manufacturing
The welding of large and thin material such as titanium and aluminum takes place in factory plants. An example of this is that the 5G welding position is used to weld cylindrical fuel tanks during space activities. Ergo the importance of material wettability with this industry’s major hands and machine in tandem with proper job material-mating and alignment on the welding site, all of which intimately impact the eventual structural attributes of the final product.
Essential Tools and Equipment for Different Welding Positions
Properly selecting the right tools and equipment to produce successful welding in varied positions is critical. Listed below are the main items of all levels of significance distinguishing the type of welding carried out:
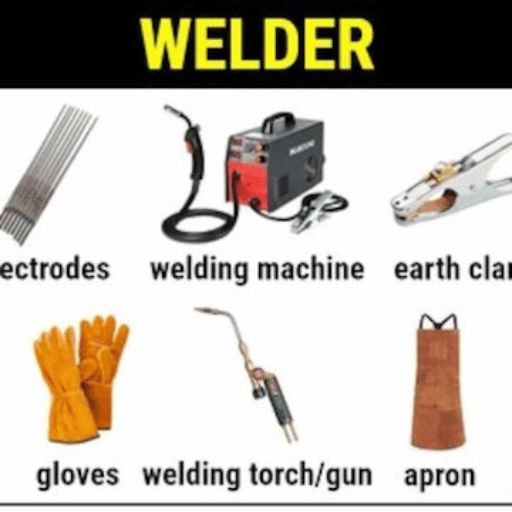
Equipment Checklist
- • Protective Gear: Auto-darkened filters for helmets, safety gloves, fire-resistant clothes, and respirators.
- • Welding Machines: Multi-process welders capable of Stick (SMAW), MIG (GMAW), or TIG (GTW).
- • Electrodes: Positional-specific rods like E7018 for vertical/overhead.
- • Positioning Tools: Clamps, vises, magnets, and rotators for out-of-position stability.
- • Inspection Tools: Weld gauges and NDT equipment for integrity checks.
Recommended Welding Tools and Consumables
Choosing the right welding tools and consumables make the difference in weld quality and productivity. Indispensable tools include welding machines that suit the welding processes—TIG, MIG, or SMAW—and high-cycle torches and quality electrode holders. Complementary consumables such as electrodes, rods, consumable tips or flux, or shielding gases must also be chosen that best match the base metal and design constraints of the job. Service personnel should emphasize wear-resistant consumable items, including the nozzle tip or liner. These purchases help to increase the working life of welding machinery and minimize downtime. These effective choices crafted with care go a long way in enhancing weld quality and are especially sought after beyond question for industrial requirements that demand safety and longevity.
Equipment for Specific Welding Positions
To add accuracy and make work more efficient, equipment must be chosen properly for welding in some positions. In a flat position, it is important to use heavy machines like heavy welding tables, clamps, and grip-closed clamps to achieve stability and good articulation in the welding operation. For overhead welding, MIG welding torches, TIG welding torches, and anything else that is light in construction and ergonomically-designed are essential to minimize fatigue and provide maneuverability. A vertical position benefits from an adjustable power source with high control settings to regulate the heat input and penetration. The addition of rotation or positioner machines would provide the correct welding angle on the pipe or cylinder fabrication, thus ensuring welding quality and keeping uniform. Safeguarding the implementation of a particular tool for location is rightly governed by an imaginative look at the project specification and material property.
Safety Gear and Precautions
It is crucial to have the appropriate protective equipment during any welding activity to counter risks like burns, UV radiation, and toxic fumes. The equipment includes auto-darkening welding helmets as eye and face protection, flame-resistant hand gloves for the hands, and heavy-duty aprons or jackets made of leather or fire-retardant materials. As per the pollutants and ventilation adequacy, respiratory protections like PAPR (Powered Air-Purifying Respirators) or fume extraction systems are necessary when working inside with poor ventilation and the release of harmful fumes. Protective steel-toed boots with slip-resistant soles are helpful to protect the feet. Hearing protection will be needed when working with high-decibel tools for prolonged periods of time. Following these rules will help keep risks to a minimum and will enable modest abidance of OSHA regulations and various industrial standards.
Reference Sources
Miller Welds: Basic joint-welding position breakdown.
ESAB Blog: Theory and preparation for main joints.
EZG Manufacturing: Effects of position on welding operations.
Weld Guru: Difficulty and methodology guide.
Arc Captain Blog: Integral parts of joint-welding positions.
Frequently Asked Questions (FAQs)
What are the four main welding positions?
The four main welding positions are flat, horizontal, vertical, and overhead.
What is the flat welding position?
In a flat position, a work-piece establishes flatly, with the welding-faced side up, and the welder below, generally the easiest position of all for a beginner.
What about the horizontal welding position?
The horizontal welding position is welding on a vertical surface needing a bit more skill to prevent a sagging weld.
What about the vertical welding position?
The vertical welding position runs true along a vertical joint and may weld either vertical up or vertical down.
And overhead welding position?
Welding on a joint located above the welder’s head constitutes an overhead welding position and thus one of the most difficult positions.









{kind=link}
{kind=link}
{kind=link}
{kind=link}