
![Mathey Dearman Beveling Machine: Models, Specs & CNC Alternatives [2026]](https://resizeweld.com/wp-content/uploads/2026/05/0-5-1024x683.webp)
Mathey Dearman has been an industry standard for pipe flame beveling since the 1930s. Their saddle machines, band crawlers, and E-Z Pipecut tools occupy the majority of North American pipeline construction – and for good reason. But every Mathey Dearman machine runs oxy-fuel or plasma, which entrains a heat-affected zone that certain codes and site conditions do not tolerate. This guide catalogs every current Mathey Dearman model with certified distributor pricing, describes what the bevel angle standards actually prescribe (including the two-angle specification most guides omit), and supplies a straightforward decision matrix to identify when cold, mechanical beveling makes more sense.
What Is the Mathey Dearman Beveling Machine?

Mathey Dearman is a Tulsa, Oklahoma manufacturer formed in the 1930s and an S.F.E. Group portfolio company. The firm focuses solely on pipe cutting, beveling, and pipe alignment tools engineered for construction site portability – not foundry automation. Today they maintain three product series:
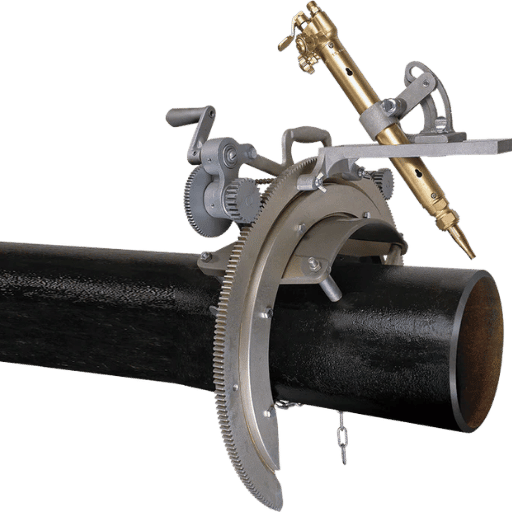
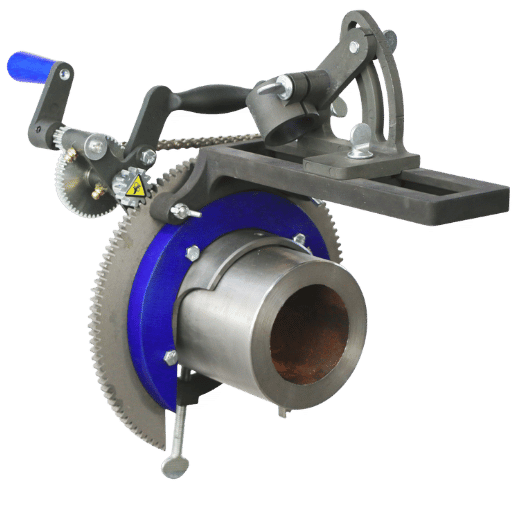
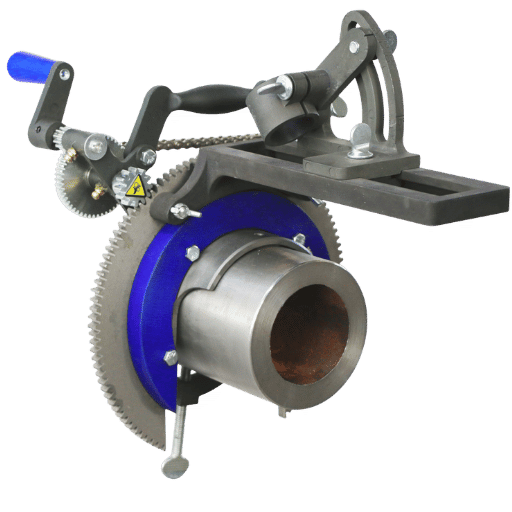
- Saddle Machines – OD-hugging, orbital torch cars capable of wrapping around and rotating a torch over 90° as it deposits a bevel in any multi-joint assembly lined up pipe row-to-pipe row. This is the Mathey Dearman machine the modern pipeline welder has in mind when they imply they “need a Mathey Dearman.” The saddle approach requires no interior pipe access, which makes it workable on corroded or slightly out-of-round pipe.
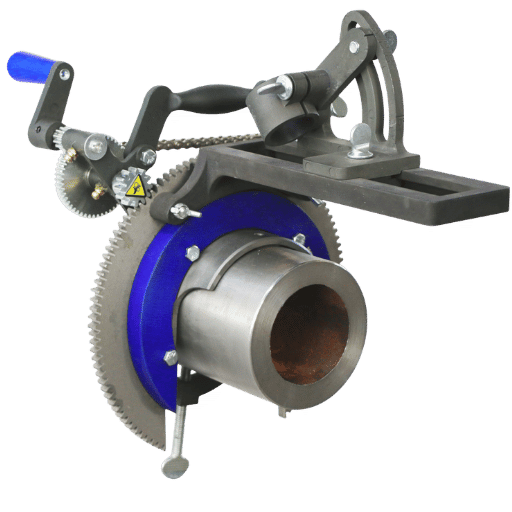
- E-Z Pipecut Series – Light, easy-to-handle torch carriers are used on smaller pipe (4.5″-24″ OD). These include manual, automatic motorized, and self-propelled magnetic versions. The latter hold the torch body tight to the pipe wall using magnetic force instead of hardware, an advantage for pipe already installed in the trench.
- Band Crawler – A 36 IPM max-travel speed automatic, stainless-steel driven band-pass machine for large diameter pipe (10″ through 60″ OD) that can simultaneously carry plasma or flame torch bodies. Shoulder-to-shoulder welds on a 48″ diameter pipe can be complete by the time a crew member has walked the distance with the torch wheel.
All three machine families share the same design goals: portability, self-contained and easy to transport on site. Machines are sold without torch hardware or consumables, torch bodies and gas are operator-supplied. This results in the lightest saddle units (manual MSA weighs 12 lbs. with hardware) and an elegant, simple field servicability.
Mathey Dearman keeps its entire product line thermal – oxy-fuel, oxy-propane, or plasma arc products only. No cold cutting or cold beveling hardware exists in Mathey Dearman’s portfolio. That choice is critical once pipe grade, wall thickness, or site conditions push the material outside the thermal tool processing window:
Every Mathey Dearman Model and Pipe Size Range
The table below enumerates all Mathey Dearman currently-active beveling machines as of 2025. MSRP represents current North American distributor pricing from rigweldersupply.com, an accredited Mathey Dearman dealer, with machine alone – no tool body.
| Model | Family | Pipe OD Range | Pipe OD (mm) | Method | Power | List Price (USD) |
|---|---|---|---|---|---|---|
| MSA Saddle — Manual | Saddle | 1.5″–4″ | 38–102 | Flame | None | $1,485 |
| MSA Saddle — Motorized (PLASMASPEED) | Saddle | 1.5″–4″ | 38–102 | Flame + Plasma | 110/230 VAC | $3,887 |
| 1SA Saddle — Manual | Saddle | 3″–8″ | 76–203 | Flame | None | $1,547 |
| 1SA with Step Spacers | Saddle | 3″–8″ | 76–203 | Flame | None | $1,765 |
| 2SA Saddle — Manual | Saddle | 6″–12″ | 152–305 | Flame | None | $2,265 |
| 3SA Saddle — Manual | Saddle | 12″–20″ | 305–508 | Flame | None | $4,310 |
| E-Z Pipecut — Manual | E-Z Pipecut | 4.5″–24″ | 114–610 | Flame | None | Quote on request |
| E-Z Pipecut — Auto | E-Z Pipecut | 4.5″–24″ | 114–610 | Flame (motorized) | Electric | Quote on request |
| E-Z Pipecut — Magnetic | E-Z Pipecut | 9″–48″ | 229–1219 | Flame | None | Quote on request |
| Band Crawler — Model 4SA | Band Crawler | 20″–26″ | 508–660 | Flame (manual) | None | Quote on request |
| Band Crawler — Model 8SA | Band Crawler | 40″–48″ | 1016–1219 | Flame / Plasma | Electric | Quote on request |
| Saddle — Motorized (Monarch Band, 24″) | Saddle + Band | 24″+ (with Monarch band) | 610+ | Flame / Plasma | 110/230 VAC | $1,085 (band only) |
What pipe sizes does the Mathey Dearman saddle machine handle?
The saddle series covers 1.5″ to 20″ OD through four models. Use step spacers – included with saddle set kits or ordered separately – to span full diameter ranges without adding hardware. The 1SA is capable of handling 3″-8″ pipe using spacers; instead, a team can buy one machine, one set of spacers, and they are finished with that bracket.
Push it past 20″ with the E-Z Pipecut series (up to 24″)or the Band Crawler (up to 60″+ using the Monarch flexible band). The Model 8SA with the Band Crawler moves at 36 IPM and can turn a torch carriage at 53 IPM on 20″-26″ OD pipe, the fastest Mathey Dearman machine for large mainline jobs.
The PLASMASPEED digital motor control—standard on the Motorized MSA, but also a $3,000 retrofit kit for the 1SA—modulates the travel speed and automatically shuts off. This minimizes arch-start and stop variation, which results in uneven bevel angles when initiating and terminating each circumferential pass. For thin-wall pipe weighing less than ¼” schedule, digital speed control.
How Flame Cutting Creates a Bevel: Process, Speed, and Surface Quality
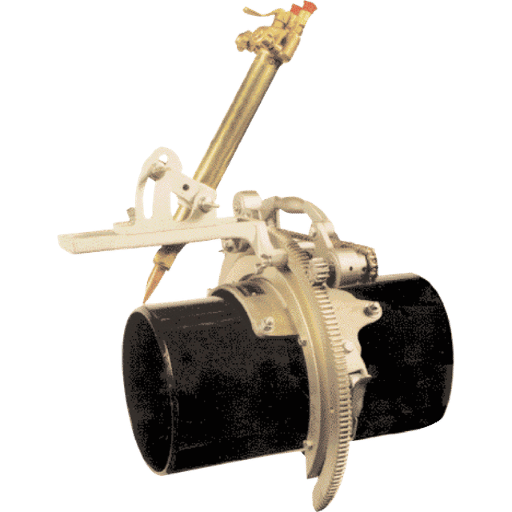
Oxy-fuel beveling involves raising the surface temperature of the pipe to that at which the carbon steel ignites (~ 870 C) and then directing a jet of high-pressure oxygen at it to oxidize and blow aside material ahead of the oxy-fuel torch. This torch is mounted in a Mathey Dearman saddle machine which revolutionizes around the workpiece at a steadily controlled speed dictated by the drives system. This speed guarantees a uniform angle of bevel, set by the torch-head tilt angle.
Flame Cutting: When It Works Well
- Cuts any carbon steel pipe without access to the pipe interior — OD-mount saddle grips the pipe exterior only
- Handles corroded, scale-covered, or slightly out-of-round pipe that ID-mount tools cannot grip
- Low consumable cost on standard A106/A53 carbon steel: gas and torch tip only
- Manual saddle machines need no electrical power — gas supply only
- Field proven on pipeline mainline construction for over 80 years in North America.
Flame Cutting: Real Limitations
- Produces a hardened martensite surface zone (heat-affected zone) on face bevel (area rapidly quenched)
- Surface roughness typically Ra 12–25 µm; AWS D1.1:2020 Clause 5.15.4.3 limits bevel faces to 1,000 µin (25 µm) maximum
- Bevel angle variation of ±1–3° is typical across the circumference due to torch tilt drift and travel speed changes
- Very common for the root face variation of 1-2 mm along the joint; welders constantly need to change the amperage.
- Banned in hazardous atmospheres following OSHA 29 CFR 1910.252(a)(2)(vi)(C).
What AWS D1.1 actually says about grinding: The code does not prohibit flame-cut bevel surfaces on carbon steel. Clause 5.15.4.3 permits thermally cut surfaces provided roughness stays within 1,000 µin (25 µm). On properly maintained equipment cutting standard A106 or API 5L pipe, a Mathey Dearman saddle machine in good condition produces surfaces within that limit — experienced pipeline welders confirm this from field practice. Grinding becomes required when: surface roughness exceeds the limit on inspection; visible drag lines, gouges, or slag inclusions are present; the pipe material is an alloy grade; or the project specification imposes a stricter surface requirement than D1.1 baseline.
Bevel Angle Standards Every Pipe Welder Must Know
The “standard” bevel angle is code, pipe wall thickness, and joint type dependent. Use the wrong angle, measure off the wrong reference plane, and you are playing rejection roulette with your X-ray or UT shot-line — too shallow a groove and you have an under-penetrated root; too steep and you have too much filler metal volume to get a sound flush root.
What is the standard bevel angle for pipe welding?
There is no one size fits all. ASME B16.25:2017, the code shared by all butt-welding end prep specs, states 37.5 for pipe wall thickness 22.5 mm (about 0.875″) and 19 for walls over 22.5 mm. Most field guides and the various “HOW TO” training I see concentrate just on the 37.5, following the other 80-90% of schedule 40/80 use. Heavy-wall pressure piping shows the 19 compound bevel where it is necessary to keep heat input low, root reinforcement minimal and material costs in check.
| Standard | Bevel Angle | Root Face | Primary Application |
|---|---|---|---|
| ASME B16.25:2017 | 37.5° (wall ≤22.5 mm) / 19° (wall >22.5 mm) | 1.6 mm ± 0.8 mm | Butt-welding ends, flanges, fittings |
| AWS D1.1:2020 | 45° max for standard V-groove; varies by pre-qualified joint detail | Joint-detail specific | Structural steel welding |
| ASME B31.3:2022 | 30°–37.5° typical; per qualified WPS | 0–3.2 mm | Process piping — chemical, refinery, pharmaceutical |
| API 1104:2021 | Per qualified Welding Procedure Specification (typically 30°–37.5°) | Per WPS | Onshore and offshore pipeline girth welding |
Standard recommendations have two points weld engineers frequently flag as missing from their field training:
- The included angle is measured from the pipe axis, not the pipe face. Half-angle 37.5, total included angle 75, to achieve a mirror image on both sides. Make sure your torch tilt or insert geometry depth codes to the axis rather than face when evaluating the torch manufacturer’s instructions or the machine set-up guides.
- Root face uniformity is more important than an exact bevel angle. A 38 bevel with 0.3 mm of root face variation across the circumference yields X-ray results superior to a textbook 37.5 angle with 2 mm variation. Flame saddle machines typically show 1-2 mm root face variation; cold mechanical insert tooling stay within 0.3 mm. That gap is the greatest single factor determining the welder’s ability to maintain uniform travel speed and amperage on the root pass; or whether he/she must figure that out on the fly.
When adjusting a Mathey Dearman saddle machine, set the torch head tilt to the angle called out in your WPS; not some assumed “standard.” Your WPS is the controlling document; the diagram above merely guide line.
Mathey Dearman vs. H&M vs. RESIZE: Side-by-Side Comparison
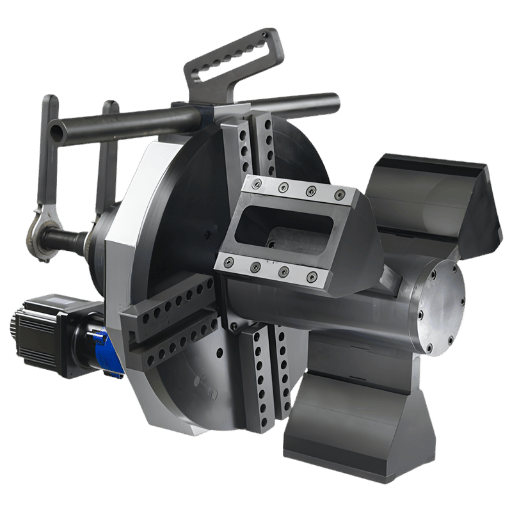
Three major brands emerge when welding contractors compare pipe beveling equipment for new jobs: Mathey Dearman (key installed base in North American pipeline construction), H&M (popular in general industry and mechanical contracting), and RESIZE (cold mechanical carbide insert approach, prevalent where high alloy grades dominate the picture). These are not equivalent machines solving the same problem; they address different slices of the pipe beveling landscape.
| Factor | Mathey Dearman | H&M | RESIZE |
|---|---|---|---|
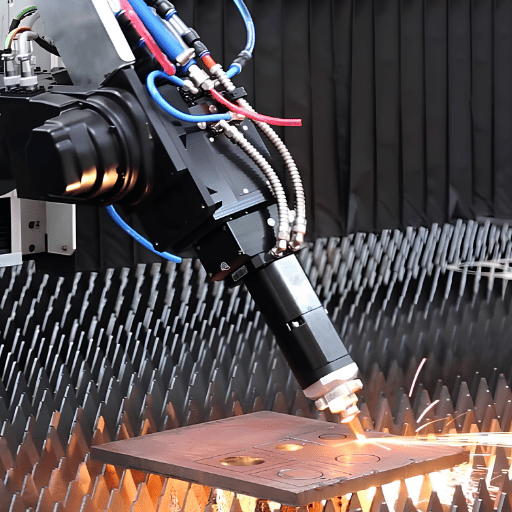
| Cutting method | Oxy-fuel flame / plasma (thermal) | Oxy-fuel flame (thermal) | Carbide insert milling (cold mechanical) |
| Pipe size range | 1.5″–60″ OD (full saddle + band crawler line) | 1.5″–8″ OD (standard saddle line) | 0.5″–24″ (ID-mount pipe models) |
| Heat-affected zone | Present; depth varies by travel speed and tip condition | Present; same thermal process | Zero — no heat generated |
| Post-bevel grinding required? | Not required on standard carbon steel meeting AWS D1.1 Ra limit; required for alloy grades | Same conditions as Mathey Dearman | No — surface exits machine weld-ready, Ra 3.2–6.3 µm |
| Bevel angle consistency | ±1–3° typical across circumference | ±1–3° typical | ±0.5° (mechanically constrained insert geometry) |
| Root face consistency | ±1–2 mm along circumference | ±1–2 mm | ±0.3 mm |
| Works in explosive atmosphere? | No — open flame prohibited per OSHA 1910.252(a)(2)(vi)(C) | No — same prohibition applies | Yes — spark-free, no open flame |
| Suitable for P91/P22 chrome-moly? | Restricted — most project specs prohibit or require PWHT after thermal cutting | Restricted — same limitation | Yes — no thermal effects on pipe metallurgy |
| Entry price (base machine) | $1,485 (MSA manual saddle) | ~$1,200–$1,300 est. (2017 field data) | $1,565 (portable pipe model, base) |
| Country of manufacture | USA (Tulsa, Oklahoma) | USA (Tulsa, Oklahoma) | China (specialized welding equipment factory) |
The 3-Question Bevel Method Decision Matrix
This framework takes any decision related to pipe beveling solutions and funnels it down through the category piece. Each element of the series is a hard gate – a single “Yes” answer delivers an absolute answer without further inquiry into the next question(s) on the list.
- Is the pipe location in an active or recently purged flammable or explosive atmosphere?
YES → Cold mechanical beveling only. OSHA 29 CFR 1910.252(a)(2)(vi)(C) prohibits cutting and welding “in the presence of explosive atmospheres (mixtures of flammable gases, vapors, liquids, or dusts with air).” No hot-work permit resolves this restriction when the atmosphere itself is explosive — cold cutting eliminates the ignition source. - Is the pipe material chrome-moly (P11/P22/P91/P92), austenitic stainless (304/316L), duplex, or subject to ASME Section III nuclear code?
YES → Cold mechanical beveling strongly preferred. Most project specifications for these grades prohibit thermal cutting on the final weld prep surface, or require a post-cut heat treatment cycle (740–760°C for P91) that adds hours of schedule and testing overhead. Cold insert milling preserves the base material’s hardness, microstructure, and corrosion properties through the full cut. - Is the pipe outside 2″–24″ OD, or does the job site lack electrical or pneumatic supply?
YES → Mathey Dearman or H&M thermal saddle/band-crawler. Cold mechanical ID-mount portable units top out at approximately 24″ for field use; Mathey Dearman saddle and band-crawler machines handle up to 60″ OD on gas supply alone, no electrical hookup needed for manual models.
If you answer No to all three questions – non-time-sensitive carbon steel (A106/A53/API 5L), nominal pipe sizes in the 2-24 range, and “not classified hazardous” atmospherics – then both thermal and cold mechanical processes fit the code, with outcome largely influenced by cut volume and material mix: thermal offers faster throughput with high volume carbon steel work in uncomplicated terrain; cold mechanical offers lower total life cycle cost when alloy grades, grinding labor, and inspection rejection rates are factored in.
Evaluating a cold mechanical beveling machine for pipe up to 24″ OD? RESIZE portable electric and pneumatic models cover the diameter range most field crews encounter, without the hot-work permit overhead.
Four Scenarios Where Flame Cutting Falls Short
The Mathey Dearman saddle machine was built to do cross-country carbon steel pipeline work—and it does it well. Four conditions reliably put a project outside that window.
Scenario 1: Active Refineries and Chemical Plants
OSHA 29 CFR 1910.252(a)(2)(vi)(C) states “No cutting or welding shall be performed in the presence of explosive atmospheres”. While active petroleum processing refineries, tank farms, and chemical plants can use hot-work permits to shorten the risk window, they cannot alter the underlying never-perform-in-an-explosive-atmosphere requirement in a vented area. Cold, spark-free mechanical grinding with pneumatic or electric drive removes the ignition source, and is now the de facto standard of tie-in and turnaround petroleum work.
Scenario 2: Chrome-Moly and High-Alloy Pipe
1. Chrome-moly steels, in particular P91 (9 Cr-1 Mo-V), the main material of power plant superheater and re-heater lines, will harden quickly when thermally cut in air-quenched. In project specifications for P91, P22, P11 and P92, most of the time thermal cutting on the final weld prep surface is not allowed at all, or is subject to 740-760 C heat treatment cycle to be carried out after cutting and before any welding operation to be carried out.
This implies the rest hours dwell time plus the independent hardness testing required for each joint in the melt-in and heat-affected zone. Cold mechanical insert milling which carries away material without heat generation and cools into the parent pipe, so the bevel face will be retained exactly as the parent pipe with no heat treatment needed, consequently there will be no additional sample heating-and-holing hold point on ITP
Scenario 3: Stainless Steel and Duplex Pipe
The thermal cutting of austenitic stainless steels (304, 316L) results in the formation of chromium carbide precipitates at the grain boundaries – a process called ‘sensitization’- within the heat-affected zone. Sensitized stainless does not have intergranular corrosion resistance in the region of the material adjacent to the weld line. On duplex grades this high temperature interferes with the austenite/ferrite phase ratio which provides the unique mechanical properties of these alloys.
Cold mechanical beveling can retain the metallurgical properties that particularly justify the cost and use of these materials.
Scenario 4: Nuclear-Code Piping (ASME Section III)
ASME Section III requires full documentation of every process applied to nuclear piping material. Thermal cutting introduces variables — HAZ depth, hardness excursion, potential hydrogen pickup — that require independent testing, review by the Authorized Inspector, and formal acceptance before the joint advances. Cold mechanical cutting eliminates those variables from the process record entirely. The practical result: fewer inspection hold points per joint, faster radiographic acceptance rates, and lower rework exposure on work where a single weld rejection can exceed $10,000 in direct labor.
How to Evaluate Any Pipe Beveling Machine: 7-Point Checklist
Between the different type of saddle Mathey Dearman or the cold or thermal mechanical process these 7 arguments allow to know if the machine is adapted:
- Pipe diameter range and engagement method. OD-mount saddle machines (Mathey Dearman, H&M) grip the pipe exterior — no internal access needed, workable on corroded or scaled pipe. ID-mount cold mechanical tools grip inside the pipe bore — require a clean, undamaged ID and a known bore diameter. Confirm your pipe schedule, wall condition, and actual measured OD before specifying either type.
- Material compatibility with the process. Carbon steel (A106, A53, API 5L) in standard grades → thermal or cold, both code-acceptable. Alloy grades (P91, P22, stainless) → cold mechanical to avoid post-cut heat treatment requirements and hardness testing hold points. The applicable piping code and project specification govern; manufacturer claims do not override the ITP.
- Bevel angle range and consumable availability. Most pipeline WPS documents call for 30°–37.5°. Verify the machine achieves your exact WPS-specified angle without a special torch head or non-stock insert geometry. For cold mechanical tools, confirm insert stock is available locally or from the supplier with a lead time compatible with your project schedule.
- Power source available at the job site. Manual saddle machines run on gas supply alone — no electrical hookup. Motorized models need 110V or 230V AC. Cold mechanical tools require pneumatic (80–90 PSI at tool inlet), electric (typically 1–2 kW), or hydraulic supply. Mismatch between tool requirement and site infrastructure creates a logistics problem that cannot be solved quickly in the field.
- Wall thickness capacity: The MSA saddle handles lighter wall pipe in the 1.5″–4″ OD range with limitations on heavy schedule. Band Crawlers accommodate thick walls at large diameters. Cold mechanical ID-mount tools specify maximum wall thickness per carbide insert load — typically 25–75 mm depending on model class. Verify against your thickest scheduled wall, not the nominal specification.
- Surface roughness output, measured on your pipe grade: AWS D1.1:2020 allows up to 1,000 µin (25 µm) on thermally cut surfaces. Cold mechanical insert tools produce Ra 3.2–6.3 µm (125–250 µin) — four to eight times smoother than the D1.1 limit. For nuclear, subsea, or pharmaceutical piping where the specification tightens beyond D1.1, request a demonstration cut on your actual pipe and material grade before ordering.
- Total cost per cut, not machine acquisition price: A Mathey Dearman 1SA at $1,547 carries very low per-cut consumable cost on carbon steel — gas and tip only. A cold mechanical tool at $4,000–$10,000 has higher acquisition cost but eliminates the grinding labor that thermal cutting on alloy grades generates. Industry cost analysis on P22 chrome-moly pipe shows thermal processes running $10,000–$18,000 in burdened labor per 1,000 cuts when rework from hardness-test failures is included; cold mechanical runs $500–$1,500 in consumable costs for the same volume. Run both models against your actual annual cut volume and material mix before the purchase decision.
How much does a pipe beveling machine cost?
Entry-level flame saddle machinery- Mathey Dearman MSA or similar- begin at $1,485 for the base instrument, no torch body included. Cold mechanical portable instruments-for pipe to 24″ – begin at $1,565 and progress through $10,000+ for ruggedized configurations in dense-wall pipe. Blunt-diameter band crawlers and automatic motorized units carry a fee as $15,000-$30,000+. Used saddle machinery trade on excess gear websites and welding system ghost shows are averaging between 40-60% of that for a normal install once the dogs and spacers are included – conformation of the complete hardware suite is recommended prior to the used sale, as alternate spacer sets and dogs are a significant chunk of the kit value.
Pipe Beveling Machine Market Trends Through 2030
The global beveling machine market was valued at USD 359.83 million in 2023 and is forecast to grow at a 4.3% CAGR through 2030, reaching approximately USD 483 million (Maximize Market Research). Three trends are reshaping equipment decisions within that growth curve.
The electric segment is outpacing the overall market. Electric pipe beveling machines represent a separate segment valued at approximately USD 450 million in 2024, expanding at 6.8% CAGR through 2034 toward an estimated USD 850 million (Reports and Data). The driver is the combination of programmable speed control and spark-free operation, which enables use in locations where open flame is prohibited and pneumatic infrastructure is not available.
Portable beveling demand spiked sharply in 2025. Search volume for “portable beveling machine” increased approximately 700% between April and September 2025 — from a baseline of 40 monthly searches to a peak of 320. That spike tracks with accelerated LNG terminal construction and offshore platform maintenance cycles, both of which require equipment that travels with the crew rather than staging at a fixed workshop. The demand shift toward portable units benefits both Mathey Dearman’s manual saddle machines and compact cold mechanical tools that field crews carry in a toolbox.
US market growth is running slightly above the global rate. North America shows a 5.2% CAGR forecast through 2033 (Reliable Market Forecast), driven by natural gas pipeline expansion and water infrastructure replacement programs under the 2021 Infrastructure Investment and Jobs Act.
For equipment buyers, the pattern points toward cold mechanical tools gaining specification share over flame-only units wherever documentation requirements, classified-atmosphere work, or alloy pipe grades are part of the project scope. Mathey Dearman’s core market — mainline carbon steel pipeline construction in open terrain — continues growing at the overall market rate, with cold mechanical tools gaining ground at facility tie-ins and LNG terminal scopes on a project-by-project basis.
Frequently Asked Questions
Is the Mathey Dearman beveling machine the same as a pipe beveler?
In slang by pipeline construction personnel sometimes the “Mathey Dearman” and “beveling machine” are used interchangeably (like “Kleenex” and tissue). For saddle type oxy-fuel pipe bevelers, such as mentioned here, these two terms are means to refer to the same machine in North American pipeline construction. As the Mathey Dearman saddle machine is by far the dominant brand in most North American pipeline projects, even the brand name generally became short hand for the category. More technically, “pipe beveler” could be any of several tools used to cut a beveled pipe end to prepare for the joining welds (like cold mechanical ID-mount tools, plasma, and plate bevel mills), but not the Mathey Dearman machine. So whatever brand is on the machine the foreman is telling the crew to “get the Mathey Dearman” when they need a flame saddle beveling machine.
Can a Mathey Dearman machine cut and bevel in one pass?
Yes; this one pass machine takes one orbit of the torch head around the pipe circumference to both cut through the pipe wall thickness and produce the weld-bevel seat at the same time. The rotational tilt of the torch head determines the bevel seat angle (generally 30-37.5-45°), so we complete both cutting tasks in a single orbit. This philosophy is also available from E-Z Pipecut with their single pass bevel-cut-then-bevel machines. Since they accomplish both the cut and bevel in a single operating cycle, Mathey Dearman saddle machines are generally faster than the cut-then-bevel process cycles that require separate machine passes and handling between steps.
Does flame cutting with a Mathey Dearman always require grinding before welding?
Nope. AWS D1.1:2020 Clause 5.15.4.3 allows thermally cut carbon steel pipe when surface roughness does not exceed 1,000 µin (25 µm). Properly maintained Mathey Dearman saddle machine is able to produce this standard condition for on A106 or API 5L pipe without grinding by default. The need to grind begins when the surface roughness exceeds 1,000 in, when drag marks and other damage occurs, or the pipe material / project spec slightly improves upon the D1.1 baseline.
What is the difference between the Mathey Dearman saddle machine and the band crawler?
The saddle machine hooks directly to the pipe cross section by means of step spacers or dogs; there is no need to wrap the pipe with other hardware. Its coverage is from 1.5″ to 20″ OD through 3SA and MSAs. The Band Crawler attaches by means of a flexible stainless steel band that cinches around the large circumference pipe (10 in through 60 in OD) and has a motorized carriage that drives the torch head around. Conventional saddle machines are limited by the pipe span width; crawlers when used make pipe end prepping possible in a wider range of diameters.
How does RESIZE cold beveling compare to Mathey Dearman for day-to-day pipeline work?
For projects involving long-distance pipeline construction using API 5L grade B pipe in open (on ground) conditions, saddle machines are a bit faster to begin work, less expensive per cut and not dependent on electrical power to operate. For turnarounds at refineries, LNG facilities, or similar, or when a P11 grade of steel is used in combination with any of themobile hot work conditions likely to be encountered, cold mechanical systems skip the additional inspection steps and HAZ treatment, and avoid the HAZ prepping labor, HAZ reduction heat treatment, and hot-work permit requirements associated with the thermal process). Both are valid choices; the decision hinges on pipe material grade, site safety risk category, or the project specification but not on brand. Review the comparison table above and the RESIZE milling and beveling machine page for full specifications and pricing.
Where can I buy Mathey Dearman beveling machines and replacement parts?
Mathey Dearman is sold through authorized welding supply houses throughout North America. Rigweldersupply.com carries a complete saddle machine line (MSA through 3SA) and PLASMASPEED retrofit kits with published pricing. Airgas branch locations and independent welding supply dealers stock common saddle models. Please note that Mathey Dearman does carry saddle machines for sale on the North America market primarily; international orders carry longer lead times through S.F.E. Group distribution channels. For used machines, pipeline equipment surplus dealers and welding supply auctions are the norm – ensure you obtain as many step spacers and dogs with your lot as those components make up a huge percentage of the kit working value and are difficult to buy alone.









{kind=link}
{kind=link}
{kind=link}
{kind=link}