
An industrial plasma cutter is a different purchase from the ³0-amp unit hanging in a hobbyist’s garage. For a steel fabrication shop running 200+ hours of arc-on time per month, the choice between 65 A and 125 A, between a 48 and 510 table, between Vendor A and Vendor B locks in five to seven years of operating cost. This guide is a decision framework for that purchase – built from amperage-class math, OSHA 1910.252 infrastructure rules, a five-year TCO model, and a 12-point B2B vendor verification checklist.
Quick Specs — Industrial Plasma Cutter at a Glance
| B2B production amperage range | 45 A – 200 A+ (most fab shops land between 65 A and 105 A) |
| Mild-steel production cut capacity | 1/2″ (45 A) up to 2″ production cut (125 A+) |
| Typical air demand (65 A class) | 6–7 SCFM at 80–90 PSI, continuous, dried |
| Mandatory ventilation | 2,000 cfm/welder minimum per OSHA 29 CFR 1910.252(c)(2)(ii) |
| Cape× (industrial-grade turnkey) | $15K–$200K depending on amperage class + table size |
| Asset life (mechanical frame) | 10–20 years (consumables are wear items, not the machine) |
| Global market size (2025) | ~$811M USD, growing at 5.9% CAGR per Global Market Insights |
Why Steel Fab Shops Need a Different Buying Approach

An industrial buyer evaluates a plasma cutter against a different set of constraints than a one-person shop. Duty cycle dictates whether the machine survives Tuesday’s production run. Consumable economics decide whether the per-foot cost makes the job profitable. Vendor support determines whether a torch failure on Friday afternoon costs you the weekend.
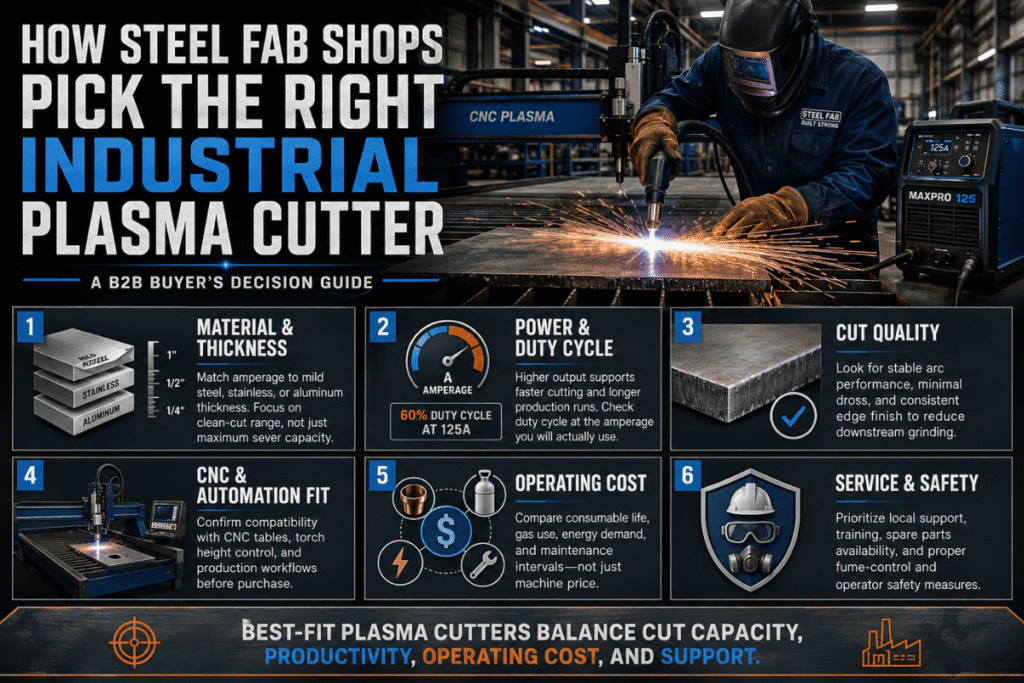
The five buying dimensions that separate B2B-grade from consumer-rebadged systems:
- Duty cycle at production amperage, not at peak – a “100% duty cycle” rated at 50 A is useless if you’re cutting at 80 A.
- Parts availability lead time – same-day vs. four-week distinguishes a B2B supplier from a re-badged consumer brand.
- Consumable cost economics – pierce-rated cost, electrode life under your actual amperage discipline.
- Vendor support depth – published cut charts, named application engineers, on-site training included.
- Compliance documentation – UL/CE certification, fume-emission test data, AWS / OSHA referenced in the manual.
If the vendor proposal does not address these five dimensions in writing, you are negotiating with a reseller rather than a B2B supplier. The remainder of this guide is structured around how to verify each one before the purchase order goes out – and how to build a production profile, an amperage choice, and a vendor scorecard that survive contact with the shop floor.
Define Your Production Profile First

Almost every misspecified plasma purchase starts with the question “What’s the thickest plate it can cut?” That question hides four better ones. Before you talk to vendors, write down a production profile.
The Production Profile Worksheet
- Average daily cut thickness – what 80% of your work actually sits at (mm or in).
- Peak thickness at the 90th percentile – the thick stuff you do occasionally, not the once-a-year e×ception.
- Material mi× as percentages – mild steel, stainless, aluminum, other conductive.
- Monthly arc-on hours – total cutting time, not “shop hours.”
- Largest plate stock you handle – drives table size, not “biggest part you want to make.”
- Operator skill tier (apprentice / journeyman / senior) since this drives consumable burn variance.
How thick of steel will a 60-amp plasma cutter cut?
A 60-amp class system is rated for a recommended 3/4″ (20 mm) production cut of mild steel, with sever capacity around 1-1/4″ (32 mm) and pierce capacity of roughly 1/2″ (12mm). Stainless and aluminum derate this by appro×imately 15-25%. The same machine that reliably severs 3/4″ mild steel is best thought of as a 5/8″ stainless / aluminum machine. The false specification number on the spec sheet is “sever thickness” — that is the ma×imum you can cut through, not the thickness of parts you can make at a sane edge quality and feed rate.
Amperage Class Selection: The 4-Variable Power Class Rule

Power class is the load bearing decision in this purchase. The shortcut “buy more than you need just in case” is the most costly mistake a fab shop owner can make, because amperage above 95% of nozzle rating over the long term dramatically reduces consumable life. Use the 4-Variable Rule instead.
- Production class- what your 80th-percentile daily cut really requires.
- Peak penetraton- what the 90th percentile thick job needs at sever speed.
- Duty cycle at production amperage – does the system run 100% at your daily class number?
- Consumable economics – at what amperage does electrode/nozzle life fall off a cliff?
Choose the lowest class that meets all four- not the highest class your budget can support.
| Amperage | Production cut | Sever capacity | Best fit |
|---|---|---|---|
| 45 A | 1/2″ (12 mm) | 7/8″ (22 mm) | Sheet, signage, light fab |
| 65 A | 3/4″ (20 mm) | 1-1/4″ (32 mm) | General fab, mi×ed daily work |
| 85 A | 1″ (25 mm) | 1-1/2″ (38 mm) | Heavy fab, structural plate |
| 105 A | 1-1/4″ (32 mm) | 2″ (50 mm) | Industrial production lines |
| 125 A | 1-3/4″ (45 mm) | 2-1/2″ (63 mm) | Multi-shift heavy industrial |
| 200 A+ | 2″+ at production speed | 3″+ (75 mm+) | Shipyard, structural beams, wind towers |
Industry guides commonly recommend the 65 A or 85 A class for shops whose daily work sits in the 1/4″ to 3/4″ mild-steel band- describing most general steel fabricators. The 105 A and 125 A classes justify their higher price tag only when consistent production of 1″+ plate is on the order book. A more technical walk-through of arc physics and subsystems describes the reasoning behind these breakpoints.
Buying a 125 A system to cut 1-3/4″ plate once a quarter and then running it at 65 A every day, doubles your consumable burn rate compared to parts a 65 A system would have cut at lower per-foot cost. Match the spec to the daily work, not the once-a-quarter e×ception. Outsource the occasional thick plate or switch to o×y-fuel.
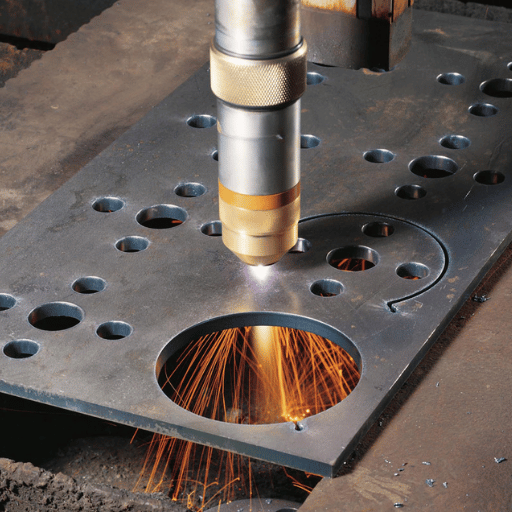
Material Cutting Capacity by Metal Type

Plasma can cut all electrically conductive metals, however the production cut number on the spec sheet refers to mild steel. Stainless and aluminum derate this figure; copper and brass derate it further. FHWA-HRT-20-056 evaluation of plasma-cut holes covers repeatable bevel and edge behavior on structural steel; the same physics derates non-ferrous capacity in the table below.
| Material | Capacity vs mild steel | Recommended gas | Edge / dross notes |
|---|---|---|---|
| Mild / carbon steel | 100% (baseline) | Compressed air or O₂ | Weldable as-cut for most applications |
| Stainless steel | ≈85–90% | N₂/H₂ or air | Slight HAZ discoloration; passivation may follow on critical parts |
| Aluminum (5xxx, 6xxx) | ≈75–85% | N₂/H₂ or air | Sticky bottom-edge dross; cleanup step expected |
| Copper / brass | ≈70% | N₂ or air | Reflective; narrow working window |
Standard plasma cuts produce 1°–4° bevel off perpendicular with a kerf width of roughly 1.5–3 mm, with the “good side” (away from the gas swirl direction) remaining below 2° in production. When the part will be welded along the cut edge, program for the good side towards the weld joint. For aluminum work expect a knockoff or grinder step downstream- plan workflow accordingly. Gas, settings, and aluminum thickness for plasma cutter covers the consumables used in that work in detail.
Table Size and Cell Layout for Your Shop Floor
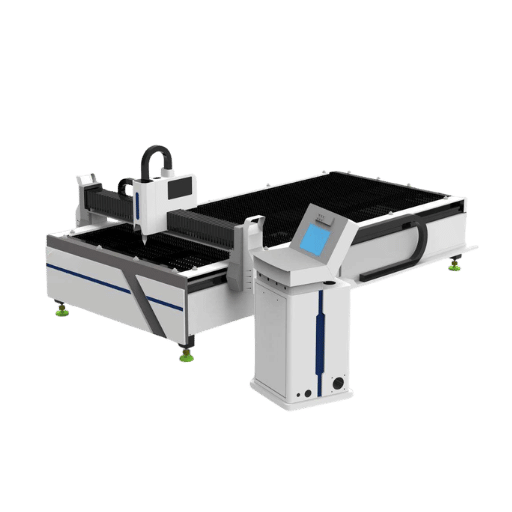
Table dimensions are determined by sheet stock, not part size. A 44 ft table will handle a half sheet of 48 stock without re-clamping- fine for the cut, painful for the workflow.
| Table | Sheet stock fit | Floor footprint | Best for |
|---|---|---|---|
| 4×4 ft | Half sheet, signage blanks | ~8×8 ft | Small shop, mixed work |
| 4×8 ft | Full 4’×8′ sheet (1220×2440 mm) | ~8×14 ft | Industry baseline — 80% of fab work |
| 5×10 ft | 5’×10′ sheet, large brackets | ~10×16 ft | Heavy fab, structural shop |
| 6×12 ft+ | Oversize plate, beam flanges | ~12×18 ft+ | Shipyard, wind tower, structural |
Two substructure options exist below the slats. A water table submerges the work, lowers fume and noise and lowers the heat-affected zone—’water and stainless and aluminum’ is the rule. A downdraft table draws fume through a filtered cabinet—part of ‘mild steel, in a clean shop’ is the rule. An industrial CNC plasma table selection walkthrough explains the schedule for slat replacement and the economics of water treatment that specs alone do not reveal.
Provide at least 4 ft of working room on each side of the table for sheet loading and a wide corridor to lead plate across the table. Plumbing compressed air and electrical before the final layout is the most difficult way to reconfigure a fab cell after six months in production.
Air and Electrical Infrastructure: What Buyers Forget
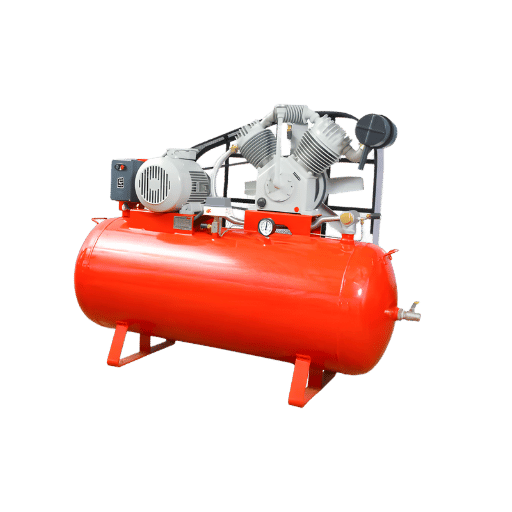
Compressed air is the single most underestimated line item in selecting a plasma cutter. Vendors will quote the cutter; the buyer will then discover in three weeks a $15K-$30K compressor and dryer buildout. Build the point of use spec into your fabrication cell spec, not your post sales warranty disaster.
| Power class | Air demand | Compressor (continuous) | Electrical service |
|---|---|---|---|
| 45 A | ~5 SCFM @ 80 PSI | 5 HP single-stage min. | 220 V single-phase / 30 A |
| 65 A | ~6–7 SCFM @ 85 PSI | 7.5 HP two-stage | 220 V single-phase / 50 A or 3-phase |
| 85 A | ~7–8 SCFM @ 90 PSI | 10 HP two-stage | 3-phase 220 V / 480 V |
| 125 A+ | 10+ SCFM @ 90 PSI | 15–25 HP two-stage + receiver | 3-phase 480 V / 60+ A |
Nameplate compressors are slow deceivers. A 14 CFM single-stage compressor coded “55% duty” supplies 14 CFM for time-limited bursts, then levels out at 65% of the peak for long-term drawdown. Sustained CFM at the regulator setting is what the plasma cutter demands—choose for continuous output power, not nameplate peak CFM. Match a refrigerant or desiccant dryer plus a coalescer to the compressor; oil mist and water in the air stream cut consumable capability in half. How to size an air compressor for a plasma cutter is walking through the receiver tank equation.
29 CFR 1910.252(c)(2)(ii) requires mechanical ventilation at a minimum of 2,000 cubic feet per minute per welder in small shops–under 10,000 square feet–where the ceiling height is under 16 feet. Five-seated fabrication cell needs 10,000 cfm minimum—a $20K-$40K air conditioning system most plasma buyers overlook while negotiating the spec box in their purchase budget. And plasma cutting… falls under ”cutting” in the OSHA regulation, while process-based fume collection remains supported by AWS Z49.1-2021 Safety in Welding, Cutting, and Allied Processes.
Plasma vs Laser vs Oxy-Fuel: When Plasma Wins
Not all cutting jobs are properly met by plasma. Around 6mm material thickness, the balance shifts: below 6mm fiber laser surpasses plasma in both edge quality and speed; from 6mm to50mm in conductive metals–glue, scrap and the money to get the job done–there is a clear competition and plasma wins on amortized cost-per-foot and capex; beyond 50mm in carbon steel oxy-fuel still maintains a foothold on cutting cost, although edge quality in still deficient.
- 6–50 mm conductive metals — best $/ft
- Mixed sheet-metal processing facilities–low-to-high carbon steels, stainless steels and aluminum without dedicated laser processing
- Capex-sensitive buyers under $200K
- Production environments demanding fast pierce
- Under 16 ga (~1.5 mm)-fiber laser is cleaner and faster
- Tolerances tighter than ±0.5° bevel
- Non-conductive stock (plastic, glass, fiberglass)
- Extreme internal radii / plasma cutting of holes that are smaller than the plate thickness
- What is the dominant material grade? Under 6 mm with tight-edge demand at fiber laser. 6-50 mm conductive plasma. Over 50 mm carbon steel oxy-fuel.
- What is the peak monthly archon time? Less than 200 hours/month in the plasma collection capex game. Greater than 200 hours/month in the fiber laser’s settled to amortized $/ft’ game.
- What is the non-metallic share? Greater than 30% with tight edge demand at fiber laser. Less than 30%, plasma more flexible.
Practical Machinist threads on cutter selection routinely surface plasma as the cost-effective selection for work 6 mm+ – the situations fiber laser owners regret the purchase usually involve shops whose actual material thickness surpassed laser’s sweet spot. A side-by-side plasma vs laser cutting comparison with edge samples visualizes the tradeoff.
What’s the best plasma cutter for the money?
“Best” depends on application, not on a single ranking. For a general fab shop cutting 1/4″-3/4″ mild steel at 100-200 monthly arc-on hours, an 85 A class system with a 48 table from any Tier-1 industrial OEM typically lands in the $20K-$45K range and amortizes against $50K-$80K of capability. The wrong answer is the lowest-cost unit that “can sever 1-1/2 inch” – sever capacity is a marketing number, not a production capability.
Total Cost of Ownership: Beyond the Sticker Price
Capital cost on the proposal is roughly half the five-year price tag. The other half is consumables, air, power, and down-time. Industrial plasma tables run 10-20 years; consumables turn over every few hours of arc time.
Job-costing math reported by working shop owners on plasma-cutting community forums gives a defensible benchmark. Industry practitioners typically price plasma work at approximately $0.33 per cut inch + $0.15 per pierce + $1.67 per minute of cutting, with the per-pierce figure absorbing electrode and nozzle replacement. Published industry cost calculators place mild-steel pierce cost under $0.07 on a light-industrial system. Actual shops range between these points, depending on operator discipline and air quality.
“Best cut quality and parts life is usually achieved when the amperage is set to 95 percent of the nozzle’s rating. If the amperage is too low, the cut will be sloppy. If it is too high, the nozzle life will suffer.”
— Industry consumable-life guidance, summarized from Tier-1 OEM technical service material
Industry practitioners commonly report 1,500+ pierces from a copper-plus electrode cutting 1/4″ plate over roughly 3 hours of torch-on time—significantly above the 600-1,500 spec range. Pierce height set to 1.5-2″ recommended cut height and dry air are the controllable variables that extend consumable life by 2-3 times. None of this appears on the spec sheet, but it dominates your five-year TCO.
A defensible five-year TCO outline for an 85 A class system at typical fab shop usage (200 hr/month arc-on, 250 days/yr):
- Capex amortized – $30K turnkey 5 yr = $6,000/yr
- Consumables – ~$0.10 average per pierce ~200 pierces/day 250 days = $5,000/yr
- Air (compressor power + dryer maintenance) — ~$1,800/yr
- Electrical (plasma + auxiliaries) — ~$2,200/yr
- Scheduled maintenance plus downtime — ~$1,500/yr
- Year-1 to Year-5 average – ~$16,500/yr ~$82,500 over five years
Capex is approximately 36% of five-year cost; consumables 30%; the remaining 34% is infrastructure and operator-driven items. The key factor is operator discipline (pierce height, air quality, amperage control) more than vendor selection.
B2B Vendor Evaluation: The 12-Point RFP Checklist
There is no publicly-available industry-standard B2B plasma cutter vendor checklist. This is the gap this section addresses. Use the 12 points below as the filter on every vendor proposal; assign each a weight 1-5 and a binary proof ( given / not given in writing).
The 12-Point B2B Vendor Verification Checklist
- Duty cycle at produc tion amperage- published table, not just “60% at 100A. “Demand the duty cycle at the amperage you will actually run.
- Cut chart for your three primary materials- speeds, gas, consumable matrix in writing for mild steel + stainless + aluminum at your thicknesses.
- Consumable lead time- same-day shipping vs. 4-week order? Get the SLA in writing.
- Local parts depot or authorized service partner- within 4 hours of the shop? Named, with contact.
- UL and/or CE certification- full mark certificate, not “UL listed components. “Insurer wants this.
- Compliance documentation- manual cross-references OSHA 1910.252 and AWS Z49.1-2021 for fume and hot-work guidance.
- Operator training included- on-site or factory, hours specified, certificate issued.
- Warranty terms- separate coverage for power source, torch, consumables; parts-and-labor not parts-only.
- Application engineer access- named contact who can review your part files and recommend cut parameters, not a 1-800 queue.
- References in your industry- three working B2B installations, your size, your material mix, that you can call.
- Trade-in / upgrade path- what happens at year 5 or 7 if you scale up an amperage class?
- Cybersecurity posture (CNC controller)- for connected systems, basic password policy, firmware update channel, network segmentation guidance.
Score each vendor 0-60 (12 points 5-weight max). A score below 40 in a $50K-class purchase is the signal to either renegotiate the proposal or remove the vendor from consideration. Among Tier-1 industrial OEMs and their authorized distributors, most score 45+; the wide variance lives in the consumable, support, and training lines, not in the power source itself. Re-badged consumer brands and unauthorized resellers typically fail items 3, 4, 7, 9, and 11- the support infrastructure they cannot replicate from a warehouse.
When in doubt, route the RFP through a vendor whose industrial plasma cutting machine line is paired with welding rotators and positioners from the same supplier — single-vendor accountability simplifies item 4 and 9 dramatically. Pairing plasma with welding rotator and positioner equipment on the downstream side is where most steel fab cells stand or fall on throughput.
CNC Plasma Cutting Market Outlook 2026
If you are timing a 2026 capital purchase against the “fiber laser will replace plasma” narrative, market data does not support waiting. Multiple independent analysts agree that plasma is growing, not shrinking, in its 6-50 mm conductive-metal segment.
Global Market Insights reports the plasma cutting machine industry exceeded USD 811.4 million in 2025, expanding at a 5.9% CAGR through 2034. Mordor Intelligence projects a 4.23% CAGR with the market reaching $2.32B by 2031. Different scoping methodologies explain the size gap; both analysts agree on direction.
Three technology shifts shape 2026 buying decisions:
- X-Definition / HD plasma is closing the edge-quality gap with fiber laser on mid-thickness mild steel, preserving plasma’s per-foot economics above 6 mm.
- IoT and predictive maintenance have migrated from premium-tier into mid-range systems- modern controllers report consumable cycles, arc voltage, and duty-cycle telemetry to plant maintenance tools.
- Smaller in the fireball than ever, automated bevel heads are switching from high end to mid-range for structural and pressure-vessel fabrication where 5 axis bevel work officially required a separate machine.
Timing point of view: if variation on the benign side of OK for 2026 is dominated by mid-thickness mild steel, plan on harnessing an HD-class plasma. If yesterday’s announcement was more thin sheet than medium thickness, quantify fiber laser figures and check your capex theory before reverting to plasma. Expect to order an air-system and ventilation audit before the cutting machine even arrives – air and OSHA-compliant exhaust are the two capex design gates on every plasma line.
Frequently Asked Questions
Q: What amperage plasma cutter do I need for a steel fabrication shop?
View Answer
Q: How long do consumables last on an industrial plasma cutter?
View Answer
Q: What is the total 5-year cost of owning an industrial plasma cutter?
View Answer
Q: How do I verify a plasma cutter vendor is B2B-grade and not a re-badged consumer brand?
View Answer
Q: What size air compressor do I need for an industrial plasma cutter?
View Answer
Q: Is industrial plasma still worth it in 2026 with fiber laser prices dropping?
View Answer
Q: Can an industrial plasma cutter handle stainless and aluminum as well as mild steel?
View Answer
About This Buyer’s Guide
This industrial plasma cutter buyer’s guide has industrial shop decision-making data derived from (1) compliance standards OSHA 1910.252 and AWS Z49.1-2021, (2) market research by Global Market Insights and Mordor Intelligence, and (3) shop cost standards reported by industry end users to community discussion threads on plasma-cutting forums. Available capacity and amperage categories are defined for industrial class machines; specific combinations of machine, multi-tool features, and material should be selected for individual applications. Reviewed by the Resizeweld engineering team in May 2026.
References & Sources
- OSHA 29 CFR 1910.252 — Welding, Cutting, and Brazing — U.S. Department of Labor, Occupational Safety and Health Administration
- OSHA Welding, Cutting, and Brazing Standards Index — U.S. Department of Labor
- FHWA-HRT-20-056 — Evaluation of Holes Fabricated Using Plasma Arc Cutting — U.S. Federal Highway Administration
- NIST Special Publication 847 — Machining of Advanced Materials — U.S. National Institute of Standards and Technology
- AWS Z49.1 — Safety in Welding, Cutting, and Allied Processes — American Welding Society
- ANSI Z49.1-2021 Welding Safety Standard Reference — American National Standards Institute
- Plasma Cutting Machine Market Size, Forecast Report 2026–2035 — Global Market Insights
- Plasma Cutting Machine Market Size, Share & 2031 Growth Trends — Mordor Intelligence
Related Articles
- CNC Plasma Cutter — How It Works, Specs, and Industrial Applications — the technical companion to this buyer’s guide
- Industrial-Grade CNC Plasma Table Selection Guide — table substructure, slats, water vs. downdraft
- How to Size an Air Compressor for Your Plasma Cutter — receiver tank math and dryer selection
- Plasma Cutting vs Laser Cutting — cut quality, speed, and per-foot cost comparison
- Plasma Cutter for Aluminum — Gas, Settings, and Thickness Guide — non-ferrous material handling
- Welding Positioner Systems — downstream fab cell equipment to pair with plasma cutting









{kind=link}
{kind=link}
{kind=link}
{kind=link}