
![VEVOR Welding Positioner Review: Specs, Real Limits & When to Upgrade [2026]](https://resizeweld.com/wp-content/uploads/2026/05/0-6-1024x683.webp)
If you’re researching the VEVOR welding positioner before buying, you’ve likely noticed that almost everything online is either a product listing or a YouTube video — nothing written that pulls together the real specs, the limitation that catches TIG welders off guard, and a practical framework for deciding when a budget positioner makes sense and when it quietly stops paying for itself.
The information for this review was sourced from real product specifications, two independent YouTube reviewer e×periences, engineering information available in the welding community, and a comparison with professional-grade tools. The aim is not to say that VEVOR is a poor choice – it is a respectable product in certain circumstances – but to provide you with information to make an informed purchasing decision.
Three questions this review will address directly, due to the information available: 1. Does the VEVOR positioner really meet the critical specifications of 1,000 lb horizontal capacity and 300 lb vertical capacity (a detail many customers overlook)?
2. Is doing TIG welding on it a feasible proposition? 3.
When would it be financially beneficial to purchase a real industrial positioner?
Quick Specs: What the VEVOR Welding Positioner Actually Delivers

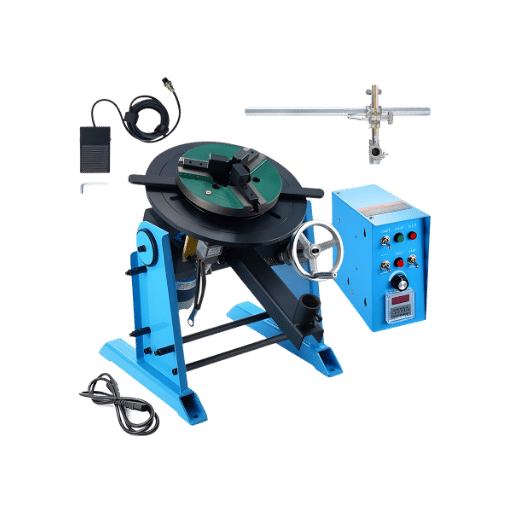
VEVOR offers two of these mandrel-type rotary positioners — also referred to as a welding turntable in some listings — both designed for hobbyists and small workshops: a 10KG benchtop positioner designed to sit on a workbench, or a 30KG (66 LBS in US listings) version. Both share the same 1–12 RPM rotation range, which is central to the TIG limitation covered in Section 3.
Quick Specs: VEVOR Welding Positioner 30KG (66 LBS)
- Load Capacity (horizontal): 30 kg / 66 lbs
- Weight bearing (vertical, 90 tilt):15 kg / 33 lbs—see note below
- Rotation Speed: 1–12 RPM (stepless speed control)
- Tilt Angle: 0–90° (manual tilt, wing-nut locking)
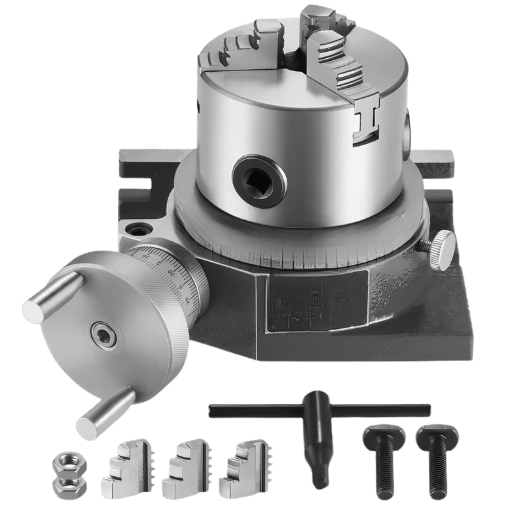
- 3-Jaw Lathe Chuck: 12.4″ (315mm) diameter
- Motor power: 80W
- Voltage: 110V AC
- Price range: ~$250–$350 (Amazon, as of 2025–2026)
| Spec | VEVOR 10KG | VEVOR 30KG / 66LBS |
|---|---|---|
| Load — horizontal | 10 kg (22 lbs) | 30 kg (66 lbs) |
| Load — vertical | ~5 kg (est.) | ~15 kg (est.) |
| Rotation speed | 1–12 RPM | 1–12 RPM |
| Tilt angle | 0–90° | 0–90° |
| Chuck size | 8.1″ (205mm) | 12.4″ (315mm) |
| Motor | 20W | 80W |
What is the load capacity of the VEVOR welding positioner?
The load rated for the VEVOR 30KG positioner is for the horizontal position only. When the table is tilted to the vertical (90), the actual loading limit drops to about 15kg-½ the rating. This is not a manufacturing fault; it’s simply physics.
Since the load on the table is at an angle the torque along the motor shaft increases; the technical term that industrial engineers use for this is moment arm loading. The motor and gearbo× are rated for horizontal use, and although 15kg isn’t an issue for the machine, it can reduce the service life when used at rated load off the horizontal. If you plan to tilt with 20-30kg assemblies regularly you are working outside the safe working limit, see our full welding positioner load capacity guide for the calculation.
Who Should (and Shouldn’t) Buy the VEVOR Welding Positioner
It’s priced the way it is for a reason. The VEVOR is sold at $250-$350, It’s the first wheel a welder considers when he’s ready to stop spinning his parts by hand But “ine×pensive,” and “right for this application” are two different questions, and that question is asked almost solely on the basis of your welding process, part size and hours/da.
✔ Advantages
- Lowest cost entry point for a powered rotary positioner
- Adequate for MIG welding on parts under 15 kg
- Foot switch and timer function included
- Quick setup for hobbyist and light fabrication
- 3-jaw chuck grips most round pipe and tube quickly
⚠️ Limitations
- Min 1 RPM for hurtigt TIG på rør 3″ og op.
- Weight limit for vertical loading is reduced to 15kg (50% rated).
- Wing-nut tilt mechanism slow to adjust mid-job
- Chuck undersized for diameter pipe work above 3″
- Not suited to production volumes (>3 parts/day continuously)
The 3-Check Method — Evaluate Any Budget Positioner Before Buying
- RPM min calculation: Where Calculate RPM = Travel Speed (Diameter ). If the largest pipe and process speed generate a RPM below the positioner’s RPM min, the positioner cannot slow down enough for your application.
- Tilt-load check. Are you going to tilt to vertical on a regular basis?If so, use the 50% rule for you ma×imum assembly. If that weight is greater than the vertical rating, move to the ne×t capacity.
- Volume check: is it going to run more than 3 hours a day?Budget positioners have 80W motors and are built for occasional hobby use, not for production welding at sustained daily volume. Check the duty cycle spec before committing to a high-throughput application.
| Buyer Profile | Verdict | Reason |
|---|---|---|
| MIG hobbyist, parts under 15 kg | ✅ Good fit | MIG travel speeds (15–30 IPM) work fine at 1+ RPM on most diameters |
| TIG welder, pipe 1″–2″ diameter | ⚠️ Borderline | 1 RPM on 2″ pipe = 6.3 IPM — acceptable but no margin for slow passes |
| TIG welder, pipe 3″+ diameter | ❌ Poor fit | 1 RPM on 3″ pipe = 9.4 IPM; on 4″ = 12.6 IPM — too fast for quality TIG stainless |
| Production shop, >3 parts/day | ❌ Poor fit | Duty cycle and motor wattage not rated for continuous industrial use |
For benchtop vs floor positioners, advice on sizing upward from a hobby-sized unit, the above linked glance provides insight into when the footprint of a benchtop unit becomes a bottleneck as a shop expands.
The Speed Problem — Why TIG Welders Consistently Struggle With VEVOR

This is the most technically relevant section of this review, and it explains the single most common complaint from welders who purchase the VEVOR for TIG pipe work. It has nothing to do with the build – it’s math. The positioner’s minimum RPM (1) is just too fast when TIG welding on pipe over 2″ diameter.
The formula is straightforward:
RPM = Travel Speed (IPM) (Pipe Diameter 3.14)
Example: TIG stainless on 4″ pipe, target travel speed 6 IPMRPM = 6 (4 3.14) 6 12.57 0.48
The RESIZE welding rotation speed calculator uses this same formula. TIG on stainless: target 3-6 IPM. MIG on carbon steel: 15-30 IPM. The process decides the required RPM, not the positioner.
| Pipe Diameter | Speed at VEVOR Min (1 RPM) | TIG Stainless Target | Result |
|---|---|---|---|
| 1″ (25mm) | 3.1 IPM | 3–6 IPM | ✅ Acceptable |
| 2″ (50mm) | 6.3 IPM | 3–6 IPM | ⚠️ Borderline |
| 3″ (76mm) | 9.4 IPM | 3–6 IPM | ❌ Too fast |
| 4″ (101mm) | 12.6 IPM | 3–6 IPM | ❌ Too fast |
| 6″ (152mm) | 18.8 IPM | 3–6 IPM | ❌ Way too fast |
What RPM is needed for TIG welding on a positioner?
When TIG welding stainless steel pipe, a target travel speed of 3-6 inches per minute (IPM) is widely considered ideal for consistency. At 5 IPM, 3″ pipe requires approximately 0.53 RPM, while 4″ pipe at 5 IPM requires approximately 0.40 RPM. The VEVOR minimum of 1 RPM always exceeds both of those ranges – meaning the table will always be turning faster than TIG can. Selecting a positioner for pipe welding by process and material will be covered in the linked guide.
Realworld TIG practitioners confirm this. A contributor to the Miller Welds forum builds custom TIG positioners used for stainless tube. He straightforwardly states: “For TIG on smaller pipe I cannot get it slow enough.” It’s not an isolated caseit reflects the physics, which are precisely why all true industrial grade positioners have minimum speeds well below 1.
When MIG welding carbon steel, typical travel speed is 15-25 IPM, and the VEVOR 1 RPM minimum is never an issue. The limitation only applies to precision low-heat processes like TIG.
What Real Owners Say After Buying — Honest User Findings

Two independent YouTube reviewers with no brand bias published hands-on reviews of the VEVOR welding positioner in 2024-2025. The results are consistent, and the findings surprising.
“The speed control at the low end is the main issue for TIG work. Even dialed all the way down, it’s moving faster than I want it to on 3-inch stainless. For MIG it’s completely fine – I wouldn’t hesitate to use it for that. But if TIG pipe is your main application, you’re going to be disappointed.”
— Mad Ginger Customs, YouTube (7,897 views, September 2024)
A second independent reviewer (CO Motorsports, 7,517 views, January 2025) encountered the timer control and used the unit every day in the shop. Their critical insights match the engineering data above.
- ✔
TIG minimum speed: Both reviewers independently confirmed the positioner’s lowest speed setting is faster than optimal for TIG welding on pipe 2″ and above. This matches the engineering math — 1 RPM minimum on 3″ pipe delivers 9.4 IPM surface speed, above the 3–6 IPM TIG stainless range. - ✔
Wing-nut tilt mechanism: The manual tilt adjustment requires loosening a wing nut, physically repositioning the table, and re-tightening. Fine, for a hobbyist. Frustrating when you need to change angles frequently mid-job. Professional positioners use motorized or quick-release tilt. - ✔
Timer function — genuinely useful: The built-in timer received unexpectedly positive feedback. It allows precise, repeatable arc-on time for consistent welds without a separate control. Both reviewers called it a practical feature that adds real value for production runs. - ✔
Ground strap essential: Both reviewers emphasized the importance of using the included ground strap connection point. Relying on the motor bearings for welding current ground is a known failure mode on budget positioners — the ground strap bypasses this correctly. - ✔
Smaller pipe work: surprisingly capable. On tube under 2″ diameter for MIG and light TIG, both reviewers found the VEVOR performed well. The speed range works, the chuck grips securely, and the overall stability was adequate for hobbyist use.
A handy mental model: picture an individual with an exhaust fabricator who builds 1.75″ stainless mandrel bends for car guys. MIG tacks, TIG finish passes, all less than 10 kg apiece. This is precisely the use case where the VEVOR lives up to the dollars you paid. Tiny parts, no need for sub-1 RPM precision, and the timer function keep the welds consistent for a run of identical items. Now, picture that same fabricator getting a job for 4″ schedule 10 stainless pipe spools for a processing plant. Now each weld calls for TIG root passes at consistent travel speed on parts that tilt to vertical, at 25 kg apiece. The VEVOR chokes on both the RPM requirement and the vertical load requirement. The tool didn’t change – the nature of the work did.
VEVOR vs Industrial Alternatives — The Honest Comparison Table
The table below compares the VEVOR 30KG against three professional level competitors at higher price and capacity points. The minimum RPM column proves critical in TIG work – it determines whether a positioner can actually slow down sufficiently for precision work on pipe 3″ and above.
| Spec | VEVOR 30KG | RESIZE WP-300 | Profax WP-250 | KAKA WP-350 |
|---|---|---|---|---|
| Price | ~$250–$350 | from $1,200 | $2,347.99 | $2,174 |
| Load (horizontal) | 30 kg (66 lbs) | 300 lbs (136 kg) | 440 lbs (200 kg) | 350 kg (770 lbs) |
| Load (vertical) | ~15 kg (33 lbs) | ~150 lbs (est.) | 250 lbs (113 kg) | ~175 kg (est.) |
| Min RPM | 1.0 RPM | 0.2 RPM | 0.5 RPM | < 1 RPM (variable) |
| Max RPM | 12 RPM | 4 RPM | 5.5 RPM | 5 RPM |
| Tilt range | 0–90° (manual) | 0–90° | 0–90° (manual) | — |
| Motor | 80W | — | 1/8 HP (~93W) | 125W |
| TIG compatible | ⚠️ Limited (pipe ≤ 2″) | ✅ Yes (down to 0.2 RPM) | ✅ Yes (down to 0.5 RPM) | ✅ Yes (variable) |
| Target user | Hobbyist / light MIG | Small professional shop | Professional shop | Industrial |
RESIZE WP-300 specs from resizeweld.com. Profax WP-250 pricing from industrialtoolcrib.com ($2,347.99) and harrisweldingsupplies.com ($2,395). KAKA WP-350 from Amazon listing. Vertical load estimates based on 50% capacity rule where not explicitly rated by manufacturer. Prices are as of 2025–2026 and subject to change.
The RESIZE WP-300 at $1,200 minimum is worth noting separately. It sits between the VEVOR’s price range and the Profax/KAKA level — and its minimum RPM (0.2) is five times lower than VEVOR’s, making it genuinely capable for TIG pipe welding down to about 1.5″ diameter. It also carries 300 lbs horizontal — roughly four times the VEVOR’s capacity — and uses a foot pedal for speed control. For a small shop welding positioner that needs to handle both MIG and TIG production, this price-to-capability gap is meaningful.
Every positioner listed in the table above has a vertical vs. horizontal load discrepancy. The VEVOR 30KG has a vertical maximum (~15 kg) that looms large if purchased by unaware buyers – it would immediately be exceeded when inclined with a 25 kg pipe spool. This situation applies to all budget level positioners, and explains the explicit specification of horizontal capacity (440 lbs) versus vertical capacity (250 lbs) for the Profax WP-250. When researching any positioner, always consider: which direction is the load ratings calculated in?
When Your Shop Has Outgrown Budget Positioners — Upgrade Decision Framework

The heart of the issue is not whether the VEVOR is “good enough” in a general sense – it’s whether it’s good enough for the current work, and whether the economics of upgrading to a higher-end positioner still make sense. Five specific points suggest the time to upgrade is at hand.
-
- ✔
If you’re running more than 3 jobs per day: Calculate the time lost to manual repositioning, re-clamping, and speed adjustments that wouldn’t occur on a motorized-tilt industrial unit. At $65/hour welder cost, 20 minutes of friction per job across 3+ jobs/day = over $65/day in absorbed labor. Over a year, that’s $16,000+ — more than the cost of an industrial positioner. - ✔
If your work requires TIG on pipe 3″ and larger: Apply the RPM formula above. If the required RPM falls below 1.0, a budget positioner with a 1 RPM floor is a structural limitation, not a preference. Quality TIG on stainless above this diameter requires minimum speeds of 0.3–0.6 RPM. - ✔
If your assemblies regularly exceed 15 kg tilted vertical: The VEVOR’s 50% capacity rule kicks in. Working above vertical load capacity isn’t just a quality issue — on a production schedule, it’s a motor and gearbox wear issue. Oversized loads accelerate failure on 80W budget units. - ✔
If you’ve had chuck slippage or repeated re-centering events: A 12.4″ chuck is adequate for small-diameter work. On pipe 3–4″, users report the chuck grip becoming marginal. Industrial positioners use larger, heavier-duty 3-jaw or 4-jaw chucks with higher torque clamping force — the type of thing that shows up when you’re running 100 pieces, not 10. - ✔
If your ROI horizon is under 18 months: Industrial positioners from professional manufacturers, including RESIZE, typically deliver ROI in 6–18 months through productivity gains of 30–50% and labor cost reduction. If your shop’s current welding volume would produce that ROI window, the economics favor moving up rather than replacing a worn budget unit with another budget unit.
- ✔
ANSI Z49.1:2021, Safety in Welding, Cutting, and Allied Processes is the current U.S. standard governing welding workplace safety. According to ANSI, OSHA inspectors may use this standard as a reference when evaluating whether an employer is providing a safe working environment. The standard includes requirements for equipment guarding (reference to ANSI B15.1 for power transmission components), proper electrical installation per NFPA 70, and operator training. For production shop use of any welding positioner — including VEVOR — operators should be trained on emergency stop procedures, overload limits, and safe load behavior of slowly rotating assemblies. See the linked ANSI resource for the full scope.
If two or more of the five triggers above apply to your current operation, industrial welding positioners priced from $1,200 offer a meaningful step up — with minimum RPM below 0.2, motorized tilt, higher load capacity, and CE/ISO quality standards that budget units don’t carry.
Welding Positioner Market Outlook 2025–2026: What Buyers Should Know

Knowing where the market is heading enables you to make a purchasing decision that remains relevant. If you have been weighing up the pros and cons of staying with a budget positioner and moving up to an industrial unit, there is value in knowing that industrial grade positioners are becoming smarter – and that demand is increasing – can shift the timing calculus.
According to Market Intelo’s welding positioner market report, the global market was valued at $1.12 billion in 2024 and is forecast to reach $2.18 billion by 2033, driven by automation adoption, Industry 4.0 integration, and rising demand from automotive, aerospace, and infrastructure manufacturing. Asia Pacific is the fastest-growing region at a CAGR of 9.1%, reflecting heavy investment in manufacturing capacity. North America currently holds approximately 34% of global market share.
The technology trend most relevant to buyers is the shift toward positioners that integrate directly with robotic welding cells and PLC-controlled systems. Automatic welding positioners already account for 56.1% of the arc welding equipment segment, according to Grand View Research. For welders planning to eventually move toward semi-automated or robotic workflows, buying a positioner that’s servo-compatible or PLC-ready now avoids a second purchase later.
The TIG welding segment specifically is growing at approximately 6.0% CAGR through 2033, driven by demand for precision welds in food processing, pharmaceutical manufacturing, and aerospace applications. Welders who choose equipment based on minimum RPM capability today are positioning their shops for the work that’s actually growing.
For buyers planning 2025–2026 capital equipment decisions: positioner prices at the industrial end are not expected to decrease significantly — raw material costs and automation component costs remain elevated. If the ROI calculation works now, waiting typically costs more than it saves.
FAQ — VEVOR Welding Positioner
Is the VEVOR welding positioner worth it?
View Answer
What is the minimum RPM of the VEVOR welding positioner?
View Answer
Can you use a VEVOR positioner for TIG welding?
View Answer
What is the vertical load capacity compared to horizontal?
View Answer
What chuck size does the VEVOR 30KG positioner use?
View Answer
How does VEVOR compare to Profax or KAKA Industrial positioners?
View Answer
Ready to Move Beyond Budget Positioners?
RESIZE makes industrial-grade welding positioners from $1,200, of minimum RPM down to 0.2 for TIG-critical applications and load capacities from 300 lbs to 50+ tons. Ask for a quote matched precisely to your process parameters.
About This Review
RESIZE manufactures and sells industrial welding positioners and has a commercial interest in buyers upgrading from budget alternatives. This review is written from that perspective and declares it openly. The engineering data — RPM calculations, load capacity physics, and TIG travel speed figures — are verifiable independently using the formula and sources linked throughout. Our goal is to help buyers make the right choice for their application, which in some cases is the VEVOR.
References & Sources
- ANSI Z49.1:2021 — Safety in Welding, Cutting, and Allied Processes — American National Standards Institute
- Global Welding Positioner Market Report 2024–2033 — Market Intelo
- Welding Positioner Turntable Market Report (CAGR 6.8%, 2025–2033) — Growth Market Reports
- Welding Positioner RPM — Community Discussion — Miller Welds Forum (RPM formula source)
- Stainless Steel Welding Applications — Travel Speed Reference — TIP TIG USA









{kind=link}
{kind=link}
{kind=link}
{kind=link}