

A failed pipe weld rarely originates at the arc. It begins ten minutes prior, at the joint prep. Inconsistent bevel angles, o×idized cut surfaces, and off-square faces are the silent common factors behind lack-of-fusion failures, porosity and costly weld repairs on-site – all before the welder advances the torch.
A portable pipe beveler eliminates that variation. It machines the pipe end to precise, code-specified geometry – in the field, with a single operator, in one pass. The outcome is the same bevel angle on pipe number 1 and pipe number 200. That consistency is what weld preparation at production scale truly mandates.
This guide addresses everything you need to properly operate one: comparative power types, pipe sizing logic, bevel angle standards (ASME B31.3 and AWS D1.1), and a step-by-step field setup workflow. For multi-diameter work, the 3-Variable Pipe Beveler Selection Matrix in Section 4 cuts selection time significantly when specifying across multiple pipe sizes and site conditions.
Suppose you are ready to specify a unit? Explore RESIZE’s full line of portable pipe beveling systems from 0.5″ to 24″ ID pipe in electric, pneumatic and hydraulic powered models.
What Is a Portable Pipe Beveler?

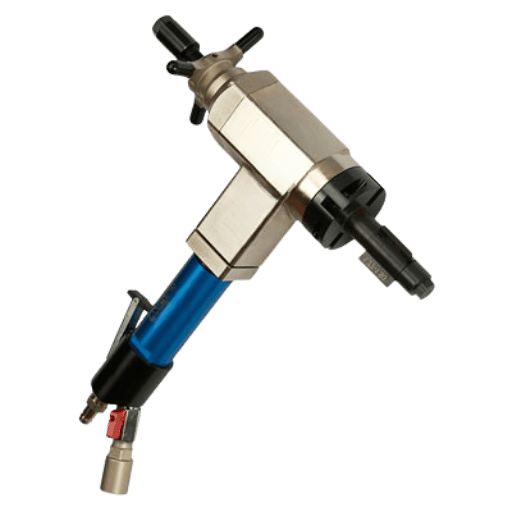
A portable pipe beveler – sometimes called a portable pipe beveling tool or end-prep system – is an ID-oriented machine tool that directly molds weld-prep geometry onto pipe ends on-site. Unlike a fixed lathe, the beveler travels to the pipe – affixing inside the bore using a deployable mandrel that automatically centers the cutting tool. No fixed fixture, no crane support, no second hands necessary to steady the part are needed.
Most portable beveling systems perform three simultaneous operations in a single cycle:
- Beveling – the variable-angle face cut, set to code-required geometry (typically 30-45)
- Facing – the flat, square face to facilitate gapless, aligned fit-up
- Counter-boring – the internal bore to boost alignment for pipes with incompatible wall thicknesses
The phrase cold cutting applies to all three. Mechanically milling with solid carbide inserts extracts material and simultaneously avoids heat-affected zone (HAZ). That’s an absolute contrast with plasma cutting or oxy-fuel gouging, where the heat enters the equation creating oxides and microstructural changes that need integrated post-cut grinding to prepare for welding.
They are used for oil and gas pipeline construction, power generation boiler tube replacement, chemical process piping, shipbuilding, structural pipe fabrication. Any trade that requires the pipe be beveled and prepared to a code conformant geometry can benefit from a dedicated beveling tool more than whatever grinding tool is available on the boat or in the tower. Here’s a quick primer on how proper beveling is different than other edge prep methods like chamfering. For more detail, check out the beveling vs chamfering comparison.
| Specification | Range / Options |
|---|---|
| Pipe ID Range | 0.5″ – 24″ (13 mm – 610 mm) |
| Standard Bevel Angles | 15°, 20°, 30°, 37.5°, 45° (configurable) |
| RPM Range | 5 – 120 RPM (variable speed) |
| Machine Weight | 18 – 60 lbs (8 – 27 kg), model dependent |
| Operations (single pass) | Bevel + Face + Counter-bore |
| Drive Options | Electric / Pneumatic / Hydraulic |
| Insert Material | Carbide (standard); Cobalt HSS or TiN-coated (stainless / super duplex) |
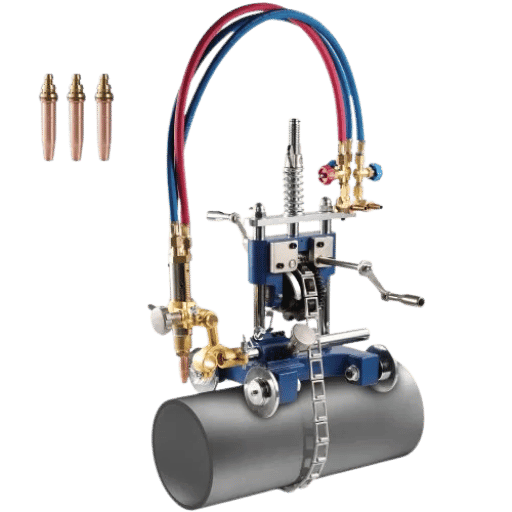
Types of Portable Pipe Bevelers: Electric, Pneumatic & Hydraulic
There are three drive types and they vary significantly in accuracy, portability and job site conditions. Make the wrong choice and you waste money. Make the right one and you make your job easy:
| Factor | Electric | Pneumatic | Hydraulic |
|---|---|---|---|
| Bevel angle accuracy | ±1° | ±1–2° | ±1° |
| Power requirement | 110V/230V outlet or generator | Air compressor (80–120 PSI) | Hydraulic power unit |
| Best application | Workshop, construction sites with power access | Offshore, refineries, ATEX/explosion-proof zones | Heavy-wall pipe, large diameter (>16″) |
| Continuous use | Good; thermal protection standard | Excellent — motor won’t overheat | Good; limited by HPU capacity |
| Typical cost range | $3,000 – $12,000 | $2,500 – $10,000 | $8,000 – $25,000+ |
A note that often surprises customers: pneumatic machines are less accurate (but more portable) than electric machines. The variable torque of the pneumatic air motor results in slight angular inaccuracy (1-2) while the stable torque of the electric motor results in precise control (1). Pneumatics have advantages in explosion-proof environments and continuous marathon cutting, but not in precision.
Selection Decision Rule
Power Source Grid electric. Accurate, inexpensive, readily available offshore or in classified/explosion proof areas Pneumatic. ATEX compliant models are default safe-area models in the oil and gas market Hydraulic. High torque output can handle heavy-walled carbon steel and stainless with ease.
If you would like a general overview of different pipe beveling machines, including fixed station and OD-clamping styles, see the pipe beveling machine guide. And if you’d like to see how cutting and beveling work together, the complete pipe cutting and beveling guide goes through a pipe from cut to fit-up.
Portable Pipe Beveler vs. Angle Grinder: Which Wins for Weld Prep?
An angle grinder is the most common alternative to a dedicated beveler — and the most common source of weld prep rejections on-site. Here’s a direct comparison on factors that matter for code-governed pipe welding:
| Factor | Portable Pipe Beveler | Angle Grinder |
|---|---|---|
| Bevel angle accuracy | ±1° (portable electric) | ±2°–3° (operator-dependent) |
| ASME B16.25 compliance (±2.5° limit) | Reliable | Marginal — ±2–3° puts you at or beyond limit |
| Consistency joint-to-joint | Identical — machine-controlled | Variable — depends on operator fatigue and skill |
| Surface finish | Machine finish, oxide-free, no post-grind | Rough; heat generates oxides requiring additional grinding |
| Heat-affected zone (HAZ) | Zero — cold cutting | Present — grinding generates localized heat |
| Time per pipe end (6″ pipe) | 2–5 min (setup included) | 8–20 min (skilled operator, flat surface) |
| Tool cost | $3,000–$12,000 | $100–$500 |
⚠ Field Warning: The Oxide Problem
Grinding creates heat. That heat causes oxidation in the pipe face. Weld on an oxidized surface and you risk porosity, inclusions, and lack-of-fusion flaws that are not easy to see without X-ray or UT inspection, and costly to fix later on. Miller Welds even has a quote on that: “The oxides can remain in the weld and cause porosity, inclusions, lack of fusion and other weld defects.” There is no recommended intervention after grinding in code-approved applications.
Let’s compare the tolerance specs directly. ASME B16.25 the standard for pipe end prep that is used across the majority of process piping codes such as B31.3 specifies a 2.5 bevel angle tolerance. A portable electric beveler can do 1, leaving 1.5 extra room to relax. An angle grinder at 2-3 puts you right at the end of Tolerance. One mis-layed cut and the inspector fails the joint. For a large number of joints in a running line, that rate just isn’t sustainable.
Is an Angle Grinder Good Enough for Pipe Weld Prep?
For one-off repairs and in supplies or service that are not under code, a skilled grinder/welder can pump out welds that are code acceptable. The question is whether they can do it acceptably and efficiently enough.
Any of the following call for a dedicated beveling machine:
- Production welding (more than 10 pipe ends per shift)
- ASME B31.3, API 1104, or AWS D1.1 code-governed work with documented weld procedure
- used in stainless, duplex or alloy pipe where HAZ, contamination are sensitive
- for pipe with wall thickness > Schedule 80 where accurate root face control is essential for full penetration
For pure low-volume jobs—say, replacing a single non-critical portion of carbon steel pipe—a grinder, with a cautious approach to bead finishing and oxide removal thereafter, is a justifiable option. But such projects are an exception on work sites.
How to Size a Portable Pipe Beveler: Pipe Diameter, Schedule & Wall Thickness
The sizing error most commonly seen is calling for OD while the mandrel clamps on ID. Since the expanding mandrel presses against the pipe bore, you want to specify the ID, which differs considerably by pipe schedule—even within a single nominal pipe size.
The following table correlates NPS & schedule to wall thickness and approximate ID from ASME B36.10M. Check the ID column to ensure compatibility with your dimensions before placing the order:
| NPS | Schedule | OD (in) | Wall (in) | Approx. ID (in) | Beveler Class |
|---|---|---|---|---|---|
| ½” – 1″ | 40 / 80 | 0.840 – 1.315 | 0.109 – 0.179 | 0.622 – 1.049 | Compact |
| 1½” – 2″ | 40 / 80 | 1.900 – 2.375 | 0.145 – 0.218 | 1.610 – 1.939 | Compact |
| 3″ – 4″ | 40 / 80 | 3.500 – 4.500 | 0.216 – 0.337 | 2.900 – 3.826 | Mid-Range |
| 6″ | 40 / 80 | 6.625 | 0.280 – 0.432 | 5.761 – 6.065 | Mid-Range |
| 8″ | 40 / 80 | 8.625 | 0.322 – 0.500 | 7.625 – 7.981 | Large |
| 12″ | 40 / STD | 12.750 | 0.406 | 11.938 | Large |
| 16″ – 18″ | STD | 16.000 – 18.000 | 0.375 | 15.250 – 17.250 | Extra-Large |
| 24″ | STD | 24.000 | 0.375 | 23.250 | Extra-Large |
Always check your actual pipe ID (including mill tolerance & any ovality) against your mandrel’s stated clamping range. Contractors requiring multiple diameters should seek a model with a modular mandrel set, instead of one with a fixed mandrel.
The 3-Variable Pipe Beveler Selection Matrix
Pipe OD Class Wall Thickness Site Power Suggested Beveler Setup
| Pipe ID Class | Wall Thickness | Grid / Generator | Air (80–120 PSI) | Remote / No Power |
|---|---|---|---|---|
| Small ½”–2″ ID |
Sch 40 / standard | Compact electric ✅ | Compact pneumatic ✅ | Battery compact ✅ |
| Sch 80+ / heavy | Compact electric (high-torque) ✅ | Compact pneumatic ✅ | Battery compact ⚠ (check torque rating) | |
| Medium 2″–8″ ID |
Sch 40 / standard | Mid-range electric ✅ | Mid-range pneumatic ✅ | Generator required ⚠ |
| Sch 80+ / heavy | Mid-range electric ✅ | Mid-range pneumatic ✅ | Hydraulic + HPU ✅ | |
| Large 8″–16″ ID |
Sch 40 / STD | Large electric ✅ | Large pneumatic ✅ | Hydraulic ✅ |
| Sch 80 / XH | Large electric (high-torque) ✅ | Large pneumatic ✅ | Hydraulic ✅ (preferred) | |
| Extra-Large 16″–24″ ID |
STD / Sch 40 | XL electric ✅ | XL pneumatic ✅ | Hydraulic ✅ |
| Heavy / XH | Hydraulic ✅ (preferred) | Hydraulic ✅ | Hydraulic ✅ |
See the full RESIZE pipe beveler range — 0.5″ to 24″ ID — mandrel specs, torque data, and power configurations by model.
What Size Portable Pipe Beveler Do I Need for 2-Inch to 8-Inch Pipe?
Most projects in the 2″-8″ NPS range fit comfortably in the mid-range beveler class, suitable for about 1.9″ to 8″ pipe IDs. A single up-to-date model with the necessary mandrel set will serve Schedule 40 applications across this spectrum.
Note: 8″ Schedule 80 pipe has about a 7.625″ ID, not 8″. Confirm that your account for tolerances and ovalities that 7.625″ ID is supported by your chosen size. Mid-range models typically handle between 8″-8.5″ ID—the Sch 80 nuance should be comfortable; I might double-check with your supplier for Extra Heavy.
Buyers working across two diameters should choose a manual with interchangeable mandrem sets, not multiple machines. Check with your vendor about the model’s adaptability ahead of time.
Bevel Angle Standards for Pipe Welding: AWS D1.1 & ASME B31.3
The figure that most engineers prefer—37.5—is from ASME B31.3 & B16.25, for process piping. It does not show up in AWS D1.1 which requires minimum 30 for V-groove joints on welds in structural steel. Error on the side of the wrong standard is a common pitfall.
Engineering Note — Which Standard Governs Your Work?
Process piping (refinery, chemical plant, power station piping): ASME B31.3 / B16.25 — V-groove 37.5° ±2.5°
Structural steel pipe (buildings, bridges): AWS D1.1 – 30 V-groove minimum
Oil & gas transmission pipeline: API 1104 – 30 V-groove
Thick-wall pipe (>20mm): any code—consider a J-groove (20-22), which won’t require as much filler.
When the project spec calls for both ASME and AWS, AWS takes second place. Follow the project spec. Always check with your QC before an action. Cutting.
| Code | Scope | Groove Type | Bevel Angle | Tolerance | Root Face |
|---|---|---|---|---|---|
| ASME B31.3 (B16.25) | Process piping | V-groove | 37.5° | ±2.5° | 1.6mm ±0.8mm |
| AWS D1.1 | Structural steel | V-groove | 30° (min) | ±5° | 0–3mm (joint detail) |
| API 1104 | Pipeline | V-groove | 30° | ±5° | 1.6mm ±0.8mm |
| Any code (thick wall >20mm) | Heavy fabrication | J-groove | 20°–22° | ±1° (typically) | Per WPS |
MoSt spec: AWS D1.1 Structural Welding Code – Steel (aws.org); ASME B31.3 Process Piping (asme.org); API 1104 Pipeline Welding Standard (api.org); pipe dimensions per ASME B36.10M.
For an in depth guide to beveling angles and what that entails, see our guide to beveling standards explained. The pipe weld fit-up process covers how bevel angles directly affect fit-up tolerances and root gap settings.
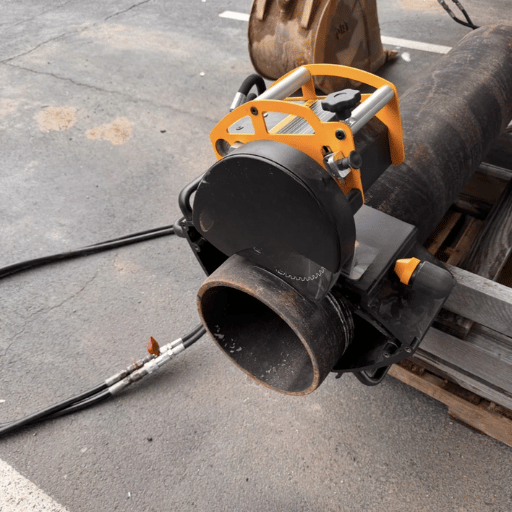
Step-by-Step: How to Use a Portable Pipe Beveler in the Field
Getting setup right takes five minutes. Getting it wrong costs you the whole pipe end a lot of the time and in some cases the whole inspection. Field setup procedure:
- Check pipe end. The cut must be held reasonably square. No more than 3–5° out-of-square, depending on your required root face width. Deburr the edge and remove any dings, flat spots, from the pipe within 6″ of the pipe end. If the pipe was plasma or oxy-fuel cut, remove all oxide layers by grinding before mounting the beveler.
- Select the correct sized mandrel. Match the mandrel size to your pipes actual ID. Nominal ID vs actual ID on standard carbon steel pipe is close enough to not matter. Measure used or scored pipe with a pair of digital calipers. Mandrel is seated correctly only if it slides into place with no more than slight play.
- Expand the mandrel fully. Place mandrel in bore. Expand mandrels until all arms contact the pipe wall equally. Check your hand. If you feel the machine move a slight bit, everything is fine. If you feel the pipe move more than a slight bit, you have forgotten to expand the mandrel further.
- Set bevel angle in accordance with your course, field, or project specs (ASME B31.3 37.5; AWS D1.1 30 minimum; API 1104 30). Select the flange with the angle stop or a known good digital angle gauge to verify. Do this before your first cut.
- Set depth stop. Depth stop controls width of bevel as well as root face. B16.25 root face target: 1.6mm 0.8mm. Before proceeding, run a test pass on scrap to confirm the system.
- Cut your pass. Make sure feed pressure is consistent. do not feed too fast. it will chatter, not fast enough, it will glaze the insert and cut the tool, ruining it. When welding stainless steel, super duplex, or Inconel pipe use TiN coated and/or cobalt HSS inserts, run a slower RPM, and use cutting fluid.
- Check finished bevel. Run a verify angle with angle gauge or bevel protractor. Measure root face with calipers. Ensure the surface is homogeneous and free of oxide streaks, tears, or notches. Any contaminant in the bevel face goes into the weld.
⚠ Most Common Setup Error: Incomplete Mandrel Expansion
When the mandrel is only partially expanded – or when mandrel arms come into contact with the bore non-uniformly – the cutting head is mis-centered in the pipe ID. The downstream consequence – a bevel that is too deep on the high side of the taper and non-deep on the low side – results in an uneven root face width around the pipe circumference. Under microscope the overall effect appears as an “out-of-round” bevel. Rest assured, it is not the pipe. You should see even arm contact at full power-down.
Maintenance Considerations: Carbide inserts require inspection after the first 50-100 pipe ends in typical moderation applications. Worn inserts are more prone to chatter and produce a rougher surface finish, creating heat. Proactive replacement-should they show signs of damage-prevents upset mid-production and secondary damage to the cutting head assembly.
Field safety requirements for cutting and welding operations fall under OSHA 29 CFR 1910.252 — Welding, Cutting and Brazing. Key mandates: require a fire watcher if combustible material within 35 feet of work area; illuminate confined space operation adequately; and require PPE (helmet/shields and safety apron) during all arc-related tasks.
Once the pipe end is beveled, fit-up and tacking is the next step. See our guide on the pipe weld fit-up process for root gap and alignment requirements, and our pipe welding positioners and pipe welding rotators features for downstream assembly line support equipment.
Portable Pipe Beveling in 2025–2026: Key Trends to Watch
While known more for pipe beveling, the portable beveling machine market is actually outpacing other fabrication tools in growth rate. According to industry forecasts, the worldwide portable pipe beveler machine market was valued at nearly $846 million in 2025, which is estimated to grow at a Compound Annual Growth Rate (CAGR) of 5.9% through 2035. This was sufficient to cause a nearly 19% increase in oil and gas equipment procurement of pipe beveling equipment between 2023 and 2025, resulting from pipeline construction activity both in North America and the Middle East intensifying.
Three technology shifts worth tracking for procurement teams:
3. CNC angle integration. A majority 57% of OEMs introduced CNC-compatible pipe beveling systems during 2024-2025. This CNC angle-integrating technology delivers around a 31% reduction in edge-finishing cycle time relative to manual angle-set beveling, through automation of angle changeover and repetitive depth-stop setting. Nearly three-fourths (72%) of recently market-launched pipe bevelers featured some form of CNC-controlled continuous or discrete angle changeover options.
4. Search trend demand signals. Search volume for “portable pipe beveling machine” increased from 40 to 480 monthly search queries between May and October 2025, according to data from DataForSEO processing agency- a 1,100% jump during just the six months. Pipeline infrastructure developments and power plant expansions drove this demand surge, not suddenly letup in market activity.
3. Materials diversification. The move to duplex stainless, super duplex and nickel alloys in offshore and chemical processing is requiring tool bit choices to go beyond typical carbide. Cobalt HSS and TiN-coated inserts are now no longer options just for special order, but line items on the quotes with the major beveling machine suppliers. Cold cutting is the enabling technology – these alloys cannot be prepared with thermal processing without creating a HAZ area that degrades corrosion-resistance and microstructure. If you need a cold cutting context for other equipment in your wider fabrications/production stack, see plasma cutting machines and when cold cutting is the better fit.
Pro Tip — Future-Proof Your Procurement
When configuring portables for your new build project, request model numbers for tools that include digital angle readout and motorized depth-stop facilities. Cost improvement is usually marginal ( [specify on the quote]) and you get repeatability of critical code work, without manual transcription errors. Battery-compatible variants are now common in the more portable hand sizes to fulfill multiple mobilizations in sites that don’t have reliable air or grid power – consider these on your next multi-mobilization project.
Frequently Asked Questions
What is the difference between a pipe beveler and an angle grinder for weld prep?
What is the difference between a pipe beveler and an angle grinder for weld prep?
A portable pipe beveleris a machine tool dedicated to the task of cutting the pipe end to a defined, repeatable angle. It is equally effective in producing an oxide-free surface in one pass, versus an angle grinder precision machine tool, that requires operator inference for angle and consistency. Angle grinders, although quick and efficient,is operator-dependent for accuracy; grinder accuracy usually is evident at the 2-3 mark, which is extremely close or beyond the 2.5 bend limit for ASME B16.25 code – the AG isn’t an optional tool that keeps the reject count off the weld report.
Can a portable pipe beveler handle stainless steel pipe?
Can a portable pipe beveler handle stainless steel pipe?
Yes. Stainless, duplex and super duplex all machine well provided you understand how to set up the tooling correctly: use cobalt HSS or TiN-coated inserts (not single-purpose carbide), slowdown the spindle rpm and use cutting fluid during the cut. Mechanical beveling,is a cold-cutting process- so it produces 0 heat affected zone; the microstructure and corrosion-resistance is not compromised regardless of drive type. This operation creates no heat-affected zone and therefore the microstructure and corrosion-resistance are unaffected regardless of drive type, providing that the correct tooling set-up is used.
What bevel angle is standard for butt weld joints in pipe?
What bevel angle is standard for butt weld joints in pipe?
It depends on which code rules. B16.25 (per B31.3 piping) lists 37.5 2.5 as the required bevel angle for standard V-groove butt joints. AWS D1.1 (structural welding) requires no less than 30 on prequalified joints. API 1104 (pipeline welding) list 30 5. for sidetap welds. Over 20mm(7/8-inch) wall thickness many codes will allow a J-groove corner-bevel, which reduces filler metal requirements substantially. Confirm as always against your WPS as this author is not always the prescribing authority.
How long does it take to bevel a pipe with a portable beveler?
How long does it take to bevel a pipe with a portable beveler?
On initial setup planning such as installing and aligning the mandrel, the angle and depth stops, ten minutes are common. Five additional minutes should be expected for a single pipe end to be cut, dependent on wall thickness and diameter: a 4″ schedule 40 end will typically knife through the cut in 1-2 minutes; a 12″ schedule 80 may take in excess of 4 minutes. AG prep time on same weld-joint X0/4 could average 8-20 minutes.
Do portable pipe bevelers work on PVC and HDPE pipe?
Do portable pipe bevelers work on PVC and HDPE pipe?
Yes, electric models are effective with thermoplastic pipe including PVC, HDPE and CPVC. Use plastic suitable cutting inserts, dial down to the bottom end of the manufacturer’s recommended RPM, don’t use cutting fluid (most commercial cutting fluids are not suitable for thermoplastics). Pneumatic models are accessible, the lack of spark and heat build up is an immediate benefit for PVC, the most easily affected thermoconnection, due to its sensitivity to localized friction generated heat.
Confirm the mandrel material will not mark if an internal bore finish is to be maintained.
What pipe diameter range do portable pipe bevelers typically handle?
What pipe diameter range do portable pipe bevelers typically handle?
Standard Compact Drive Units normally achieve ” to 3″ ID. Standard Mid-range Drive Units operate on 2″ to 8″ ID. Medium Classes have operating ranges from 6″ to 16″ ID, while the Large Class travels from 10″ to 24″ ID.
The RESIZE portable pipe beveling range covers 0.5″ to 24″ ID across the entire model line—each with interchangeable mandrel sets so one drive unit can accommodate multiple size classes.
Have a pipe spec? Get a model recommendation.
All of our portable pipe bevelers are RESIZE, and cover 0.5″ to 24″ inside diameter with electric, pneumatic and hydraulic drive. All types of inserts are available for all materials – Carbide, cobalt HSS, and TiN coated.
View Full Pipe Beveler Specs & Models →
WhatsApp Your Pipe Spec for a Recommendation
Find also has been reviewed by the RESIZE Engineering Team – RESIZE develops and manufactures milling & beveling machines, welding positioners and pipe welding rotators for industrial fabrication all around the globe. Technical data presented herein are derived from the in-depth product engineering experience, published welding code standards and feedback from customers in oil & gas, power generation and pipeline construction operations.
Transparency: RESIZE manufactures portable pipe beveling machines. This article provides educational selection guidance; standard references (AWS, ASME, API, OSHA) are cited from their respective standards bodies. Cost ranges are market estimates and vary by region and configuration.
Related Articles









{kind=link}
{kind=link}
{kind=link}
{kind=link}