
Plasma cutter consumables — the electrode, tip, nozzle, swirl ring and shield cap inside your torch — wear out every few weeks on normal duty and decide whether your cuts come out clean or ugly. This guide pulls the component anatomy, replacement timing, Hypertherm Powermax compatibility, OEM vs aftermarket math, and life-extension parameters into one ready-to-go reference you can act on this shift.
Quick Specs: Plasma Cutter Consumables
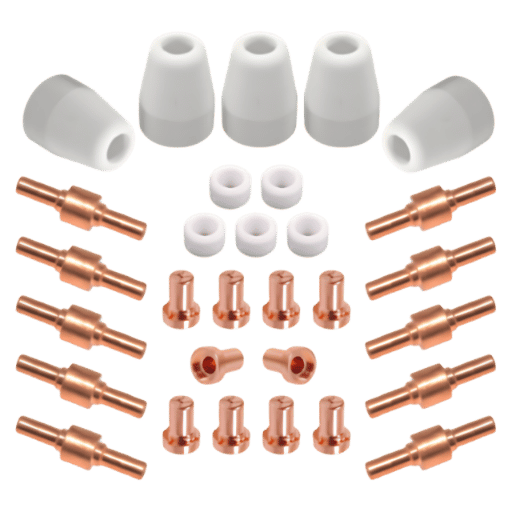
| 5-piece stack (handheld) | Electrode · Swirl ring · Nozzle/tip · Retaining cap · Shield cap |
| Hypertherm baseline parts life | 1–2 hours arc-on time; several hundred pierces (up to 1,000+ with disciplined care) |
| Replacement-trigger pit depth | 0.040–0.125 in (1.0–3.2 mm) on the electrode hafnium emitter |
| Pierce-height rule | 1.5–2 × cut height (piercing too low is the #1 cause of premature nozzle death) |
| Cost share of operations | Industry analyses commonly estimate 15–25% of total plasma cutting operating cost |
| Standards reference | AWS C5.2 (plasma arc cutting practice); ISO 9013:2024 Amendment 1 (cut quality) |
What Are Plasma Cutter Consumables?

Plasma cutter consumables are the wear parts sitting inside the torch head — the only pieces of the system that face the 20,000 °C plasma stream directly. Upstream gear (power supply, torch body, cable assembly) keeps running for years; the five end-pieces lose material with every strike of the arc.
The assembly begins with the electrode, a copper holder with a hafnium or tungsten emissive insert that carries the negative DC charge and maintains the arc. Gas flows past the electrode through the swirl ring, which spins the stream into a focused vortex of plasma. The vortex passes through the nozzle (sometimes called the tip), and the precision orifice shapes the cut. The shield cap takes the spatter, and the retaining cap keeps the mechanical alignment of the whole assembly. Hypertherm’s official extending-parts-life reference describes the failure pattern this way: the hafnium emitter “is gradually eroded by the heat of the arc … to a depth of 0.040 to 0.125 in. When the pit becomes too deep, the arc attaches to the copper holder and melts it.” That single line explains 80% of consumable wear physics and most of the downstream effects.
If you are just getting to know the plasma cutting system itself, our guide to how a plasma cutting machine works covers the upstream side. Subsequent sections here focus on the consumable wear parts.
The 5 Core Consumable Types

Each piece has a nuanced function, material type, and a failure pathway most commonly mistaken for a lighter-duty item. Confusing the electrode-nozzle relationship is what most often makes “new” consumable sets wear out in half their expected life.
Electrode
A copper body with a hafnium (or sometimes silver-bonded) insert at the tip. Some premium Hypertherm electrodes use a silver-bonded variant called SilverPlus or Copper Plus, where a friction-welded silver/copper junction extends life well above pure hafnium designs. Hafnium emits electrons into the stream and is slowly worn away, leaving a concentric crater. Crater depth — not hours of arc-on time alone — is the best way to decide when to replace.
A buried expense most plasma operators ignore: when a standard copper electrode finally fails, the waste copper sprays into the downstream nozzle and chews up the orifice. Silver-bonded electrodes cast less destructive material at end of life, so they also protect the nozzle. Operators running sustained, high-amperage cutting will often find the math favors silver electrodes despite their higher upfront price.
Nozzle (Tip)
A precision-bored copper component whose orifice has to stay dimensionally round and concentric. The plasma jet passes through without touching the copper wall, shielded by the swirling gas boundary layer. Wear shows up as orifice chamfering, hafnium-oxide build-up on the inner wall, or — in a catastrophic event — a “keyhole” gouge from arc attachment. Drag tips and fine-cut tips are nozzle variants optimised for contact cutting and detailed work respectively.
Swirl Ring
A small insulator ring with angled holes that draw the plasma gas into a spiral vortex. It rarely “wears” in the electrode/nozzle sense — instead it develops cracks from thermal cycling or clogs from oil and moisture in the air supply. Inspect the holes for cracks, arc burns, or fouling. A practical rule of thumb among torch service technicians is to replace the swirl ring every fifth electrode change unless damage shows up sooner.
Shield Cap (Deflector)
Takes the molten-metal spatter so the inner stack doesn’t. Often reusable after cleaning — Hypertherm’s guidance is that shields “should only be replaced if they show signs of physical damage” and that metal spatter can normally be cleaned off and the shield reused. Throwing shields away after every cartridge change wastes money.
Retaining Cap
Holds the stack together mechanically. Failures are rare — usually from dropping the torch or thread-galling after too many changes without cleaning. Keep the threads clean with a cotton swab and electrical contact cleaner; never apply grease (it ignites in the arc chamber).
How Long Do Plasma Cutter Consumables Last?
An answer the SERP almost never provides directly: 1–2 hours of arc-on time and several hundred pierces is the Hypertherm-published baseline for state-of-the-art air and oxygen plasma systems, with carefully run setups reaching 1,000+ pierces before a parts change is required. That’s the ceiling. Real shop numbers depend on amperage, material thickness, gas dryness, and operator pierce technique.
“Normal parts life for state-of-the-art air and oxygen plasma systems is 1–2 hours of arc-on time and several hundred pierces. Some systems can reach 1,000 or more starts before a parts change is necessary.”
— Hypertherm Technical Documentation, “Extending parts and consumables life”
To turn that ceiling into a maintenance plan, three usage tiers cover almost every fabrication shop:
| Use tier | Typical duty | Full-stack replacement interval | Pierce count guidance |
|---|---|---|---|
| Heavy industrial | Daily, 4+ hr arc-on, mixed amperage | Every 3–5 weeks | 200–600 pierces / stack |
| Medium fabrication | Daily, 1–3 hr arc-on | Every 6–8 weeks | 400–800 pierces / stack |
| Light / hobby | Weekly bursts, <1 hr arc-on per week | Every 3–6 months | As needed by inspection |
Most practitioners on welding forums cite a rule of thumb of swapping the entire stack after 10–20 hours of cutting, but that mixes up electrode life (shorter) with shield life (longer). A disciplined approach is to track pierce count per machine and replace each part on its own schedule rather than as a set.
How many pierces will a Hypertherm electrode last by amperage?
Hypertherm’s published parts-life ranges scale with amperage. Hand cutting at lower amperage (30–45 A) generally averages 500–1,000 pierces per electrode on mild steel 6–10 mm thick. Mechanized cutting at higher amperage (85–105 A) on thicker plate drops to 200–400 pierces because each pierce dumps a much larger amount of energy into the emitter. SmartSYNC SYNC-series cartridges raise these figures by roughly 2× for mechanized cutting and up to 5× for hand cutting per Hypertherm’s SmartSYNC specifications.
Wear Signs: When to Replace Each Component

Pulling the stack and reading the parts is a 60-second skill that pays back in months of avoided rework. Hypertherm’s troubleshooting framework breaks failures into three diagnostic scenarios plus a concealed fourth:
- ✔
Case 1 — Both electrode and nozzle severely worn: Electrode failed first, blew copper into the nozzle. Check coolant flow (water-cooled torches: bucket-test the return line), gas flow rate, and gas dryness. Black residue on the electrode = contaminated air supply. - ✔
Case 2 — Electrode looks new, nozzle destroyed: Double-arcing of the nozzle. Internal damage (“keyhole” slot) = low plasma chamber pressure (look for gas line leaks). External damage = pierce height too low or torch dragging the plate. - ✔
Case 3 — Electrode pitted deep, nozzle good: Plasma gas flow rate too high; the over-aggressive swirl burns the hafnium emitter unusually fast. - ✔
Hidden Case 4 — Both parts look pristine but the torch wouldn’t fire: Hard starting from excessive plasma pressure during preflow. Parts are fine; the gas regulator isn’t. Discarding good consumables here is one of the most common shop wastes.
Pit-depth thresholds vary by source. Hypertherm’s official wear envelope is 0.040–0.125 in (1.0–3.2 mm). Field practice often replaces earlier — around 1.0–1.6 mm — to preserve cut-quality margin. Industry guidance commonly cites 1/32 in (0.79 mm) as a conservative trigger when cut quality is critical. Use the tighter threshold when your tolerance budget is small.
Hypertherm Powermax Compatibility Quick Reference

Powermax is the dominant handheld plasma platform in fabrication shops, and Hypertherm runs two parallel consumable families: traditional 5-piece stacks for legacy units, and the newer single-cartridge SmartSYNC for SYNC-series machines. Mixing them is a non-starter — the torch geometry differs.
| Powermax model | Consumable family | Notable trait |
|---|---|---|
| Powermax30 AIR / 30 XP | Traditional 5-piece (low-amp) | Drag-tip variants common; for 3/8 in (10 mm) cuts and below |
| Powermax45 / 45 XP | Traditional 5-piece | Workhorse for ½ in (12 mm) mild steel |
| Powermax45 SYNC | SmartSYNC single cartridge | Up to 5× longer hand-cutting consumable life vs traditional |
| Powermax65 / 65 SYNC | Traditional 5-piece OR SmartSYNC (model-dependent) | ¾ in (20 mm) gouge/cut; SYNC version gives ~2× mechanized life |
| Powermax85 / 85 SYNC | Traditional 5-piece OR SmartSYNC | 1 in (25 mm) cut; SYNC adoption growing in 2025–2026 fab fleets |
| Powermax105 / 125 | Traditional 5-piece (heavy-duty) | High-amperage continuous duty; SilverPlus electrodes recommended |
SmartSYNC’s tradeoff is upfront cost: the cartridge replaces five separate parts but the per-cartridge price runs higher than the equivalent 5-piece stack. For shops running >3 hours of arc-on per day on hand torches, the math typically favors SmartSYNC within 90 days — consumable longevity plus changeout time (under 30 seconds vs. roughly 2 minutes for the traditional stack). For occasional users, the legacy 5-piece is still the rational choice. To match a Powermax to your application before committing to a consumable family, see our breakdown of CNC plasma cutter selection criteria and the broader RESIZE plasma cutting machines lineup.
OEM vs Aftermarket: True Cost & Performance
Aftermarket plasma consumables — third-party electrodes, nozzles, and shield kits — typically price 20–40% below OEM. The real question is the longevity delta, and the honest answer is that it varies enormously by aftermarket brand. Reputable aftermarket houses (PrimeWeld, Forney, Harris-stocked alternatives) routinely deliver 70–90% of OEM life. Bottom-tier no-name parts can drop to 30–50%, with inconsistent orifice tolerances that wreck cut quality before the parts wear out.
| Factor | OEM (Hypertherm genuine) | Quality aftermarket | Budget aftermarket |
|---|---|---|---|
| Cost vs OEM baseline | 100% | 60–80% | 30–50% |
| Lifespan vs OEM baseline | 100% | 70–90% | 30–50% |
| Cut-quality consistency | Tight orifice tolerance | Good, batch-dependent | Variable, sometimes off-spec from new |
| Warranty impact | Full Hypertherm coverage | May void torch warranty | Voids warranty |
- Light hobby (≤40 A, weekend use): Reputable aftermarket is fine. Lifespan delta is small in absolute hours.
- Medium daily (45–65 A, 1–3 hr arc-on): Quality mid-tier aftermarket OK; avoid no-name budget kits. Track per-shift cost per pierce, not per-part cost.
- Heavy continuous (≥85 A, 4+ hr arc-on, mechanized): OEM only — SilverPlus / Copper Plus electrodes if available. Cut-quality variability of budget aftermarket adds rework cost that eclipses the part savings.
Are plasma cutter consumables interchangeable between brands?
No — and the answer holds across nearly every torch family. Hypertherm Powermax consumables do not fit a Miller Spectrum or a Lincoln Tomahawk; ESAB CutMaster parts do not fit a Forney Ignite torch. The torch head’s mechanical geometry and ohmic contact points are torch-specific. “Hypertherm-style” aftermarket consumables exist for the Powermax line and the SmartSYNC ecosystem, but they are still Hypertherm-platform parts. Cross-brand swapping risks instant nozzle destruction and may void torch warranties on both ends.
How to Maximize Consumable Life: Field-Tested Practices

Hypertherm’s 10 common plasma arc cutting mistakes reads as a checklist of every shortcut that quietly reduces parts life. Five practices deliver the most measurable gains:
- Match amperage to the nozzle rating. Best cut quality and parts life land at roughly 95% of the nozzle’s rating. Under-current cuts come out sloppy; over-current accelerates nozzle wear sharply.
- Set pierce height at 1.5–2× cut height. Piercing too low — Hypertherm’s #1 cause of premature nozzle failure — sprays molten metal back into the orifice on every pierce. Use torch height control with a tested standoff routine.
- Verify gas pressure and dryness daily. Excess plasma pressure during preflow causes hard starting; contaminated compressed air shortens electrode life dramatically. A paper-towel test at the torch outlet (no moisture, no oil) catches most contamination issues for free.
- Inspect rather than calendar-replace. Calendar replacement throws away parts with life left and misses early failures from off-spec conditions. Pull the stack when cut quality shifts, not on a fixed date.
- Keep the threads clean. Cotton swab plus electrical contact cleaner or hydrogen peroxide on assembly. Never grease O-rings — grease ignites in the arc chamber and destroys the torch interior.
Pierce height matters more than amperage choice for electrode life on production runs. Hypertherm recommends a pierce standoff of 1.5–2× the recommended cut height; piercing below cut height deposits molten metal on the nozzle face within the first 100 pierces, even when the electrode is brand new. Set pierce delay so the plasma fully transfers before motion begins — typical 0.4–0.8 s on mild steel up to 12 mm thick (cross-reference: AWS C5.2 §5 Recommended Practices for Plasma Arc Cutting and Gouging; ISO 9013:2024 Amendment 1 for cut-quality acceptance grades). For a properly sized air supply to support these parameters, see our note on matching an air compressor to a plasma cutter.
Cut Quality Issues Traced to Worn Consumables

When a cut goes ugly, the failure mode points at the component. The matrix below maps the five most common symptoms to the most likely culprit — pulling the stack to confirm is faster than chasing the problem in the cut program. Cut-quality acceptance ranges follow ISO 9013, with plasma cutting typically classified at Class 2 dimensional tolerance.
| Cut symptom | Most likely cause | First action |
|---|---|---|
| Rough or chamfered top edge | Nozzle orifice enlarged | Inspect nozzle for chamfering; replace if oval |
| Excessive bottom-edge dross | Electrode end-of-life or speed too low | Check electrode pit depth; verify cut speed against amperage chart |
| Beveled cut surface (>5° lean) | Worn swirl ring or off-center electrode | Replace swirl ring; verify electrode seating |
| Wide kerf, low edge precision | Nozzle orifice enlarged or speed too low | Replace nozzle; review cut speed |
| Arc fails to start; “spits and sputters” | Hard starting from excess preflow pressure (parts are likely fine) | Drop plasma gas pressure before assuming the consumables are dead |
A common operator instinct is to throw new consumables at quality problems. A discipline of pulling the stack and reading the parts first — usually a 60-second routine — catches most cases at the first symptom and avoids the “everything goes in the bucket when something looks off” habit that bleeds shop budgets.
Industry Outlook: Plasma Consumables Market 2025–2030

The plasma cutting torch and consumables market sat at roughly $1.54 billion in 2025 and is projected toward $2.45–2.60 billion by 2031–2033. Three independent market researchers place the compound annual growth rate between 4.5% and 6.6% over the forecast window. IntelMarketResearch’s plasma arc cutting system outlook pegs the broader cutting-system market at $1.909B in 2024 heading toward $2.595B by 2031. Steady, not explosive — meaning consumable inventory planning faces no boom-bust risk through 2030.
Three technology shifts matter for buyers planning equipment now:
- SmartSYNC cartridge adoption — already mainstream. Hypertherm’s single-cartridge SmartSYNC replaces the traditional 5-piece stack on Powermax 45/65/85 SYNC machines and delivers up to 5× longer hand-cutting life. For any new Powermax purchase above the entry level in 2026, the SYNC variant is the default — the upfront cartridge premium pays back within a quarter for shops above 3 hr daily arc-on.
- Silver-bonded electrodes for high-duty applications. Hypertherm’s SilverPlus and Copper Plus electrodes use friction-welded silver/copper junctions to roughly double electrode life and reduce downstream nozzle damage. Mainstream availability for the 85–125 A Powermax range; specify these for any continuous mechanized cutting line.
- IoT wear-sensor consumables — 2027 and beyond. Embedded wear-monitoring is in the pre-commercial phase as of 2026. Do not pay a premium today for “smart consumables” claims — the production-grade rollout is one to two years out.
On the standards side, ISO 9013:2024 Amendment 1 updated the thermal cutting classification standard covering plasma, oxyfuel, and laser. Cuts going into regulated industries (pressure vessels, structural steel) should reference the 2024 amendment, not the 2017 edition. AWS C5.2 Recommended Practices for Plasma Arc Cutting and Gouging remains the process-side reference and has not been revised since 2001 — still the authoritative US-side practice document.
FAQ
Q: How thick of steel will a 20 amp plasma cutter cut?
View Answer
Q: Can plasma cutter consumables be cleaned and reused?
View Answer
Q: Are plasma cutter consumables the same for hobby and industrial use?
View Answer
Q: How do I store plasma consumables to prevent contamination?
View Answer
Q: Does shop compressed air shorten consumable life vs bottled gas?
View Answer
Q: What is a SmartSYNC cartridge and is it worth the upgrade?
View Answer
Specifying Your Plasma Cutter Setup?
Consumable choice is downstream of the machine. If you are sizing a new plasma cutting system — Kinetic, Pipe, or CNC table — we configure to your plate thickness, duty cycle, and material mix.
About This Plasma Cutter Consumables Reference
This consumables reference is compiled from Hypertherm’s official extending-parts-life and SmartSYNC documentation, the AWS C5.2 Recommended Practices for Plasma Arc Cutting and Gouging, ISO 9013:2024 cut-quality classification, and three independent 2025–2026 market research reports. Practitioner-reported insights are paraphrased from welding forums. The RESIZE engineering team reviewed it for plasma cutting machine specification context — feedback or corrections welcome at official@resizeglobal.com.
References & Sources
- Extending Parts and Consumables Life — Hypertherm Technical Documentation
- 10 Common Plasma Arc Cutting Mistakes — Hypertherm
- SmartSYNC Torches and Consumables — Hypertherm Powermax
- AWS C5.2 — Recommended Practices for Plasma Arc Cutting and Gouging — American Welding Society
- ISO 9013 — Thermal Cutting Classification — International Organization for Standardization (2024 Amendment 1)
- Plasma Arc Cutting System Market Outlook 2025–2032 — Intel Market Research
- Industrial Plasma Cutting Torch Consumables Market Research — Growth Market Reports
Related Articles
- What is a Plasma Cutting Machine: working principles & key components
- CNC plasma cutter selection guide for fabrication shops
- CNC plasma table guide — features, sizing, and torch height control
- Plasma cutting vs laser cutting: cost, speed, and material range
- Compare plasma, laser, and waterjet cutting for thick plate
- Pipe milling and beveling machines for post-cut edge prep









{kind=link}
{kind=link}
{kind=link}
{kind=link}